
Abstract
Remanufacturing has emerged as a competitive strategy for manufacturers to tackle environmental and economic challenges. In this paper, an integrated fuzzy approach is developed for the evaluation of remanufacturing alternatives. Then, importance weights of main remanufacturing processes and evaluation criteria are obtained through fuzzy extent analysis. Fuzzy hierarchical TOPSIS is then applied to evaluate the alternatives. A case study is presented to demonstrate the applicability of the proposed approach. The analysis results show that it is a viable approach and can be used as an effective tool for design evaluation from the remanufacturing point of view. Finally, conclusions are discussed and future research directions are suggested.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Background
In the last two decades, environmental concerns diffuse into almost all aspects of the manufacturing industry and all phases of products' life cycles. This is simply because resources consumed during the course of manufacturing and production are enormously high, and hence, the amount of waste generated from those processes is also notorious [1]. One of such key areas is the end-of-life treatment [2]. Remanufacturing is one of many end-of-life strategies.
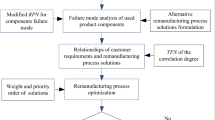
Remanufacturing is not a new topic but had not been considered as an important strategic area until the recent decade. In the past, remanufacturing activities focus mainly on recapturing economical values from used products or have been driven by regulatory pressure [3]. Typical activities include recycling of materials and reuse of parts or components, among others, to produce close-to-new refurbished products. Figure 1 shows a flowchart of a typical remanufacturing process. Nevertheless, the processing procedures may vary depending on the nature of the product being remanufactured [4]. Obviously, there are lots of uncertainties in remanufacturing [5]. With the backdrop of increasing environmental awareness, remanufacturing is one of many ways to mitigate environmental impacts by reducing the consumptions of virgin materials, resources in primary production and etc. This has been becoming popular in the last decade [6]. The contemporary school of thought considers that remanufacturing can not only (re-)gain financial benefits, but also reduce the environmental burdens [5]. This is a typical multi-objective problem. Remanufacturing is now referred to as a value-adding process and has emerged as part of closed-loop supply chains [7]. This trend implies the importance of developing decision-making models when remanufacturing activities are involved.

Remanufacturing process [4].
Life cycle assessment (LCA) provides the basic modelling framework for evaluating the environmental load and impact throughout the entire product life cycle [8]. It is an effective, comprehensive and practical tool in assessing environmental impact of products [9]. For example, Chan et al. [10] adopted the concept of LCA and proposed a comprehensive framework for the selection of green product designs. The life cycle concept is also applicable to remanufacturing process. For instance, Schau et al. [11] conducted an LCA study of remanufactured alternators. Three designs were considered and the associated environmental impacts were evaluated. However, the major obstacle is that remanufacturing activities are not well structured, so applying LCA to evaluate all design options would be time-consuming, if not impractical. Therefore, it is important to provide designers/engineers a more efficient ‘screening’ approach to assess the environmental and economic performance of alternative designs.
Evaluating the environmental and economic impact of a product or process is essentially a multi-criteria decision-making (MCDM) problem. LCA, for example, considers multiple inputs and multiple outputs, and they are not homogenous in most cases. Saaty [12] developed a groundbreaking tool, called analytic hierarchy process (AHP), to deal with MCDM problems. The merit of AHP is that both qualitative and quantitative factors can be considered in a hierarchical model. Since then, applications of AHP are numerous, with a trend to integrate with other methods [13]. One strand of such integrated approaches is to combine the method with fuzzy theory, which was developed by Zadeh [14] and can handle imprecise information. This characteristic supplements the pairwise comparisons in standard AHP so that a higher degree of uncertainty can be included in the decision-making process. The fuzzy AHP approach provides such practical solution, which is simple and less demanding upon the resources needed to make a decision by converting uncertain variables into linguistic variables. In other words, the process can be simplified in that sense. Nevertheless, it is still very easy to have over a hundred pairwise comparisons in order to make a design selection decision, which relies heavily on subjective decisions and is therefore not effective in terms of computational complexity. This research confronts this challenge through integration of fuzzy extent analysis and fuzzy hierarchical Technique for Order of Preference by Similarity to Ideal Solution (TOPSIS) for conducting effective evaluation of design alternatives from the remanufacturing perspective.
Fuzzy extent analysis, developed by Chang [15], stems from the AHP method that is used routinely to estimate comparative weights with a view in solving MCDM problems. Studies that apply fuzzy extent analysis leverage the benefits of fuzzy set theory and make use of linguistic terms (e.g. high, very high) or a fuzzy number in lieu of a precise numerical value when conducting pairwise comparison e.g. [16]. It has been widely applied in different problem environments in the literature: Kahraman et al. [17] developed an analytical selection tool to measure the customer satisfaction in catering firms in Turkey, Celik et al. [18] developed fuzzy AHP methodology based on Chang's extent analysis to model shipping registry selection, and Wang et al. [19] applied fuzzy extent analysis to develop a risk assessment model that enabled a structured analysis of aggregative risk in the food supply chain. The trends in utilizing fuzzy extent analysis in fuzzy AHP evident in the literature have been continued in many of the operational disciplines due to its ease of use and computational simplicity.
Fuzzy TOPSIS [20, 21] is derived from the TOPSIS technique proposed by Hwang and Yoon [22] to evaluate the performance of alternatives. TOPSIS ranks the alternatives according to their distances from the ideal and the negative ideal solution. The positive ideal solution maximizes the benefit criteria and minimizes the cost criteria, while the negative ideal solution maximizes the cost criteria and minimizes the benefit criteria. The most preferred alternative is then derived as the shortest distance from the positive ideal solution and the longest distance from the negative ideal solution. Despite its popularity and simplicity in concept, TOPSIS is often criticized for its inability to deal with uncertainty and imprecision inherent in the process of mapping the perceptions of experts [23]. To address the limitation, scholars have made use of fuzzy TOPSIS (combination of fuzzy logic with TOPSIS) for expert systems in areas such as plant location selection [21], supplier selection and evaluation [20], analysis of network uncertainty [24] and assessment of green supply chain initiatives [25]. Fuzzy hierarchical TOPSIS will benefit from both the superiority of the hierarchical structure and easiness of implementation of TOPSIS in a fuzzy environment.
In this article, a decision support model is proposed based on fuzzy synthetic extent analysis method and hierarchical fuzzy TOPSIS method to make quick selection decisions regarding remanufacturing alternatives. This is an effective modelling approach for such evaluation, which is the major contribution of this paper. In addition, this paper also makes practical contributions as shown in the case study which demonstrates the operations of the proposed model. The rest of the paper is organized as follows: The ‘Methods’ section presents the details of the model. It is then followed with a case study of a real-life example, which is obtained from a published study, in order to demonstrate the applicability of the proposed methodology. Finally, some concluding remarks and directions for future researches are presented in the ‘Conclusions’ section.
Methods
The proposed methodology consists of a hierarchical evaluation model, fuzzy extent analysis and fuzzy hierarchical TOPSIS techniques. In the hierarchical model, the critical aspects for sustainable remanufacturing are first defined and the criteria under each aspect are identified. Fuzzy extent analysis is then used to determine the relative importance weights of evaluation criteria. Finally, the fuzzy hierarchical TOPSIS is applied to assess alternative design options. Details of the proposed method are elaborated in each of the following sections.
The hierarchical model
The proposed model can be broadly divided into four parts as illustrated in Figure 2. The first level is a collection of main remanufacturing processes. Then, the corresponding criteria within each remanufacturing process are identified and presented in the second level. The third level includes the performance measures employed to evaluate the remanufacturing alternatives provided at the final level. In other words, the decision is made based on the relative importance of each process against each performance measure, and then an aggregated score can be computed in order to help make a decision.

A hierarchical model for the evaluation of product designs from the remanufacturing perspective.
The aim of identifying the first level process is to break down the whole remanufacturing operation into a number of processes so that the importance of each process with respect to the remanufacturing operation of different alternatives can be evaluated. This is analogous to the life cycle phases mentioned in the ‘Background’ section. However, the objective is not the same as life cycle assessment as only remanufacturing is considered in this paper. Due to its unstructured nature, there is no generic process for handling remanufacturing processes either. As a consequence, a number of common processes are observed from the existing literature. With reference to a number of studies [26–29], the following remanufacturing processes are identified:
-
C1. Disassembly
-
C2. Detoxification
-
C3. Machine operations
-
C4. Chemical extraction
-
C5. Repair
-
C6. Reassembly
Then, associated criteria within each remanufacturing process should be identified and listed at the second level for further evaluation. These criteria could be generic criteria associated with individual remanufacturing processes or be more specific with respect to particular products. This will not undermine the usefulness of the model because this is not a restriction to use pre-defined processes and their associated criteria in the model. Construction of the hierarchical model will be varied dependent on the actual cases, and any new processes can be added accordingly.
At the third level, the performance measures are provided to evaluate the remanufacturing alternatives. Hatcher et al. [30] recently conducted a case study regarding the barriers and challenges for remanufacturing, which can be adopted in this model. They are value (e.g. rare metal content, competition between imitated products, environmental impacts), cost involved, employee health and safety, and design difficulties (e.g. supplier relationship, technological advancement which discourage the use of old components). Finally, all the remanufacturing alternatives are presented at the fourth level for the evaluation.
Fuzzy extent analysis
Here, the fuzzy synthetic extent analysis method is introduced to calculate the synthetic extent value of the pairwise comparison. An extent analysis adaptation to fuzzy AHP was proposed in order to obtain a crisp priority vector from a triangular fuzzy comparison matrix [15]. The triangular fuzzy scale of preferences is given in Table 1, M z = (m z 1, m z 2, m z 3), where z = 1, 2,…, 9. Triangular fuzzy numbers (TFNs) M 1, M 3, M 5, M 7 and M 9 are used to represent the pairwise comparison of decision variables in the range from ‘Equal’ to ‘Absolute more important’, when these are employed as descriptive terms attached to the level of importance of paired variables. M 2, M 4, M 6 and M 8 represent the midpoint preference values lying between them.
Next, let P = {p 1, p 2 ,…, p n } be an object set and Q = {q 1, q 2,…, q m } be a goal set. Here, m equals the number of criteria identified in the whole remanufacturing process multiplied by the number of performance measures. According to the method of extent analysis [15], each object is taken and extent analysis is performed for each goal respectively. Therefore, the m extent analysis values for each object are obtained as follows: , ,…, , i = 1, 2,…, n, where all the (j = 1, 2,…, m) are TFNs. The following is a summary of the procedures with reference to the study conducted by Chan and Wang [16].The value of fuzzy synthetic extent with respect to the i th object is defined as
and can be calculated as
The degree of possibility of M 1 ≥ M 2 is defined as
When a pair (x, y) exists, such that x ≥ y and , then we have V(M 1 ≥ M 2) = 1. Since M 1 and M 2 are convex fuzzy numbers, we have that
V(M 1 ≥ M 2) = 1 if m 12 ≥ m 22,
where d is the ordinate of the highest intersection point D between and (see Figure 3). When M 1 = (m 11, m 12, m 13) and M 2 = (m 21, m 22, m 23), then the ordinate of D is computed by

Membership functions of the set of importance ratings.
To compare M 1 and M 2, both the values of V(M 1 ≥ M 2) and V(M 2 ≥ M 1) are required. The degree of possibility for a convex fuzzy number to be greater than k convex fuzzy numbers M i (i = 1, 2,…, k) can be defined by
if
For k = 1, 2,…, n; k ≠ i, then the rating vector is given by
where X i (i = 1, 2,…, n) are n different criteria. Via normalization, the normalized rating vectors are
where W is a non-fuzzy number that provides priority weights of an evaluation criterion over others.
For the accuracy of the method, the consistency measure is performed to screen out inconsistency between responses. Since M i is a triangular number, it has to be defuzzified into a crisp number to compute the consistency ratio (CR). The centre of area (COA) approach is used here for defuzzifying M i . TFN M i (m i 1, m i 2, m i 3,) can be defuzzified into a crisp value by
Therefore, the CR of each judgement can be calculated and checked to ensure that it is lower than or equal to 0.1.
Fuzzy hierarchical TOPSIS
To evaluate remanufacturing alternatives, four fuzzy decision matrixes, , are constructed with respect to four performance measures. Assume there are l alternative designs A k (k = 1, 2,…, l) and n main remanufacturing processes. Each remanufacturing process has N i criteria where the total number of criteria is equal to . represents the value of the j th criterion within i th remanufacturing process of the k th alternative, which can be crisp data or appropriate linguistic variables which can be further represented by fuzzy numbers (e.g. ). A hierarchical MCDM problem can be concisely expressed in a fuzzy decision matrix as
where is the fuzzy evaluation score of alternative A k with respect to criterion C ij . N i is the number of criteria within the remanufacturing process C i . s is the number of performance measures.
In general, the evaluation criteria can be classified into two categories: benefit and cost. The benefit criterion means that a higher value is better, while for the cost criterion, the opposite is valid. The data of the decision matrix comes from different sources. Therefore, it is essential to normalize it in order to transform it into a dimensionless matrix, which allows the comparison of the various criteria. Here, the normalized fuzzy decision matrix is denoted by which is shown as
The normalization process can then be performed by the following operations:
where and present the largest and the lowest value of each criterion, respectively. The weighted fuzzy normalized decision matrix is shown as
where
Here, W ij is the final weight score for each criterion which is the product of the main remanufacturing process weight score and the criterion weight score with respect to the corresponding process as follows:
where and denote the weight score of the i th main remanufacturing process and the criterion C ij , respectively. Both and are obtained through the fuzzy extent analysis method discussed in the ‘Fuzzy extent analysis’ section. The calculation results of Equation 14 can be summarized as
Subsequently, the fuzzy addition principle is used to aggregate the values within each remanufacturing process as follows:
The matrix is thus converted into the final weighted normalized fuzzy decision matrix ,
Again, the fuzzy addition principle is used to aggregate the values of performance measures as follows:
and
The addition operation is important as the hierarchical structure can be reflected only when aggregation of the weighted values within each main remanufacturing process and four performance measures is conducted.
Now, let A+ and A− denote the fuzzy positive idea solution (FPIS) and fuzzy negative ideal solution (FNIS), respectively. According to the aggregated fuzzy decision matrix, we have
where and are the fuzzy numbers with the largest and the smallest generalized mean, respectively. For each column i, the greatest generalized mean of and the lowest generalized mean of can be obtained, respectively. Consequently, the FPIS (A+) and the FNIS (A−) are derived. Then, the distances (d+ and d−) of each alternative from A+ and A− can be calculated by the area compensation method as
By combining the difference distances d+ and d−, the relative closeness index is calculated as follows:
According the index value, the remanufacturing alternatives can be ranked from the most preferred to the least preferred feasible options.
Case study
In this section, a case study is presented to illustrate how the proposed approach can be applied to support decision-making for remanufacturing alternative evaluation. The product used in the case study is an automotive alternator. The remanufactured alternators can be used again in the vehicle. According to Kim et al. [31], the alternator has the highest remanufacturing rate. Schau et al. [11] presented a case study of remanufactured alternators, in which they applied life cycle sustainability assessment (LCSA) to three different alternator designs. However, their LCSA approach and derived results are also dependent on the underlying assumptions and data availability. In this study, the authors make reference to the case to demonstrate how the proposed model can facilitate and simplify the evaluation process from a sustainable remanufacturing design perspective. With reference to the case [11], the main remanufacturing processes are defined and the associated evaluation criteria within each process are identified as illustrated in Table 2. The total number of remanufacturing processes for evaluation is not necessary to be restricted to six as shown in Table 2. Since there is no generic guideline for handling remanufacturing processes, it varies between individual products. To be clear, relevant data, e.g. remanufacturing processes and bill of materials, has to be collected to construct a similar hierarchical structure. Here, three different alternative designs are examined through the proposed method. Design 1 is a conventional alternator with belt fitting, fan and steel bearings and cast iron housing. Design 2 is a lightweight alternator with a plastic fan and aluminium housing. Design 3 is an ultra-lightweight alternator where also the belt fitting and bearings are replaced by lightweight parts (aluminium and plastic, respectively).
After constructing the hierarchical model, it is essential to know how important one process (or its associated criterion) is over another for remanufacturing purpose. In other words, decision-makers have to determine the weights between the remanufacturing processes and the associated criteria. The different weights were calculated using the fuzzy extent analysis discussed in the ‘Fuzzy extent analysis’ section. Using the main remanufacturing processes as an example, the fuzzy comparison matrix of five phases is constructed as described in Table 3.
The importance weights through the pairwise comparison of the five processes with respect to the remanufacturing operation are expressed by TFNs. The different values of fuzzy synthetic extent with respect to the five main processes are denoted by S 1, S 2, S 3, S 4, and S 5, respectively. By applying Equation 2, we have
The degree of possibility of S i over S j (i ≠ j) can be determined by Equations 3, 4, 5.
Similarly,
Based on Equation 7, we obtain
Similarly,
Therefore, W′ = (0.54, 1,0.69, 0.29, 0.21) after the normalization process, so the weight vector with respect to the five main remanufacturing processes - C1, C2, C3, C4 and C5 - can be expressed as
Using the same approach, the weights of identified evaluation criteria with respect to their associated remanufacturing processes can be derived, and the results are summarized in Table 4. The final weight scores for evaluation criteria were obtained by calculating the product of criteria weight scores and the weight scores of its associated remanufacturing process. At the same time, the consistency ratio of each judgement was calculated and checked to ensure that it is lower than or equal to 0.1.
After that, fuzzy hierarchical TOPSIS is employed for the evaluation of three remanufacturing alternatives. Performance was rated to the three alternative designs with respect to the four proposed remanufacturing performance measures against all the evaluation criteria. The qualitative explanation of rating levels and its corresponding TFNs are described in Table 5. The results were then used to constitute a hierarchical decision-making matrix as shown in the Appendix. The hierarchical decision-making matrix was then normalized using Equation 13. By computing the product of the normalized hierarchical decision matrix and the final weight scores for each evaluation criterion, the weighted normalized fuzzy decision matrix is obtained. By aggregating the values belonging to each remanufacturing process by fuzzy addition principle, the weighted normalized fuzzy decision matrix is acquired as illustrated in Table 6. By grouping the four performance measure outputs, the final fuzzy decision matrix is obtained as shown in Table 7.
The largest generalized mean and the smallest generalized mean of each main criterion could then be selected constituting the FPIS (A+) and the FNIS (A−). Now, the difference distances of each of the alternatives (d k + and d k −) can be calculated as in Equations 22, 23, 24. Finally, combining the difference distances, the relative closeness index for each alternative can be obtained. The results are presented in Table 8, together with the corresponding rankings based on the index values. Among the three alternative designs, the conventional alternator design (A1) has the highest relative closeness index and therefore should be recommended.
Using the relative closeness index, design 1 (A1) tops the ranking list among the three remanufacturing alternatives. It is followed by design 2 (A2) and design 3 (A3). In order to provide insights of this decision, further analysis was conducted. The analysis result displayed in Figure 4, shows the performance ratings of the three alternative designs with respect to the main remanufacturing processes. Overall the detoxification process (C2) contributes most to the whole remanufacturing operation followed by the machine operations process (C3). Although design 1 (A1) has a slightly lower performance than the other designs in the detoxification process, crucially, it performs better in the other remanufacturing processes compared to the other two designs. This is one of the key reasons that design 1 stands out among the alternative remanufacturing designs. This is further proven in the ratings of three alternative designs with respect to different performance measures as illustrated in Figure 5. The conventional alternator design (A1) tops the list in three out four performance measures including P1 (value), P2 (cost) and P3 (design difficulties). Nevertheless, this does not underline the significance of other remanufacturing processes or performance measures, among which, design 1 (A1) was scored lower than the other two designs (A2 and A3). In fact, it is important for designers to take a balanced approach when evaluating design options for sustainable remanufacturing purpose.

Weighted performance measures of three alternative designs with respect to main remanufacturing processes.

Performance ratings of three alternative designs with respect to different measures.
Conclusions
Remanufacturing is increasingly playing an important role in moving towards a more sustainable economy. The concept of remanufacturing can be deemed as a competitive strategy for manufacturers to satisfy diverse requirements from customers as well as policy makers. This paper proposed a hierarchical framework for evaluating alternative designs from the remanufacturing perspective. In addition to the evaluation framework, fuzzy extent analysis is used to calculate the importance weights of remanufacturing processes and associated evaluation criteria, and fuzzy hierarchical TOPSIS is applied to evaluate alternative product designs. A case study of remanufacturing an automotive alternator was presented to validate the proposed methodology and to demonstrate its effectiveness for remanufacturing design evaluation.
This article makes three key contributions. First, from a remanufacturing point of view, this research specifically develops a comprehensive hierarchical model for the evaluation of alternative designs. Key remanufacturing activities, the associated evaluation criteria and performance measures are identified for the purpose of sustainable remanufacturing. Second, the research advances the use of fuzzy MCDM methods as an effective and realistic modelling approach for evaluating design alternatives from the remanufacturing perspective. Compared to other approaches, e.g. LCA, the integrated fuzzy approach proposed in this paper provides a practical design evaluation solution. While the analysis result is in line with the findings from the study of Schau et al. [11], our approach is simple and less demanding upon the computational power and time needed to make a decision. In addition, the proposed approach is less constraining to rigorous data that is required to conduct a conventional LCA. It is still tractable enough to capture the uncertainty of a product remanufacturing life cycle and provides the efficiency and flexibility to tap the subjectivity and preferences of decision-makers. Third, through the case study, it provides some insights into how the application of the proposed integrated fuzzy approach can support a rational product design selection decision in order to achieve sustainable remanufacturing.
Despite the various advantages outlined in the paper, the presented approach also has its own limitations. For example, decision-makers have to make subjective decisions in the pairwise comparisons in evaluating remanufacturing alternatives. Using reliable data sources instead of subjective decision could lead to more accurate decisions. Therefore, one future research direction is to consider a more objective method such as data envelopment analysis (DEA). Furthermore, the dynamic characteristics and interconnection among the evaluation criteria are not considered in the hierarchy model. The interrelationship between these criteria may generate a different result of the importance weights. Future research may need to tackle this shortcoming by using the decision-making trial and evaluation laboratory (DEMATEL) method or analytic network process (ANP).
Appendix
A hierarchical decision-making matrix is shown in Table 9.
Authors’ information
Dr. XW is a Senior Lecturer in Management at the School of Economics, Finance and Management, University of Bristol. He obtained his PhD in Management Studies from the University of Liverpool, MSc in e-Business Management from University of Warwick and a bachelor's degree in Computer Science from Zhejiang University, China. His research interests include operations and supply chain management, multi-criteria decision analysis and applied operational research. Dr. HKC is a Senior Lecturer in Operations and Supply Chain Management in the Norwich Business School. He gained his Ph.D., an MSc (with distinction) and a bachelor degree from the University of Hong Kong. He also earned a bachelor's degree in Economics and Management from London School of Economics and Political Science. HKC is a member of the Institution of Engineering and Technology, the Chartered Institute of Marketing, and a senior member of the Institute of Electrical and Electronics Engineers. His main research topics are operations and supply chain management.
Abbreviations
- AHP:
-
Analytic hierarchy process
- ANP:
-
Analytic network process
- DEA:
-
Data envelopment analysis
- DEMATEL:
-
Decision-making trial and evaluation laboratory
- LCA:
-
Life cycle assessment
- MCDM:
-
Multi-criteria decision-making
- TOPSIS:
-
Technique for Order of Preference by Similarity to Ideal Solution.
References
Beamon BM: Designing the green supply chain. Logist. Inf. Manag. 1999,12(4):332–342. 10.1108/09576059910284159
Pigosso DC, Zanette ET, Ometto AR, Rozenfeld H: Ecodesign methods focused on remanufacturing. J. Clean. Prod. 2010,18(1):21–31. 10.1016/j.jclepro.2009.09.005
Kaya O: Incentive and production decisions for remanufacturing operations. Eur. J. Oper. Res. 2010,201(2):442–453. 10.1016/j.ejor.2009.03.007
Ilgin MA, Gupta SM: Remanufacturing Modelling and Analysis. Taylor and Francis, Florida: CRC; 2012.
Guide VDR: Production planning and control for remanufacturing: industry practice and research needs. J. Oper. Manag. 2000,8(4):467–483.
Subramoniam R, Huisingh D, Chinnam RB: Remanufacturing for the automotive aftermarket-strategic factors: literature review and future research needs. J. Clean. Prod. 2009,17(13):1163–1174. 10.1016/j.jclepro.2009.03.004
Savaskan RC, Bhattacharya S, Van Wassenhove LN: Closed-loop supply chain models with product remanufacturing. Manag. Sci. 2004,50(2):239–252. 10.1287/mnsc.1030.0186
Yung WKC, Chan HK, Wong DC, So JHT, Choi ACK, Yue TM: Eco-design of a personal electronic product subject to energy-using product directive. Int. J. Prod. Res. 2012,50(5):1411–1423. 10.1080/00207543.2011.571941
Junnila S: Life cycle management of energy-consuming products in companies using IO-LCA. Int. J. Life Cycle Assess. 2008,13(5):432–439. 10.1007/s11367-008-0015-y
Chan HK, Wang X, White G, Nick Y: An extended fuzzy AHP approach for the evaluation of green product designs. IEEE Trans. Eng. Manag. 2013,60(2):327–339.
Schau EM, Traverson M, Finkbeiner M: Life cycle approach to sustainability assessment: a case study of remanufactured alternators. J. Remanuf 2012,2(5):1–14.
Saaty TL: The Analytic Hierarchy Process. New York: McGraw-Hill; 1980.
Ho W: Integrated analytic hierarchy process and its applications–a literature review. Eur. J. Oper. Res. 2008,186(1):211–228. 10.1016/j.ejor.2007.01.004
Zadeh LA: Fuzzy sets. Inf. Control. 1965,8(3):338–353. 10.1016/S0019-9958(65)90241-X
Chang DY: Applications of the extent analysis method on fuzzy AHP. Eur. J. Oper. Res. 1996,95(3):649–655. 10.1016/0377-2217(95)00300-2
Chan HK, Wang X: Fuzzy Hierarchical Model for Risk Assessment: Principles, Concepts, and Practical Applications. London: Springer; 2013.
Kahraman C, Cebeci U, Ruan D: Multi-attribute comparison of catering service companies using FAHP: the case of Turkey. Int. J. Prod. Econ. 2004,87(2):171–184. 10.1016/S0925-5273(03)00099-9
Celik M, Er ID, Ozok AF: Application of fuzzy extended AHP methodology on shipping registry selection: the case of Turkish maritime industry. Expert Syst. Appl. 2009,36(1):190–198. 10.1016/j.eswa.2007.09.004
Wang X, Li D, Shi X: A fuzzy enabled model for aggregative food safety risk assessment in food supply chains. Prod. Plan. Control 2012,23(5):377–395. 10.1080/09537287.2011.561812
Bottani E, Rizzi A: A fuzzy TOPSIS methodology to support outsourcing of logistics services. Supply Chain Manag. 2006,11(4):294–308. 10.1108/13598540610671743
Ertuğrul İ, Karakaşoğlu N: Comparison of fuzzy AHP and fuzzy TOPSIS methods for facility location selection. Int. J. Adv. Manuf. Technol. 2008,39(7–8):783–795.
Hwang CL, Yoon K: Multiple attributes decision making methods and applications. Berlin: Springer; 1981.
Krohling RA, Campanharo VC: Fuzzy TOPSIS for group decision making: a case study for accidents with oil spill in the sea. Expert Syst. Appl. 2011,38(4):4190–4197. 10.1016/j.eswa.2010.09.081
Wang X, Durugbo C: Analysing network uncertainty for industrial product-service delivery: a hybrid fuzzy approach. Expert Syst. Appl. 2013,40(11):4621–4636. 10.1016/j.eswa.2013.01.062
Wang X, Chan HK: A hierarchical fuzzy TOPSIS approach to assess improvement area when implementing green supply chain initiatives. Int. J. Prod. Res. 2013,51(10):3117–3130. 10.1080/00207543.2012.754553
Biswas WK, Duong V, Frey P, Islam MN: A comparison of repaired, remanufactured and new compressors used in Western Australian small-and medium-sized enterprises in terms of global warming. J. Remanuf. 2013,3(1):1–7. 10.1186/2210-4690-3-1
Kerr W, Ryan C: Eco-efficiency gains from remanufacturing: a case study of photocopier remanufacturing at Fuji Xerox Australia. J. Cleaner Prod. 2001,9(1):75–81. 10.1016/S0959-6526(00)00032-9
Seliger G, Franke C, Ciupek M, Başdere B: Process and facility planning for mobile phone remanufacturing. CIRP Annals-Manuf. Technol. 2004,53(1):9–12. 10.1016/S0007-8506(07)60633-7
Sundin E, Bras B: Making functional sales environmentally and economically beneficial through product remanufacturing. J. Clean. Prod. 2005,13(9):913–925. 10.1016/j.jclepro.2004.04.006
Hatcher GD, Ijomah WL, Windmill JF: Design for remanufacturing in China: a case study of electrical and electronic equipment. J. Remanuf. 2013,3(1):1–11. 10.1186/2210-4690-3-1
Kim H-J, Skerlos S, Severengiz S, Seliger G: Characteristics of the automotive remanufacturing enterprise with an economic and environmental evaluation of alternator products. Int. J. Sustainable Manuf. 2009,1(4):437–449.
Acknowledgements
An early version of this paper was presented at the 6th International Conference on Design and Manufacture for Sustainable Development, Hangzhou, China in April 2013. The authors are grateful to the Editor-in-Chief of the Journal for giving us the opportunity to revise and extend the paper for this submission.
Author information
Authors and Affiliations
Corresponding author
Additional information
Competing interests
The authors declare that they have no competing interests.
Authors’ contributions
XW contributed to the design of the study, developed the integrated fuzzy methodology and carried out the case study. HKC participated in the design of the study, carried out the literature review and developed the hierarchical model for the product design evaluation from the remanufacturing perspective. Both authors helped draft the manuscript, read and approved the final manuscript.
Authors’ original submitted files for images
Below are the links to the authors’ original submitted files for images.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 2.0 International License (https://creativecommons.org/licenses/by/2.0), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
About this article
Cite this article
Wang, X., Chan, H.K. An integrated fuzzy approach for evaluating remanufacturing alternatives of a product design. Jnl Remanufactur 3, 10 (2013). https://doi.org/10.1186/2210-4690-3-10
Received:
Accepted:
Published:
DOI: https://doi.org/10.1186/2210-4690-3-10