
Abstract
The influence of silica fume (SF) addition on properties of geopolymer materials produced from alkaline activation of alumino-silicates metakaolin and waste concrete produced from demolition works has been studied through the measurement of compressive strength, Fourier transform infrared spectroscopy, X-ray diffraction, and scanning electron microscopy (SEM) analysis. Alumino-silicate materials are coarse aggregate included waste concrete and fired kaolin (metakaolin) at 800°C for 3 h, both passing a sieve of 90 μm. Mix specimens containing silica fume were prepared at water/binder ratios in a range of 0.30 under water curing. The used activators are an equal mix of sodium hydroxide and silicate in the ratio of 3:3 wt.%. The control geopolymer mix is composed of metakaolin and waste concrete in an equal mix (50:50, wt.%). Waste concrete was partially replaced by silica fume by 1 to 10 wt.%. The results indicated that compressive strengths of geopolymer mixes incorporating SF increased up to 7% substitution and then decreased up to 10% but still higher than that of the control mix. Results indicated that compressive strengths of geopolymer mixes incorporating SF increases up to 7% substitution and then decreases up to 10% but still higher than the control mix, where 7% SF-digested calcium hydroxide (CH) crystals, decreased the orientation of CH crystals, reduced the crystal size of CH gathered at the interface, and improved the interface more effectively.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Silica fume (SF) known as micro-silica is a by-product of the reduction of high-purity quartz with coal in electric furnaces in the production of silicon and ferrosilicon alloys. Because of its extreme fineness and high silica content, silica fume is a highly effective pozzolanic material. Silica fume is used in concrete to improve its properties like compressive strength, bond strength, and abrasion resistance; it reduces permeability and therefore helps in protecting the reinforcing steel from corrosion.
Silica fume has been used as a high pozzolanic reactive cementitious material to make high-performance concrete in the severe conditions (Kohno 1989; Gautefall 1986). This mineral admixture has highly been used in severe environmental conditions despite its several mixing and curing problems because of its acceptable early-age strength development (Cheng-Yi and Feldman 1985; Grutzeck et al. 1983). The hydration mechanism and properties of secondary C-S-H made by pozzolanic reaction have been studied by many investigators (Cheng-Yi and Feldman 1985). However, CSH formed by silica fume-calcium hydroxide reaction might be different with respectto the amount of molecular water, C/S ratio, and density (Cohen and Bentur 1988). Moreover, because of its rather different characteristics, pozzolanic gel has a high potential to contribute in reactions with other internal or external ions such as Al, Cl, and alkalies (Maage 1989; Sellevold and Nilsen 1987).
On the other hand, the search for a new environmentally friendly construction material that will match the durability of ancient concrete has provoked interest into the study of alkali-activated cementitious systems over the past decades. Alkali-activated cements refer to any system that uses an alkali activator to initiate a reaction or a series of reactions that will produce a material that possesses cementitious property (Yip et al. 2005).
Alkali-activated cement, alkali-activated slag and fly ash, and geopolymers are all considered to be alkali-activated cementitious systems; however, it is expected that the structures of these materials are vastly different and result from different chemical mechanistic paths. It is commonly acknowledged that calcium silicate hydrate (CSH) is the major binding phase in Portland cement (Taylor 1964) and alkali-activated slags (Richardson and Cabrera 2000); however, the binding property of geopolymers is generally assumed to be the result of the formation of a three-dimensional amorphous aluminosilicate network (van Jaarsveld and van Deventer1999a; Davidovits 1991; Phair and van Deventer 2002; Lee and van Deventer 2002).
The production of geopolymeric precursors is carried out by calcinations of aluminosilicates, natural clay materials. Their source can be also some industrial aluminosilicate waste materials. The result of the hardening mechanism is a three-dimensional zeolitic framework, unlike traditional hydraulic binders in which hardening is the result of the hydration of calcium aluminates and silicates (Davidovits 1991; Phair and van Deventer 2002; Lee and van Deventer 2002; Davidovits 1993); this circumstance is a cause of significant differences in the quality and variety of the engineering properties of the composites based on geopolymer and current cements. As a means of converting waste materials to useful products, the value of geopolymer technology lies primarily in its ability to produce a high-performance binder from materials that are rich in silica and alumina that are the bases of a geopolymerization process.
Davidovits (1991) proposed that geopolymers are formed by the polymerization of individual aluminate and silicate species, which are dissolved from their original sources at high pH in the presence of alkali metals. The resultant products are reported to have the general formula M n -[[-[[-Si-O2] z -Al-O] n wH2O, where M is the alkali element, ‘–’ indicates the presence of a bond, z is 1, 2, or 3, and n is the degree of polymerization. Theoretically, any alkali and alkali-earth cations can be used as the alkali element (M) in the reaction; however, the majority of the research has focused on the effect of sodium (Na+) and potassium (K+) ions (Phair and van Deventer 2002; van Jaarsveld and van Deventer1999b). It has not been clearly proven whether other alkali and alkali-earth cations, including calcium, will participate in the reactions in a similar way.
The target of the present paper is to study the effect of silica fume addition in the performance of geopolymer materials and investigate its effect on the mechanical and microstructural properties of the geopolymer constituents.
Methods
Materials
Aluminosilicate materials used in this investigation are fired kaolin clay and coarse aggregate included waste concrete, both well-grinded and passing a sieve of 90 μm. An aluminosilicate kaolin material with a high kaolinite residue was utilized in the synthesis of geopolymeric binder, sourced from Al Dehesa, Sinai governorate, Egypt, and was thermally treated at 800°C for 3 h with a heating rate of 5°C·min-1 to produce metakaolin (Mk).
This temperature was chosen on the basis of an earlier research work (Kakali et al. 2001; Wenying et al. 2008; Cioffi et al. 2003). The most important characteristics of this calcined product (Mk) are chemical composition (SiO2 + Al2O3 about 95%), fineness (surface area between 15 and 20 m2·g-1), passing a sieve of 90 μm, and its poorly crystalline nature. Raw materials used in this investigation were characterized by means of a chemical analysis as represented in Table 1.
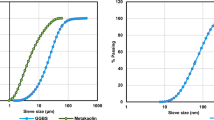
Silica fume sourced from the Suez Cement Company (Helwan plant, Helwan, Cairo, Egypt), also known as micro-silica, is a by-product of the reduction of high-purity quartz with coal in electric furnaces in the production of silicon and ferrosilicon alloys; it was in powder form with 95% SiO2, an average particle size of 8 μm, as represented from its laser particle size distribution (Figure 1).

Laser particle size distribution of silica fume.
Mineralogical characterization of the raw materials was done using X-ray diffraction analysis as represented in Figure 2, where coarse aggregate included waste concrete has a major content of quartz and little calcite content. Kaolin, on the other hand, is composed mainly of kaolinite and quartz while silica fume is a completely amorphous silica.

XRD analysis of the used raw materials. Q, quartz; FS, feldspar; C, calcite; CSH, calcium silicate hydrate.
Sodium silicate solution and sodium hydroxide were used as alkali activators. Sodium hydroxide (NaOH) produced by SHIDO company (Leningradskaya Oblast, Russia) with 99% purity and liquid sodium silicate from Fisher company (Waltham, MA, USA) consists of 32% SiO2 and 17% Na2O with silica modulus SiO2/Na2O of 1.88 and density of 1.46 g·cm–3 (Na2SiO3·9H2O).
Synthesis and curing
Geopolymers were made by hand-mixing raw materials of each mixture, passing a sieve of 90 μm as represented in Table 2, with the alkaline activator solution and the mixing water for 10 min, followed by a further 5 min using a rotary mixer, and mixed at a medium speed (80 rpm) for another 30 s; the mixture was allowed to rest for 90 s and then mixed for 1 min at high speed.
All investigations involved the use of Na2SiO3 and NaOH in the ratio of 3:3 wt.% of dry mixes, respectively; this ratio was chosen based on previous investigations (El-Sayed et al. 2011; Abd El-Aziz 2010). The water/binder ratio was 0.30 by mass. Paste mixtures were cast into 25 × 25 × 25 mm cubic-shaped molds and sealed with a lid to minimize any loss of evaporable water.
All mixes were left to cure undisturbed under ambient temperature (23°C) for 24 h, demolded, and then some specimens were left to be water cured under room temperature. At the end of the curing regime, the specimens were removed from their curing condition, dried well at 80°C for 24 h then exposed to compressive strength measurements, and then, the resulted crushed specimens were subjected to the stopping of the hydration process using the stopping solution of methanol/acetone (1:1 by volume) followed by washing with acetone as recommended by different investigators (Saikia et al. 2004; Khater 2010) to prevent further hydration and for further analysis followed by the drying of crushed specimens for 24 h at 80°C and then preserved in a well tight container until the time of testing.
Methods of investigation
Chemical analysis was carried out using the Axios PW4400 WD-XRF sequential spectrometer (Panalytical, Netherland), CuKα source with a post sample Kα filter. X-ray diffraction (XRD) patterns were collected from 0° to 50° 2θ (step size 0.02° 2θ and speed 0.4°·min-1). Silica quartz was used as an internal standard. Data were identified according to the XRD software (pdf-2: database on CD-Release 2005). Particle size analysis was done using a laser scattering particle size distribution analyzer (Horiba LA-950, Kyoto, Japan). Stopping of the hydration was performed on crushed specimens by subjecting to stopping the solution of alcohol/acetone (1:1) followed by washing with acetone as recommended by different investigators (Saikia et al. 2004; Khater 2010) to prevent further hydration. The microstructure of the hardened activated specimens were studied using the Inspect S scanning electron microscope (SEM) (FEI Company, Eindhoven, Netherlands) equipped with an energy dispersive X-ray analyzer. Bonding characteristics of alkali-activated specimens were analyzed using the Jasco-6100 Fourier transformed infrared spectrometer (FTIR; Tokyo, Japan).The wave number was ranging from 400 to 4,000 cm-1 (Panias et al. 2007).
Results and discussion
XRD patterns of alkali-activated geopolymer mix that are made without silica fume and water cured from 1 up to 180 days is shown in Figure 3. The patterns illustrate a broad band in the region of 6° to 10° 2θ for aluminosilicate gel and broad bands in the region of 17° to 35° 2θ which characterize the glassy phase of the geopolymer constituents. These two regions are considered as a vital role in geopolymer characterization, where any increase in these regions will be reflected on the performance and efficiency of the geopolymer composition. An increase in the CSH content is also noticed with the increase of curing time as indicated from the increased broadness at 29.4° that results from the interaction of freely dissolved silica with Ca species in the matrix forming CSH, which accumulate in the open pores and transformed into crystalline form at the later curing ages.

XRD pattern of geopolymer mix without silica fume at different curing ages. Q, quartz; FS, feldspar; C, calcite; CSH, calcium silicate hydrate.
XRD patterns of alkali-activated geopolymer mix containing various ratios of silica fume from 0% up to 10% as a partial replacement of the used waste concrete and water cured up to 180 days is shown in Figure 4.

XRD pattern of geopolymer mixes having various ratios of silica fume, water cured at 180 days. Q, quartz; FS, feldspar; C, calcite; CSH, calcium silicate hydrate.
The patterns illustrate the decreased calcite content up to 7% SF then increased again upon using 10% SF, which is due to the ability of the silica fume material with its higher specific surface area in interacting with dissolved calcium from waste concrete materials and forming CSH that positively affect the geopolymerization process by forming nucleation centers for the formation and accumulation of the geopolymer. Increasing the silica fume content beyond 7% results in a negative effect by forming agglomerates which are concentrated in a small area and so hinder the formation of both CSH and geopolymer phases. It can also be noticed that an increase of the broad band in the region of 6° to 10° 2θ for aluminosilicate gel and broad bands in the region of 17°to 35° 2θ which characterize the glassy phase of the geopolymer constituents by increasing silica fume content up to 7% while there is a decrease with the addition of 10% SF.
Morphology and microstructure of 1 and 180 days water-cured reference geopolymer specimens made without silica fume content are shown in Figure 5. Evidently, Figure 5a shows the low contribution of geopolymer constituents, where most of the geopolymer are in the oligomer state after the day of hydration; the CSH phases are also seen in the microstructure and bound most of the formed oligomer by forming nucleation sites for the accumulation of the geopolymer (Temuujin et al. 2009; Khater 2012). After 180 days of hydration, the oligomer condensation and precipitation of the formed geopolymer are clearly distinguished in Figure 5b, where a crystalline plate of geopolymer constituents fill the pore, forming a well compact and dense structure.

SEM micrographs of hydrated geopolymer mix made without silica fume. Water cured at (A) 1 day and (B) 180 days.
Figure 6 shows representative SEM micrographs of the geopolymer binder containing 0, 5, 7, and 10 wt.% of silica fume after water was cured up to 180 days. The micrograph of the geopolymer mix made without silica fume displayed oligomer condensation and precipitation of the formed geopolymer (Figure 6a), where crystalline plates of geopolymer constituents fill the pores, forming a well compact and dense structure. Increasing the silica fume to 5% results in an increase in the content of the formed CSH as most of the liberated free lime are consumed by the added silica fume; this will be positively reflected on the morphology of the formed geopolymer leading to a well compact structure (Figure 6b).

SEM mirographs of hydrated geopolymer mixes containing different silica fume ratios. Water cured at 180 days: (A) 0% SF, (B) 5% SF, (C) 7% SF, and (D) 10% SF.
Further addition of silica fume (7%) leads to a complete consumption of free hydrated lime and so leads to the coexistence of CSH (I) that has a CaO/SiO2 ratio <1.5 with a fibrous structure and CSH (III) with almost-denser spheres form with CaO/SiO2 ratio <1.5 (Taylor 1992; Diamond 1986; Malhotra and Mehta 1996; Gleize et al. 2003) as represented in Figure 6c; these compact CSH phases result in an enhancement in the microstructure performance providing an additional strength to the sample specimens in addition to its vital role in the formation of additional nucleation or polymerization-condensation centers for the precipitation of geopolymer as was indicated from the specimen morphology where a massive platy geopolymer layer fill mostly the matrix composition.
It should be noted that using a higher content of silica fume must be accompanied by an adjustment of the water and superplasticizer dosage in the mix in order to ensure that specimens do not suffer excessive self desiccation and cracking. However, the addition of 10% silica fume in this work did not include the addition of superplasticizer that leads to sample cracking and hinders the propagation of three-dimensional geopolymer networks as indicated from the morphology of the formed geopolymer composition (Figure 6d); also, the increase in silica content leads to the formation of a two-dimensional cross-linked poly-sialate with rode-like structure that is produced as a result of the increase in Si/Al ratio of more than three times and known by lower mechanical and hardening properties as compared with a three-dimensional network that formed at Si/Al =1.5:2 (Davidovits 1999). It can also be noticed that the presence of small geopolymeric contents which fill the pores with low conjunction with each other leading to low compaction of the formed geopolymer composite.
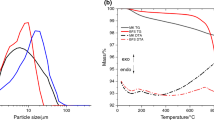
After 180 days of hydration, the FTIR spectra of geopolymer mix specimens containing various silica fume contents are shown in Figure 7. Band descriptions are as follows: stretching vibration of O-H bond in the region 3,429 to 2,300 cm-1, bending vibration of HOH in the region of 1,595 to 1,628 cm-1, stretching vibration of CO2 located at about 1,430 cm-1, asymmetric stretching vibration of T-O-Si at about 980 to 1,100 cm-1, where T=Si or Al, Si-O stretching in the region of 880 cm-1, symmetric stretching vibration of Si-O-Si between 770 to 780 cm-1, symmetric stretching vibration of Si-O-Si and Al-O-Si in the region 675 to 685cm-1, and bending vibration of Si-O-Si and O-Si-O in the region 450 to 460 cm-1.

FTIR spectra of 180 days of water-cured geopolymer specimens having various ratios of silica fume. 1,2, stretching vibration of O-H bond; 3,4, bending vibrations of HOH; 5, stetching vibration of CO2; 6,7, asymmetric stretching vibration (T-O-Si); 8, symmetric stretching vibration of Si-O; 9, symmetric stretching vibration (Si-O-Si and Al-O-Si); 10, bending vibrations (Si-O-and O-Si-O).
The most characteristic difference observed between the FTIR specta of geopolymer specimens made with various silica fume concerning bands attributed to the asymmetric stretching vibrations (T-O-Si) that increase in its intensity and broadness with a silica fume addition up to 7% while the pattern of 10% is subjected to the decrease in this band broadness. The bending vibration of Si-O-Si appeared to increase in sharpness with increasing silica fume up to 7% then slightly decreased with 10% silica fume content. The bending vibration band of HOH increases in broadness with silica fume addition up to 7% and decreases sharply with further increase of SF. The broadness of HOH band implies the overlap of more bands with higher intensity which is mainly related to the combined water in CSH, and so, the increase of this peak reflects the increase of binding materials of this specimen. This band decreases sharply with an addition of 10% silica fume as a result of inclusion of added SF in the formation of two-dimensional polysialatedisiloxo cross-link (which has a two-dimensional structure with low hardness than three-dimensional one) than forming CSH which in turn acts as a seeding agent for geopolymer accumulation. The symmetric band of CO2 located in the FTIR spectra looks nearly similar for all specimens.
Compressive strength values of hydrated geopolymer mixes containing different SF contents from 0 up to 10 wt.% as partial replacement of waste concrete at different curing times of 1, 7, 28, and 90 days at room temperature are shown in Figure 8. Evidently, the compressive strength of mixes increases with the increase of curing time as a result of progressive hydration, forming CSH as well as geopolymer formation leading to a fine and homogeneous structure. The results also indicated the increase of strength with increasing SF content up to 7%, then a decrease up to 10%. The strength increase with silica fume up to 7% is due to the highly effective pozzolanic activity of silica fume which improves its properties like compressive strength, bond strength, and abrasion resistance. Also, silica fume is assumed to be the reactant to produce secondary C-S-H by consuming calcium hydroxide. The decreased calcium hydroxide content of the cement matrix and increased amount of C-S-H gel together with filler effect of SF contribute to the safeguarding of the matrix against external ingressive ions.

Compressive strength of geopolymer mixes having various ratios of silica fume.
It is known that SF has many saturated bonds, =Si–O–Si=, and little unsaturated bonds at the surface, so the reaction mechanism of silica fume with hydrated lime is as follows:
However, it should be noted that using a higher content of silica fume of more than 7% must be accompanied by an adjustment of the mixing water and superplasticizer dosage of the mix in order to ensure that specimens do not suffer excessive self-desiccation and cracking. However, in this work, there is no superplasticizer used, and the mixing water is in a constant ratio of 0.3% for better comparison of the reaction products. Otherwise, using this much quantities of silica fume could actually lower the strength of composites instead of improving it as indicated from the strength results.
On the other hand, there is a huge gap between the strength of mix that was made without silica fume and that which contains 7% SF, where silica fume represents an enrichment source of amorphous silica and enhancing geopolymerization. It is known that mechanical properties and microstructure of the geopolymer strongly depends on the initial Si/Al ratio. Better strength properties have been reported for mixtures with SiO2/Al2O3 ratios in the range of 3.0 to 3.8. Changes in the SiO2/Al2O3 ratio beyond this range usually result in low strength systems (De Silva et al. 2007). In spite of that, the geopolymer may be formed in the absence of alumina, forming a homogeneous polysiloxy structure.
The trend of variation of compressive strength coincides with the XRD data, FTIR spectrum, and SEM observations, where the amorphous content of geopolymer materials increase with increasing SF content as it forms precipitation sites for geopolymer accumulation and precipitation when it interacts with free lime in the medium, forming CSH. Further increase in silica fume leads to insufficient wetting of the medium that hinder the propagation of geopolymer chains and so weaken its mechanical properties; still, it exceeds that which has no silica fume content as its higher pozzolanic activity leads to the increase of the formed CSH and hence possess higher mechanical and microstructural characteristics.
Water absorption of geopolymer mixes containing SF in the ratios from 0 up to 10 wt.% at different curing ages are shown in Figure 9. Obviously, the results in Figure 9 indicate the decrease of water absorption with the increase of curing time as a result of progressive hydration with the formation of CSH and geopolymer, leading to a denser structure. Evidently, it decreases with increasing SF content up to 7% and then increases slightly up to 10%. The decease of water absorption with increasing SF is due to the fact that when a material with high specific surface area is added to a mix specimen, it acts as a micro-filler of the matrix particles, which can reduce the amount of water that filled in the voids of the blending materials. However, replacing cement with a high specific surface material would increase the wettable surface area and the amount of water adsorbed. Thus, the final water requirement will depend on which of the two above-mentioned factors will be superior. With replacement of less than 7% in this paper, the former factor may be superior for SF content (Gleize et al. 2003).

Water absorption of geopolymer mixes having various ratios of silica fume.
Conclusion
Alkaline activation of aluminosilicate wastes in the presence of silica fume and metakaolin using sodium hydroxide and sodium silicate in the ratio of 3:3 wt.% of the dry weight leads to the formation of an aluminosilicate geopolymer that possess an enhancement in both mechanical and microstructural properties. Silica fume addition is likely to result in the formation of nucleation CSH sites for the precipitation of the geopolymer product. Metakaolin inclusion greatly improves the geopolymeric structure. Silica fume addition up to 7% greatly enhances the geopolymerization process with the formation of a well-refined and compact matrix, while further increase of SF content leads to the decrease in the mechanical characteristics of the reaction product. Alkaline activation of these aluminosilicate wastes can help in an ideal utilization of demolition wastes in disposal landfills all over the world and producing valuable sustainable materials that can be better applied in building industry.
References
Abd El-Aziz H: Physico-chemical studies of alkali acivated slag pastes. Zagazig, Egypt: Master Theses, Zagazig University; 2010.
Cheng-Yi H, Feldman RF: Hydration reactions in Portland cement– silica fume blend. Cem Concr Res 1985, 15: 585–592. 10.1016/0008-8846(85)90056-0
Cioffi R, Maffucci L, Santoro L: Optimization of geopolymer synthesis by calcinations and polycondensation of a kaolinitic residue. Resources, Conservation and Recycling 2003, 40: 27–38. 10.1016/S0921-3449(03)00023-5
Cohen MD, Bentur A: Durability of Portland cement–silica fume pastes in magnesium sulfate and sodium sulfate solutions. ACI Mater J 1988,85(3):148–157.
Davidovits J: Geopolymers: inorganic polymeric new materials. J Therm Anal 1991, 37: 1633–1656. 10.1007/BF01912193
Davidovits J: Geopolymer cements to minimize carbon-dioxide green house warming. Ceram Trans 1993, 37: 165–82.
Davidovits J: Chemistry of geopolymeric systems terminology. In Proceedings of the second international conference geopolymer, 1999. Edited by: Davidovits J, Davidovits R, James C. Saint-Quentin, France: Institut Géopolymère; 1999:9–39.
De Silva P, Sagoe-Crenstil K, Sirivivatnanon V: Kinetics of geopolymerization: role of Al 2 O 3 and SiO 2 . Cem Concr Res 2007,37(4):512–8. 10.1016/j.cemconres.2007.01.003
Diamond S: The microstructures of cement paste in concrete. In: Proceedings of the VIII congress on cement chemistry. Rio deJaneiro, Brazil; 1986:122–47.
El-Sayed HA, Abo El-Enein SA, Khater HM, Hasanein SA: Resistance of alkali activated water cooled slag geopolymer to sulfate attack. Ceramics – Silikáty 2011,55(2):153–160.
Gautefall O: Effect of CSF on the diffusion of chloride through hardened cement paste. In Proceedings of the second international conference on the use of fly ash, silica fume, slag and natural pozzolans in concrete, 1986, Madrid, vol 2. Detroit: American Concrete Institute, Publication SP-91; 1986:991–998.
Gleize PJP, Müller A, Roman HR: Microstructural investigation of a silica fume–cement–lime mortar. Cem Concr Compos 2003, 25: 171–175. 10.1016/S0958-9465(02)00006-9
Grutzeck MW, Atkinson S, Roy Della M: Mechanism of Hydration of condensed silica fume in calcium hydroxide solution, fly ash, silica fume, slag and other mineral by-products in concrete. Detroit: American Concrete Institute Publication SP-79; 1983:643–665.
Kohno K: Relative durability properties and strengths of materials containing finely grounded silica and silica fume. In Proceedings of the third international conference on the use of fly ash, silica fume, slag and natural pozzolans in concrete, Trondheim, Norway, 1989, American Concrete Institute Publication SP-114, Detroit 2. Detroit: American Concrete Institute Publication SP-114; 1989:815–826.
Kakali G, Perraki T, Tsivilis S, Badogiannis E: Thermal treatment of kaolin: the effect of mineralogy on the pozzolanic activity. Applied Clay Science 2001, 20: 73–80. 10.1016/S0169-1317(01)00040-0
Khater HM: Calcium effect on geopolymerization of alumino silicate wastes. J MaterCiv Eng 2012,24(1):92–102.
Khater HM: Influence of metakaolin on resistivity of cement mortar to magnesium chloride solution. Ceramics – Silikáty J 2010,54(4):325–333.
Lee WKW, van Deventer JSJ: Structural reorganisation of class F fly ash in alkaline silicate solutions. Coll Surf A 2002, 211: 49–66. 10.1016/S0927-7757(02)00237-6
Maage M: Efficiency factors for condensed silica fume in concrete. In Third international conference on fly ash, silica fume, slag and natural pozzolans in concrete, Trondheim, Norway, 1989. Detroit: American Concrete Institute Publication SP 114–70; 1989.
Malhotra VM, Mehta PK: Pozzolanic and cementitious materials, Advances in concrete technology,vol 1. Ottawa: Overseas Publishers Association; 1996.
Panias D, Giannopoulou IP, Perraki T: Effect of synthesis parameters on the mechanical properties of fly ash-based geopolymers. Colloids and surfaces A: physicochem Eng Aspects 2007, 301: 246–254. 10.1016/j.colsurfa.2006.12.064
Phair JW, van Deventer JSJ: Characterisation of fly-ash based geopolymeric binders activated with sodium aluminate. Ind Eng Chem Res 2002, 41: 4242–4251. 10.1021/ie010937o
Richardson IG, Cabrera JG: The nature of C–S–H in model slag cements. Cem Concr Compos 2000, 22: 259–266. 10.1016/S0958-9465(00)00022-6
Saikia N, Usami A, Kato S, Kojima T: Hydration behavior of ecocement in presence of metakolin. Resource Progressing Journal 2004,51(1):35–41. 10.4144/rpsj.51.35
Sellevold EJ, Nilsen T: Condensed silica fume in concrete: a world review. In Supplementary Cementing Materials for Concrete. Edited by: Malhotra VM. Ottawa: CANMET; 1987:165–243.
Taylor HFW: The chemistry of cements. 1st edition. London: Academic Press; 1964.
Taylor HFW: Cement chemistry. 2nd edition. London: Academic Press; 1992.
Temuujin J, Van Riessen A, Williams R: Influence of calcium compounds on the mechanical properties of fly ash geopolymer pastes. Journal of Hazardous Materials Journal of Hazardous Materials 2009,167(1–3):82–88.
van Jaarsveld JGS, van Deventer JGJ: The effect of metal contaminants on the formation and properties of waste-based geopolymers. Cem Concr Res 1999,29(8):1189–1200. 10.1016/S0008-8846(99)00032-0
van Jaarsveld JGS, van Deventer JSJ: Effect of the alkali metal activator on the properties of fly ash-based geopolymers. Ind Eng Chem Res 1999, 38: 3932–3941. 10.1021/ie980804b
Wenying G, Guolin W, Jianda W, Ziyun W, Suhong Y: Preparation and Performance of Geopolymers. Journal of Wuhan University of Technology-Mater Sci Ed 2008,23(3):285–430. 10.1007/s11595-007-3285-5
Yip CK, Lukey GC, van Deventer JSJ: The coexistence of geopolymeric gel and calcium silicate hydrate at the early stage of alkaline activation. Cem Concr Res 2005, 35: 1688–1697. 10.1016/j.cemconres.2004.10.042
Acknowledgements
I wish to thank all my friends in my institute who helped in doing my investigation for my research paper such as Mr. Sherief, a researcher, who worked on the investigation of the hydration materials by scanning microscopy; also, I wish to give all my thanks to Mr. Mohamed Abd El Nabi for his kind cooperation in doing the XRD analysis. I wish to give many thanks to the editor who really helped me in editing and reviewing the paper.
Author information
Authors and Affiliations
Corresponding author
Additional information
Competing interests
The author has no competing interests.
Authors’ original submitted files for images
Below are the links to the authors’ original submitted files for images.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 2.0 International License (https://creativecommons.org/licenses/by/2.0), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
About this article
Cite this article
Khater, H.M. Effect of silica fume on the characterization of the geopolymer materials. Int J Adv Struct Eng 5, 12 (2013). https://doi.org/10.1186/2008-6695-5-12
Received:
Accepted:
Published:
DOI: https://doi.org/10.1186/2008-6695-5-12