
Abstract
Background
A large amount of post-consumer marble sludge waste is thrown away into landfills. The need to reuse this waste is increasing day by day due to the environmental concern and energy conservation. The purpose of this work is to explore the use of this waste for low-cost natural rubber composites. In the experimental part, three different microsizes: 10, 20, and 75 μm, with five different levels of loading up to 90 parts per hundred of rubber (pphr) were used in natural rubber (NR) composites to study the effect of marble sludge (MS) loading on the mechanical properties.
Results
Application of MS as filler enhanced many properties such as tensile strength, modulus, tear strength, hardness, and rebound resilience. It is observed that compression set, abrasion loss, cross-link density, and shear modulus increased, while rebound resilience and swelling ratio values decreased with increasing MS loading. Mechanical properties of the NR composite filled with 10-μm MS are higher than those of NR composites containing 20- and 75-μm MS. The effect of thermal aging at 70°C and 100°C for 96 h has also been studied.
Conclusions
This study has thus shown that MS from marble processing industrial waste can be used as economical alternative filler in NR compounding.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Background
Marble waste or sludge is an unavoidable material resulting from marble processing industries, where nearly every industry generates one of a kind or another. A waste or sludge can be defined as the substance by-products after fabrication and has no further value, especially with affluent developed economies [1]. The increasing amounts of waste and diminishing waste disposal sites, as well as the problems associated with the contamination from dangerous and toxic materials, are challenging to us and should be resolved successfully [2]. Storage and collection of waste are some of the more visible signs of successful or unsuccessful solid waste management systems. It is a serious matter as waste materials produce tangible effects on the soil and environmental system of most areas in the city of Karachi [3, 4]. If waste is not discarded properly on land, besides affecting plant, animal, and human health, trace elements contained in solid waste may be leached from the soil and enter either the ground or the water surface and contaminate it dangerously. Among the multitude of environmental problems faced by Pakistan, solid wastes have become one of the most prominent issues in the recent years, not only because of the increase in the amount, but mainly because of the lack of an efficient management system and monitoring associated with it.
Large quantities of marble sludge are produced in marble processing industries in Karachi (Pakistan). It is generated as a by-product during the cutting/polishing process of marble blocks and is carried away by the drainage system. This practice imposes threats to the ecosystem, i.e., physical, chemical, and biological components of the environment. Therefore, utilization of marble sludge in the production of new materials will help protect the environment. Attempts have been made to use the marble sludge waste for various purposes in cement and construction industry [5–7], ceramic tiles [8], and asphaltic concrete [9], but very few attempts have been made to use it as a filler in rubber composites [10] and polymer concrete from recycled poly(ethylene terephthalate) [11].
The use of filler in rubber is important to obtain the desired physical and mechanical properties of rubber compounds [12]. The filler greatly effects on the overall properties of resulting rubber compounds [13]. The dispersion of filler in rubber matrix improves the physical properties as reported in the literature [14–19]. The dispersion of good filler in rubber matrix is attained by the nature of rubber or rubber kind, structure of filler, and mixing sequence and their condition. Generally, nonblack fillers, such as silica, calcium carbonate, talc, aluminum oxide, zinc oxide, titanium dioxide, and zirconium oxide, are used as fillers or co-fillers in rubber compounding, thermoplastics, and thermosetting [20–26].
Recently, several researchers have evaluated the effect of loading different types of filler on the physical and mechanical properties of the end product of natural and synthetic rubber compounds [27–33]. The main purpose of filler additions is to improve certain properties and lower the cost of the compound. Fillers could be divided into two types: reinforcing and nonreinforcing fillers. Reinforcing fillers, such as carbon black of different sources, enhance the mechanical properties. They also improve properties that meet a given required service application or set of performance parameters owing to their large surface area. Nonreinforcing fillers, such as carbonates, silicates, and different clays (kaolin), are used generally as extenders aimed at reducing the cost of the rubber products.
Seo et al. [34] conducted a study on nonblack fillers like silica that show the improvement in reinforcing the performance of networked silica and confirmed its feasibility as reinforcing materials for the manufacturing of highly stable rubber products such as tire without any coupling reagent. A significant change in tensile strength was achieved due to the physical entanglements of rubber molecules with the silica particles. The dispersion of the networked silica in rubber molecules is expected to be good because its surface is covered with organic materials. The openings formed in the networked silica additionally contribute to improve its dispersion by the penetration of rubber molecules into them. Robinson et al. [35] studied several fillers, including wollastonite, talc, calcium carbonate, and carbon black. The effect of wollastonite with two different particle sizes and the effect of epoxy silane treatment on physical properties resulted in the development of a rubber composition with high modulus and high tensile strength.
The aim of the current research is to obtain a rubber compound with the incorporation of marble sludge waste in natural rubber instead of conventional fillers. The potential of the marble sludge waste as a filler in rubber composites needs to be studied to solve the environmental problem and to develop cheaper filler for polymer composites. The effects of marble sludge loading with selective microsize particles: 10, 20, and 75 μm, were investigated. The study involved mechanical and swelling tests. The mechanical tests include tensile strength; modulus at 100%, 200%, and 300% elongation; elongation at break; tear strength; compression set; hardness; abrasion resistance; and rebound resilience. Swelling tests were conducted by measuring the filler-filler interaction, swelling ratio, cross-link density, volume fraction of rubber, and shear modulus of the rubber composites. The study also focused on the aging resistance of the rubber composite materials.
Methods
Materials
The materials used for the preparation of the compounds were (1) natural rubber (NR) ribbed smoked sheet (RSS-3), (2) marble sludge (MS), (3) zinc oxide as an activator, (4) stearic acid, (5) tetramethylthiuram disulphide (TMTD) as an accelerator, (6) 3-dimethylbutyl-N-phenyl- p-phenylenediamine as an antioxidant, (7) sulphur as a vulcanizing agent, and (8) toluene as a solvent.
RSS-3 grade NR was obtained from Rainbow Rubber Industry (Karachi, Pakistan). Physical properties of NR such as dirt content, ash content, nitrogen content, volatile matter, initial plasticity, and plasticity retention index were determined by American Standard Test Method (ASTM, Table1). Marble sludge waste (waste product from marble cutting industry) was collected from a locally situated marble cutting industry. The marble sludge waste was dried in an oven at 80°C for 24 h and ground into fine particles and passed through the desired sieve to obtain selective microsize particles such as 10, 20, and 75 μm.
Compounding
Mastication and mixing were carried out in a water-cooled two-roll mill (300 × 150 mm2) operating at a friction ratio of 1.25:1. The compounds were prepared as per formulation given in Table2 according to ASTM D3182.
Vulcanization process
The compounded rubber stock was then cured in a compression molding machine at 155°C and at an applied pressure of 10.00 MPa for the respective optimum cure time (t = t90) obtained from rheographs. After curing, the vulcanized sheet was taken out of the mold and immediately cooled under tap water to stop further curing. All samples were cured at this temperature for the specific cure time.
Characterization
Analysis of marble sludge powder
Sample preparation
About 7 g of MS powder was weighed out by adding three pallets of binder material then pressed under a pressure of 20 tons for 5 to 10 min for the pallets to form. The samples were further analyzed using an X-ray fluorescence (XRF) spectrometer.
Instrumentation
Performed measurements were done using S4 PIONEER spectrometer. A closely coupled optical path helps provide high intensities and low detection limits for all elements. Automatic computer control of the generator allows the kilovoltage (kV) and milliampere (mA) settings to be adjusted automatically for each element. The optimization settings of kV and mA provide the furthermost sensitivity for all elements. The elements with lower atomic number are typically analyzed using low kV and high mA settings, while the elements with higher atomic number are analyzed with high kV and lower mA settings. Operation and data reduction for the S4 PIONEER were easily handled with the Bruker AXS SPECTRA plus software package (Frankfurt, Germany).
Measurement of mechanical properties
The properties of the NR compound were measured with several techniques based on ASTM. The tensile strength; percent elongation; 100%, 200%, and 300% modulus; and tear strength were measured using a tensile tester (Instron 4301, Norwood, MA, USA), according to ASTM D412 and ASTM D624, respectively. Moreover, the hardness (shore A), rebound resilience percentage, abrasion loss (in cubic millimeters), and percentage of compression set were determined according to ASTM D2240, ASTM D2832, ASTM D5963, and ASTM D395, respectively. Abrasion loss was also measured using an abrasion tester (Gibitre, Bergamo, Italy), according to DIN 53516/ASTM D5963; all tests have been performed at room temperature.
Thermal aging
The thermal aging characteristics of the NR composites were studied by aging for 96 h at 70°C (the rest at 100°C for a similar time, according to ASTM D865) and 100°C respected as per ASTM D573. The properties of accelerated aging were measured after 24 h of aging test. Tensile strength; 100%, 200%, and 300% modulus; elongation at break; and tear strength of the NR composites have been determined after aging to estimate aging resistance. Percentage of retention in properties of the specimens is calculated as follows:
Results and discussion
Characterization of marble sludge powder
Particle size distribution
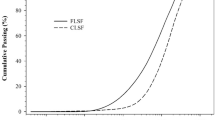
The micron air jet sieve system is the most widely used simple method of determining particle size distributions in sieving. The marble sludge dry powder obtained was sieved using a mechanically operated shaker that imparted a uniform rotary and tapping motion to a stack of sieves of steel. The particle size distribution determinations were performed using Alpine Air Jet Sieve Model 200 LS-N (Augsburg, Germany). The marble sludge dry powder retained on each sieve was weighed and is shown in Figure1. It consists of fine as well as coarse particles. In general, the distribution is in the range of 25 to 4,000 μm or even slightly higher. Homogeneous dispersion of fine and coarse particles and uniform motion of the powder cloud in the measuring zone are essential for effective particle size measurement. After collection of particle size distribution data, the marble sludge was ground in a fine micronized form and passed the desired sieve to obtain different microsize particles such as 10, 20, and 75 μm.

Particle size distribution of the marble sludge dry powder.
Mineralogical composition
Constituting the mineralogical composition allows one to depict the comparative amount of a variety of ingredients present in the craving material. In this way, it is possible to determine the quantity of those minerals present which is generally important, in a few potential fields of application. The chemical composition of the MS powder is shown in Table3. The MS powder contains a significant amount of calcite/calcium carbonate. As expected, calcium carbonate is the main ingredient in the MS powder. The remaining constituents may include other carbonate minerals such as dolomite/magnesite, while small quantities of silica, aluminum oxide, and iron oxide are also present. Calcite has a crystal orthorhombic structure. Pure calcite and dolomite are clear or white minerals. However, with impurities, such as sand, clay, iron oxides, and hydroxides, and organic materials, the waste can take on a variety of colors. In the XRF spectrometry studies, several typical minerals are identified. The XRF of the MS waste is consistent with the chemical analysis showing a composition of approximately 68.6% calcite, 22.13% magnesium carbonate, 3.89% quartz/silica, and 2.785% aluminum oxide.
Small quantities of iron oxide, chromium oxide, titanium oxide, and zinc oxide are also present. The values obtained for the relative metal composition of MS from atomic absorption spectroscopic studies are in close agreement with those obtained from XRF spectrometry studies.
The above observation shows that the marble powder is basically composed of calcium carbonate and magnesium carbonate with small quantities of silicates, aluminum oxide, iron oxide, chromium oxide, titanium oxide, and zinc oxide.
Mechanical properties
The tensile strength of MS powder-filled NR composites with various microsize particles (10, 20, and 75 μm) is shown in Table4. It is observed that with the increasing loading of MS in the NR composite, the tensile strength increases up to a certain value and then decreases. At 70 pphr, the NR composite filled with 10-μm MS particle showed a maximum peak value of 11.65 MPa. It was noteworthy that the tensile strength of the MS-filled NR composite is 230% higher than that of the unfilled NR composite. After further loading of MS (90 pphr), the tensile strength decreased. The result showed that the MS can act as a semi-reinforcing filler if used below 70 pphr due to the large number of calcium carbonates present in it. The tensile strength increased till the 70 pphr. Further, an increase in the loading of the MS (90 pphr), the tensile strength decreased, resulted in a weak filler-rubber interaction due to the dilution effect and formation of filler agglomeration. The filler-rubber interaction increased till the addition of 70 pphr, but further addition of MS caused a stronger filler-filler interaction as compared to the filler-rubber interaction. The microsize particles of MS also influence the tensile strength. The smaller microsize particle of MS (10 μm) has greater tensile strength as compared to the larger ones (20 and 75 μm) in NR composites. This is due to high dispersion and the interaction of small microsize particles of MS in the NR phase.
The modulus (at 100%, 200%, and 300% elongation) of unfilled and filled NR composites in the presence of the various microsizes of MS particles is shown in Table56, and 7, respectively. The incorporation of filler in the polymer matrix results in an increase in the stiffness of the end material. As expected, the modulus has been increasing steadily with filler content. Modulus is a measure of the stiffness of the end material. Modulus at 100%, 200%, and 300% elongation increases with the increasing MS loading. This is a common phenomenon, i.e., filler addition results in greater modulus [36–38]. It is worth observing that the peak values of both moduli for 90 pphr with the smaller microsize of MS particle (10 μm) are 159% and 188% higher than those of the unfilled NR composite.
As the MS content increases, the NR in the matrix progressively decreases and is replaced with the MS, which renders it stiff to aggregate within the matrix to form a three-dimensional reticulate structure. The increased moduli of the filled NR composites are due to the reduced elasticity and increased rigidity of the rubber matrix. The modulus (at 100%, 200%, and 300% elongation) of the NR composite filled with 10-μm MS particle increases with increasing MS loading, whereas that of NR composites filled with 20- and 75-μm MS also increases with the increasing MS loading, but a smaller trend is found in both NR compounds filled with 20- and 75-μm MS. Evidently, the modulus decreases as the microsize of MS particle increases. It can be deduced that MS with smaller microsize is more compatible with the rubber than the larger one. This is also an indication that smaller microsize particles have a better interaction with the rubber.
Tear strength of unfilled and MS-filled composites are given in Table8. The tear strength also follows the same trend as that of the tensile strength. The tear strength of MS-filled NR composites is higher than that of the unfilled NR compound. As the MS loading increases from 10 to 70 pphr, the composite exhibits improved tear strength.
Table9 includes data which describe the effect of loading and microsize of MS particle on the elongation at break. It is obvious that unfilled NR compounds have higher elongation at break values than all filled NR composites, while for the filled compounds, this value decreases gradually with the increase in MS loading. The filler shows an extra extension due to the increase of the dilution effect that occurred at higher loading. The primary particle size or specific surface area, together with loading, determines the effective contact area between the filler and rubber matrix. The results also show the effects of microsize of MS on the property of elongation at break. It is clear that the lower the microsize of MS particle, the higher the elongation at break achieved. A better result is found when 10-, 20-, and 75-μm MS are used with loadings of 10 and 30 pphr. The decrease in elongation at break with MS loading can be due to the adherence of the MS microsize particles to NR, causing a stiffening effect on the polymer chain and decrease in stretching.
The hardness of the unfilled and MS-filled NR composites was analyzed, and the results are presented in Table10. It has been observed that the hardness of the MS-filled NR composites is higher than that of the unfilled NR compound. According to Brown and Soulagnet [39], hardness is essentially a measure of modulus. One can observe a very similar behavior as shown in modulus measurements, i.e., a substantial increase in the value of hardness as the filler content is increased. It was observed that the hardness of NR composites increases with the increase in MS content. This result is expected due to the higher incorporation of MS microsize particles. The higher loading and large microsize of MS particles result in more rigid compounds. The results also showed the effect of microsize (10, 20, and 75 μm) on hardness. It was observed that the hardness at 90 pphr of the NR composites filled with 20- and 75-μm MS was higher as compared to that filled with 10-μm MS. It is clear from the results of hardness that the microsize of particles influences the said property of the NR composites.
The results of the compression set test are presented in Figure2. Evidently, the performance of the compression set is increased by increasing the microsize of MS particles and increasing the loading of the filler. The best material is the one with the least compression set percentage; the NR composites filled with 20-μm MS at 10 pphr have the best results at any loading. The values of compression set are found to be increased continuously with increasing MS loading. It is widely known that compression set is another property that can show the degree of elasticity. The increase in compression set values confirms that the elasticity of cured NR composites is impaired in the presence of MS.

Effect of MS content and microsize on compression set of unfilled and filled NR composites.
The effect of MS loading on rebound resilience at room temperatures is given in Figure3. The percentage rebound resilience of the composites has been observed to be decreasing with increasing MS content. Since rebound resilience is directly proportional to the degree of elasticity, results clearly show that the presence of MS reduces the elasticity of the cured NR composites. This is attributed to the combination of the reduced cross-link density and the dilution effect (the reduction of NR portion with increasing MS loading).

Effect of MS content and microsize on rebound resilience of unfilled and filled NR composites.
Volume loss caused by the abrasion of the NR composites with loading of MS is shown in Figure4. The abrasion resistance of the composites has been measured in terms of relative volume loss. A higher value of volume loss shows a lower abrasion resistance and vice versa. The relative volume loss of the MS-filled NR composites is higher than that of the unfilled NR compound. The abrasion loss increases up to 90 pphr loading of MS. It is the interaction between the rubber matrix and the MS which restricts wear on the rubber during abrasion. At higher loadings of MS, the filler-filler interactions overcome the filler-rubber interactions, resulting in increasing abrasion loss and reducing abrasion resistance. Lower abrasion loss values are obtained in the NR composite containing 20-μm particles as compared to those containing 20- and 75-μm particles.

Effect of MS content and microsize on abrasion loss of unfilled and filled NR composites.
Aging properties
At room temperature, the action of atmospheric oxygen on NR is very slow, but heat can do this action. Aging is the deterioration of desirable properties during storage or service; this is a phenomenon common to a wide variety of natural and synthetic rubber, including NR [40]. Various changes can occur in rubber component as a result of the conditions under which it is used or stored [41, 42]. For a long service or storage of the cured rubber materials, it is recommended to age them at 70°C and 100°C from 72 (3 days) to 144 h (6 days) and find out the aged values of mechanical properties of the cured rubber. In this study, the cured samples of rubber were aged at both above temperatures for 96 h, and the retention of mechanical properties was evaluated.
The industrially important aspects of aging are the changes in physical properties such as the tensile strength, the hardness, or the modulus of elasticity. If the conditions are too severe, the rubber may rapidly become unserviceable.
The aging process of NR is complex, but it is known that oxidation is a significant degradation process. The rate of degradation is significantly accelerated at higher temperatures. Typical mechanical properties of NR composites and thermally aged counterparts have been measured and compared to one another.
The final cured products of the NR compound sometimes change their physical properties especially their mechanical properties at high temperature. Therefore, it is necessary to evaluate the effect of temperature on aging property. Table123456 and 7 also illustrate the influence of two different aging temperatures on tensile strength; modulus at 100%, 200%, and 300% elongation; tear strength; and elongation at break. The obtained aging results at two different temperatures, 70°C and 100°C, for 96 h show the onset of sharp values of tensile strength; modulus at 100%, 200%, and 300% elongation; tear strength; and elongation at break of NR composites filled with different microsizes of MS particles at 100°C, while those of composites at 70°C, a little drop in values of tensile strength, tear strength, and elongation at break was noted. However, at 70°C of aging temperature, the values of modulus at 100%, 200%, and 300% elongation increased. Ahagon et al. [43] and Baldwin et al. [44], in their studies of accelerated aging of rubber compound, also observed the modulus increase and later reduction, depending on aging mechanism. At 90°C to 110°C, the rate of modulus decreases with increasing aging temperature; however, at 70°C to 90°C, the rate of modulus increases with decreasing aging temperature. The effect of aging temperature on modulus is due to the complexity of reactions taking place in the cured rubber compound. This change in property can also occur in polymer chain scission caused by reduction in molecular weight and molecular entangling with high cross-link density of MS-filled NR composites. The latter results in energy dissipation reduction via molecular mobility restriction. The cross-link density is playing an important role in tensile and tear strength properties. It is also evident from Figure5 that the cross-link density of NR composites filled with different microsizes of MS particles is continuously increased with increasing MS content. This phenomenon is a post-curing effect which tends to increase when aging temperature increases. Clarke et al. [45], in their study on aging kinetics of tensile strength of NR compound, also show that both cross-linking reaction and scission reaction increase with increasing aging temperature. The aging behavior of samples containing different loading and microsize particle of MS-filled and unfilled NR composites shows reduction of tensile strength, tear strength, elongation at break, and modulus at 100%, 200%, and 300% elongation. These properties show a rapid fall after aging at 100°C for 96 h. The fall in properties shows deterioration with accelerated aging. Evidently, composite properties tend to increase with increasing MS loading. When a rubber article is exposed to high temperature, only the rubber portion is effected to degradation. Increasing the MS amount in NR composites means that the degradable rubber portion is diluted, giving rise to a higher value after aging. The NR composites filled with larger microsize of MS particle showed higher retained values as compared to those filled with smaller ones. The accelerated aging of rubbers that contain unsaturated bonds normally results in a reduction in their strength properties.

Effect of MS content and microsize on % compression set of unfilled and filled NR composites.
The effect of heat aging on compression set, rebound resilience, and abrasion loss is illustrated in Figures 6, 7, and 8 which show higher values after aging. These increases are generally attributed to the increase in the stiffness of the rubber phase brought about by a reduction in the number of double bonds.

Effect of MS content and microsize on % rebound resilience of unfilled and filled NR composites.

Effect of MS content and microsize onabrasion loss of unfilled and filled NR composites.

Effect of MS content and microsize on swelling ratio of unfilled and filled NR composites.
Swelling parameters
The cross-linking density of NR compounds was determined by the equilibrium swelling method. A sample weighing about 0.2 to 0.25 g was cut from the compression-molded rubber sample. The sample was soaked in pure toluene at room temperature for swelling to reach diffusion equilibrium [46]. After 5 days, the test piece was taken out, the adhered liquid was rapidly removed by blotting with filter or tissue paper, and the swollen weight was measured immediately. It was then dried under vacuum at 80°C up to a constant weight, and the desorbed weight was taken. The swelling ratio of the sample was calculated from the following equation:
Respectively, W1 is the weight of the test piece before swelling, and W2 is the weight of the swollen test piece after swelling. The swelling ratio is a direct measurement of the degree of cross-linking where the smaller the ratio is, the higher the degree of cross-linking obtained.
A swelling test is performed to observe the filler-rubber matrix interaction. The swelling ratio is the quantity of solvent uptake per weight of rubber. The effect of MS loading on the swelling ratio of unfilled and MS-filled NR composites using different microsizes: 10, 20, and 75 μm, is presented in Figure9. The obtained result shows a decreasing trend in swelling ratio after loading the MS.

Effect of MS content and microsize on crosslink density of unfilled and filled NR composites.
It showed that the penetration of toluene into MS-filled NR composites was reduced with the increment of MS loading. This means that higher amount of MS loading restricted the penetration of toluene in filled NR composites. It could also be seen that there is lower swelling number associated with the NR composite filled with 10-μm MS as compared to those filled with 20- and 75-μm MS. This is due to better dispersion of smaller microsize of MS particle in NR, promoting better filler-rubber matrix interaction in NR composites [47–49]. Calculation of cross-link density from swelling behavior is one of the most important structural parameters characterizing a cross-linked polymer which is the average molecular weight between the cross-links (directly related to the cross-link density) and is determined from swelling. The cross-link density, ν, is the number of elastically active network chains totally included in a perfect network per unit volume.
The cross-link densities of the composites were determined using the Flory-Rehner equation by swelling value measurement [50, 51] according to the relation
where Vr is the volume fraction of rubber in the swollen gel, Vs is the molar volume of toluene (106.2 cm3·mol−1), χ is the rubber-solvent interaction parameter (0.38 in this study), ρo is the density of the polymer, ν is the cross-link density of the rubber (mol·cm−3), and MC is the average molecular weight of the polymer between cross-links (g mol−1) and is related to the shear modulus (G) in the following expression [52]:
where ρr is the density of the rubber matrix, R is the universal gas constant, and T is the absolute temperature.
The volume fraction of a rubber network in the swollen phase is calculated from equilibrium swelling data as
where Wsf is the weight fraction of the solvent, ρ0 is the density of the solvent, Wrf is the weight fraction of the polymer in the swollen specimen, and ρ1 is the density of the polymer. NR was taken as 0.9125 g cm−3; ρs was the density of the solvent that was 0.867 g cm−3 for toluene.
After the calculation of cross-link density of unfilled and filled NR composites with MS of different microsize particles in the data obtained (Figure5), it can be observed that the cross-link density increases from 10 to 90 pphr in the MS-filled NR composite. When the MS content increases, the cross-link density also increases. It may due to the increasing amount of filler in the rubber matrix. The molecular movement of the rubber reduces and makes it more difficult for toluene to penetrate through the rubber matrix. NR composites containing small microsize MS particle have better performed their cross-link density as compared to those containing larger microsize MS.
The average molecular weight between cross-links was inversely proportional to the cross-link density; thus, MC at 90 pphr of the NR composite with 75-μm MS was very small as compared to other MS-filled NR composites. The shear modulus (G) value of unfilled and filled NR composites with selective microsize of MS particle also follows the same trend as that of cross-link density (Figure10).

Effect of MS content and microsize on shear modulus of unfilled and filled NR composites.
Conclusions
The purpose of this study was to evaluate the MS and its suitability for use as filler in NR composites. To avoid the negative effects of MS on the environment, the utilization of MS as filler in NR composites is recommended in this investigation. It was shown that for NR compounds, the addition of MS leads to a significant enhancement in their physical property. From this study, the following conclusions can be drawn:
-
The addition of MS into NR gradually increases tensile strength and tear strength until a maximum is attained at 70 pphr. Any further increase leads to a gradual decrease in tensile strength.
-
The dependency of tear strength on filler loading is very similar to that of tensile strength.
-
The incorporation of MS waste into the NR composites reduces the elongation at break.
-
Modulus at 100%, 200%, and 300% elongation of NR composites increases with increasing MS loading.
-
Hardness increases with increasing MS content in rubber compound.
-
There is a gradual decrease in resilience with increasing MS loading.
-
Compression set increases with increasing MS loading.
-
The abrasion loss increases with increasing MS content. Abrasion resistance is initially increased at lower content (10 pphr) and is decreased above 10 pphr of MS content.
-
The swelling ratio decreases with increasing filler loading. The lower swelling ratio is due to a better cross-link density of MS-filled NR composites.
-
The chemical cross-link density and shear modulus increase with increasing MS content.
Accelerated aging behavior at 70°C and 100°C for 96 h of MS-filled and unfilled NR composites is also affected by the loading and microsize of MS particles.
Overall results show that 10-μm MS has a potential as white filler in rubber compounds. However, to achieve better reinforcement, smaller microsize of MS particles should be used.
Abbreviations
- ASTM:
-
American Standard Test Method
- G:
-
Shear modulus
- MC:
-
Average molecular weight of the polymer between cross-links
- MS:
-
Marble sludge
- NR:
-
Natural rubber
- pphr:
-
Parts per hundred of rubber
- ρ0:
-
Density of the solvent
- ρ1:
-
Density of the polymer
- ρr:
-
Density of the rubber matrix
- R:
-
Universal gas constant
- SR:
-
Swelling ratio
- T:
-
Absolute temperature
- TMTD:
-
Tetramethylthiuram disulphide
- ν:
-
Cross-link density of the composites
- Vr:
-
Volume fraction of rubber in the swollen gel
- Vs:
-
Molar volume of toluene
- W1:
-
Weight of the test piece before swelling
- W2:
-
Weight of the swollen test piece after swelling
- Wrf:
-
Weight fraction of the polymer in the swollen specimen
- Wsf:
-
Weight fraction of the solvent
- χ:
-
Rubber-solvent interaction parameter.
References
Gandy M: Recycling and waste: an exploration of contemporary environmental policy (Avebury studies in green research series). Ashgate Publishing Limited, London; 1993.
Boccacini AR, Janczak J, Taplin DMR, Koept M: The multibarriers-system as a materials science approach for industrial waste disposal and recycling: application of gradient and multilayered microstructures. Environ Technol 1996, 17: 1193–1203. 10.1080/09593331708616489
Soumaré M, Tack FM, Verloo MG: Effects of a municipal solid waste compost and mineral fertilization on plant growth in two tropical agricultural soils of Mali. Bioresour Technol 2003, 86: 15–20. 10.1016/S0960-8524(02)00133-5
Abdel-Sabour MF, Abo El-Seoud MA: Effects of organic-waste compost addition on sesame growth, yield and chemical composition. Agricul Ecosyst Environ 1996, 60: 157–164. 10.1016/S0167-8809(96)01083-3
Binici H, Hasan K, Salih Y: Influence of marble and limestone dusts as additives on some mechanical properties of concrete. Sci Res Ess 2007, 2: 372–379.
Karasahin M, Terzi S: Evaluation of marble waste dust in the mixture of asphaltic concrete. Construct Build Mater 2007, 21: 616–620. 10.1016/j.conbuildmat.2005.12.001
Acchar W, Vieira FW, Hotza D: Effect of marble and granite sludge in clay materials. Mat Sci and Eng A 2006, 419: 306–309. 10.1016/j.msea.2006.01.021
Montero MA, Jordán MM, Hernández-Crespo MS, Sanfeliu T: The use of sewage sludge and marble residues in the manufacture of ceramic tile bodies. Appl Clay Sci 2009, 46: 404–408. 10.1016/j.clay.2009.10.013
Arslan E, Aslan S, Ipek U, Altun S, Yazicioğlu S: Physico-chemical treatment of marble processing wastewater and the recycling of its sludge. Waste Manag & Res 2005, 23: 550–559. 10.1177/0734242X05059668
Agrawal S, Mandot S, Bandyopadhyay S, Mukhopadhyay R: Use of marble waste in rubber industry: part I (in NR compound). Prog Rubb Plast Recyc Technol 2004, 20: 229–246.
Tawfik ME, Eskander SB: Polymer concrete from marble wastes and recycled poly(ethylene terephthalate). J Elast Plast 2005, 38: 65–79.
Gerspacher M, Nikiei H, Yang H, O'Farrll CP: Reflectometry—a new method of measuring filler dispersion. Rubb Chem Technol 1998, 71: 17–25. 10.5254/1.3538467
Yamada H, Manas-Zloczower I, Facke DL: The influence of matrix viscosity and interfacial properties on the dispersion kinetics of carbon black agglomerates. Rubb Chem Technol 1998, 71: 1–16. 10.5254/1.3538468
Salaeh S, Nakason C: Influence of modified natural rubber and structure of carbon black on properties of natural rubber compounds. Polym Compos 2012, 33: 489–500. 10.1002/pc.22169
Ismail H, Muniandy K, Othman N: Fatigue life, morphological studies and thermal aging of rattan powder-filled natural rubber composites as a function of filler loading and silane coupling agent. BioResources 2012,7(1):841–858.
Saad LG, Younan AF: Rheological, mechanical and electrical properties of natural rubber-white filler mixtures reinforced with nylon 6 short fibers. Polym Deg and Stab 1995, 50: 133–140. 10.1016/0141-3910(95)00095-X
Ahmed NM, El-Sabbagh HSH: A new approach to improved properties of rubber vulcanizates containing white molybdates. Polymer-Plastics Tech Eng 2006, 45: 275–283. 10.1080/03602550500373717
Kohjiya S, Tkeda Y: Reinforcement of general-purpose grade rubbers by silica generated in situ. Rubb Chem Technol 2000, 73: 534–550. 10.5254/1.3547604
Prasertsri S, Rattanasom N: Mechanical and damping properties of silica/natural rubber composites prepared from latex system. Polym Test 2011, 30: 515–526. 10.1016/j.polymertesting.2011.04.001
Huang Q, Xiao C, Hu X: Preparation and properties of polytetrafluoroethylene/CaCO3 hybrid hollow fiber membranes. J Appl Polym Sci 2012, 123: 324–330. 10.1002/app.33986
Kan SS, Samsudin MSF, Ariff ZM, Ishak ZAM, Ariffin A: Multicomponent (talc and calcium carbonate) filled polypropylene hybrid relationship of rheological study with morphological characteristics of composites. J Reinf Plast Compos 2009, 28: 2577–2587. 10.1177/0731684408092440
Osman A: Mechanical properties of glass-fiber reinforced epoxy composites filled with Al2O3 particles. J Reinf Plast Compos 2009, 28: 2861–2868. 10.1177/0731684408093975
Laachachi M, Cochez M, Ferriol JML, Cuesta E, Leroy E: Influence of TiO2 and Fe2O3 fillers on the thermal properties of poly(methyl methacrylate). Mat Lett 2005, 59: 36–39. 10.1016/j.matlet.2004.09.014
Weon JI, Sue HJ: Mechanical properties of talc- and CaCO3-reinforced high-crystallinity polypropylene composites. J of Mat Sci 2006, 41: 2291–2300. 10.1007/s10853-006-7171-x
Waddell WH, Evans LR: Use of nonblack fillers in tire compounds. Rubb Chem Technol 1996, 69: 377–423. 10.5254/1.3538378
Hamed GR: Reinforcement of rubber. Rubb Chem Technol 2000, 73: 524–533. 10.5254/1.3547603
Subhan S, Muensit N, Bomlai P, Nakason C: Ceramic/natural rubber composites: influence types of rubber and ceramic materials on curing, mechanical, morphological, and dielectric properties. J Mater Sci 2011, 46: 1723–1731. 10.1007/s10853-010-4990-6
Wang M, Zhang P, Mahmud K: Carbon–silica dual phase filler, a new generation reinforcing agent for rubber: part IX. Application to truck tire tread compound. Rubb Chem Technol 2001, 74: 124–133. 10.5254/1.3547633
Ismai H, Jaffri RM, Rozman HD: The effects of filler loading and vulcanisation system on properties of oil palm wood flour–natural rubber composites. J Elast Plast 2003, 35: 181–192. 10.1177/0095244303035002006
Zhang L, Wang Y, Way V, Sin Y, Yu D: Morphology and mechanical properties of clay/styrene-butadiene rubber nanocomposites. J Appl Polym Sci 2000, 78: 1873–1878. 10.1002/1097-4628(20001209)78:11<1873::AID-APP40>3.0.CO;2-8
Ismail H, Rusli A, Azura AR, Ahmad Z: The effect of partial replacement of paper sludge by commercial fillers on natural rubber composites. J Rein Plastics Compos 2008, 27: 1877–1891. 10.1177/0731684408088888
Mishra S, Shimpi NG: Mechanical and flame-retarding properties of styrene–butadiene rubber filled with nano-CaCO3 as a filler and linseed oil as an extender. J of Appl Polym Sci 2005, 98: 2563–2571. 10.1002/app.22458
Thongsang S, Sombatsompop N: Dynamic rebound behavior of silica/natural rubber composites: fly ash particles and precipitated silica. J of Macromol Sci B 2007, 46: 825–840. 10.1080/00222340701389308
Seo G, Kaang S, Hong CK, Jung DS, Ryu CS, Lee DH: Preparation of novel fillers, named networked silicas, and their effects of reinforcement on rubber compounds. Polym Inter 2008, 57: 1101–1109. 10.1002/pi.2449
Robinson S, Sheridan MF, Ferradin AG: Paper presented at a meeting of the Rubber Division. American Chemical Society, Savannah; 2001. 29 April-1 May 2002 29 April-1 May 2002
Bigg DM: Mechanical properties of particulate filled polymers. Polym Compos 1987, 8: 115–122. 10.1002/pc.750080208
Jilken L, Malhammar G, Selden R: The effect of mineral fillers on impact and tensile properties of polypropylene. Polym Test 1991, 10: 329–344. 10.1016/0142-9418(91)90011-L
Fuad MYA, Ismail Z, Ishak ZAM, Omar AK: Application of rice husk ash as fillers in polypropylene: effect of titanate, zirconate and silane coupling agents. Eur Polmy J 1995, 31: 885–893. 10.1016/0014-3057(95)00041-0
Brown RP, Soulagnet G: Microhardness profiles on aged rubber compounds. Polym Test 2001, 20: 295–303. 10.1016/S0142-9418(00)00035-0
Cain ME, Cunneen JI: Fundamental approaches to ageing problem. Reveu Gen Caoutch 1962, 39: 1940–1950.
Lindley PB: Engineering design with natural rubber. NR Rubber Bulletin 1974,:15–19.
Davies B: The longest serving polymer. Rubber Developments 1988, 41: 102–109.
Ahagon A, Kida M, Kaidou H: Aging of tire parts during service. I. Types of aging in heavy-duty tires. Rubb Chem Technol 1990, 63: 683–697. 10.5254/1.3538282
Baldwin M, Bauer DR, Ellwood KR: Accelerated aging of tires, part II. Rubb Chem Technol 2005, 78: 336–354. 10.5254/1.3547887
Clarke J, Ngolemasango EF, Bennett M: Kinetics of the effect of ageing on tensile properties of a natural rubber compound. J Appl Polym Sci 2006, 102: 3732–3740. 10.1002/app.24634
Joseph R, George KE, Francis JD: Studies on the cure characteristics and vulcanizate properties of 50/50 NR/SBR. J Appl Polym Sci 1988, 35: 1003–1009. 10.1002/app.1988.070350415
Ismail H, Rozman HD, Jaffri RM, Mohd Ishak ZA: Oil palm wood flour reinforced epoxidized natural rubber composites: effects of filler content and size. Eur Polym J 1997, 33: 1627–1632. 10.1016/S0014-3057(97)00020-7
Ismail H, Abdul Khalil HPS: The effects of partial replacement of oil palm wood flour by silica and silane coupling agent on properties of natural rubber compounds. Polym Test 2001, 20: 33–41.
Rattanasoma N, Saowaparke T, Depraserkula C: Application of FTIR in characterization of acrylonitrile-butadiene rubber. Polym Test 2007, 26: 36–41.
Flory PJ, Rehner J: Statistical mechanics of crosslinked polymer networks. II. Swelling. J Chem Phys 1943, 11: 512–520. 10.1063/1.1723791
Aprem S, Joseph K, Thomas S: Studies on double networks in natural rubber vulcanizates. J Appl Polym Sci 2004, 91: 1068–1078. 10.1002/app.13220
Aigbodion AI, Menon ARR, Pillai CKS: Processability characteristics and physico-mechanical properties of natural rubber modified with rubber seed oil and epoxidized rubber seed oil. J Appl Polym Sci 2000, 77: 1413–1418. 10.1002/1097-4628(20000815)77:7<1413::AID-APP2>3.0.CO;2-7
Author information
Authors and Affiliations
Corresponding author
Authors’ original submitted files for images
Below are the links to the authors’ original submitted files for images.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 2.0 International License (https://creativecommons.org/licenses/by/2.0), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
About this article
Cite this article
Ahmed, K., Nizami, S.S., Raza, N.Z. et al. Mechanical, swelling, and thermal aging properties of marble sludge-natural rubber composites. Int J Ind Chem 3, 21 (2012). https://doi.org/10.1186/2228-5547-3-21
Received:
Accepted:
Published:
DOI: https://doi.org/10.1186/2228-5547-3-21