
Abstract
Lightweight thin-walled parts are widely used in the aviation and aerospace industries, and with the further increase in the complexity of their features, the traditional manufacturing process can no longer fully meet the high requirements of industrial component manufacturing. In this work, thin-walled parts are processed by Laser based powder bed fusion of metals (PBF-LB/M), and the effects of process parameters on residual stress, hardness, mechanical properties and microstructure of thin-walled parts are systematically investigated. The simulation results show that the maximum equivalent residual stresses are distributed in the combination of the solid and the substrate, and the minimum equivalent residual stresses are mainly distributed in the top two ends and the middle part of the solid, and the stress distribution is symmetrical. In addition, the maximum equivalent residual stress increases with the increase of laser power, and decreases with the increase of scanning spacing or scanning speed. The experimental results show that with the increase of laser energy density, the tensile strength and yield strength of thin-walled parts show a tendency of increasing first and then decreasing. Finally, high-quality thin-walled parts were successfully fabricated by the optimized process parameters, and their tensile and yield strengths were increased by 6.1% and 15.9%, respectively.
Similar content being viewed by others
Introduction
Titanium alloy thin-walled parts, due to its compact structure and high material utilization, is widely utilized in aerospace, automobile and ship fields1,2,3. Such as gas turbine blades4, energy absorbers in the vehicles5 and radiators6. At present, the traditional processing methods of thin-walled parts mainly include milling, forging and casting. In the process of milling, the vibration of tool and fixture can easily cause the deformation of parts7. It is difficult for forging to process thin-walled parts with complex structures, and it is difficult for casting to meet the performance requirements of thin-walled parts. These methods seriously affect their service performance due to the deformation induced by low stiffness during the manufacturing process8,9. Therefore, it is urgent to explore new processes like PBF-LB/M10 to manufacture such thin-walled components, to achieve design and manufacturing integration, not limited by part geometry, and to produce higher quality products11,12,13.
Xue et al.14 studied the effect of laser incident energy on the mechanical properties of CrCoNi thin-walled parts manufactured by DED. The result shows that the average microhardness and yield strength show a decreasing trend as the laser incident energy increases. Meanwhile, there is no significant anisotropy of yield strength under different laser incident energy, while the anisotropy of uniform elongation is obvious. Zhang et al.15 studied the effect of wall thickness ranging from 0.5 to 5 mm on the performance of AlSi10Mg parts. When the wall thickness is 0.50 mm and 5.0 mm, the relative density of AlSi10Mg thin-walled sample is the highest. It is suggested that the mechanical properties of thin-walled samples are related to wall thickness and relative density. If this value is high, then the intensity is high. Bian et al.16 investigated the effects of laser power and scanning strategy on the residual stress distribution of 316L steel, they observed a tendency for the residual tensile stress in the center region of each layer to increase gradually along the depositional height. Zhang et al.17 studied the influence of different wall thicknesses on the tensile properties of Ti6Al4V thin-walled parts. The ultimate tensile strength increases as the thickness increases from 0.5 to 2.0 mm. Qiao et al.18 studied the influence of structural parameters on the surface roughness and mechanical properties of thin-walled structures, and found that placement mode and inclination Angle have significant effects on the final properties of Ti6Al4V thin-walled parts. The study of Dzugan et al.19 shows the influence of thickness and orientation on the properties of Ti6Al4V alloy. Hu et al.20 studied the thermodynamic behavior, microstructure and mechanical properties of Ti6Al4V thin-walled parts.
In summary, scholars at home and abroad have explored the stress field during PBF-LB/M of blocks21,22, revealing the effects of different process parameters on the quality and porosity of parts23,24,25. However, few studies related to the stress field and mechanical properties of PBF-LB/M/Ti6Al4V thin-walled parts have been reported. Therefore, in this paper, the residual stresses at different locations during PBF-LB/M of thin-walled parts were investigated using ANSYS APDL software. The effects of different process parameters on the hardness, mechanical properties and microstructure of thin-walled components were systematically investigated. The relationship of process parameters-mechanical properties-microstructure of complex thin-walled structures is revealed.
Materials and method
Materials
In this study, the Ti6Al4V powder is provided by the Xi'an Bright Laser Technologies. Figure 1 shows the morphology of the original powder viewed with the help of scanning electron microscope (SEM), and the powder was observed to be nearly spherical. The powder particle size distribution ranged from 15 to 53 μm, which showed a normal distribution trend. Among them, D10, D50 and D90 were 18 μm, 35 μm and 50 μm, respectively. The composition of Ti6Al4V powder is listed in Table 1.

Microstructure of original Ti6Al4V powder.
Manufacturing equipment and process parameters
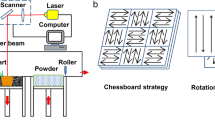
Figure 2 demonstrates the BLT-A300+ equipment from Xi'an Bright Laser Technologies, which was used for the preparation of all the samples in this experiment. The equipment consists of a computer control system, fiber laser, powder feeding cylinder, building chamber, powder storage cylinder and scraper, etc. Its maximum laser power is 500 W, the working wavelength is 1060–1080 nm, the layer thickness is 20–100 μm, the maximum scanning speed is 7 m/s, and the laser spot size is 75 μm.

BLT-A300+ laser selective melting manufacturing equipment.
Orthogonal experiment is used to combine different levels of multiple factors to ensure that each factor is independent of each other to avoid interference between factors, so as to determine the interaction between various factors and the optimal combination of factors. The experiments were divided into nine groups, and different processing parameter intervals were selected and orthogonal test methods were used to investigate the influences of different parameters on the tissue properties of Ti6Al4V parts. The parameters of the three-factor, three-level orthogonal test were listed in Table 2, and the sample size was 50 × 1 × 50 mm3.
Experimental procedure
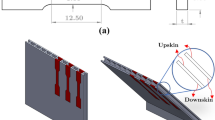
The tensile samples shown in Fig. 3 was designed according to ISO 6892-1:2009 and obtained from thin-walled parts by wire cutting. The tensile test was carried out by microcomputer controlled electronic universal testing machine, tensile speed 1 mm/min, set to open-loop isokinetic program until the sample destruction program stop.

Size of tensile samples.
The hardness test was performed using a HVS-1000Z microhardness tester. In order to reduce the measurement error, 10 points were randomly selected for each thin-walled part to measure, the maximum and minimum values were discarded, and the remaining data were averaged.
The epoxy resin was used for proportioning, and the thin-walled parts were casted; then the automatic grinding and polishing machine was used to grind and polish the samples, and 350#, 800#, 1200#, 1800#, 2000# sandpaper was used to grind in turn; then the polishing cloth was used to polish the samples, and the surface of the samples was cleaned with alcohol after the completion of the polishing; and then a mixed solution of HF:HNO3:H2O = 1:3 The sample was then corroded using a mixed solution of HF:HNO3:H2O = 1:3:7, and then cleaned with ethanol, and after cleaning, the fracture morphology was observed using a scanning electron microscope modeled as JSM-5610LV. After grinding, polishing and corrosion can obtain smooth and flat surface, enhance the direct difference between different micro-structures, easy to observe.
Finite element modeling
The finite element model is established by ANSYS APDL. Figure 4 illustrates that the purple part is the substrate, the blue part is the powder layer, and the red part is the laser scanning area. The substrate material is Ti6Al4V, the size is 3 × 1 × 0.6 mm3, the layer thickness is 0.04 mm, and the number of printing layers is set to 5 layers. To improve the accuracy of the numerical simulation, this study takes into account that the physical properties of materials will change with temperature, so the input of material properties is shown in Table 3. The initial temperature of the finite element model is set to 298 K, and the boundary conditions can be expressed as Eq. (1):
where hcomb is the composite heat transfer coefficient, and its value is 80 W∕(m2·K), σ is Stephen-Boltzmann constant, which is 5.67 × 10−8 W∕(m2·K4), and ε is the emissivity.

Finite element model.
To improve the calculation accuracy, the temperature field was divided into mesh by eight-node hexahedral element Solid70. The stress field analysis inherits the mesh of the temperature field, and the element type was transformed into a more advanced Solid185 structural unit. In order to take into account the time cost and calculation accuracy, the model adopts the gradient mesh division method. A fine hexahedral element grid of 0.02 mm was used in the laser scanning area, and a coarse hexahedral element grid was used in the remaining area.
Modeling validation
To verify the correctness of the numerical model, three thin-walled parts with dimensions of 50 × 0.5/1.0/1.5 × 20 mm3 were prepared using BLT-A300+. Considering the calculation time cost and computer capacity, the number of simulated printing layers is set to 5 layers and the forming height is 0.2 mm. The measurement method of relative position is adopted, that is, the center layer (the third layer) of the simulation model corresponds to the center layer of PBF-LB/M formed thin-wall parts. The residual stresses of the thin-walled parts were measured using an X-350A Xray diffractometer, with the measurement path being its center along the X-direction. The measurement path of the thin-walled part and the simulation results is shown in Fig. 5. As can be seen from the Fig. 6, the simulation results are significantly greater than the experimental results. This is mainly due to the small size of the simulation model, which is not conducive to stress release during the manufacturing process. However, the variation trend of residual stress in simulation and experiment is in good agreement.

Measurement path (a) Thin-walled part (b) simulation result.

Comparison of residual stress simulation results with experimental results.
Analysis of numerical simulation results
Influence of laser power on stress field
Figure 7 illustrates the equivalent residual stress distribution in parts under different laser powers. When the scanning speed and powder thickness were kept constant, the stress distribution trends of Ti6Al4V parts under different laser powers were observed to be basically the same. The maximum equivalent residual stresses all occur in the solid-substrate bond. And the minimum equivalent residual stress was mainly distributed at both ends of the top of the entity and the middle of the entity.

Equivalent residual stress distribution under different laser power.
Figure 8 further elaborates on the change in stress. Keeping other parameters fixed, increasing the laser power found that the maximum equivalent residual stress also increased. For example, when the laser power was 200 W, its maximum equivalent residual stress was 1143 MPa; when it was 400W, the stress increased to 1253 MPa, an increase of 9.6%.

The maximum equivalent residual stress under different laser power.
Figure 9 further analyzes the variation of equivalent residual stresses in the part at different laser powers and finds that they were distributed along X symmetrically. This was caused by the fact that the laser scanned in the positive direction along the X-axis and the ends of the print were free ends, resulting in its distribution along the X-axis in the middle of the part. However, the cooling rate was highest at the two ends of the part, making it slightly larger than the adjacent regions.

The variation curve of equivalent residual stress along X direction under different laser power.
The influence of scanning speed on the stress field
Figure 10 illustrates the equivalent residual stress distribution of Ti6Al4V parts with different scanning speeds. When other parameters were kept constant, the equivalent residual stress distribution pattern at different scanning speeds was consistent with that at different laser powers. The temperature gradient was the main factor to generate the residual stresses. Changing the scanning speed only affects the magnitude of the temperature gradient, while the change in its direction was smaller.

Equivalent residual stress distribution at different scanning speeds.
The variation of stresses was further analyzed in Fig. 11. When it was further increased, the time of laser action on the powder bed was shortened, the temperature gradient was reduced, which leads to a reduction in stress. When the scanning speed reaches 1500 mm/s, it was reduced to 1164 MPa, a reduction of 6.2%.

The maximum equivalent residual stress at different scanning speeds.
Figure 12 further analyzed the variation of equivalent residual stresses in the part under different scanning speeds. According to Fig. 9, the equivalent residual stress values at different scanning speeds show a symmetrical trend, and the right end of the part was slightly higher than the left end. As the scanning speed increases from 500 to 1500 mm/s, the minimum equivalent residual stresses were 579, 464, 366, 258 and 208 MPa, and the maximum equivalent residual stresses were 879, 869, 846, 843 and 838 MPa, respectively. Meanwhile, the minimum and maximum equivalent residual stresses tend to decrease, which was mainly due to the decrease of laser energy input per unit time.

Residual stress curves along the scanning path at different scanning speeds.
The influence of scanning spacing on stress field
Figure 13 exhibits a cloud view of the equivalent force distribution for different scanning spacing using a single-layer multi-channel scanning approach. According to Fig. 11, the red area in the cloud image was the area of high residual stress, which was mainly distributed on the topmost surface of the part and the joint of the part and the substrate. Although high scan spacing can produce less high residual stress area and reduce part deformation, the overlap rate in the solid manufacturing process was too small, which can easily lead to poor metallurgical bonding between adjacent tracks of thin-walled parts, resulting in large unfused metallurgical defects.

Equivalent residual stress distribution under different scanning spacing.
Figure 14 further analyzes the stress distribution pattern along the scanning path on the upper surface of the solid (second channel) under different scanning spacing. The stress distribution was consistent under different scanning spacing. Between the scanning spacing of 80 μm and 100 μm, the equivalent residual stress in the center area of the solid shows a declining trend along the X-direction, while it was relatively smooth between the scanning spacing of 110 μm and 120 μm. This was because the laser scanning method was "serpentine" and the jump time between adjacent tracks was only 1 ms, while the second laser scanning path direction was X-negative direction, the laser began to scan the third channel, the second channel will have a certain thermal effect was the left side of the high temperature. In addition, under the low scanning spacing, the post-heating effect of the laser on the second track was much stronger, which caused the temperature difference between the two sides of the second channel to become larger, resulting in a decreasing tendency of stress in its middle region along the X-positive direction. The effect was opposite at high scanning pitch, where the temperature difference between the left and right edges of the 2nd channel was not significant, and thus the stress in its central region was relatively smooth.

The residual stress curves along the X positive direction under different scanning spacing.
Experimental result analysis
The simulation results show that the PBF-LB/M process has experienced complex thermodynamic behavior., which will have an important effect on the microstructure of Ti6Al4V parts. However, the simulation model can not reveal the influence of process parameters on the microstructure and performance of thin-walled parts. Therefore, in this section, an experimental investigation of Ti6Al4V thin-walled parts was conducted using orthogonal experimental.
To further analyze the influence law of process parameters on Ti6Al4V thin-walled parts, the parameter laser energy density is introduced. The laser energy density is a measure of the energy received per unit volume of the material26 and can be expressed as:
where: E indicates the laser energy density; P indicates the laser power; V indicates the laser scanning speed; H indicates the scanning spacing; D indicates the thickness of the powder.
There was a direct relationship between the microstructure of the material and the laser energy density, as shown in Table 4, which lists the laser energy densities corresponding to different samples.
Tensile property
Figure 15 showed the tensile properties of Ti6Al4V thin-walled parts under different process parameters. The results show that the laser power, scanning speed and scanning spacing have obvious effects on the tensile properties of Ti6Al4V thin-walled parts. The sample S6 showed the best tensile properties. The tensile strength, yield strength and elongation of the Ti6Al4V thin-walled parts reached 974 MPa, 839 MPa and 10.7%, respectively.

Tensile properties of Ti6Al4V thin-walled parts under different process parameters.
The effect of tensile properties of Ti6Al4V parts was analyzed in Fig. 16. According to the fitted curve, the tensile and yield strengths of the parts show an open downward parabolic distribution as the laser energy density increases. When the laser energy density was less than 60 J/mm3, the powder to be unable to melt completely, making the strength of the parts lower. When it was higher than 130 J/mm3, the flow of the melted liquid was unstable, resulting in porosity and other defects inside the sample. At the same time, excessive laser energy density also causes the melt pool size and liquid phase residence time to increase, resulting in coarse grain size of the sample and thus a reduction in the strength of parts.

Influence of laser energy density on tensile properties of Ti6Al4V thin-walled parts.
Tensile fracture behavior
Figure 17a,c,e, and g exhibit the morphology of the tensile fracture of Ti6Al4V parts at laser energy densities of 30, 56, 100, and 150 J/mm3, respectively, and Fig. 17b,d,f, and h exhibit localized amplification diagrams of Fig. 17a,c,e, and g, respectively.

Fracture morphology of thin-walled parts under different laser energy densities.
When the laser energy density was 30 J/mm3, there were a mass of unmelted powders in the fracture morphology of the sample. This was caused by the insufficient laser energy input, so it greatly reduces the tensile properties of parts. As it increases to 100 J/mm3, there was a small amount of 'spheroidization ' in the fracture morphology. It can be seen from the local enlarged image that the cleavage plane mainly occurs around these defects, and a large number of dimples were distributed near the cleavage plane. Tensile strength performance was slightly lower for S8 than for S6. When it increases to 150 J/mm3, there are large hole defects in the fracture morphology. The fracture mode was a mixed fracture mode dominated by cleavage plane, and the mechanical properties are lower tensile strength and elongation. Lower laser energy densities tend to result in incomplete melting of the powder, while too high laser energy density is prone to spheroidization and hole defects. During the tensile process, these defects hinder the movement of the slip system during the plastic deformation process, and generate a crack source. Dislocations gradually accumulate here to cause stress concentration and reduced tensile properties of the sample. In terms of tensile strength, the specific performance is that the tensile strength tends to increase and then decrease when the laser energy density keeps increasing.
Influence of process parameters on microstructure
Figure 18 illustrates the microstructure of the top surface of Ti6Al4V parts. Among them, Fig. 18a,c,e, and g showed the microstructure of the top layer of the part under the laser energy densities of 30, 74, 100, and 182 J/mm3, respectively, and Fig. 18b,d,f, and h showed the local amplification diagrams of Fig. 18a,c,e, and g, respectively.

Microstructure of thin-walled parts under different laser energy densities.
According to Fig. 18a, there were a great number of pore defects in the sample S3. The reason was the low laser energy density, which makes the powder not completely melted, while the metal melt has high viscosity and poor flow performance, which was not conducive to filling the unfused area in time, resulting in pore defects inside the sample. When the laser energy density increased to 70 J/mm3, the powder was completely melted, and there was almost no pore defect inside the S9. However, with the further increase of laser energy density, there were a few small spherical defect inside S8. This is because the laser energy density is too large, resulting in the generation of metal vapor inside the molten pool. The transient keyhole of laser welding fluctuates violently due to the impact of metal vapor, which easily leads to the fracture of the transient keyhole. After the solid–liquid solidification front was captured, the pore defect was formed here27. Moreover, the temperature of the molten pool is too high, which makes a small amount of metal melt spatter to remelt elsewhere, resulting in discontinuous powder laying in the subsequent layer and more gaps. When the laser energy density reaches 182 J/mm3, the laser energy density is higher, resulting in more and more obvious internal defects in the sample S7 than in the S8 sample.
In addition, the microstructure of S3 is the same as most of the research results, and the primary β phase columnar crystal composed of a large number of primary acicular α martensite is observed28,29. The same situation was observed in other samples. From the high power diagram, it can be seen that the S3 primary β phase and the primary acicular α′ martensite structure are relatively small. This is because the input laser energy density is low and the heat loss is fast. The liquid phase residence time of the molten pool of S9 increases, and the holding time of the β phase increases, resulting in a slightly longer primary acicular α' martensite than the sample S3. S8 and S7 with higher input energy are mainly composed of coarse acicular α ' martensite.
Influence of process parameters on microhardness
The microhardness of Ti6Al4V thin-walled parts under different process parameters is shown in Fig. 19. As can be seen from the figure, sample S7 exhibits the highest microhardness of 362.5HV. The influence of laser energy density on the microhardness of Ti6Al4V thin-walled parts is shown in Fig. 20. The microhardness of Ti6Al4V thin-walled parts is affected by multiple factors such as densities, microstructures, and residual stresses, resulting in the microhardness of the thin-walled parts showing a trend of increasing, then decreasing, and then increasing with the increase of laser energy density.

Microhardness of Ti6Al4V thin-walled parts under different process parameters.

Effect of laser energy density on microhardness of Ti6Al4V thin-walled parts.
When the laser energy density between 30 and 56, the microhardness is mainly affected by the densification, with the increase of laser energy density, the sample internal porosity defects significantly reduced, making the sample densification increased, resulting in an increase in the microhardness of the thin-walled parts. When the laser energy density between 56 and 74, the microhardness of the sample microhardness is mainly affected by the microstructure, with the increase in the laser energy density, the thin-walled parts produced in the process of needle martensite gradually roughened, resulting in a decrease in the microhardness of the sample. When the laser energy density of 74–182 between the microhardness of the sample is mainly affected by the residual stress, with the increase in laser energy density, the increase in the residual stress inside the sample, and the material becomes harder, which makes the microhardness increase.
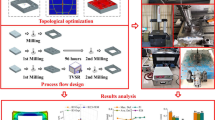
Process parameter optimization
Firstly, the process parameters are selected by analyzing the influence of process parameters on the performance of thin-walled parts. Tentatively, laser powers of 300 W and 400 W, scanning speeds of 500 mm/s and 1000 mm/s, and scanning spacings of 90 μm and 100 μm are selected. Then, according to the influence of laser energy density on tensile properties, fracture morphology, microhardness and microstructure, the laser energy density is selected between 60 and 100 J/mm3. Two groups of process parameters can be selected by combination. The first group is laser power 300 W, scanning speed 1000 mm/s, scanning spacing 90 μm, laser energy density 83 J/mm3. The second group was laser power of 300 W, scanning speed of 1000 mm/s, scanning spacing of 100 μm, and laser energy density of 75 J/mm3. The increase of the scanning spacing can reduce the manufacturing time and the area of the high residual stress area on the solid surface. Therefore, the second set of process parameters is finally selected as the optimized process parameters. The performance of thin-walled parts manufactured with optimized process parameters is shown in Table 5. The tensile strength, yield strength, elongation and hardness reached 1033 MPa, 972 MPa, 10.3% and 357.6HV respectively. It has higher tensile strength and yield strength than Dzugan 's study results, and higher yield strength and elongation than Zhang 's study results17,19. Although Ti6Al4V is used as a material, there may be differences in performance between powders from different manufacturers. In addition, the sample size and manufacturing equipment are also different, so we believe that it is more comparable to select the samples in this study. Compared with S6, the tensile strength and yield strength are increased by 6.1% and 15.9%, respectively, and the elongation is decreased by 3.7%. It is 1.4% lower than S7, which has the highest microhardness.
Conclusion
In this work, the effects of different process parameters on the stress field, hardness, mechanical properties and microstructure of thin-walled parts are investigated. The relationship of process parameters-mechanical properties-microstructure is specifically investigated. The main conclusions are as follows:
-
1.
The distribution trend of equivalent residual stress of thin-walled parts under different process parameters is basically the same. The maximum residual stress is distributed at the junction of the part and the substrate, and the second largest stress is mainly distributed in the middle of the top of the part. The residual stress at the top edge and the middle edge of the part is small, the stress distribution is symmetrical. The change of process parameters has little effect on the distribution of residual stress.
-
2.
The maximum equivalent residual stress increases with increasing laser power and decreases with increasing scanning pitch or scanning speed. The increase in laser power from 200 to 400 W increased the maximum equivalent residual stress by 9.6%; the increase in scanning speed from 500 to 1500 mm/s decreased the maximum equivalent residual stress by 6.2%. With the increase of scanning spacing, the area of high residual stress on the upper surface of the solid decreases gradually.
-
3.
At different laser energy densities, the microhardness is affected by densification, microstructure and residual stress, showing that the microhardness increases, then decreases and then increases with the increase of laser energy density.
-
4.
With the increase of laser energy density, the tensile strength and yield strength of thin-walled parts show a tendency to increase and then decrease. The reason is: when the laser energy density is too low, the powder can not be completely melted; when the laser energy density is too high, the melted liquid flow is unstable, easy to produce porosity. When the laser energy density is between 60 and 182 Jmm3, the tensile strength and yield strength of the thin-walled parts are higher, which are above 908 MPa and 800 MPa, respectively.
-
5.
High-quality thin-walled parts were successfully fabricated with optimized process parameters. The tensile strength, yield strength, elongation and microhardness reach 1033 MPa, 972 MPa, 10.3% and 357.6 HV, respectively. Compared with the optimal mechanical properties before optimization, the tensile strength and yield strength increased by 6.1% and 15.9%, respectively, the elongation decreased by 3.7%, and the microhardness decreased by 1.4%.
Data availability
The datasets used and/or analyzed during the current study available from the corresponding author on reasonable request.
References
Ding, J., Qu, S., Zhang, L., Wang, M. & Song, X. Geometric deviation and compensation for thin-walled shell lattice structures fabricated by high precision laser powder bed fusion. Addit. Manuf. 58, 103061 (2022).
Yamaguchi, M. et al. Humidity control in laser powder bed fusion using titanium alloy powder for quality assurance of built parts and reusability of metal powder. J. Mater. Process. Tech. 311, 117817 (2023).
Li, J. et al. Comparative study on MQL milling and hole making processes for laser beam powder bed fusion (L-PBF) of Ti-6Al-4V titanium alloy. J. Manuf. Process. 94, 20–34 (2023).
Dejene, N. D., Lemu, H. G. & Gutema, E. M. Critical review of comparative study of selective laser melting and investment casting for thin-walled parts. Materials. 16(23), 7346 (2023).
Niu, X., Qin, R. X., Lu, Y. Z. & Chen, B. Z. Energy absorption behaviors of laser additive manufactured aluminium alloy thin-walled tube tailored by heat treatment. Mater. Trans. 62(2), 278–283 (2021).
Liu, Y., Zhang, J., Pang, Z. C. & Wu, W. H. Investigation into the influence of laser energy input on selective laser melted thin-walled parts by response surface method. Opt. Lasers Eng. 103, 34–45 (2018).
Li, W., Wang, L., Yu, G. & Wang, D. Time-varying dynamics updating method for chatter prediction in thin-walled part milling process. Mech. Syst. Signal. 159, 107840 (2021).
Yuan, X. et al. Microstructural evolution and mechanical properties of inconel 625 superalloy fabricated by pulsed microplasma rapid additive manufacturing. J. Manuf. Process. 77, 63–74 (2022).
Kumar, M. B. & Sathiya, P. Methods and materials for additive manufacturing: A critical review on advancements and challenges. Thin. Wall. Struct. 159, 107228 (2021).
Zhu, L. et al. A retrospective case-series of influence of chronic hepatitis b on synchronous liver metastasis of colorectal cancer. Front. Oncol. 13, 1109464 (2023).
Singla, A. K. et al. Selective laser melting of Ti6Al4V alloy: Process parameters, defects and post-treatments. J. Manuf. Process. 64, 161–187 (2021).
Gao, B., Zhao, H., Peng, L. & Sun, Z. A review of research progress in selective laser melting (SLM). Micromachines. 14(1), 57 (2023).
Zhu, Z. et al. Superior mechanical properties of a selective-laser-melted AlZnMgCuScZr alloy enabled by a tunable hierarchical microstructure and dual-nanoprecipitation. Mater. Today. 52, 90–101 (2022).
Xue, P. S. et al. Effect of laser incident energy on the densification and structure–property relationships of additively manufactured CrCoNi medium-entropy alloy. Virtual Phys. Prototyp. 16(4), 404–416 (2021).
Zhang, Y. F. et al. Investigation for macro mechanical behavior explicitly for thin-walled parts of AlSi10Mg alloy using selective laser melting technique. J. Manuf. Process. 66, 269–280 (2021).
Bian, P., Shi, J., Liu, Y. & Xie, Y. Influence of laser power and scanning strategy on residual stress distribution in additively manufactured 316L steel. Opt. Laser. Technol. 132, 106477 (2020).
Zhang, Z. Y. et al. Assessment of microstructural evolution and associated tensile behavior in thin-walled Ti6Al4V parts manufactured via selective laser melting. Mater. Charact. 194, 112481 (2022).
Qiao, F. L. et al. Effect of structural parameters on the surface roughness and mechanical properties of Ti-6Al-4 V alloy thin-walled structure fabricated by selective laser melting. Mater. Today Commun. 39, 108977 (2024).
Dzugan, J. et al. Effects of thickness and orientation on the small scale fracture behaviour of additively manufactured Ti-6Al-4V. Mater. Charact. 143, 94–109 (2018).
Hu, B., Cai, G. S., Deng, J. L., Peng, K. & Wang, B. X. Study on thermodynamic behavior, microstructure and mechanical properties of thin-walled parts by selective laser melting. Met. Mater.-Int. 30, 194–210 (2023).
Li, Z. et al. Simulation of temperature field and stress field of selective laser melting of multi-layer metal powder. Opt. Laser. Technol. 140, 106782 (2021).
Xin, C. et al. Microstructure, grain and nanowire growth during selective laser melting of Ag-Cu/diamond composites. Rsc. Adv. 13(6), 3448–3458 (2023).
Yuan, L. et al. Influence of structural features on processability, microstructures, chemical compositions, and hardness of selective laser melted complex thin-walled components. Int. J. Adv. Manuf. Tech. 109(5), 1643–1654 (2020).
Liu, Y., Zhang, J., Pang, Z. & Wu, W. Investigation into the influence of laser energy input on selective laser melted thin-walled parts by response surface method. Opt. Laser. Eng. 103, 34–45 (2017).
Calignano, F., Cattano, G. & Manfredi, D. Manufacturing of thin wall structures in AlSi10Mg alloy by laser powder bed fusion through process parameters. J. Mater. Process. Tech. 255, 773–783 (2018).
Li, X. et al. The deterministic effect of laser energy density on the microstructures of novel duplex stainless steel fabricated via in-situ alloying in laser powder bed fusion. Mater. Sci. Eng A. 891, 145908 (2024).
Xu, G. X. et al. Modelling of fluid flow phenomenon in laser plus GMAW hybrid welding of aluminum alloy considering three phase coupling and arc plasma shear stress. Opt. Laser Technol. 100, 244–255 (2017).
Kushwaha, A., Subramaniyan, A. K., Kenchappa, N. B. & Barad, S. Microstructure, mechanical, and wear properties of thin-walled Ti6Al4V parts produced using laser powder bed fusion technique. Mater. Lett. 308, 131138 (2022).
He, B. B. et al. Microstructural characteristic and mechanical property of Ti6Al4V alloy fabricated by selective laser melting. Vacuum. 150, 79–83 (2018).
Acknowledgements
This work was supported by the Fundamental Research Funds of Zhejiang Sci-Tech University, Grant No. 22242297-Y, Zhejiang Provincial Natural Science Foundation of China, Grant No. LQ18E050010, and China Postdoctoral Science Foundation funded project, Grant No. 2018M642482.
Author information
Authors and Affiliations
Contributions
GS C and BX W planned, developed the project, and critically reviewed the work. HB planned the experiments, which were performed by BH, KP and HL. HL and KP wrote the original draf of the manuscript, which was thoroughly revised by all authors before submission.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Cai, G., Liu, H., Peng, K. et al. Orthogonal experimental method to investigate the effect of process parameters on the mechanical properties of thin-walled parts by PBF-LB/M. Sci Rep 14, 19776 (2024). https://doi.org/10.1038/s41598-024-70883-9
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41598-024-70883-9
- Springer Nature Limited