
Abstract
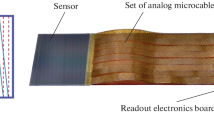
The Silicon Tracking System (STS) of the BM@N experiment will be based on modules with Double-Sided microstrip Silicon Detectors (DSSD) which have been initially developed for the CBM experiment at FAIR. Each module consists of a DSSD, two front-end boards with 8 ASICs each, and a set of low-mass aluminum microcables. During the module assembly the microcables are tab-bonded to the sensor and readout ASICs. The module has 1024 channels on each side of the sensor. For the quality assurance of the ultrasonic bonding process a dedicated procedure based on the noise per channel measurements with a Pogo Pin test device was developed.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
GENERAL
The Silicon Tracking System (STS) of the BM@N experiment (Fig. 1) will comprise 292 modules with DSSD each having 2048 electronic channels [1, 2].

3D image of the BM@N STS.
STS modules inherit the conceptual design developed for the CBM experiment at FAIR [3]. A set of special low-mass aluminum microcables is used to connect strips of the DSSDs to front-end electronics for the purpose of minimizing the material budget in the central area of the detector. Sixteen readout ASICs mounted on two Front-end boards (FEBs) are used to read out the 2048 channels of each sensor. The ASIC is a bare die without any packaging because of the very tight layout of the FEBs. The production and integration of such a number of devices using modern microelectronics technologies is a serious challenge. One of the basic and most important operation is the tab bonding of the sensors and the ASICs to the microcables that transmit the analog signals from the DSSD to the ASICs. The pitch of the pads on the sensor and ASIC is 50 μm. Since the pitch of the microcables is 100 μm, a stack of two mutually-shifted microcables is used to connect the 128 channels of each ASIC to the strips of the sensor. In this case it is not possible to use standard methods for the connectivity quality assurance tests because of the very small pitch between the bonding pads, and due to the fact that the ASIC inputs are very sensitive to the ESD. Instead, a system for testing the bonding quality of every analog channel in the assembly process was custom developed and produced in collaboration with the GSI, Germany [4]. This system allows testing of the connectivity among the ASICs, the microcables, and the sensor, during the chain of operations of the module assembly process before the chips are finally installed onto FEBs. The test itself consists of measuring of the noise level at the ASIC inputs after each subsequent step of the module integration (assembly) and compares it with the value measured at the end of the previous step of the assembly. After each step there should be an increment in the noise level since an additional capacitance is connected to ASIC amplifiers inputs. If the expected increase is not observed, the connection between corresponding module elements is absent since their bonding was not done properly during the assembly.
It should be mentioned that although the readout circuit of the BM@N STS will use the STS-XYTER ASIC [5, 6], the test system could be relatively easily adapted to be used with any other readout chip with relevant functionality. In the following text the term ASIC will be used for referring to an STS-XYTER ASIC.
THE NOISE MEASUREMENTS
Each of the 128 channels of an ASIC has a charge-sensitive amplifier (CSA) and a set of 31 discriminators with adjustable thresholds connected to 12-bit counters. The ASIC has also an internal variable-amplitude pulse generator that can be connected to any CSA input to check whether or not the input pads of the ASIC are bonded to the traces of the module microcable. This, in fact, allows testing of the quality of the ASIC-to-microcable connectivity based on the measurement of noise levels as described in the previous section. The scheme used of for the noise measurement is depicted in Fig. 2.

S-curve noise measurement scheme.
This method is based on measuring the number of pulses registered by the counters behind the discriminators in each channel while either:
(a) varying the amplitude of the pulses for a fixed value of the discriminator’ threshold;
or
(b) varying the discriminator threshold for a fixed pulse amplitude.
The distribution of the counting rates with any of the above-mentioned variations provides the information about the noise level of the channel under test. For an ideal noiseless channel, the dependence has a strict step-like profile that is smeared by the noise in real system. Considering a gaussian distribution for the noise the analyzed distribution can be numerically described by fitting the s-like error function
In this work this method was implemented varying the amplitude of the pulses for a fixed threshold value of one of the 31 available discriminators for the tested channel. During the procedure N pulses from the internal generator with an amplitude \({{V}_{i}}\) are supplied to the input of the CSA, with \({{Y}_{i}}\) number of pulses registered by the counter after the discriminator during each ith measurement. After that, the counter is reset and the pulse amplitude is increased by a step \(\Delta \): \(\left( {{{V}_{{i + 1}}} = {{V}_{i}} + \Delta } \right)\) and the cycle continues with the next i + 1 measurement. Once the full set of measurements is completed, the measured dependence \({{Y}_{i}}\left( {{{V}_{i}}} \right)\) is fitted by the function
Here \(\sigma \), \({{V}_{0}}\) and \({{Y}_{0}}\) are the fitting parameters, N is number of pulses supplied and \({{Y}_{i}}\) of the registered ones at each measured point with input amplitude \({{V}_{i}}\) and the \({\text{erf}}\left( z \right)\) is the error function.
These measurements are performed for each channel of the ASIC. An example of the S-curve fit for one of the channels obtained in the test is shown in the right-hand panel in Fig. 2.
MODULE ASSEMBLY QUALITY ASSURANCE ALGORITHM
During the module assembly as the integration level increases at every step of the process so it does the number of manual interventions resulting in an error-prone procedure. Therefore, the quality of the components has to be controlled at each other step of assembly starting from the input control of initial components (sensors, ASICs, microcables, etc.) up to the quality assurance of the assembled module. The quality assurance procedure was implemented by performing the previously mentioned noise level test at the end of each of the following basic steps, under assumption that the noise level should increase at every step:
• Input certification test of the ASIC before the assembly. The test verifies only the ASIC functionality and allows selection of detector-grade ASICs;
• Bonding Quality Assurance test for each one of the two microcables bonded to the input pads of the ASIC;
• Technological Pad Cut Quality Assurance test after the cut of the technological pad on the loose tip of the microcable bonded to the ASIC;
• Final Quality Assurance test held after the loose tip of the microcable is bonded to a sensor.
All the above-mentioned tests are performed with the help of the custom-designed and built Pogo pin testing tooling (Fig. 3a). Originally, this device was produced in association with “aps Solutions GmbH” [7] using Winway technology for testing the STS-XYTER ASICs [8]. However, with little modification the device allows also testing of the die with microcables connected to it. During the tests the assembled unit together with the Pogo pin device are placed inside a shielding box to protect the system against external electromagnetic interferences during the measurements (Figs. 3b–3d). After the measurements are completed, the objects under test are easily extracted from the testing stand for further assembly operations. During the bonding of the microcable to the ASIC the Pogo pin tester together with the loose tip part of the cable are placed on an isolating plate.

Tools and jigs used for quality assurance tests of the chip-to-sensor bonds:(a) the Pogo pin device with the ASIC installed inside for channel-to-channel noise measurements; (b) a microcable, with the technological pad on its tip bonded to the ASIC mounted in the Pogo pin device; (c) two microcables bonded to an ASIC with the technological pads cut off; (d) the first ASIC bonded to the sensor with one microcable, the second microcable is bonded to the ASIC but not yet to the sensor and is kept loose on a special pad inside the shielding box.
To test the quality of cable-to-sensor bonds, the bonding jig together with the bonded microcables and chips are removed from the bonding machine and placed into the test box with an isolating material separating the bonding jig from microcables and a sensor, and the corresponding chip installed in the Pogo pin tester. The copper surface of the shielding box is electrically connected to the grounding of the input circuit of the ASIC via the Pogo pin connector, and to the bonding tool.
THE SOFTWARE
A dedicated software was developed in our lab for the implementation of the quality assurance of the bonding process. The program runs in a Linux PC and communicates to the ASIC through the IPbus protocol via the chain of standard and custom designed electronics—copper Ethernet, Ethernet to SATA D-LINK media converter, SATA link, AFCK, gDPB FMC1 board and twisted pair links to the Pogo pin (Fig. 4). It is a standalone application written in C++ using the CERN Root toolkit [9] and CERN IPbus software suite [10]. This highly automatized system allows a technician to test a bonded component after each technological step of the assembly of the module in just 3 mouse-clicks. The measurement takes about 2 min.

Scheme of the software operation at the ASIC inputs noise measurement with the Pogo pin device. The magnitude of the noise indicates the presence of contact between trace and the ASIC input, and between the trace and the microstrip of the sensor. The ASIC is connected to a sensor by two microcables, only one of them is depicted here for illustration purposes.
The states of each electronic channel of the ASIC are shown on the GUI in colors indicating good and failing bonding, noisy and nonoperative channels (Fig. 5). A histogram of measured noise versus the channel number is displayed together with similar histograms measured at the previous technological steps. The information related to the quality assurance of the bonding is displayed below the noise histograms in a form of dot rows with each row of dots corresponding to a test measurement performed after a certain technological operation. The dots are color-coded as follows:

GUI: bonding of a microcable to 6 \( \times \) 2 cm2 sensor. Top: QA data of one cable connected to odd channels of the ASIC; bottom: data of both of the cables. The red dots in the noise histogram stand for noise values of the cable bonded only to an ASIC, the blue dots correspond to noise of a “bare” ASIC.
“green”—the bonding is OK;
“red”—the cable-to-ASIC bond is absent;
“orange”—the cable-to-sensor bond is absent;
“black”—the channel is “dead”;
“blue”—the noise level saturated the channel;
“white”—information on this channel is not available.
The results of the measurements are stored in root-files and may be visualized with the “Bonding View” application, developed using the CERN Root toolkit. It is possible to combine the accumulated quality assurance data and to plot the history of the evolution of a module’s channels states during the bonding operations. This feature has proven to be very useful during the initial tuning of the assembly process. The results of the assembly of the last 9 modules are shown in Fig. 6.

Results of the assembly of modules at JINR LHEP.
There are two types of channel failures which may occur during and even before the assembly. The first type of failure is the absence of bonding. Channels with this type of failure are marked as “not bonded” in Fig. 6. Loss of the electrical connection could happen on both ends of the micro-cable i.e. at the ASIC side or at the sensor side. In both cases the reason of the failure could be either not optimal bonding parameters in the machine settings or mechanical damage.
TAB-bonding of each side of the microcable is performed in automatic mode with the same bonding parameters for all channels. Bonding parameters are chosen at the previous step with the help of test bonds. However, the bonding quality strongly depends upon the width of traces and cross section of the bonding pads at the microcable. Excessive variations make it necessary to adapt bonding parameters which is very time-consuming. To reduce the number of failures of this kind the new microcables were produced with high precision (32 000 DPI) photo masks. However, there is also a risk of the mechanical damage. On the two modules M294-2R-212-B001 and M294-2R-212-D004 both microcables on a single ASIC were ripped off between the bonding stages. To reduce number of failures of this kind the assembly jigs were optimized.
A so-called “dead channel” appears due to the breakdown of the analogue part of the readout channel inside the ASIC. In most cases it happened due to ESD effects during the assembly. To solve this problem an ESD protection was added in each channel of a new version of STS-XYTER ASIC. All tests results, including numerical values of the parameters, related images and root files are stored in a dedicated web-based Construction Management Information System (CMIS), hosted at Laboratory of the Information Technologies at JINR [11].
CONCLUSIONS
The assembly of the BM@N STS modules is quite a delicate and error-prone process since it requires a large number of manual interventions. Therefore, there is a need for a quality assurance procedure to be implemented so to perform the corresponding tests at each assembly step. The tests check iteratively the quality of the bonding as the integration level of the assembled device grow. Such approach increases the yield of detector-grade modules, and is particularly important at the initial stages of the assembly technology development and adjustment, and also during the phase of series production. The BM@N modules are required to not exceed a total of 62 not working channels per module (3% of their total number of channels).
The authors would like to acknowledge the kind help of their colleague, Dr. Cesar Ceballos, for taking his time to read the text of the paper and making remarks improving its quality.
REFERENCES
P. Senger, D. Dementev, J. Heuser, et al., “Upgrading the baryonic matter at the Nuclotron experiment at NICA for studies of dense nuclear matter,” Particles 2, 481—490 (2019).
D. Dementev, A. Baranov, V. Elsha, et al., “The silicon tracking system as a part of hybrid tracker of BM@N experiment,” Phys. Part. Nucl. 53, 197—202 (2022).
T. Ablyazimov, A. Abuhoza, R. P. Adak, et al. (CBM Collab.), “Challenges in QCD matter physics–The compressed baryonic matter experiment at FAIR,” Eur. Phys. J. 53, 60 (2017). arXiv:1607.01487 [nucl-ex].
A. Sheremetiev, D. Dementev, V. Elsha, et al., “Status of the BM@STS module assembly,” Phys. Part. Nucl. 53, 377–381 (2022).
K. Kasinski et al., “Characterization of the STS/MUCH-XYTER2, a 128-channel time and amplitude measurement IC for gas and silicon microstrip sensors,” Nucl. Instrum. Methods Phys. Res. 908, 225–235 (2018).
M. Shitenkov, D. Dementev, A. Voronin, et al., “Front-end electronics for BM@N STS,” Phys. Part. Nucl. 52, 826–829 (2021).
M. Dogan, R. Kapell J. Lehnert, A. Lymanets, et al. “Quality assurance test of the STS-XYTERv2 ASIC for the silicon tracking system of the CBM experiment,” Nucl. Instrum. Methods Phys. Res., Sect. A 976, 826—829 (2020)
C. Simons, C. J. Schmidt, V. Kleipa, et al., “Fixtures for quality assurance of STS silicon sensors and STS-XYTER ASIC,” CBM Prog. Rep. (2014), p. 32.
R. Brun and F. Rademakers, “ROOT: An object oriented data analysis framework,” Nucl. Instrum. Methods Phys. 389, 81–86 (1997).
C. Ghabrous Larrea, K. Harder, D. Newbold, et al., “IPbus: a flexible Ethernet-based control system for xTCA hardware,” J. Instrum. 10, 826—829 (2015).
C. Ceballos, A. A. Kolozhvari, A. G. Dolbilov, R. N. Semenov, E. A. Tsapulina, et al., “Construction management information system at JINR,” submitted to Phys. Part. Nucl.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
The authors declare that they have no conflicts of interest.
Rights and permissions
Open Access. This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Sheremetev, A., Kolozhvari, A., Dementev, D. et al. Quality Assurance Test System for Assembly of STS Modules for the BM@N Experiment. Phys. Part. Nuclei Lett. 20, 613–618 (2023). https://doi.org/10.1134/S1547477123040593
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S1547477123040593