
Abstract
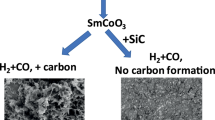
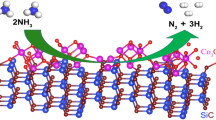
The paper describes a novel high-performance catalyst that was developed for partial oxidation of methane (POM) and dry reforming of methane (DRM) into synthesis gas. The catalyst is based on samarium cobaltite dispersed in a samarium oxide matrix. Unlike its known counterparts based on samarium cobaltate, the novel catalyst is resistant to carbonization and contains active sites that exhibit higher syngas productivity.

Similar content being viewed by others
Avoid common mistakes on your manuscript.
Synthesis gas (syngas, a CO+H2 mixture) is one of the most important intermediates in methane conversion to hydrogen and valuable petrochemicals [1–5]. The high cost of syngas production makes its improvement an urgent problem.
Energy-consuming industrial syngas production based on steam reforming of methane (SRM) is commonly used to synthesize a hydrogen-rich product.
Another well-known syngas production process, partial oxidation of methane (POM), has the advantages of exothermicity and a syngas composition suitable for further processing into valuable petrochemicals.
Syngas production by dry reforming of methane (DRM) is generally considered an effective pathway to dispose of the two major greenhouse gases, namely CO2 and CH4 [4–8].
There are also syngas production techniques that simultaneously involve three oxidants such as H2O, O2, and CO2 [9, 10].
Relevant thermodynamic calculations have shown, for all the process designs mentioned above, that high CH4 conversion and high CO and H2 selectivity levels (above 90%) are only achievable at temperatures above 800°C [4, 6, 7, 11, 12], and that these performance parameters can reach as high as 100% at 900°C.
The typical drawback of syngas production catalysts is their performance deficiency caused by surface carbonization. Therefore, creation of new carbonization-resistant catalysts has remained a challenging problem.
Nickel-based and cobalt-based complex-oxide catalysts produced from various perovskites and perovskite-like materials have exhibited high performance in POM and DRM processes [4–7, 11–29]. Their performance was shown to be largely associated with the formation of fine-dispersed nickel or cobalt metal phases stabilized by rare-earth (REE) and some other oxides. These oxides, along with metallic components, are able to facilitate the catalytic transformations of substrates.
We previously demonstrated that POM and DRM catalysts can be synthesized even without the prior preparation of a completely single-phase initial material [23, 24]. The catalysts can be produced by evaporating an aqueous solution of cobalt (or nickel) nitrates and REE nitrates followed by rapid (2–3 h) annealing.
When tested in POM [18, 19] and DRM reactions [25–28], the single-phase SmCoO3 perovskites synthesized by the citrate method or Pechini method have shown relatively low performance. In our previous study, a SmCoO3 material consisting of samarium and cobalt oxides along with a perovskite was synthesized by evaporting nitrate solutions and rapid annealing [24]. In POM, this material achieved a syngas yield of 65–67% (at 750°C) and 95–96% (at 900°C); in DRM, the respective yields reached 48–51% (at 700°C) and 98–100% (at 900°C). After the POM and DRM reactions, the catalyst turned into a composite that contained 23 wt % Co dispersed in samarium oxide.
Like in its similarly formulated counterparts described in the literature, the disadvantage of this catalyst was strong carbonization, potentially threatening to clog the reactor in the long run. A variety of publications have reported that the coking of POM and DRM catalysts can be reduced by diminishing the metal particles in them [3–7, 11–21]. One approach to this end is by lowering the amount of cobalt uniformly distributed in the catalyst matrix.
The purpose of the present study was to synthesize a more carbonization-resistant catalyst that would contain 2 wt % of cobalt dispersed in the samarium oxide matrix, and to test it in POM and DRM reactions.
EXPERIMENTAL
To synthesize the catalyst, we used the following Sigma-Aldrich reagents: samarium(III) nitrate hexahydrate (CAS 13759-83-6); and cobalt(II) nitrate hexahydrate (CAS 10026-22-9).
Weighed samples of Co(NO3)2·6H2O and Sm(NO3)3·6H2O were dissolved in a minimum of distilled water. The solution was dried and calcined at 500°C for 1.3 h and at 700°C for 2 h. The amounts of the reagents corresponded to 2 wt % of cobalt in the resultant catalyst. The synthesized material was designated as KtSmCoO.
The phase composition of the material was identified by X-ray powder diffraction (XRD) on a Rigaku MiniFlex 600 diffractometer (CuKα radiation, λ = 1.54187 Å) using the database of the International Center for Diffraction Data (ICDD).
Spent catalysts were subjected to thermogravimetric analysis (TGA) in air in the range of 35–900°C at a heating rate of 10°/min. The TGA data were processed using the NETZSCH Proteus Thermal Analysis software package.
The catalyst particle surfaces were examined by scanning electron microscopy (SEM) on a Carl Zeiss NVision 40 microscope with a magnification up to ×200 000 using SE or InLens secondary electron detectors (accelerating voltage 7 kV) and ESB backscattered electron detectors (accelerating voltage 1 kV). The microscope was equipped with an Oxford Instruments X-MAX 80 mm2 detector with an accelerating voltage of 1–20 kV to measure the elemental composition of samples by X-ray microanalysis (EDX).
The POM and DRM reactions were carried out in an electrically-heated flow-type quartz reactor (inner diameter 18 mm) with an axial thermocouple pocket (outer diameter 8 mm), where an armored chromel–alumel thermocouple 1 mm in diameter was fitted. The thermocouple tip was located in the middle of the catalyst bed.
The catalysts (0.2 g, 0.5–1 mm particles, 1 mm bed) were placed on a quartz fiber support. For POM, the free reactor volume was filled with quartz chips. The setup was similar to that described in [30]. The catalyst was heated up to 900°C in a flow of hydrogen or CH4–O2 or CH4–CO2 mixtures undiluted with an inert gas (CH4/O2 = 2; CH4/CO2 = 1). All the gases (at least 99.9% pure) were manufactured by the Moscow Gas Processing Plant, Russia. The gas mixture flow rate was 7 or 12 liters per gram catalyst per hour (L g–1 h–1) for POM and 15 L g–1 h–1 for DRM. When the catalyst was heated in hydrogen, the hydrogen flow was stopped to start a nitrogen purge followed by the injection of the reagent gas mixture. The reactor temperature was varied using a programmable temperature controller. At a set temperature point, the products were analyzed, after which the temperature was adjusted to other setpoints without stopping the reagent injection. The gas flow rates at the reactor inlet and outlet were measured by a bubble flow meter.
The feed gas mixtures and products were analyzed by a GC method similar to that described in [30, 31], using GALS 311 chromatographs equipped with thermal conductivity detectors, with helium as a carrier gas. A 2 m × 5 mm steel column packed with Porapak Q was used at 70°C to detect methane, CO2, ethylene, and ethane, as well as to determine the total content of hydrogen, oxygen, nitrogen, and CO. A similar column packed with zeolite NaX was used at 30°C to detect hydrogen, oxygen, nitrogen, methane, and CO. The GC data were processed using the ECOCHROM hardware/software package.
The methane conversion, X(CH4) (%), was calculated by the formula:
where Win(CH4) and Wout(CH4) are the moles of methane at the inlet and outlet of the reactor, respectively.
The degrees of oxygen and carbon dioxide conversion, X(O2) and X(CO2), were evaluated in a similar manner.
The yield of hydrogen, Y(H2) (%), was derived by the formula:
where Wout(H2) is the moles of hydrogen at the outlet.
The yield of CO, Y(CO) (%), from POM was derived by the formula:
where Wout(CO) is the moles of CO at the outlet.
The yield of CO2 from POM was evaluated in a similar manner.
The yield of CO, Y(CO) (%), from DRM was derived by the formula:
where Win(CO2) is the moles of carbon dioxide at the inlet.
In specialized POM and DRM experiments carried out in the reactor with no catalyst loaded, only minor carbonization was observed on the reactor walls, mostly after the quartz packing and quartz fiber layers. Under the DRM conditions, the exhaust gases were found to contain, along with unreacted reagents, trace amounts of CO and hydrogen. In the catalyst-free POM experiment at 900°C, the exhaust gases contained 15% H2, 25% CO, 7% CO2, 3% C2H4, and 50% CH4.
RESULTS AND DISCUSSION
Figure 1 provides the XRD patterns both for the initially synthesized KtSmCoO (curve 1) and the spent catalysts after POM (curves 2 and 3, corresponding to different KtSmCoO prereduction conditions as described below) and after DRM (curve 4).

XRD powder patterns: (1) initial KtSmCoO; (2, 3) post-POM composites; and (4) post-DRM composite.
The XRD data show that the precursor KtSmCoO was a cobalt–samarium oxide composite that contained samarium cobaltite (Sm2CoO4) and samarium oxide (Sm2O3) phases at a weight ratio of 1 : 26 as calculated by the Rietveld method [32]. This corresponds to 0.5 wt % of cobalt, instead of the expected 2 wt %, probably due to the presence of X-ray amorphous cobalt-containing components. At the same time, the EDX data for the samples after POM and DRM (see Figs. 3 and 6) show an average cobalt concentration of about 2 wt %, i.e. the value coinciding with the Co content expected in KtSmCoO.
Partial Oxidation of Methane
In the first series of POM experiments with KtSmCoO, the catalyst was heated to 900°C in a CH4–O2 mixture injected at 7 L g–1 h–1 (Table 1). At 900°C the yields of CO and H2 gradually increased, and reached 79% after 5 h (Runs 1 and 2). The prolonged time of the generation of active catalytic sites may be caused both by the hindered access of the reagents to the Co components located inside the Sm2O3 particles, and by the increased resistance of the Sm2CoO4 particles to reduction in the presence of excess Sm2O3. As the POM was continued at 900°C (Run 3), the yields of CO and H2 further rose up to 94%. Subsequent cooling led to a decrease in the yields of CO and H2, specifically to 77% at 850°C and 63% at 800°C. At 750°C the catalyst became inactive in POM, with only deep oxidation of methane occurring. Nonetheless, both yields regained high levels (93%) after reheating to 900°C.
Thus, Table 1 clearly shows that the composite catalyst generated after POM, with 2 wt % Co in it, provided a high yield of syngas at 800–900°C. The SmCoO3 material that we previously synthesized by a similar technique, contained samarium and cobalt oxides along with a perovskite [24]. The composite with 23 wt % Co generated from the SmCoO3 after POM achieved a syngas yield of 95–96% at 900°C. Despite high performance being reached immediately, that catalyst was prone to significant surface carbonization to form carbon fibers and nanotubes.
In contrast, the SEM micrographs of the post-POM KtSmCoO provide no evidence of significant carbonization in the form of carbon fibers or nanotubes (Fig. 2).

Micrographs of composite generated from KtSmCoO after POM under conditions specified in Table 1: (a) in secondary electrons; and (b) in backscattered electrons.
The EDX data for the spent catalyst (Fig. 3) show zero carbon and the average elemental concentrations in the catalyst particles consistent with the composition of the initial material with 2 wt % Co.

EDX data for KtSmCoO catalyst after POM under conditions specified in Table 1: (a) spectrogram with reflections of detected elements; and (b) electronic image of catalyst surface with indication of detection regions.
The phase composition of the catalyst discharged from the reactor after POM remained unchanged (see curve 1 in Fig. 1). Although metallic cobalt is supposed to be contained in post-POM catalysts based on REE cobaltates [19, 28], the XRD pattern of the spent catalyst actually lacks a metallic cobalt phase. This can be explained by cobalt particle sizes too small to be detected by XRD. In addition, under POM conditions, active cobalt metal particles are able to enter into the reactions of oxidation (1) and subsequent formation of Sm2CoO4 (2):
The above assumption is consistent with the increase in the Sm2CoO4 content from 4 wt % in the precursor to 8 wt % after POM (as evaluated by Rietveld method).
The TGA of the composite discharged from the reactor after POM shows a slight weight loss when heated to 100°C, probably due to the removal of water and adsorbed gases, followed by a weight increase, up to 1.95% at 700°C (Fig. 4). This increase may be attributable to reactions (1) and (2) involving metallic cobalt, cobalt oxide, and samarium oxide, and/or to the potential formation of a perovskite by reaction (3):

TGA data for catalyst after POM under conditions specified in Table 1.
No appreciable weight loss caused by the combustion of carbonaceous deposits was detected.
To reach high yields of syngas in POM more rapidly, another series of experiments was carried out. Here, the KtSmCoO catalyst was preheated in hydrogen to 900°C; the catalyst was then reduced at this temperature for 1 h; and a CH4–O2 mixture was injected at 12 L g–1 h–1. The results are presented in Table 2.
Table 2 clearly shows that the hydrogen prereduction did not improve the POM results. At 900°C it took about 6 h to synthesize a high-performance POM catalyst. Like in the previous series of experiments, further POM occurrence at this temperature enhanced the yields of CO and H2 to 91%. Likewise, subsequent cooling caused a predictable decrease in the yields, to 80% at 850°C and to 57% at 800°C.
Cooling the reactor to 750°C likewise rendered the catalyst inactive in POM, with only deep oxidation of methane occurring. Subsequent reheating to 900°C saw the CO and H2 yields recover to 84–87%, i.e. lower than in the presence of the non-prereduced catalyst. Thus, the prereduction of KtSmCoO in hydrogen did not accelerate the formation of metallic cobalt, an element that must be present to ensure high performance of POM [19, 28].
The XRD powder pattern of the catalyst discharged from the reactor after the above-mentioned series of experiments (Fig. 1, curve 3) displays a markedly increased (from 4 to 41% by Rietveld method) concentration of Sm2CoO4, as well as the formation of SmCoO3 (3% by Rietveld method). The formation of these phases can be explained by the interaction of the metallic cobalt formed during the hydrogen reduction with the feed gas mixture’s oxygen and with the excess samarium oxide according to reactions (1)–(3).
Figure 5 illustrates the TGA data for the hydrogen-prereduced KtSmCoO after POM under the conditions specified in Table 2. As in the previous POM series, the spent catalyst exhibited some weight loss when heated to 200°C, apparently due to the removal of water and adsorbed gases. Above 400°C, a slight weight increase (0.83%) was observed, likely resulting from reactions (1)–(3) with the nanoparticles of cobalt metal and cobalt oxide being involved (these nanoparticles were missed by XRD). No significant weight loss consistent with the combustion of carbonaceous deposits was observed.

TGA data for hydrogen-reduced catalyst after POM under conditions specified in Table 2.
The above discussion proves that the minor decrease in the POM performance of the catalyst in the case of its hydrogen prereduction was associated with some causes other than carbonization. Vella et al. [29], who studied the POM reaction in the presence of a LaNiO3 perovskite, believe that its low performance was to some extent attributed to the formation of an inactive La2NiO4. In our case, the high content of the Sm2O3-stabilized Sm2CoO4 phase identified in the catalyst after POM may have impaired its performance in a similar manner.
Dry Reforming of Methane
When setting up a series of DRM experiments, we relied on the POM test results described above as well as on the data reported in [25–27]. All these findings suggested that hydrogen prereduction is not a necessary step for the synthesis of a high-performance DRM catalyst. The KtSmCoO catalyst was heated to 900°C in an equimolar CH4–CO2 mixture flowing to the reactor at a rate of 15 L g–1 h–1 (Table 3).
Table 3 shows that, as in the POM case, at 900°C the CO and H2 yields steadily increased, and reached 91 and 90%, respectively, after 6.8 h. As the DRM was continued at 900°C, the yields of CO and H2 slightly decreased, then were stabilized at 86–88%. Subsequent cooling to 800°C led to a decrease in the yields of CO and H2, specifically to 60% and 52–54%, respectively. At 700°C, these yields dropped to 12–13% and 7–8%, respectively.
The trends observed under the cooling, specifically the significant formation of water and the CO yields superior to the hydrogen yields, indicate an increasing intensity of the reverse water–gas shift reaction (RWGSR):
At 600°C syngas formation completely ceased. Nonetheless, the yields of CO and H2 regained high levels (88% and 91%, respectively) after reheating to 900°C.
The XRD powder pattern of the post-DRM catalyst (Fig. 1, curve 4) displays intense Sm2O3 reflections, the formation of 9 wt % (by Rietveld method) of Sm2CoO4, and trace amounts of metallic cobalt. The catalyst was attracted by magnet, thus indicating the presence of metallic cobalt particles too small to be detected by XRD.
The EDX data for the post-DRM sample (Fig. 6) show 2 wt % of cobalt in the catalyst particles, consistent with the Co content in the initially synthesized KtSmCoO. This agrees with the assumption that cobalt was largely represented by XRD-undetectable particles.

EDX data for KtSmCoO catalyst after DRM under conditions specified in Table 3: (a) spectrogram with reflections of detected elements; and (b) electronic image of catalyst surface under detection.
The TGA data for the composite discharged from the reactor after DRM are illustrated in Fig. 7. The spent catalyst exhibited a minor weight variation not exceeding 0.6 wt %. At temperatures below 350°C, a weight loss of 0.32% was observed, apparently due to the removal of adsorbed water and gases. The 0.36% weight increase above 300°C probably resulted from the oxidation of metallic cobalt. Another weight increase, by 0.1% above 700°C, was likely caused by reactions (1)–(3). No weight loss attributable to the combustion of carbonaceous deposits was detected.

TGA data for catalyst after DRM under conditions specified in Table 3.
Figure 8 provides the SEM micrograph of the catalyst discharged from the reactor after DRM. The image clearly shows a variety of flat (about 200 nm thick) catalyst particles that have pores about 40 nm in diameter; these particles have a non-uniform size distribution. There are no fragments attributable to carbonaceous deposits or fibers.

Micrograph of post-DRM catalyst recorded in secondary electrons.
Previously we synthesized a SmCoO3 catalyst by a similar simplified method and tested it in DRM [24]. The synthesized material contained samarium oxide and cobalt oxide in addition to a SmCoO3 perovskite. Although at 800–900°C this catalyst exhibited near-quantitative yields of syngas, it had 10-fold higher cobalt content than KtSmCoO and was prone to major carbonization, potentially threatening to clog the reactor. In [25–27], DRM was carried out in the presence of a catalyst generated from a SmCoO3 perovskite synthesized by the citrate sol–gel method. At 800°C, the conversion of methane and CO2 was 93%, and the yields of CO and H2 amounted to 65 and 67%, respectively [25–27]. While the KtSmCoO catalyst we prepared at 800°C exhibited similar yields of CO and H2 (60% and 52-54%, respectively), this was achieved at methane conversion of 57–59% and CO2 conversion of 69–70%, indicative of higher selectivity. Unlike the SmCoO3 catalysts described in [24–27], our KtSmCoO-based catalyst underwent no carbonization in DRM. The CO productivity of the KtSmCoO-based catalyst in DRM was 6000 moles per gram-atom of Co per hour (mol g-at–1 h–1) at 800°C and 8658 mol g-at–1 h–1 at 900°C. The hydrogen productivity was 5400 mol g-at–1 h–1 at 800°C and 8373 mol g-at–1 h–1 at 900°C. It is worth noting that the SmCoO3 catalyst prepared by the similar method in [24] proved to be noticeably less productive in DRM. Its CO productivity was 762 and 855 mol g-at–1 h–1 at 800°C and 900°C, respectively, and its hydrogen productivity was 762 and 864 mol g-at–1 h–1 at 800°C and 900°C, respectively. The single-phase SmCoO3 perovskite described in [25–27] exhibited CO and hydrogen productivity as low as 231 mol g-at–1 h–1 at 800°C.
Thus, the KtSmCoO-based DRM catalyst was not only resistant to carbonization, but showed high syngas productivity per gram-atom of Co contained therein.
CONCLUSIONS
A novel carbonization-resistant catalyst for POM and DRM was prepared. The initially synthesized KtSmCoO material containing 2 wt% Co was shown to consist of samarium oxide and Sm2CoO4.
The catalyst generated from KtSmCoO in situ during POM achieved syngas yields of 63% at 800°C and 93–94% at 900°C. The in situ POM catalyst exhibited higher performance than its counterpart prepared by the hydrogen prereduction of KtSmCoO.
In DRM, the catalyst generated in situ from KtSmCoO demonstrated markedly higher syngas productivity per gram-atom of cobalt contained therein than its previously known counterparts. The syngas yields were 50–60% at 800°C and 88–90% at 900°C. A major advantage of the novel catalyst is zero carbonization, both in POM and DRM. The approach developed in this study for the preparation of carbonization-resistant POM and DRM catalysts is also applicable to materials based on other rare-earth elements.
REFERENCES
Rostrup-Nielsen, J.R., Catal. Today, 2002, vol. 71, nos. 3–4, pp. 243–247. https://doi.org/10.1016/S0920-5861(01)00454-0
Liu, K., Song, C., and Subramani, V., Hydrogen and Syngas Production and Purification Technologies, Wiley-Interscience, 2009.
Hu, Y.H. and Ruckenstein, E., Adv. Catal., 2004, vol. 48, pp. 297–345. https://doi.org/10.1016/S0360-0564(04)48004-3
Enger, B.C., Lødeng, R., and Holmen, A., App. Catal. A: General, 2008, vol. 346, nos. 1–2, pp. 1–27. https://doi.org/10.1016/j.apcata.2008.05.018
Moiseev, I.I., Loktev, A.S., Shlyakhtin, O.A., Mazo, G.N., and Dedov, A.G., Petrol. Chem., 2019, vol. 59, no. 1, pp. S1–S20. https://doi.org/10.1134/S0965544119130115
Ranjekar, A.M. and Yadav, G.D., J. Indian Chem. Soc., 2021, vol. 98, p. 100002. https://doi.org/10.1016/j.jics.2021.100002
Bhattar, S., Abedin, Md.A., Kanitkar, S., and Spivey, J.J., Catal. Today, 2021, vol. 365, pp. 2–23. https://doi.org/10.1016/j.cattod.2020.10.041
Zhenghong, B. and Fei, Y., Adv. Bioenerg., 2018, vol. 3, pp. 43–76. https://doi.org/10.1016/bs.aibe.2018.02.002
Kang, J.S., Kim, D.H., Lee, S.D., Hong, S.I., and Moon, D.J., App. Catal. A: General, 2007, vol. 332, no. 1, pp. 153–158. https://doi.org/10.1016/j.apcata.2007.08.017
Song, C.S. and Wei, P., Catal. Today, 2004, vol. 98, no. 4, pp. 463–484. https://doi.org/10.1016/j.cattod.2004.09.054
Pena, M.A., Gomez, J.P., and Fierro, J.L.G., App. Catal. A: General, 1996, vol. 144, pp. 7–57.
Al-Sayari, S.A., Open Catal. J., 2013, vol. 6, pp. 17–28. https://doi.org/10.2174/1876214X20130729001
Yin, X. and Hong, L., App. Catal. A: General, 2009, vol. 371, nos. 1–2, pp. 153–160. https://doi.org/10.1016/j.apcata.2009.09.044
Choudhary, V.R., Mondal, K.C., Mamman, A.S., and Joshi, U.A., Catal. Lett., 2005, vol. 100, nos. 3–4, pp. 271–276. https://doi.org/10.1007/s10562-004-3467-0
Silva, C.R.B., da Conceição, L., Ribeiro, N.F.P., and Souza, M.M.V.M.., Catal. Commun., 2011, vol. 12, no. 7, pp. 665–668. https://doi.org/10.1016/j.catcom.2010.12.025
Morales, M., Espiell, F., and Segarra, M., Int. J. Hydrogen Energy, 2014, vol. 39, no. 12, pp. 6454–6461. https://doi.org/10.1016/j.ijhydene.2014.02.060
Guo, C., Zhang, X., Zhang, J., and Wang, Y., J. Mol. Catal. A: Chemical, 2007, vol. 269, nos. 1–2, pp. 254–259. https://doi.org/10.1016/j.molcata.2007.01.029
Peña, M.A. and Fierro, J.L.G., Chem. Rev., 2001, vol. 101, no. 7, pp. 1981–2018. https://doi.org/10.1021/cr980129f
Lago, R., Bini, G., Peña, M.A., and Fierro, J.L.G., J. Catal., 1997, vol. 167, no. 1, pp. 198–209. https://doi.org/10.1006/jcat.1997.1580
Elbadawi, A.H., Ge, L., Li, Z., Liu, S., Wang, S., and Zhu, Z., Catal. Rev., 2021, vol. 63, no. 1, pp. 1–67. https://doi.org/10.1080/01614940.2020.1743420
Royer, S., Duprez, D., Can, F., Courtois, X., Batiot-Dupeyrat, C., Laassiri, S., and Alamdari, H., Chem. Rev., 2014, vol. 114, no. 20, pp. 10292-10368. https://doi.org/10.1021/cr500032a
Zhu, H., Zhang, P., and Dai, S., ACS Catal., 2015, vol. 5, no. 11, pp. 6370–6385. https://doi.org/10.1021/acscatal.5b01667
Dedov, A.G., Loktev, A.S., Ivanov, V.K., Bykov, M.A., Mukhin, I.E., Lidzhiev, M.M., Rogaleva, E.V., and Moiseev, I.I., Dokl. Phys. Chem., 2015, vol. 461, no. 2, pp. 73–79. https://doi.org/10.1134/S0012501615040028
Loktev, A.S., Mukhin, I.E., Bykov, M.A., Sadovnikov, A.A., Osipov, A.K., and Dedov, A.G., Petrol. Chem., 2022, vol. 62, pp. 526–543. https://doi.org/10.1134/S0965544122020207
Osazuwa, O.U., Setiabudi, H.D., Rasid, R.A., and Cheng, C.K., J. Natur. Gas Sci. Eng., 2017, vol. 37, pp. 435–448. https://doi.org/10.1016/j.jngse.2016.11.060
Osazuwa, O.U. and Cheng, C.K., J. Clean. Product., 2017, vol. 148, pp. 202–211. https://doi.org/10.1016/j.jclepro.2017.01.177
Osazuwa, O.U. and Cheng, C.K., Malaysian J. Catal., 2017, vol. 2, pp. 12–17.
Toniolo, F.S., Newton, R., Magalhaes, S.H., Perez, C.A.C., and Schmal, M., Appl. Catal. B: Environmental, 2012, vols. 117–118, pp. 156–66. https://doi.org/10.1016/j.apcatb.2012.01.009
Vella, L.D., Villoria, J.A., Specchia, S., Mota, N., Fierro, J.L.G., and Specchia, V., Catal. Today, 2011, vol. 171, pp. 84–96. https://doi.org/10.1016/j.cattod.2011.03.074
Dedov, A.G., Loktev, A.S., Komissarenko, D.A., Mazo, G.N., Shlyakhtin, O.A., Parkhomenko, K.V., Kiennemann, A.A., Roger, A.-C., Ishmurzin, A.V., and Moiseev, I.I., Appl. Catal. A: General, 2015, vol. 489, pp. 140–146. https://doi.org/10.1016/j.apcata.2014.10.027
Zagaynov, I.V., Loktev, A.S., Arashanova, A.L., Kutsev, S.V., Ivanov, V.K., Dedov, A.G., and Moiseev, I.I., Chem. Eng. J., 2016, vol. 290, pp. 193–200. https://doi.org/10.1016/j.cej.2016.01.066
Rietveld, H.M., J. Appl. Crystallogr., 1969, vol. 2, pp. 65–71. https://doi.org/10.1107/S0021889869006558
ACKNOWLEDGMENTS
The authors thank the Joint Research Center for Physical Methods of Research at Kurnakov Institute of General and Inorganic Chemistry of the Russian Academy of Sciences (JRC PMR IGIC RAS) for its kind cooperation in the investigation of catalytic properties.
Funding
The study described here was performed with financial support from the Russian Science Foundation (Grant no. 20-13-00138: catalyst synthesis and catalytic experiments) and within the State Program of TIPS RAS (XRD and EDX examination).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
The authors declare no conflict of interest requiring disclosure in this article.
Rights and permissions
Open Access. This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Loktev, A.S., Arkhipova, V.A., Bykov, M.A. et al. Cobalt–Samarium Oxide Composite as a Novel High-Performance Catalyst for Partial Oxidation and Dry Reforming of Methane into Synthesis Gas. Pet. Chem. 63, 317–326 (2023). https://doi.org/10.1134/S0965544123010048
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S0965544123010048