
Abstract
Purpose
To reduce products' environmental impact over their entire life cycle, adequate reuse and recycling of products and their components are indispensable. In this context, it is important to establish efficient closed-loop manufacturing systems (CMS), where products are made from post-use as well as new materials. However, the establishment of economically and environmentally efficient CMS is difficult due to the uncertainty associated with the return flows of post-use products. Since product usage conditions and lifetimes differ from user to user, there are significant fluctuations in product flows' quantity and quality. This results in insufficient utilization of manufacturing/remanufacturing resources (e.g., labor and equipment) and high investment costs for CMSs, which hinder proper reuse and recycling of post-use products.
The objective of this study is to propose a strategic decision-making method for sharing resources among multiple CMSs to reduce the cost of product reuse and recycling.
Methods
We first discuss the benefits and difficulties of sharing production resources among multiple CMSs. Then, a transferability benefit index (TBI) is introduced to help identify the most promising resources to be shared among multiple systems.
Results
A simplified example calculation is provided as an illustration of the method. Two disassembly systems with the similar structure are considered as a case study. As a result, we successfully applied the index to determine the most promising resources in a case study.
Conclusions
We find that TBI is useful because it provides a simple and easily understandable decision criterion for identifying the resources to be transferred and shared among multiple CMSs to reduce the cost for reuse and recycling of used products. TBI also screens outs the promising resources which should be redesigned and modified before sharing among multiple CMSs. Development of practical redesign methods and modification guidelines for these resources will be included in our future work of this study.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1. Introduction
Due to growing concern about environmental problems, it is becoming important for manufacturers to add more value while causing less environmental impact. In order to reduce the environmental impact of products over their entire life cycle, adequate reuse and recycling of products and their components are quite promising [1, 2]. In this context, it is quite important for manufacturing firms to establish efficient closed-loop manufacturing systems (CMS) [3] in which products are made from used components and materials as well as new ones. Some firms have successfully established quite efficient CMS from both environmental and economical viewpoints. CMSs for one-time-use cameras [4], photocopying machines [5], and automobile components [6] are typical examples.
However, establishment of an environmentally and economically efficient CMS is not easy, mainly due to high uncertainty associated with the return flow of post-use products. Since product usage conditions and lifetimes differ from user to user and cannot, in general, be controlled by manufacturers, there are significant fluctuations in the quality and quantity of product return flows [7, 8]. In addition, the return flow of post-use products may contain different product models in different conditions, each of which requires different remanufacturing operations (e.g., some may need cleaning and inspection while others may need disassembly into their components). Therefore, CMS should have higher flexibility and redundancy than conventional production systems to adapt these significant fluctuations.
Both of these requirements are quite expensive to meet. Flexible machines and labours are generally more expensive (sometimes less effective) than fixed purpose ones. In addition, the differences in necessary operations for each used product need frequent reprogramming and set up for manufacturing equipment. This hinders the automation of CMSs and results in higher operation cost, especially in developed countries where labour cost is expensive. The high redundancy in production resources also leads to their less efficient utilization and causes higher investment cost than conventional ones.
In order to solve these problems, many studies have been conducted in recent years. Examples include, Holonic Manufacturing Systems (HMS) [9], Biological Manufacturing Systems (BMS) [10], cellular manufacturing systems [11], and SOCRADES (Service Oriented Cross-layer infRAstructures for Distributed smart Embedded deviceS) [12] based on Service Oriented Architectures (SOA) [13]. Some of these [9–11] focus on the development of completely new conceptual (sometimes ideal) flexible manufacturing systems, while others [12–14] concentrate on enabling technologies (e.g., XML-based communication protocols for embedded devices and semantic webs for realizing SOA).
However, most of the studies assumed complete replacement of existing systems, which might require prohibitive investment at the beginning. There is a lack of systematic and practical methods for improving the flexibility of existing systems by gradually introducing these concepts. This is a major reason for that many of these concepts have not spread widely into industry.
The objective of this study is to propose a strategic decision making method for designing environmentally and economically efficient CMS while maintaining the flexibility and the redundancy to adapt the significant fluctuations in product return flows. Especially, this paper deals with the investment reduction of a CMS through effective sharing of its resources across multiple production systems.
To this end, we introduce a transferability benefit index (TBI), the ratio of the benefits to difficulties, to identify the most promising resources for sharing among multiple production systems. We also provide a simplified example calculation to illustrate the method and discuss its result and the future development needs of the methods.
2. Transferability Benefit Index (TBI)
2.1 Benefits of sharing production resources
The wide fluctuations in the return flow of used products cause inefficient utilization of resources in a CMS. Thus, sharing idle resources among multiple CMSs may significantly reduce the initial investment over these systems.
Generally speaking, utilization rate of each resource is given by the ratio of actual working time to the whole working hours (e.g., 8 hours or 24 hours etc.) of the system. The resources with low utilization rate (long idle time) have great possibility for sharing across multiple CMSs to reduce the total number of the same kind of resource over these systems. Theoretically, each resource can be transferred to the other systems and utilized until the summation of its utilization rate over different systems reaches 1. Therefore, the benefit potential for its sharing is evaluated by Equation 1, assuming that the same (or similar) resources in different CMSs have the same initial investment cost.
where i, j, , , and c i , denote the index for each resource, the index for each CMS, the benefit potential for sharing the resource i in the CMS j with other systems, the utilization rate of resource i in the CMS j, and initial investment cost for the resource i, respectively.
When the resource i is shared across n i production systems, the actual benefit for the sharing b i is given as follows;
where
2.2 Difficulty of sharing resources among multiple CMSs
Even if resources have high benefit potential when shared among multiple systems, it is possible that some of them are very difficult to transfer from one system to the others. Thus, the difficulty of sharing should also be considered in determining which resources hold the most promise for sharing.
Generally speaking, the difficulty of sharing a certain resource among multiple systems that use similar resources depends on the number of its interactions with other elements in a set of production systems. For example, in order to transfer one piece of equipment to another CMS, adjustment and reprogramming of system segments that are connected to that equipment will likely be needed in addition to adjustment and reprogramming of the equipment itself. These additional necessary operations can be regarded as the main source of difficulty in sharing the equipment.
In order to represent the interdependence among multiple resources in CMSs and formulate the difficulty of resource sharing, we used a design structure matrix (DSM) [15]. The DSM, which is sometimes called an interdependency matrix, is a product or project representation tool that is widely used for representing interdependence among all constituent subsystems or activities to improve the structure of a product or project. Table 1 shows a typical DSM. It lists all constituent activities along rows and columns and shows interdependency with a digit number 1 in each cell where the activity in the corresponding row of the matrix depends on the activity in the cell's column in some ways. For example, the number 1 in the 2nd row and the 1st column of the matrix shows that the activity 'b' depends on the activity 'a'.
Since the necessary time or cost is different for each task, it is necessary to weight the difficulty of each task by introducing weighting factors into the DSM.
The difficulty weight assigned to each task is generally evaluated as its necessary labour time or cost. However, it sometimes happens that some of them need special labour skills or conditions that are difficult to evaluate as a function of labour time and cost. In such cases, difficulty weights are determined on an empirical basis considering these factors other than labour time and cost.
First, all the necessary tasks for transferring a resource (i.e., removal and reinstallation) from the CMS j are listed across the rows and columns of interdependency matrix . Each element of the matrix takes a Boolean value of 0 or 1. If task k should be executed whenever task l takes place, is assigned to be 1. Otherwise its value is 0.
Then, by using a weighting factor , the total difficulty of task l in the CMS j is calculated as shown in Equation 4.
where and denote the difficulty of operation l in the CMS j and the weighting factor for operation k in the CMS j, respectively.
The total difficulty of transferring resource i in the CMS j is calculated as the sum of the difficulties of necessary tasks associated with it, as given by Equation 5.
where denotes the set of tasks necessary to transfer resource i in the CMS j.
The total difficulty of sharing a resource among a set of CMSs is formulated as the sum of the difficulties over these systems as follows:
where S i denotes a set of given CMSs among which the resource i is to be shared.
2.3 Transferability benefit index formulation
All resources can be classified into three categories as shown in regions I, II, and III in Figure 1, considering the benefit of and the difficulty for their sharing, which are represented by horizontal and vertical axes of the figure, respectively. Manufacturers should consider the sharing of resources located in region I because their sharing produces larger benefit with relatively smaller difficulty. In addition, the resources located in region II also hold the promise for the sharing, especially when it is possible to reduce the difficulties for their sharing. They should be redesigned and modified to reduce their interdependency on the other resources in CMSs. In other words, these resources should be replaced with more flexible and reconfigurable resources to ease the sharing across multiple CMSs. For the resources located in region III, there are no immediate needs for the sharing.

Decision making diagram for resource sharing.
In order to identify which resources are located in region I, a Transferability Benefit Index (TBI) is introduced, which can be calculated using Equation 7.
A high TBI value means that sharing the corresponding resource has a relatively large benefit compared to its difficulty.
Using Equations 1 and 5, the TBI of the resource i in the CMS j is given as follows;
As shown in Figure 1, two data points on the same straight line passing by the origin have the same TBI value and the region closer the horizontal axis has higher TBI. Thus, TBI is an adequate index for identifying the most promising resources.
When a set of CMSs S i among which the resource i to be shared is given, TBI of sharing the resource i across n i systems from S i is given by using Equations 2 and 6 as follows:
3. Strategic decision-making procedure for sharing resources among multiple production systems
Step 1: Define a set of CMSs among which the resources are to be transferred and shared
The designer should first define a set of CMSs among which the constituent resources are to be transferred and shared. Then the designer identifies the resources to be considered for sharing taking into account their applicability to their corresponding tasks in each CMS. The cost reduction target by the sharing of the resources is also defined in this step.
Step 2: Estimate sharing benefits
The investment cost and utilization rate are estimated for each resource element identified in the previous step. The designer can then calculate the benefit potential for sharing each element in each CMS using Equation 1. The actual benefit for sharing each element in a set of CMSs given in previous step is also calculated by Equation 2.
Step 3: Estimate sharing difficulties
The tasks necessary to transfer each resource element to each CMS (e.g., mechanical adjustments, reconfiguration of software settings) are identified first. Then, the designer weights each individual task, considering its difficulty in terms of cost, lead-time, necessary tools, and labour skills required. Interdependencies among these tasks in each CMS are also identified and represented by . Using interdependency matrix and weighting factors for each task in each CMS, the difficulty of sharing each element in a given set of CMSs is calculated using Equations 4, 5, and 6.
Step 4: Identify the most promising resources to be shared and transferred
The TBI of each element is calculated using its sharing benefit and difficulty. Then the resources with the highest TBI values are selected one by one until the total benefit of their sharing satisfies the cost reduction target defined in step 1.
Step 5: Evaluate the feasibility of the sharing
Finally, the feasibility of each element sharing is evaluated by considering its summation of utilization rate over a given set of CMSs. Each element sharing is feasible only if it satisfies Equation 3.
Some resources need to be redesigned and modified before sharing across multiple CMSs. For these resources, the feasibility and the possible cost for the redesign and modification should also be evaluated.
If the estimated benefit does not satisfy the cost reduction target defined in step 1, the designer moves to step 4 and selects the resource with the next highest TBI value until the target is satisfied.
4. Case study
In order to illustrate a strategic decision-making method for sharing resources among multiple CMSs, a simplified case study is provided in this section.
4.1 Define a set of CMSs among which the resources are to be transferred and shared
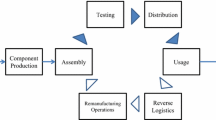
Figure 2 shows a set of two disassembly systems to be considered; disassembly system 1 for used air conditioners and disassembly system 2 for used refrigerators. Each system is assumed to consist of four pieces of equipment and three of them; namely, belt conveyor 'b, ' refrigerant gas collector 'c, ' and crushing machine 'd' can be applicable to both systems. The other equipment, disassembly stations 'a' and 'e' are specialized equipment for each system and cannot be applicable to the different system. The cost reduction target is defined as 5% in this case study.

Case study: two disassembly systems with similar structure.
4.2 Estimate sharing benefit
Initial investment for each piece of equipment and its utilization rate are assumed as shown in Table 2. Since the fluctuation in the volume of returned air conditioners is larger than that of refrigerators, the utilization rate of each piece of equipment in disassembly system 1 is smaller than that of corresponding one in system 2. Substituting these values into Equation 1, the benefit potential for sharing each piece of equipment is calculated as shown in the 4th row in the table. The benefits for sharing resources 'b', 'c, ' and 'd' among both systems are calculated by using Equation 2 as shown in the 5th row in Table 2. For example, the benefit potential for sharing equipment 'b' is calculated as 1600 [euro] by substituting its initial investment cost (i.e., 2000 [euro]) and utilization rate (i.e., 0.2) into Equation 1. Substituting 2 to n 2 in Equation 2, the benefit for sharing equipment 'b' is calculated as 2000 [euro].
4.3 Estimate sharing difficulty
Since each system contains different equipment from each other, its interdependency pattern also differs from each other. Thus, two interdependency matrix ( and ) are calculated as shown in the tables in Additional Files 1 and 2, respectively.
Necessary tasks for transferring each piece of equipment and their difficulties are first identified as shown in the tables. Interdependence among these operations is assumed as given in the 1st to 10th rows in the tables. For example, three operations (i.e., physical adjustment, software installation, and reprogramming) are required to remove/install a disassembly station 'a' from/to the disassembly system 1. Since the resource is not manually controlled, its removing and installation also require the physical adjustment and reprogramming of its connected equipment, belt conveyor 'b.'
Then, difficulty weight for each operation () is assigned as shown in the shaded cells in these tables. Among them, physical adjustment of resource 'd' assumed to be the most difficult task since it is too large to transfer (i.e., and ).
Substituting these values into Equation 4, total difficulty of each task is calculated as shown in the 11th row in the tables. The difficulty of transferring each piece of equipment is calculated by using Equation 5 as shown in the 12th row in the tables. Overall difficulty for sharing each resource among both systems is given by the total of the difficulty for transferring each piece of equipment over two systems. Using Equation 6, overall difficulty of the sharing is calculated as shown in the 3rd row in Table 3, which summarizes the calculation results.
For example, focusing on 'b' in disassembly system 1, the difficulty of operation physical adjustment () is calculated as follows by using Equation 4;
Aggregating the difficulties of three operations (i.e., , , and ), the difficulty of transferring 'b' from/to disassembly system 1 () is calculated as 35.
Overall difficulty for sharing 'b' across the two systems is the total of transferring difficulty of 'b' for each system (i.e., and ), which is given as follows by using Equation 6.
4.4 Identify the most promising resources to be shared and transferred
Figure 3 and Table 4 summarizes the result of the TBI calculation. As shown in the figure, crushing machine 'd' has the greatest potential to reduce initial investment cost with relatively small effort compared to other equipment items.

TBI of each piece of equipment.
Since the benefit of sharing 'd' is calculated as 40, 000 [euro], which is larger than the target value 5, 500 [euro], 5% of the total investment cost (i.e., 110, 000 [euro]), the designer proceeds to the next step.
4.5 Evaluate the feasibility of the sharing
Although crushing machine 'd' has the highest TBI value, it cannot be shared because the total of its utilization rate over two systems is calculated as 1.3, which is larger than 1. Thus, the equipment with next highest TBI, refrigerant gas collector 'c' is chosen to be shared. As the overall benefit of the sharing is calculated as 5, 500 [Euro], which satisfies the cost reduction target defined in step 1, designer stops the calculation.
5. Discussion
We introduced TBI measure to determine the most promising resources in a case study. Although the example consists of a small number of resources, it is also possible to apply this method to the systems consisting of many resources with complicated interdependency patterns. Thus, TBI can be a useful tool for selecting resources to be shared among multiple CMSs.
Although the method proposed here is simple and useful for determining the most promising resources for the sharing, the calculation procedure becomes more complicated (and time consuming) when designers contemplate sharing resources among a large number of CMSs with different interdependency patterns. Simplification of the calculation procedure for production systems with different structures should be undertaken in our future work.
Although in this paper we focus on the sharing of resources with high TBI values, which are located in region I of Figure 1, sharing those located in region II also holds promise if they can be redesigned to reduce the difficulty of necessary tasks to transfer them among systems. Development of a redesign method to improve resources' transferability will also be part of our future work. The DSM, which is used to estimate the difficulty of sharing resources among multiple CMSs in this paper, can also be used to determine workable structures for such systems and resources.
6. Conclusion
This paper proposes a strategic decision-making method for sharing resources among multiple CMSs, aiming at reducing the cost of reuse and recycling of used products. We introduce a transferability benefit index (TBI) in this paper, and the feasibility and validity of a method for using it is demonstrated by a simplified case study of two disassembly systems with four pieces of equipment. Future work includes the following topics:
Development of a simpler method to calculate resource-sharing difficulties among production systems with different interdependency patterns.
Development of a redesign method to reduce the difficulty of sharing resources among multiple production systems.
More practical case studies to evaluate the effectiveness and feasibility of the methods.
Authors' information
SK has been a researcher in the National Institute of Advanced Industrial Science and Technology, since 2005. He received his PhD in Precision Machinery Engineering from the Graduate School of the University of Tokyo in 1999. His research interest includes life-cycle engineering (eco-design and life-cycle simulation) and manufacturing system design.
TS has been a researcher in the VTT Technical Research Centre of Finland since 1988 after graduating as a M.Sc. in Tampere University of Technology. Now he is working as a senior research scientist and his research interests include production systems design and robotics.
Abbreviations
- CMS:
-
closed-loop manufacturing system
- DSM:
-
design structure matrix
- TBI:
-
transferability benefit index
References
Tomiyama T: A Manufacturing Paradigm Toward 21st Century. Integrated Computer Aided Engineering 1997, 4: 159–178.
Ayres R, Ferrer G, van Leynselee T: Eco-efficiency, asset recovery and remanufacturing. European Management Journal 1997,15(5):557–574. 10.1016/S0263-2373(97)00035-2
Steinhilper R: Recent Trends and Benefits of Remanufacturing: From Closed Loop Businesses to Synegetic Network. In Proceedings of EcoDesign 2001: 11–15 December 2001; Tokyo Edited by: Suga T. 2001, 481–488.
Kamata M, Uchida S: Inverse Manufacturing System of One-time-use Camera "QuickSnap". FujiFilm Res & Dev 2000, 45: 28–34. in Japanese
Kerr W, Ryan C: Eco-efficiency gains from remanufacturing. A case study of photocopier remanufacturing at Fuji Xerox Australia. Journal of Cleaner Production 2001, 9: 75–81. 10.1016/S0959-6526(00)00032-9
Ferrer G, Whybark DC: Material planning for a remanufacturing facility. Production and Operations Management 2001,10(2):112–124.
Guide VDR Jr, Jayaraman V, Srivastava R: Production planning and control for remanufacturing: a state-of-the-art survey. Robotics and Computer-Integrated Manufacturing 1999, 15: 221–230. 10.1016/S0736-5845(99)00020-4
Kondoh S, Soma M, Umeda Y: Simulation of Closed-loop Manufacturing Systems Focused on Material Balance of forward and inverse flows. International Journal of Environmentally Conscious Design & Manufacturing 2007,13(2):1–16.
Babiceanu RF, Chen FF: Development and applications of holonic manufacturing systems: a survey. J of Intelligent Manufacturing 2006, 17: 111–131. 10.1007/s10845-005-5516-y
Ueda K: Biological Manufacturing System. Kogyo Chosakai Publishing; 1994. (in Japanese)
Kondoh S, Umeda Y, Tomiyama T, Yoshikawa H: Self organization of the cellular manufacturing system. Annals of the CIRP 2000,49(1):347–350. 10.1016/S0007-8506(07)62961-8
Taisch M, Colombo AW, Karnouskos S: Socreades Roadmap, The Future of SOA-based Factory Automation. [http://www.socrades.eu/Documents/objects/file1274836528.84]
McGovem J, Sims O, Jain A, Little M: Enterprise Service Oriented Architectures. Springer Netherlands; 2006.
Morioka M, Sakakibara S: A new cell production assembly system with human-robot cooperation. Annals of the CIRP 2010, 59: 9–12. 10.1016/j.cirp.2010.03.044
Browning TR, Co LMA, Worth F: Applying the design structure matrix to system decomposition and integration problems: A review and new directions. IEEE Transactions on Engineering Management 2001,48(3):14.
Acknowledgements
This study was supported by Tekes - the Finnish Funding Agency for Technology and Innovation, VTT and Finnish Industry. The study has been part of the project called LIIKU - Transferable and reconfigurable production cells and a part of SISU2010 - Innovative Production research program.
The authors thank Dr. Nozomu Misihima, Dr. Mikael Haag, Dr. Markku Hentula, and Dr. Otso Vaatainen for their fruitful suggestions and discussions.
Author information
Authors and Affiliations
Corresponding author
Additional information
Competing interests
This study was supported by Tekes - the Finnish Funding Agency for Technology and Innovation and VTT. The study has been part of the project called LIIKU - Transferable and reconfigurable production cells and a part of SISU2010 - Innovative Production research program.
Authors' contributions
SK developed a strategic decision making method for sharing resources among multiple manufacturing/remanufacturing system, carried out case study, and drafted the paper. TS also participated in the development of the method and helped to draft the paper. All authors read and approved the final paper.
Shinsuke Kondoh and Timo Salmi contributed equally to this work.
Authors’ original submitted files for images
Below are the links to the authors’ original submitted files for images.
Rights and permissions
Open Access This is an open access article distributed under the terms of the Creative Commons Attribution Noncommercial License (https://creativecommons.org/licenses/by-nc/2.0), which permits any noncommercial use, distribution, and reproduction in any medium, provided the original author(s) and source are credited.
About this article
Cite this article
Kondoh, S., Salmi, T. Strategic decision making method for sharing resources among multiple manufacturing/remanufacturing systems. Jnl Remanufactur 1, 5 (2011). https://doi.org/10.1186/2210-4690-1-5
Received:
Accepted:
Published:
DOI: https://doi.org/10.1186/2210-4690-1-5