
Abstract
In many Indian regions, paddy wheat is the main crop rotation and facing the problem of straw incorporation for seed bed preparation in short period. The handling of straw in combine harvested paddy fields is a significant issue in the paddy wheat rotation. In order to solve this issue, efforts were carried out to cut paddy straw into small pieces by the newly proposed counter-rotating blades, followed by the simultaneous incorporation of a rotary tiller into the soil. Therefore, a tractor operated chopping cum tilling mixing machine was developed. In the study, three different blades (straw management system (SMS) Serrated, cutter bar and SMS plain) were tested in the terms of torque and required to chop the straw. SMS serrated blade was best suitable for the chopping mechanism as it required minimum cutting torque for the straw bunches. The developed chopping cum tilling mixing machine was tested at three different levels of forward speed (1.77, 2.3, and 3 km h−1), moisture content at three levels (35 ± 3.4, 24 ± 2.2 and 17 ± 2.6%) with fix rotary tiller rotational speed of 810 rev min−1. Optimum operating condition of the machine was obtained at a forward speed of 1.9 km h−1 and a moisture of 24%. At these optimized values, the mixing index (96%), mean weight diameter (7.9 mm), bulk density (1230 g cc−1) and fuel consumption (3 l h−1) were 96%, 7.9 mm, 1230 g cc−1 and 3.0 l h−1 respectively. The developed machine performs three operations i.e., chopping, tilling, and mixing in single pass for effective in-situ straw management.
Similar content being viewed by others

Introduction
In India, nearby 697 million MT of crop residue is produced annually. In order to manage this huge amount of crop residue 60–70% of the total generated residue are being burned by the farmers1. According to recent estimates, Southeast Asian countries produce 150 MT of rice residues each year2. Paddy straw management is a major problem in combined harvested paddy fields during the sowing process of paddy-wheat rotation3.
According to a report on Ex-situ Crop Residue Management Options, the burning of crop residues leads to the emission of gases like CH4, CO, N2O, and NO, as well as particulate matter4. This practice results in the loss of plant nutrients and has adverse effects on both the atmosphere and soil health. Approximately 80 to 90% of carbon (C), 25% of nitrogen (N), 20% of phosphorus (P), 50% of sulfur (S), and 20% of potassium (K) present in crop residues are released into the atmosphere in various gaseous and particulate forms, contributing to atmospheric pollution. The report also estimates that crop residue burning is responsible for approximately 70% of CO2 emissions, 7% of CO emissions, 0.66% of CH4 emissions, and 2.1% of N2O emissions, which have severe environmental impacts. For example, burning one tonne of paddy crop residue releases different parameters such as 13 kg of particulate matter, 60 kg of CO, 1460 kg of CO2, 3.5 kg of NOx, and 0.2 kg of SO2 into the atmosphere5. From an environmental perspective, agricultural mechanization can contribute to the generation of gases, primarily due to consumption fuel and exhaust gasses produced by the engine 6. For example, during ploughing operations conducted by tractors, emissions were measured at 95.35 kg ha−1 of carbon dioxide (CO2) and 0.59 kg ha−1 of nitrogen oxides (NOX)7. This highlights the environmental impact of mechanized agricultural practices, particularly in terms of greenhouse gas emissions and air pollutants. Researcher stressed that the increasing amount of crop residue generation and its mismanagement, specifically through burning, poses a threat to human health8. Various straw management practices had been adopted by the farmers for reducing the burning of straw and save the environment from polluted gases released due to burning. Moreover, this loose residue and straw are considered to be a poor feed for the animals due to high silica content. Therefore, it is highly desirable that rice straw management should be done in 10–15 days available between rice harvesting and sowing of the next crop9. Generally, the most adoptable prevailing practices for straw management requires two to three passes of tractor and leads to more fuel consumption that ultimately affect environment10,11.
Generally, two methods are preferred for the management of straw i.e., ex-situ and in-situ management12. The ex-situ method is less preferred by the farmers due to high initial investment, time consuming as it require complete removal of the straw from the field. Therefore In-situ method is more preferred by the farmers because of its low invetsment and benifits to the soil health 11. There are two methods of In-situ management, in first method straw is cut, chopped and left over the field. Then tillage implements are used to incorporate and mix into the soil. While, the other method includes the cutting and mixing of straw in the soil at the same time. The first method requires more time to complete the operation as compared to the other. In-situ straw management can be perfomed by variety of equipment, include stubble shaver, happy seeder, mulcher, rotavator, super seeder and straw chopper cum spreader. These equipment had their own limitation such as high cost, heavy weight, complex working principle13. Disc type furrow opener are more suitable for straw handling than the inverted t type furrow opener in heavy straw loaded field condition14.
The happy seeder and a super seeder machines are used for directly sowing of wheat seed after harvesting of paddy. Happy seeder is a machine which performs stubble mulching and drilling of seed functions in one pass and having flails for chopping of straw15. Whereas, super seeder has only rotavator blades set with two rollers to press the straw into the soil but the quality of incorporation was not proper. The machine leaves the straw in a range of sizes ranging from 7 to 15 cm, that cause exposer of the seeds to the environmet. These machines can perform relatively better incorporation but have some limitations such as heavy weight, noise and vibrations and requires high hp tractors. Further, a tractor operated paddy straw chopper cum spreader was also devloped by researchers, which can perform chopping of straw and spread over soil surface. It contains a shaft with multiple blades having bent shape known as flails which cut the straw for chopping. Rotational velocity of the rotary tiller blade between 250 and 280 rev min−1 for achieving the good soil tilth conditions, displacement of soil particles and mixing index of straw into the soil 16. The design of the chopping blade plays a critical role in determining crop straw chopping quality, power consumption, and the overall service life of the equipment17. Some commercially available blades that are commonly used include bent blades (Y-shaped and L-shaped), hammer blades, and straight blades18. The arrangement of these blades significantly impacts on performance and evaluation with the operational reliability of the straw chopper. An optimal blade arrangement on the rotor enhances chopping quality and the overall balance of the straw chopper. Straw chopper devices primarily serve the purpose of chopping and spreading crop residue. These machines can be classified into four types which is based on the operating mode of the chopping blade: flail chopper and spreader, fixed blade mounted on cylinder and reciprocating type chopper. Many researchers tried to resolve straw incorporation issues by developing various machines having flail types to accommodate different types of crop residue. A straw mulcher was developed that initially cut the standing stubbles and loose paddy straw after combine harvesting operation19. A trail-type chopper consist of cutting unit with flail type blades to harvest straw and a chopping the straw with fixed blades to process the straw delivered by the cutting unit. With this technology, over 50% of paddy straw can be chopped into pieces smaller than 4 cm20. These innovations reflect ongoing efforts to enhance crop residue management and the efficiency of straw chopping equipment21. A straw chopper integrated with the spreader system that includes four rows of flail blades, which serve the dual purpose of chopping and spreading paddy straw, and it also integrates two rows of serrated blades to assist in the chopping process22 also a specialized machine developed for straw chopping and no-till wheat seeding23. In India, a noteworthy advancement was made with the creation of the Happy Seeder and performs the combined tasks of mulching stubble and drilling seeds, offering a comprehensive solution for enhancing agricultural practices24. Super seeder is also another option for straw management which is a combination of a rotavator with JLF-type blades and a disc-type furrow opener, is primarily designed for wheat sowing in combine-harvested fields. However, its heavy weight and limited straw chopping capability have hindered widespread adoption by farmers 11,13,25. A study to optimize the operational paparmeters of cutting blades mounted on shaft as rotary impact type cutter for chopping of paddy straw based on minimum torque offered by the SMS serrated blade 26.
Above said machines can perform incorporation but required number of tractor runs which results as high fuel consumption, low field capacity, high power requirement and the fields are messy. There is need to reduce the burning of straw and minimizing a number of tractor passes for straw management with the help of feasible cleaner technologies. Therefore, there is a need to develop an appropriate residue management machine to completely manage paddy residue of combined harvested paddy fields in a single pass27. The objective of this study was to perform three operations simultaneously i.e., chopping, tilling and mixing to prepare a seed bed for wheat after harvesting of paddy by a combine harvester. This type of innovative chopping mechanism can be easily attached to a commercially available rotary tiller and other machines which can be useful for greater mixing and pulverisation in paddy harvested fields. The developed machine can perform all the three operation in single pass that can reduce the fuel consumption and increase the working efficiency.
Material and methods
A tractor operated straw chopping cum tilling cum mixing machine was developed at ICAR–Central Institute of Agricultural Engineering (CIAE), Bhopal. The paddy (c.v. Kranti) crop was grown over an area of 0.30 ha during the main crop season of the year 2021–2022. The machine was evaluated on the combine operated paddy harvested field and experiment was performed on three different days with five days interval. Observation was recorded at first, fifth and tenth days after harvesting of crop and the moisture content of straw was taken into consideration which was corresponding to said three days (M1 = 35 ± 3.4, M2 = 24 ± 2.2, and M3 = 17 ± 2.6% w.b) and the soil moisture content corresponding to respective days (16.8 ± 2.1%, 14.67 ± 1.8% and 13.43 ± 1.4%). The soil type was Black cotton soil (12.8 ± 1.1% sand, 32.5 ± 3.4% silt, and 54.4 ± 4.6% clay) and straw residue were also measured before the experiment. The bulk density of the soil was 1.5 ± 0.06 g cm−3 and the straw load was found 7–7.5 t ha−1 after the harvesting of crop.
Selection of cutting blade for developed machine
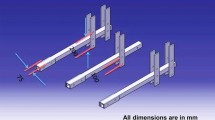
Selection of blade was done on the basis of minimum cutting torque predicted by the torque sensor. Different blades were arranged over the flange for the action of rotary impact cutter blades in vertical axis aligned shown in Fig. 1 (a) SMS serrated, (b) cutter bar serrated and (c) SMS plain blade. After the selection of blade, a straw chopper cum mixer machine was fabricated and integrated with the selected blade and required speed of chopping blades.

Types of blades for chopping unit (a) SMS serrated (b) cutter bar and (c) SMS plain.
Design of power transmission
Cutting and mixing units were operated by the tractor PTO power. Initially the power was transmitting with the gear box having transmission ratio 1:1. Rotational speed of chopping blades was selected based on the minimum cutting torque optimized in the laboratory. The optimum rotational speeds of cutting and mixing unit were 810 and 270 rpm, respectively based on minimum cutting torque. The gearbox and pulleys were selected to achieve the required rotational speed of chopping unit.
Brief description of the straw chopper cum mixer machine
The developed machine was consisted of two distinct units: a mixing unit with a rotary tiller and chopping unit having rotary impact cutter blades (Fig. 2). At first the chopping of straw is performed thereafter tilling and mixing operations are performed by mixing unit. The chopping unit consisted a pair of shafts having two flanges on each shaft. Four straw management system (SMS) serrated blades were installed on the periphery of a single flange. The blades were mounted on the flanges and rotated with the help of shafts. In this machine a novel counter-rotating mechanism was provided to chop straw using rotary impact cutter blades.

CAD model of straw chopper (a) side (b) Isometric (c) power flow in cut section (d) Arrangements of blades on flange.
The chopping unit has both a horizontal and vertical arrangement to reduce the size of chopped straw. After passing the chopped straw from the chopping unit, the straw was further reduced in size by the mixing unit. The machine was powered through tractor PTO and the detailed transmission system is shown in Fig. 3. Detailed specifications of developed machine are presented in Table 1.

Schematic view of power transmission system.
Experimental layout and treatments
After the development of the machine its performance was evaluated in terms of mixing index, pulverization index or mean weight diameter, effective field capacity, straw length, fuel consumption and bulk density of soil in field condition. The experiments were performed with two independent parameters i.e., forward speed of the machine (F1, F2 and F3), and moisture content of straw (M1, M2 and M3) (Table 2). Determined moisture content were corresponding to three different days after harvesting (0, 5 and 10 DAH). The SMS serrated blade was selected for chopping unit as it required minimum cutting torque. The rotational speed of rotary blade and the width of cut were fixed at 810 rpm and 910 mm respectively. The bulk density of soil was 1560 g cc−1 before operation of the machine. Soil moisture content on the 0, 5 and 10 days were observed as 16.8, 14.67 and 13.43%.
Performance evaluation of straw chopper cum mixer machine
The experiments were showed to study the effect of forward speed and moisture content of straw on machine parameters i.e., mixing index, mean weight diameter, effective field capacity, straw length, fuel consumption and bulk density of soil. The data was analyzed using full factorial design in Design expert-13 software. The post hoc analysis was also performed to compare the means at different level by tukey’s (b) method at 5% level of significance using SPSS Statistics 20.0 software (SPSS Inc., Chicago, USA).
Mixing Index (MI)
Mixing operation refers to the procedure of incorporating straw into the soil. The mixing index, was calculated using the formula mentioned in Eq. (1). Mixing index represents how thoroughly the straw had been mixed with the soil. In order to determine mixing index, the collected straw samples were weighing before and after the operation of the machine (Fig. 4)16.
whereas: MI is the Mixing Index, %, \({W}_{1}\) is the Initial weight of straw, g, \({W}_{2}\) is the Final weight of straw, g.

Mixing index measurement (a) before (b) after field operation.
Mean weight diameter (MWD)
The soil breaks into small aggregates resulting from the action of tillage forces. The mean weight diameter (MWD) of the soil clods were determines by the Eq. (2). The pulverization index was quantified by measuring the mean weight diameter (MWD) of the soil clod using sieve shaker analysis method28. Greater pulverization was indicated by smaller MWD of soil clod.
where, \(\overline{{d }_{i}}\) is the Average diameter of i & (i + 1)th sieve and \({d}_{i}< {d}_{i+1}\), mm, \({X}_{i}\) is the Soil mass sustained on the ith sieve, g, \({W}_{T}\) is the Total mass, \({W}_{T}= \sum_{i=0}^{n}{X}_{i}\).
Bulk density (BD)
The strength of a soil can be determined based on its dry bulk density. It is defined as the mass of soil after oven drying of soil per unit volume and determined by the Eq. (3). Using a conventional core cutter with established dimensions (diameter = 100 mm and height = 80 mm), bulk density was determined28.
\(\text{M}\) is the dry weight of soil, g, \(\text{V}\) is the Volume of soil cc.
Fuel consumption (FC)
The amount of fuel consumed by the tractor while operating in the field was determined with the help of measuring cylinder. Initially the tank was full before the operation. The tank was refilled after the operation with measured quantity of fuel28. The fuel consumption was calculated using Eq. (4).
Effective field capacity (EFC)
Effective field capacity (EFC) of the machine was calculated by recording the time require to cover per unit area, including the time spent in lifting and lowering of the equipment and turning of the tractor28.
Straw length
Size of cut is the term used to describe the size of chopped straw. The size of straw was measured for the sample collected from one square meter area at three locations.
Cost economics
The cost economics of a machine were calculated by considering the cost of construction materials, labor, and overhead charges. The cost of a developed machine was determined by considering both fixed and variable costs29.
Results and discussion
Selection of blade for cutting of paddy straw bunch
The blade selection process involved assessing the minimum cutting torque achieved during laboratory experiments, where straw moisture, rotational speed, and blade forward speed were varied. All the independent variable had significant results on the cutting torque. A torque sensor was used to determine the cutting torque value for different blades shown in Fig. 5. Therefore, based on the minimum cutting torque, SMS serrated blades was selected for operation in the field. Similar trending result was also observed for the selection of serrated blade on the basis of minimum cutting torque because of the serration on the cutting edge of the blade 26.

Cutting torque of cutting blades for chopping unit.
Performance evaluation of developed machine
The developed machine was operated in combine-harvested paddy field (Fig. 6) and the experiments were conducted as per the experimental plan (Table 2). Full factorial randomized block design (FFRBD) was used to study the effect of independent parameters i.e., forward speeds and moisture content on response variables (MI, MWD, BD, EFC, SL and FC. Pairwise comparison analysis was also done by the tukey’s (b) method. The ANOVA (Table 3) showed that the forward speed had significant impact on all the performance parameters i.e., MI, MWD, BD, EFC, SL and FC at 1% level of significance. The result of moisture content was significant on MI, MWD, BD and FC at 1% level of significance. Whereas, EFC and SL were significant at 5% level of significance. The first order interaction of forward speed and straw moisture content was also significant for MWD, BD, SL and FC at 5% level30.

Field operation of chopping cum mixing cum tilling machine in paddy harvested field.
Effect of Speed and moisture content on mixing index
The analysis of variance shows (Table 3) that forward speed (F) and moisture content (M) had significant impact on mixing index at 1% level of significance and its interaction effect was non-significant. It was observed that the values of MI decreased with the increase in forward speed and decrease in moisture content, this is due to the less interaction of rotary cutting blades with less number of bite cut per meter length of the travel 31. The values of MI decreased from 94.9 to 89.8% with the increase in forward speed from 1.77 to 3.00 km h−1 at 17% moisture content. As the speed was increased from 1.77 to 3.00 km h−1, machine got lesser time for fragmentation of the soil at a particular rotor speed. This resulted in lower mixing index. Whereas, it decreased from 97.3 to 94.2% at 35% moisture content (Fig. 7a). The maximum MI was found at the lower speed (1.77 km h−1) and higher moisture content (35%) due to small bite length and higher inversion of soil. Pairwise comparison test reveals that the levels of forward speed as well as moisture content were significantly different from each other (Table 4).

Effects of machine forward speed and straw moisture content on the performance parameters (a) Mixing index, % (b) Mean weight diameter, mm (c) Bulk density, gm cc−1 (d) Field capacity, ha h−1 (e) Straw length, mm (f) Fuel consumption, l h−1.
Effect of Speed and moisture content on mean weight diameter
The values of MWD affected significantly with the variation in forward speed and moisture content (Table 3). MWD followed an increasing trend with increase of forward speed and decreasing with moisture content. The maximum MWD was 10.34 mm observed at the higher speed (3.00 km h−1) in lower moisture content (17%) (Fig. 7b), whereas MWD was 9.34 mm minimum at moisture 35%. It might be due to increase in speed and results as bite length increased that caused larger soil clods. Further, at low moisture content there may be strong bonding of soil clods that leads to increase in Mean weight diameter16,32. Similar results was also observed within the range varied from 3.58 to 30.56 mm on the sandy loamy soil 30. Pairwise comparison test reveals that the levels of forward speed as well as moisture content were significantly different from each other for mean weight diameter (Table 4).
Effect of Speed and moisture content on bulk density
The effect of forward speed and moisture content was significant on bulk density at 1% level of significance and their interaction were also significant at 5% level of significance (Table 3). BD increased from 1192 to 1357 g cc−1 at 17% moisture and 1253–1420 g cc−1 at 35% straw moisture with increasing the forward speed from 1.77 to 3.00 km h−1 (Fig. 7c). The maximum BD (1420 g cc−1) was obtained at forward speed of 3.00 km h−1 and 35% moisture content. It might be due to formation of large clods at higher forward speed due to larger bite length of rotary blade30,33. Similar trending results were also observed within the range varied from 1300 to 1370 g cc−1 by the rotary tiller operation on the paddy straw filed34. Pairwise comparison test reveals that the levels of forward speed as well as moisture content were significantly different from each other on bulk density of soil (Table 4).
Effect of speed and moisture content on effective field capacity
The ANOVA showed that the forward speed and moisture content had significant impact on EFC at 1% and 5% level of significance respectively. EFC of the machine was maximum (0.3 ha h−1) at the higher speed (3.00 km h−1) and lower moisture content (17%) (Fig. 7d). It might be due to increase in forward speed the effective field capacity increased and at lower moisture content clod formation take place which decrease the EFC and pairwise comparison test was also applied and found as significant difference by the forward speed not by the moisture content of straw (Table 4). Forward speed (F) of the machine had highly significant effect on effective field capacity of the machine because of coverage of more area per unit time at higher forward speed. Similar results were also observed with increasing trend of field capacity from 0.15 to 0.25 ha h−1 with increasing the speed for biomass incorporator machine tested on sandy loamy soil30.
Effect of speed and moisture content on straw length
The analysis of variance showed (Table 3) that the forward speed had significant impact on straw length at 1% level and Moisture content and their interaction were also found a significant impact at 5% level of significance. Straw length increased from 6.38 to 10.3 cm with the increase in forward speed from 1.77 to 3.00 km h−1 at 17% moisture content and it was increased from 3.24 to 9 cm at 35% moisture content (Fig. 7e). The maximum SL was found at the higher speed (3.00 km h−1) and lower moisture content (17%) because of less interaction between the straw and chopping unit at higher speed. At low moisture content the straw properties had minimum tendency to cut by the single impact35. As the forward speed of the machine was increased, the size of cut also increased. This may be due to the reason that as the forward speed was increased, the cutting unit got lesser time for chopping the straw30. Pairwise comparison test reveals that the levels of forward speed and moisture content were significantly different from each other for straw length (Table 4).
Effect of speed on fuel consumption
Forward speed and moisture content of straw had significant impact on fuel consumption at 1% level and their interaction were significantly affected at 5% level of significance (Table 3). Fuel consumption varied from 3.3 to 3.9 l h−1 at 17% moisture and 2.9–3.5 l h−1 at 35% moisture content with the increase in forward speed from 1.77 to 3.00 km h−1 (Fig. 7f). The maximum fuel consumption was found at the higher speed (3.00 km h−1) and lower moisture content (17%). As at higher tractor speed more power required and at lower moisture content hard soil surface formation take place that lead increase in fuel consumption34. Pairwise comparison test reveals that the levels of forward speed and moisture content were significantly different with each other for fuel consumption (Table 4).
Graphical approach for optimization of responses using overlay plot
Graphical optimization of responses was done by using overlay plot tool of Design expert software. The curves of responses were superimposed in a single figure for the interaction of forward speed and moisture content. The desirable area is shown by yellow colour in the graph (Fig. 8). The region is bounded from every side through the curves of different responses.

Graphical optimization of forward speed and moisture content for different performance parameters.
Cost Economics of tractor operated straw chopper cum mixer machine
The cost economics of a developed machine was computed by considering the cost of construction materials, labor, and overhead charges. The cost of the developed machine was calculated as ₹ 65,000. Costing of various components is detailed in Table 5.
Conclusion
A machine was developed for chopping, tilling, and mixing operations to mitigate the straw incorporation management in a single pass. In the present study, for an effective chopping of straw, an optimum cutting blade speed of 810 rpm was selected for the SMS serrated blade. Forward speeds and moisture content of straw showed quadratic relationship with mixing index, bulk density, mean weight diameter, straw length. Whereas, it followed linear relationship with field capacity and fuel consumption. The developed machine has the pau back period of 3.4 year and the breakeven point 174 h per year. The developed machine can effectively reduce the number of fields runs required to prepare the seed bed as compared to the existing straw management machines. This is very innovative technology for combined solution of paddy straw and other crops management and also popular among the farmers with great potentiality of seed bed preparation over wheat and paddy straw field. This developed technology reduces the burning of paddy straw because of managed paddy straw in single pass of tractor and helps to increase the cleaner technology. This research paper presents an in-depth analysis of a patented technology filed in the Indian patent system (Patent no. TEMP/E-1/87210/2022-MUM), offering insights into its innovative features, technological advancements, and potential applications.
Data availability
The corresponding author can provide the datasets created and analyzed during the current investigation upon reasonable request.
References
Hiloidhari, M., Das, D. & Baruah, D. C. Bioenergy potential from crop residue biomass in India. Renew. Sustain. Energy Rev. 32, 504–512 (2014).
Korav, S. et al. Rice residue management alternatives in rice-wheat cropping system: impact on wheat productivity, soil organic carbon, water and microbial dynamics. Sci. Rep. 14, 1822 (123AD).
Patel, A. et al. Quantitative assessment and optimization of parallel contact model for flexible paddy straw: A definitive screening and central composite design approach using discrete element method. Sci. Rep. 14, (2024).
Korav, S. et al. Rice residue management alternatives in rice–wheat cropping system: Impact on wheat productivity, soil organic carbon, water and microbial dynamics. Sci. Rep. 14, 1822 (2024).
Gadi, R., Kulshrestha, U. C., Sarkar, A. K., Garg, S. C. & Parashar, D. C. Emissions of SO2 and NOx from biofuels in India. Tellus B: Chem. Phys. Meteorol. 55, 787 (2011).
Lovarelli, D., Fiala, M. & Larsson, G. Fuel consumption and exhaust emissions during on-field tractor activity: A possible improving strategy for the environmental load of agricultural mechanisation. Comput. Electron Agric. 151, 238–248 (2018).
Janulevičius, A. & Čiplienė, A. Estimation of engine CO2 and NOx emissions and their correlation with the not-to-exceed zone for a tractor ploughing fields of various sizes. J. Clean Prod. 198, 1583–1592 (2018).
Lohan, S. K. et al. Burning issues of paddy residue management in north-west states of India. Renew. Sustain. Energy Rev. 81, 693–706 (2018).
Parihar, D. S., Dogra, B., Narang, M. K., Javed, M. & Singh, D. Integrated seeding attachment for combine harvesters: A sustainable approach for conservation agriculture. Environ. Dev. Sustain. https://doi.org/10.1007/s10668-023-03787-9 (2023).
Ramulu, C., Pateriya, R. N. & Deepshika, A. Machinery for residue management of different crops: A review. 7, 2203–2207 (2018).
Kaur, M. et al. Rice residue management in the Indo-Gangetic Plains for climate and food security. A review. Agron. Sustain. Develop. https://doi.org/10.1007/s13593-022-00817-0 (2022).
Parihar, D. S., Narang, M. K., Dogra, B., Prakash, A. & Mahadik, A. Rice residue burning in Northern India: An assessment of environmental concerns and potential solutions—A review. Environ. Res. Commun. 5, 062001 (2023).
Parihar, D. S., Narang, M. K., Dogra, B., Prakash, A. & Mahadik, A. S. Rice residue burning in Northern India: An assessment of environmental concerns and potential solutions—A review. Environ. Res. Commun. https://doi.org/10.1088/2515-7620/acb6d4 (2023).
Performance evaluation of different furrow openers for sustainable tillage: A review. Indian J. Ecol. (2023). https://doi.org/10.55362/IJE/2023/4025.
Sidhu, H. S. et al. The Happy Seeder enables direct drilling of wheat into rice stubble. Aust. J. Exp. Agric. 47, 844–854 (2007).
Fang, H. et al. Effect of straw length and rotavator kinematic parameter on soil and straw movement by a rotary blade. Eng. Agric. Environ. Food 9, 235–241 (2016).
Fu, X. et al. Research on the cutter of straw crushing machine to field. Chin. Agric. Mech. 1, 83–87 (2011).
Liu, X. L. Design and Experiment of the New Smashed Straw Machine Blade (Jilin University, 2012).
Verma, A., Singh, A., Singh, A., Sidhu, G. S. & Dixit, A. Performance evaluation of tractor operated paddy straw mulcher. J. Krishi Vigyan 4, 70 (2016).
Manes, G. S. et al. Tractor Mounted Straw Chopper Cum Spreader for Paddy Straw Incorporation. (2016).
Li, M. et al. Design and analysis of bionic cutting blades using finite element method. Appl. Bionics. Biomech. 2015, (2015).
Singh Arshdeep, D.I.S. & D. Anoop. Performance evaluation of tractor mounted straw chopper cum spreader for paddy straw management. Indian J. Agric. Res. 45, 21–29 (2011).
Hegazy, R. A. & Dhaliwal, I. S. Evaluation of a power driven residue manager for no-till drills. Agric. Eng. Int. CIGR J. 13, 1–7 (2011).
Sidhu, H. S., Singh, M., Blackwell, J., Bector, V. & Singh, M. Development of the Combo Happy Seeder for Direct Drilling into a Combine Harvested Paddy Field. Preprint at (2004).
Singh, G., Jatinder, S. & Singh, W. G. Paddy straw management in Punjab: An economic analysis of different techniques. Indian J. Ecol. 39, 301–307 (2022).
Patel, A., Singh, K. P. & Roul, A. K. Laboratory investigation on rotary impact cutter blade parameters for multistep cutting of paddy straw. Indian J. Ecol. 50, 519–525 (2023).
Singh, R., Yadav, D. B., Ravisankar, N., Yadav, A. & Singh, H. Crop residue management in rice–wheat cropping system for resource conservation and environmental protection in north-western India. Environ. Dev. Sustain. 22, 3871–3896 (2020).
Mehta, M. L., Verma, S. R., Misra, S. K. & Sharma, V. K. Testing and Evaluation of Agricultural Machinery (Daya Publishing House, 2005).
Selvan, S. S., Edukondalu, L., Kumar, A. A. & Madhava, M. Sensor-based automated continuous grader for spherical fruits. J. Sci. Ind. Res. 81 (2022).
Verma, A., Khurana, R., Dixit, A., Mahal, A. K. & Thakur, S. S. Field evaluation of a biomass incorporator for green manuring. Agric. Res. J. 56, 717 (2019).
Ramulu, C. et al. A residue management machine for chopping paddy residues in combine harvested paddy field. Sci. Rep. 13, (2023).
Bhambota, S., Manes, G. S., Prakash, A. & Dixit, A. Effect of blade shape and rotor speed of rotavator on pulverization and mixing quality in sandy loam soil. Agric. Res. J. 54, 394 (2017).
Xu, G., Xie, Y., Matin, M. A., He, R. & Ding, Q. Effect of straw length, stubble height and rotary speed on residue incorporation by rotary tillage in intensive rice-wheat rotation system. Agriculture. 12, 222 (2022).
Sonwani, S., Verma, A., Quasim, M. & Diwan, P. Residue management through combination of machinery in combine harvested rice field. J. Pharmacogn. Phytochem. 8, 2265–2269 (2019).
Zhou, H. et al. Evaluation of straw spatial distribution after straw incorporation into soil for different tillage tools. Soil Tillage Res. 196, 104440 (2020).
Author information
Authors and Affiliations
Contributions
AP, KPS, and AKR conceived the idea. All authors (AP, KPS, and AKR, AM, RDN and MK) contributed to writing the manuscript and incorporated their suggestions. AP, AM and RDN prepared all figures. SS and RDN analysed the result. KPS, AKR, RDN and BK finalized the manuscript. All authors have read and agreed the final form of the manuscript.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Patel, A., Singh, K.P., Roul, A.K. et al. Design and assessment of tractor-driven chopping tilling and mixing machine for in-situ management of paddy straw. Sci Rep 14, 17254 (2024). https://doi.org/10.1038/s41598-024-67481-0
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41598-024-67481-0
- Springer Nature Limited