
Abstract
With its high energy consumption and pollutant emissions, the iron and steel industry is a significant source of air pollution and carbon emissions in the Beijing–Tianjin–Hebei (BTH) region. To improve air quality and reduce greenhouse gas emissions, a series of policies involving ultra-low emission, synergistic reduction of pollution, and carbon application have been implemented in the region. This study has assessed air pollutant and CO2 emission patterns in the iron and steel industry of the region by employing co-control effects coordinate system, marginal abatement cost curve, and numerical modeling, along with the synergistic benefits of typical technologies. The results have demonstrated that: (1) the intensive production activities pertinent to iron and steel enterprises has contributed greatly to the emission in Tangshan and Handan, where the sintering process is the main source of SO2, NOx, PM2.5, and CO, accounting for 64.86%, 55.15%, 29.98%, and 46.43% of the total emissions, respectively. (2) Among the typical pollution control and reduction measures, industrial restructuring and adjustment of the energy-resource structure have led to the greatest effects on emission reduction. Technologies exhibiting great potential in emission reduction and high-cost efficiency such as Blast Furnace Top Gas Recovery Turbine Unit (TRT) need to be promoted. (3) In Tangshan city with the highest level of steel production, the iron and steel production activities contributed to the concentration of 30.51% of PM2.5, 50.67% of SO2, and 42.54% of NO2 during the non-heating period. During the heating period, pollutants pertinent to the combustion of fossil energy for heating have increased, while iron and steel induced emissions have decreased to 23.7%, 34.32%, and 29.13%, respectively. By 2030, it is speculated that the contribution of the iron and steel industry to air quality will be significantly decreased as result of successful implementation of ultra-low emission policies and typical synergistic reduction technologies.
Similar content being viewed by others
Introduction
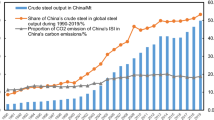
The iron and steel industry plays a vital role in the development of the national economy, providing a solid foundation for the high-quality growth of China’s economy1. Currently, China’s crude steel production has undergone a phase of rapid growth, securing its place as the world’s top steel producers. Notably, crude steel production in the Beijing–Tianjin–Hebei (BTH) region accounts for over 25% of the national output. Due to the complexity of its production process and high energy consumption, it also serves as a significant source of pollutants in the BTH region2. Pollutants emitted from the iron and steel industry into the atmosphere will further diffuse and transmit, leading to chemical reactions in the atmosphere to cause adverse effects on local air quality3,4. On the other hand, owing to intricate optical properties of pollutants, the industry can directly scatter or absorb solar radiation, disturbing the energy balance through aerosol-radiation interactions5. In the short term, aerosols emitted by the iron and steel industry alters meteorological factors such as downward radiation flux at the surface, near-surface temperature, wind speed, boundary layer height, etc. Accumulation of atmosphere pollutants over a long period can lead to changes in regional climate factors6,7,8. Research on the synergistic benefits of air pollution and climate has garnered significant attention from scholars9. The concept of “synergies” has also been introduced as early as the IPCC’s third report10, which refers to the reduction of localized pollutant emissions in conjunction with the reduction of greenhouse gas (GHG) emissions, or the GHG abatement benefits resulting from the reduction of pollutants11. Therefore, analyzing the synergistic benefit of typical technologies in the iron and steel industry in the BTH region and identifying the corresponding emission reduction pathways can offer crucial support for pollution prevention and control.
The 14th Five-Year Plan for Ecological Environmental Protection has highlighted the importance of promoting synergies between pollution reduction and carbon emission reduction, which serves as the key to realizing a comprehensive green transformation of the economy and society. Policies such as the “Implementation Plan for the Reduction of Pollutants and Carbon Synergy” has explicitly called for actions to decrease air pollutants, promote energy conservations, and reduce carbon emissions in the iron and steel industries. Conducting a synergistic assessment of typical technologies in the iron and steel industry is crucial for achieving the goal of reducing pollution and carbon emissions12,13. Various methodologies for evaluating synergistic effects have also been studied. Mao et al.14 has proposed three evaluation methods for co-control effects: the coordinate system, co-control cross-elasticity analysis, and unit pollutant abatement cost, all of which have been also applied to the iron and steel industry and other sectors for synergistic control assessment. Gao et al.15 has proposed the synergy effect assessment index method to determine the synergy effects. Wang16 has evaluated the synergistic effect of greenhouse gas and local air pollutant emission reduction in Tianjin by constructing a synergistic effect evaluation model. Deng17 has developed a partial equilibrium model to assess the synergistic emission reduction effect of CO2, SO2, and NOx. Further analysis of the emission reduction potential and cost assessment of synergistic control technologies can assist in selecting the optimal approach. Yang et al.18 has evaluated 28 energy-saving technologies in the iron and steel industry in the Yangtze River Delta region using energy-saving supply curves and scenario analysis, establishing a comprehensive bottom-up dynamic optimization model to simulate 48 development pathways for energy-saving and emission reduction technology. The iron and steel industry is a significant source of industrial pollution in the BTH region and the country as a whole. Although methods for assessing synergistic effects have been widely employed, there is still a lack of research on evaluating the synergistic control effect for emission reduction technologies of air pollution and CO2 in the iron and steel industry, especially in the BTH region.
Identifying emission characteristics, establishing an inventory of pollution sources, and analyzing emission contributions along with numerical models are essential for synergistic control of pollution reduction and carbon reduction. China has initiated the compilation of air pollution emission inventories in the 1980s, with related studies also conducted in the iron and steel field19. There are three methods for establishing emission inventories: the online monitoring method, pollution source investigation method, and emission factor method20. Zhou et al.21 has compiled a multi-sectoral pollution emission inventory, including the iron and steel industry in Jiangsu Province, relying on the emission factor method. With the use of continuous online monitoring data of pollutants and environmental statistics, Bo et al.22 has established a nationwide pollution emission inventory based on the main production processes in the iron and steel industry. Tang et al.23 has developed an emission inventory of the iron and steel industry in China of year 2018 by using a bottom-up method, and assessed the impacts on atmospheric condition. Li et al.24 has employed a combination of the emission factor method and GIS technology to establish an emission inventory of air pollution sources in the iron and steel industry in Tangshan. When integrated with numerical models, emission inventories can simulate the generation and dissipation of air pollution, offering technical support for air pollution prevention and control18. Duan et al.2 has utilized a bottom-up approach to establish a detailed multi-pollutant emission inventory of the iron and steel industry in the BTH region for the year 2015, using WRF-CAMx model to simulate the emission impact on the regional PM2.5 concentration. A detailed emission inventory contributes to an accurate understanding of the characteristics of pollution emissions from the iron and steel industry, forming the basis for the development of emission reduction policies25,26,27. However, there is still a lack of effort to develop a multi-pollutant emission inventory at process level in the BTH region under the new policy of synergistically reducing pollution and carbon.
To evaluate the synergistic control effect for pollution and carbon emission, along with its impact on air quality under the new policy, this paper is aimed to develop a pollutant emission inventory of the iron and steel industry in the BTH region using the emission factor method to analyze emission characteristics. The study has selected 10 typical technologies from the optimization of industrial structure, adjustment of energy structure, and energy-saving and emission reduction for assessing the synergistic effect. On this basis, the study has constructed scenarios for pollution and carbon reduction. Simultaneously, numerical models have been applied to analyze the impact of iron and steel pollutant emissions on air quality under these scenarios. The relevant findings can provide theoretical support for the future promotion of energy-saving technologies in the iron and steel industry in the BTH region. The study results and relevant technology also provide basis for future scientific research on source apportionment of air pollution and the synergistic emission reduction effect of climate change.
Materials and methods
Establishment of emission inventories
This study utilized investigation and research to obtain the pollution production factors, average control efficiency, and activity levels of steel enterprises in the BTH region in 2015. Determining the emission factors required production factors and control efficiencies. The production factors were mainly obtained from Technical Manual for the Preparation of Urban Air Pollutant Emission Inventories and related literature28,29. The emission control efficiency of pollutants were determined based on information in Steelmaking Industry Factor Manual in the Manual of Methods and Factors for Accounting for Industrial Source Production and Emissions. In result, emission factors were collected and shown in Table 1. We calculated the 2015 pollutant emissions in the BTH region through top-down emission factor methodology. The formula was shown in Eqs. (1) and (2).
where \(E_{p,t,i}\) represented emissions of pollutant \(i\) from production process \(p\) in enterprise \(e\); \(A_{i,j}\) represented activity level of production process \(p\) in enterprise \(e\), which was obtained through research; \(EF_{e,i}\) represented emission factors for pollutant \(i\) in enterprise \(e\); \(PF_{e,i}\) and \(PC_{e,i}\) represented the production factors of the process, and the efficiency of pollution control, respectively.
Abatement costing
Emission reduction potential
The emission reductions for a typical technology were established by the emission reduction factor and the level of activity. The formula was shown in Eq. (3):
where \({\text{E}}_{j, i}\) represented emission reductions from technology \(j\) for pollutant \(i\). \({\text{B}}\) represented crude steel production. \({\text{Q}}_{{\text{j ,i }}}\) represented the emission reduction of per unit production for pollutant \(i\) after the implementation of technology \(j\), which factor referred to Zhao30.
Emission reduction potential referred to the future emission reductions that can be achieved with the development and diffusion of technologies \(j\). The total emission reduction potential of energy-saving and emission reduction technologies was calculated as shown in Eq. (4):
where \({\text{RP}}_{j, i}\) represented the total abatement potential for pollutant \(i\) after the implementation of technology \(j\); \(r_{j}\) represented technology promotion rate.
This study utilized the calculation of the Integrated Contaminant Emission Reduction potential (ICER) to evaluate comprehensive emission reduction effects. The values selected in this paper were shown in Table 2, which were updated based on the research of Gao et al.31. The ICER was calculated as:
where \(ER_{LAP}\) represented air pollutant emission reductions; \(ER_{GHG}\) represented greenhouse gas emission reductions; \(ER_{j}\) represented the emission reduction of pollutant \(j\); \(\alpha_{j}\) represented the coefficient by which emission reduction of air pollutant \(j\) was converted to \(ER_{LAP}\); \(\beta_{j}\) represented the coefficient that converted the greenhouse gas emission reduction to \(ER_{GHG}\), for which only CO2 was considered in this study (\(\beta_{1}\) = 1); \(W_{LAP}\) and \(W_{GHG}\) represented the coefficients of \(ER_{LAP }\) and \(ER_{GHG}\) converted to ICER, respectively.
Cost of emission reduction technology
The Marginal Abatement Cost Curve (MACC) served as an important method for assessing climate change policies and determining optimal paths32,33,34. This method integrated the abatement potential and the abatement costs, and it was defined as the ratio of the incremental cost of the abatement technology to the abatement potential. The cost of abatement technologies included investment and operating costs, energy saving benefits, and abatement benefits. The formula30 was provided as following:
where \(C_{j}\) represented the technology cost of applying technologies \(j\); \(I_{A,j}\) represented the investment cost of the technology \(j\); \(I_{AO,j}\) represented the annual operating investment cost of the technology; \(E_{j}\) represented the energy efficiency of the technology \(j\); \(AP_{j}\) represented the emission reduction benefits of the technology \(j\); \(I_{j}\) represented the cost of construction; \(n\) represented the repayment period, and relevant data were obtained from the results of the study by Ren35; \(d\) represented the discount rate, taken as 20%; \(S\) represented energy savings per unit of technology; \(P\) represented energy prices per unit, where \(e\) and \(pe\) stand for electricity and primary energy, respectively, and primary energy prices, electricity prices were weighted average prices of coal and coke, and large industrial electricity prices ,which was 35 yuan/GJ and 0.84 yuan/kW h respectively; \({\text{AP}}_{{\text{j}}}\) represented emission reduction benefits of the technology \(j\); \(\partial ,\upbeta ,\upgamma ,\updelta\) were weighting factors for SO2, NOx, PM2.5 and CO2 respectively, which was 5730 yuan/t, 6390 yuan/t, 48,980 yuan/t36,and 42.85 yuan/t18.
In MACC, the X-axis represents the abatement potential of technology for pollutant \(i\), and the Y-axis represents the unit pollutant abatement cost of the technology. In this paper, 1.5 yuan per kilogram was used as the high and low abatement cost cut-off point. 0 yuan per kilogram was used as the positive and negative abatement cost cut-off point32. The measures with negative abatement cost were characterized by benefits outweighing costs. This type of technology can achieve pollutant emission reductions while being less costly compared to the other conventional technologies, making them worth for extensive promotion. The measures with low abatement costs resulted no benefit, but the investment cost for this type of technology was low. With the support of government subsidies and the enterprises’ own investment, these technologies can progressively undergo upgrade32. Measures with high abatement cost required further investment in scientific research and more pilot scale trial after cost reduction is achieved37.
Assessment of synergy and effectiveness of pollution and carbon reductions
In this study, Weather Research and Forecasting model coupled to Chemistry (WRF–chem) was used to assess the impact of pollutant emissions from the steel industry in BTH on air quality. The settings used in the modeling were referred to our previous studies38. This study applied meteorological data of year 2019 as the initial and boundary condition field, provided by the National Centers for Environmental Prediction (NCEP). July and December were selected for the simulation of non-heating and heating period, respectively. The anthropogenic emission input consisted of power, industry, residential, transportation, and agriculture, which obtained from emission inventory of year 2017 in MEIC (the Multi-resolution Emission Inventory for China) (http://meicmodel.org.cn). In this study, the grid emission data of the iron and steel industry in the BTH region were updated by the method introduced in “Establishment of emission inventories” section. Figure 1 showed the spatial distribution of iron and steel enterprises in the BTH region. On this basis, emissions have been updated for the 2030 scenario, taking into account of the successful implementation of ultra-low emission policy and the widespread adoption of representative low carbon technologies in 2030.

Spatial distribution of iron and steel enterprises in the BTH region. Note: This figure was generated by the authors by using Arc Geographic Information System (Arcgis) Vision10.8 (https://www.esri.com/zh-cn/arcgis/products/arcgis-desktop/overview).
Table 3 showed the specific program settings.
We defined the impact of emission reduction on air quality as:
where \(\Delta_{V1}\) represented the impact of pollutant emissions from the iron and steel industry on air quality in BTH under the baseline scenario (scenario 2); \(\Delta_{V2}\) represented the impact of pollutant emissions from the iron and steel industry on air quality in BTH under the pollution reduction and carbon reduction scenario (scenario 3); \(\Delta_{V*}\) represented impact of implementation of ultra-low emission policy and adoption of typical technologies on air quality improvement compared with the baseline scenario.
Results and discussion
Pollution characterization of air pollutant and CO2 emissions
The emission pertinent to the iron and steel industry in the BTH region were calculated by the method introduced in “Establishment of emission inventories” section. Figure 2 showed that the spatial distribution of major air pollutants from the iron and steel industry in BTH. 209.024 Mt of crude steel was produced in BTH, with the highest level of production in Hebei province, reaching 188.32 Mt. Among cities of Hebei, Tangshan was the largest crude steel producer, with 82.697 Mt accounting for 39.6% of the total production in BTH. The second largest producer, Handan, contributed 43.582 Mt, accounting for 20.9% of the total production. The total emissions of SO2, NOx, PM2.5, VOC, CO, and CO2 were 307.3 Kt, 296.0 Kt, 406.2 Kt, 235.4 Kt, 10,229.2 Kt, and 340,459.9 Kt, respectively. Due to the large number of iron and steel enterprises and their large scale production activities in Tangshan and Handan, the emission in those two cities were particularly high. The emissions in Tangshan accounts for 42.59%, 37.87%, 35.82% and 44.29% of total emission of PM2.5, SO2, NOx and CO2 in BTH, respectively, while emission in Handan made up of 17.74%, 15.25%, 15.65% and 18.01% of total emission of those parameters, respectively. However, the emission inventory established in this study have uncertainty, which was mainly ascribed to random errors from obtaining the activity levels data and selecting the emission factors, which may affect the accuracy of the inventory results. Therefore, it is necessary to compare the established emission inventory results with existing studies, including literature2, databased from MEIC and the National Annual Report of Ecological and Environmental Statistics (NARES) (https://www.mee.gov.cn/). According to the comparison shown in Fig. 3, similar distribution pattern of pollutant emissions was observed. The discrepancy could be mainly explained by difference in boundary condition and methods employed. For example, the calculation performed this study was primarily based on activity levels, while MEIC mainly utilized datasets from Continuous Emission Monitoring System (CEMS) and electric load. NARES obtained the emission level based on direct measurement in the enterprise operation, with more focus on ferroalloy related operations. In general, the inventory established in this study was generally consistent with the previously attained results, demonstrating great level of reliability of this inventory.

Distribution of enterprises and spatial distribution of major air pollutants pertinent to the iron and steel industry in BTH. Note: This figure was generated by the authors by using Arc Geographic Information System (Arcgis) Vision10.8 (https://www.esri.com/zh-cn/arcgis/products/arcgis-desktop/overview).

Comparison of the inventory results with existing studies.
Figure 4 showed the emission of pollutants from different production processes. SO2 and NOx were mainly emitted from sintering process, accounting for 64.86% and 55.15% of total emissions of these two parameters. Sintering, ironmaking and steelmaking processes accounted for 29.98%, 28.57% and 26.20% of total PM2.5 emission, respectively. VOC was mainly from sintering and coking, which made up of 31.52% and 59.11% of VOC emission, respectively. The relative contribution of sintering process to CO emission was 46.43%, while CO2 was mainly from ironmaking, accounting for 60.05% of total emissions.

Proportion of pollutant emissions from different processes of iron and steel in BTH region.
On this basis, we calculated the pollution emissions from the iron and steel industry in the BTH region in 2020. Figure 5 showed the comparison of air pollutant emissions between 2015 and 2020. In 2020, new policies (e.g. “Opinions on Promoting the Implementation of Ultra Low Emissions in the Steel Industry” and “Iron and steel industry ultra-low emission transformation implementation plan”) was published to accelerate the implementation of ultra-low emissions in the steel industry39,40. To implement the new policy, iron and steel enterprises in the BTH region phased out the outdated production capacity, improved the performance efficiency of pollution treatment facilities, and achieved the peak production level. According to NARES, the emission of SO2, NOx and PM were 65.59 Kt, 200.34 Kt and 65.18 Kt in 2020, respectively. According to MEIC the emission of SO2, NOx, VOC, PM2.5, CO and CO2 were 65.4 Kt, 117.7 Kt, 115.9 Kt, 96.6 Kt, 9981.9 Kt and 350,079.4 Kt.Comparing with emissions in 2015, the results showed that the promotion of ultra-low emission retrofit enhanced the emission reduction of pollutants in the production chain. According to National Eco statistical Annual Report, SO2, NOx and PM were reduced by 80%, 25% and 92% from 2015 to 2020, respectively, as indicated in Fig. 5a. Figure 5b showed a results comparison based on MEIC inventories. According to MEIC, the reductions of SO2, NOx, PM2.5, and CO emission were 19.9%, 22.3%, 17.6%, and 34.6%, respectively. An increase in CO2 emission with a growth rate of 22.8% was observed. The robust level of crude steel production had led to a substantial amount of CO2 emissions. However, the emission control policy primarily targeted on other conventional pollutants during the 13th Five Year Plan period. According to China Statistical Yearbook 2021, crude steel production in 2020 was 271.49 Mt, which was 29.88% higher than level obtained in 2015. The iron and steel industry underwent enormous pressure to reduce CO2 emissions in the future. While addressing air pollutants, more attention needed to be given in BTH for synergistic CO2 emission reduction.

Comparison of pollutant emissions in 2015 and 2020.
Evaluation of typical technologies synergistic effects and cost-effectiveness
Selection of typical technologies and evaluation of synergistic effects
An integrated assessment of various policies (e.g. “Peak Carbon Implementation Program in Industry” and “Carbon Neutral Vision and Low Carbon Technology Roadmap for the Steel Sector”), “National Catalogue of Key Low Carbon Technologies for Promotion”, and related literature24,30,33,41,42,43 was performed to evaluate three major aspects of pollution and carbon reduction policies and technologies: industrial structure optimization, energy structure adjustment, and application of energy-saving technologies. The energy-saving technologies were studied with primary focus on coking, sintering, ironmaking, steelmaking, and rolling. The background information of the selected emission control measures were provided in Table 4.
Figure 6 displayed the emission reductions induced by different typical technologies, calculated by Eq. (3). Among the 10 listed emission abatement measures, industrial restructuring (i.e. T1) and adjustment of energy-resource structure (i.e. T2) exhibited the highest emission reductions level for all types of pollutants. Among the energy saving and emission reduction technologies, T8 and T9 showed the best emission reduction performance. T8 led to the largest PM2.5 emission reduction, accounting for 29.6% of the total technologically induced emission reduction. T9 resulted in the highest reduction of NOx, accounting for 33.2% of the total technologically induced reduction. Both T8 and T9 exhibited decent performance of emission reduction for SO2 and CO2, accounting for 21.1% and 20.8% of the total SO2 emission reduction, and 21.1% and 20.7% of the CO2 emission reduction, respectively.

Emission reduction of air pollutants and CO2 by various pollution abatement measures.
This study utilized coordinate system analysis to evaluate the effectiveness of various technologies for synergistic control of air pollutants and greenhouse gases. This approach involved plotting the emission reductions performance of air pollutants (X-axis) and CO2 (Y-axis) achieved by the technology T1–T10 in a two-dimensional coordinate system. If a point fell within the first quadrant, it signified a synergistic reduction effect on both air pollutants and CO2. The farther away the points are from the origin, the better the synergy. An angle greater than 45 degrees between the line connecting the data points of the technology performance and the origin and the x-axis indicated that the technology resulted in greater reduction of air pollutants than CO2. Conversely, a smaller angle signified a stronger effect on CO2 reduction. Points in the third quadrant suggested that the technology increased emissions of both pollutants. Points in the second and fourth quadrant indicated a lack of synergistical effect37.
In Fig. 7, emission reductions performance induced by T1–10 were plotted into the coordinate system to display the degree of synergistic control effects. The results revealed that all measures are situated in the first quadrant of the coordinates system, indicating synergistic control effects of those typical abatement technologies on SO2, NOx, PM2.5 and CO2. Among all points, T1 and T2 were the farthest from the origin, indicating a pronounced synergistic effect on conventional pollutants (SO2, NOx, PM2.5) and CO2. Lines connecting T4, T7 and T9 to the origin formed less than 45 degrees angles with X-axis, implying greater efficiency of reduction for SO2 and NOx compared to CO2 emission reduction. In the coordinate system of synergistic control of PM2.5 and CO2, the angles formed by the line connecting T4, T7 and T9 to the origin and the X-axis were greater than 45 degrees. This contrasting trend suggested that the emission reduction of PM2.5 was relatively lower than that of emission reduction of CO2. Therefore, emission reduction of SO2 and NOx were also greater than that of PM2.5 when removing the same amount of CO2.

Coordinate system for synergistic control of air pollutants and CO2.
Cost analysis of synergistic abatement of typical technologies
The investment cost, cost of construction and energy savings per unit were determined by referring to relevant literatures10,44,45,46. Based on Eqs. (4)–(10), the abatement potential and abatement cost for each technology were calculated. Figure 8 provided the MACC of various abatement technologies. As introduced in “Cost of emission reduction technology” section, 1.5 yuan per kilogram was used as the high and low abatement cost cut-off point in this study. 0 yuan per kilogram was used as the positive and negative abatement cost cut-off point32. 6 technologies with negative abatement cost technologies (i.e. T5, T6, T7, T8, T9, T10) were identified. These technologies showed effective emission reduction performance for SO2, NOx, PM2.5, and CO2, they also achieved cost reduction. Among these technologies, T5 was the least costly technology for the reduction of SO2, NOx, PM2.5 and CO2, with marginal abatement costs of − 2523.16 yuan/Kg, − 1971.56 yuan/Kg, − 2885.86 yuan/Kg, and − 5394.14 yuan/Kg, respectively. However, the abatement potential of T5 was low. In the MACC for SO2, PM2.5 and CO2, T7 ranked with the second least cost only to T5, however, it exhibited greater abatement potential than T5, with emission reductions of 16.1 Kt, 12.2 Kt and 7556.8 Kt, respectively. In the MACC of NOx, the cost of implementing T6, T7, T8 and T10 were also relatively low, ranging from − 465.26 to − 303.53 yuan/kg. Among them, T7 and T8 exhibited the highest emission reduction potentials of 6.54 Kt and 6.78 Kt, respectively. Among the technologies with positive marginal cost, T1 and T2 demonstrated higher abatement potential for all types of pollutants, accounting for more than 36% of the total abatement.

MACC of Air Pollutants and CO2 for iron and steel industry in BTH region.
In order to assess the cost-effectiveness of synergistic reductions in air pollution and greenhouse gases, Eq. (5) was used to calculate the reduction potential of integrated pollutants. The MACC of various measures for the combined pollutants were displayed in Fig. 9. According to calculation results, T5, T6, T7, T8, T9 and T10 were among abatement processes with negative abatement cost for dealing with integrated pollutants. T5 exhibited the lowest abatement cost of − 1971.56 yuan/Kg, while T7 and T9 showed the highest abatement potential, with reduction potential of 325.54 Kt and 421.00 Kt, respectively. In comparison, T1 and T2 incurred higher abatement cost, but it showed promising emission reduction result with 75.9% of pollutant reduction achieved. All six technologies with negative abatement cost involved comprehensive utilization of waste heat and waste energy, with the two abatement technologies exhibiting the highest abatement potential classfied under industrial structure and energy ratio adjustment. Therefore, in align with the demand for low-carbon and green development of the iron and steel industry, it would be crucial for BTH region to actively promote the comprehensive utilization of waste heat and energy technology. At the same time, continuously adjustment of industrial structure, optimization of the energy utilization, and the cost reduction were essential to achieve greater benefits.

MACC of integrated pollutants for iron and steel sector in BTH Region.
Analysis of iron and steel emission impact on air quality
In this section, WRF–chem model was used to assess the impact of iron and steel emission on air quality. As described in “Assessment of synergy and effectiveness of pollution and carbon reductions” section, three scenarios were established. Scenario 2 evaluated the impact of emissions from the iron and steel industry on air quality in the BTH region under base year (Eq. 11). Scenario 3 studied the effects of pollution and carbon synergy reduction (Eq. 12). In scenario 2, all ultra-low emission retrofits were completed and typical technologies were applied till 2030, which would have meet the requirements specified by “Opinions on Promoting the Implementation of Ultra-low Emission in the Iron and Steel Industry”. Typical technologies for synergistic reduction of pollution and carbon were evaluated mainly based on results of the cost curve in “Evaluation of typical technologies synergistic effects and cost effectiveness” section. The study selected three best synergistic technologies: Scrap-EAF, hydrogen steelmaking, and TRT. Hydrogen steelmaking was classified into hydrogen-based direct reduction and hydrogen-rich blast furnace smelting. Among them, hydrogen-rich blast furnace smelting was widely used47, and can be promoted as the main technology for steel emission reduction.
With the progressive development of technology, the effects of pollution and carbon reduction of each abatement technology had been gradually improved. Considering the data comparability and accessibility, the abatement factors reported by Zhao30 were utilized. Therefore, the effects of emission reductions were updated in this section. We also obtained the promotion of the technologies in the target year according relevant literatures18,33. The emission reductions for the resulted scenarios were calculated according to Eq. (4), with results presented in Table 5.
Emissions from iron and steel for the baseline scenario were described in “Pollution characterization of air pollutant and CO2 emissions” section. Figure 10 showed the comparison of pollutant emissions between the baseline and the synergy reduction scenario pertinent to pollution and carbon emission. To accomplish the synergistical effects of pollution and carbon reduction, enterprises completed the ultra-low emission retrofit and implemented the above three emission reduction technologies. The results showed promising emission reduction effects on SO2, NOx and PM2.5. At the same time, pollution and carbon reduction measures exhibited a significant effect on CO2 reduction. Compared with the baseline scenario, emissions of SO2, NOx, PM2.5 and CO2 from the iron and steel industry in BTH were reduced by 0.2968Mt, 0.248Mt, 0.3765Mt and 128.61Mt, corresponding to a reduction efficiencies of 96.58%, 83.78%, 92.69% and 37.78% respectively.

Comparison of pollutants emissions in BTH’s iron and steel industry between 2015 and 2030.
On the basis of inventory calculation, the WRF–chem model was used to simulate the emission impact on air quality. Figure 11 illustrated the spatial distribution of the impacts on regional air quality (PM2.5, SO2, NO2) under base year (Eq. 11). Figure 11a showed the impact on air quality during non-heating period, and Fig. 11b showed the impact during heating period. Under the baseline scenario, the contribution of pollutant emissions from the iron and steel industry to PM2.5, SO2, and NO2 in the BTH region ranges from 0–24 μg/m3, 0–28 μg/m3, and 0–44 μg/m3 in the non-heating period. During the heating period, the contribution ranged from 0–46 μg/m3, 0–42 μg/m3, and 0–42 μg/m3, respectively. The major emission contribution mainly occurred around the cities with intensive industrial activities related to iron and steel enterprises, such as Tangshan, Shijiazhuang and Handan. This simulation was consistent with the spatial distribution of Fig. 2. The high iron and steel emission contributions were also due to inadequacy in implementation of ultra-low emission retrofit project in 2015, which resulted in a relatively low pollution control efficiency. The city such as Beijing had been less affected by iron and steel emission thanks to fewer iron and steel production operation in the city. The monthly average concentrations of PM2.5, SO2 and NO2 were 2.53 μg/m3, 2.34 μg/m3 and 3.36 μg/m3, respectively. However, the rise in PM2.5 in the neighboring areas due to elevated level of iron and steel industry operation would lead to obvious impact on Beijing’s air quality. Among cities with iron and steel production, the relative emission contribution to total PM2.5, SO2, and NO2 of BTH region were 30.51%, 50.67%, and 42.54% during non-heating period in Tangshan, respectively. In Shijiazhuang, the pollution output of iron and steel industry accounted for 30.74%, 43.43%, 47.47% of the total regional pollution concentration of PM2.5, SO2, and NO2, respectively. During heating period, the relative contribution of pollution emissions to total PM2.5, SO2 and NO2 were 25.31%, 37.03% and 41.24% in Shijiazhuang, respectively, while 23.7%, 34.32% and 29.13% were attributed to iron and steel production in Tangshan. The pollutants emitted from the combustion of fossil energy for heating increased due to the heating season demand. The production activities of iron and steel industries were restricted, which resulted in reduced emission. Table 6 showed the concentration contribution to air quality from iron and steel enterprises in key cities.

Air quality impacts of iron and steel industry emissions under baseline scenarios in the BTH region. Note: This figure was generated by the authors by using NCAR Command Language (Vision 6.4) (URL: 10.5065/D6WD3XH5).
Figure 12 showed the spatial distribution of the impacts on regional air quality (PM2.5, SO2, NO2) under policy of synergistic reduction of pollution and carbon (Eq. 12). Compared to the baseline scenario, the contribution of the iron and steel industry to air quality significantly decreased under the pollution reduction and carbon reduction scenario. In the non-heating season, the pollution abatement resulted in the reduction of 9.2 μg/m3, 11.75 μg/m3, and 15.5 μg/m3 in the average PM2.5, SO2, and NO2 concentration across the modelled region, respectively, while 20 μg/m3 PM2.5, 19 μg/m3 SO2, and 17 μg/m3 NO2 were reduced during the heating season. Although intensive iron and steel operations in Tangshan, Shijiazhuang and Handan, their contributions of to total iron and steel emission were limited. As Table 6 shown, in the non-heating season, the contribution of the iron and steel industry in Beijing, Shijiazhuang, and Tangshan to the local PM2.5 concentration was reduced by 2.08 μg/m3, 13.1 μg/m3, and 18.65 μg/m3, respectively, corresponding to a 51.61%, 67.48%, and 64.55% decrease compared with base scenario. The SO2 concentration was reduced by 1.93 μg/m3, 20.58 μg/m3, 17.62 μg/m3 in the three cities, resulting in 59.36%, 85.45%, 58.85% decrease, respectively. For NO2, the concentration was reduced by 2.47 μg/m3, 36.31 μg/m3, and 13.8 μg/m3, respectively, corresponding to a decrease by 39.25%, 60.92%, and 37.14%, respectively. During the heating period, the contribution of the iron and steel industry in Beijing, Shijiazhuang, and Tangshan to local PM2.5 was reduced by 9.93 μg/m3, 10.27 μg/m3, and 29.79 μg/m3, respectively. The contribution to SO2 concentration was reduced by 10.44 μg/m3, 15.04 μg/m3, and 21 μg/m3, respectively. The contribution to NO2 concentration decreased by 13.48 μg/m3, 31.21 μg/m3, and 21.07 μg/m3 With the implementation of ultra-low emission retrofits and synergistic control measures, pollutant concentration had reduced more substantially.

Air quality impacts of iron and steel industry emissions under synergistic emission reduction scenario in BTH region. Note: This figure was generated by the authors by using NCAR Command Language (Vision 6.4) (URL: 10.5065/D6WD3XH5).
Conclusions
In this study, the emissions of iron and steel industry in the BTH region were calculated by emission factor method. In 2015, the emission of SO2, NOx, PM2.5, VOC, CO, CO2 were 307.3 Kt, 296.0 Kt, 406.2 Kt, 235.4 Kt, 10,229.2 Kt, and 340,459.9 Kt. Among them, sintering, pelletizing, coking and ironmaking were the main emission sources. Tangshan and Handan were the largest emission contributors with the highest air pollutant emission associated with iron and steel industry in the BTH region. After implementation of ultra-low emissions policy, the emission of pollutants in the production chain significantly decreased.
On this basis, the study evaluated the effectiveness of synergistic control and economic cost of 10 typical emission abatement technologies. The technologies were selected from three aspects: optimization of industrial structure, adjustment of energy ratios, and implementation of energy-saving and emission reduction measures. The results showed that the technologies exhibited synergistic emission reduction effects on SO2, NOx, PM2.5 and CO2 emission. Flue gas waste heat recovery, dehumidification blast technology for blast furnace, TRT, CCPP, dry recovery technology for converter gas and process control for hot rolling mills were highlighted with negative marginal cost, indicating greater economic efficiency. Scrap iron-electric arc furnace steelmaking and hydrogen steelmaking were more costly but demonstrated higher potential for emission reduction, which should also be widely promoted.
Moreover, WRF–chem model was used to explore the impact on air quality of iron steel emission under different scenarios. According to the simulation, emission mainly occurred around the cities with a high amount of iron and steel production, such as Tangshan, Shijiazhuang and Handan. Under the baseline scenario, the pollutant emissions from the iron and steel industry for PM2.5, SO2, and NO2 in the BTH region ranges from 0–24 μg/m3, 0–28 μg/m3, and 0–44 μg/m3, respectively, during the non-heating period. During the heating period, the concentration ranged from 0–46 μg/m3, 0–42 μg/m3, and 0–42 μg/m3, respectively. By 2030, after implementation of the ultra-low emission policy and typical synergistic reduction technologies, it would be likely that the contribution of the iron and steel industry to air quality significant decreased. For future efforts, it would be crucial to promote abatement measures with high abatement cost and perform pilot program after achieve cost reductions.
Data availability
The emission of pollutants was obtained from the meic inventory (http://meicmodel.org.cn) and the relevant government annual report (https://www.mee.gov.cn). The datasets used and/or analysed during the current study are available from corresponding author on reasonable request.
References
Wang, H., Ping, X., Zhou, J., Li, X. & Lu, L. Review and prospect of green development for Chinese steel industry. Iron Steel 58, 8–18 (2023).
Duan, W., Lang, J., Cheng, S., Jia, J. & Wang, X. Air pollutant emission inventory from iron and steel industry in the Beijing–Tianjin–Hebei Region and Its Impact on PM2.5. Environ. Sci. 39, 1445–1454 (2018).
Yang, X., Zhang, L., Jiang, D., Xing, F. & Liu, K. Exhaust gas of iron & steel industry and emission characteristics of PM2.5 and pollution control measures. J. Eng. Stud. 5, 240–251 (2013).
Wang, X. et al. A unit-based emission inventory of SO2, NOx and PM for the Chinese iron and steel industry from 2010 to 2015. Sci. Total Environ. 676, 18–30. https://doi.org/10.1016/j.scitotenv.2019.04.241 (2019).
Thompson, R. D. The impact of atmospheric aerosols on global climate: A review. Prog. Phys. Geogr. 19, 336–350 (1995).
Hansen, J., Sato, M. & Ruedy, R. Radiative forcing and climate response. J. Geophys. Res. Atmos. 102, 6831–6864. https://doi.org/10.1029/96jd03436 (1997).
Ramanathan, V., Crutzen, P. J., Kiehl, J. T. & Rosenfeld, D. Aerosols, climate, and the hydrological cycle. Science 294, 2119–2124 (2001).
Zhang, C. et al. Impact of meteorological conditions on high black carbon concentrations in urban area of Beijing in different seasons. Acta Scientiae Circumstantiae 37, 2255–2264 (2017).
Li, M. Analysis of the synergistic effect of various measures on PM2.5 concentration improvement and CO2 emission reduction during the 13th Five-Plan period in Tianjin. Environ. Pollut. Control 43, 1614–1619+1624. https://doi.org/10.15985/j.cnki.1001-3865.2021.12.022 (2021).
Xu, X., Ren, M. & Gao, J. Co-control of energy, SO2, NOx, PM2.5, and water in the iron and steel industry in the Beijing–Tianjin–Hebei region. China Environ. Sci. 38, 3160–3169. https://doi.org/10.19674/j.cnki.issn1000-6923.2018.0337 (2018).
Mao, X., Zeng, A., Xing, Y., Gao, Y. & He, F. From concept to action: A review of research on co-benefits and co-control of greenhouse gases and local air pollutants reductions. Clim. Change Res. 17, 255–267 (2021).
Liu, D., Wang, P., Sun, Y., Zhang, H. & Xu, S. Co-abatement of carbon and air pollutants emissions in China’s iron and steel industry under carbon neutrality scenarios. Renew. Sustain. Energy Rev. https://doi.org/10.1016/j.rser.2023.114140 (2024).
Chen, P. et al. Technological solutions to China’s carbon neutrality in the steel and cement sectors. Earth’s Future https://doi.org/10.1029/2022ef003255 (2023).
Mao, X. et al. Study on GHGs and air pollutants co-control: Assessment and planning. China Environ. Sci. 41, 3390–3398. https://doi.org/10.19674/j.cnki.issn1000-6923.2021.0316 (2021).
Gao, Q. et al. The synergy effect assessment method and its application for air pollutants and greenhouse gases reduction. Clim. Change Res. 17, 268–278. https://doi.org/10.12006/j.issn.1673-1719.2020.206 (2021).
Wang, Z. Research on Co-benefits of Local Air Pollutants and Greenhouse Gas Emission Reduction Policy (Tianjin University, 2017).
Deng, H. Modeling and Application Research on Co-benefits of Mitigating Greenhouse Gases (Beijing Institute of Technology, 2018).
Yang, Z., Sun, Q., Shen, P., Song, X. & Wang, J. Analysis of cost and potential of energy-conservation technologies in iron and steel industry: A case study of the Yangtze River Delta region. J. Environ. Eng. Technol. 13, 1249–1258. https://doi.org/10.12153/j.issn.1674-991X.20221235 (2023).
Xue, Z. et al. Development course and suggestion of air pollutant emission inventory in China. Res. Environ. Sci. 32, 1678–1686. https://doi.org/10.13198/j.issn.1001-6929.2019.09.17 (2019).
Bo, X. et al. Emission inventory with high temporal and spatial resolution of steel industry in the Beijing–Tianjin–Hebei Region. China Environ. Sci. 35, 2554–2560 (2015).
Zhou, Y. et al. Development of a high-resolution emission inventory and its evaluation and application through air quality modeling for Jiangsu Province, China. Atmos. Chem. Phys. 17, 211–233 (2017).
Bo, X. et al. Study on the management system of atmospheric pollutant emission inventory for steel industry of China. Environ. Pollut. Control 39, 578–582. https://doi.org/10.15985/j.cnki.1001-3865.2017.05.023 (2017).
Tang, L. et al. High resolution emission inventory and atmospheric environmental impact research in Chinese iron and steel industry. China Environ. Sci. 40, 1493–1506. https://doi.org/10.19674/j.cnki.issn1000-6923.2020.0167 (2020).
Li, J., Xie, C., Cai, J. & Wang, C. Low carbon development pathway of China’s iron and steel industry under the vision of carbon neutrality—Consensus and uncertainty. Chin. J. Environ. Manag. 14, 48–53. https://doi.org/10.16868/j.cnki.1674-6252.2022.01.048 (2022).
Roy, S., Lam, Y., Hung, N., Chan, J. & Fu, J. Development of 2015 Vietnam emission inventory for power generation units. Atmos. Environ. https://doi.org/10.1016/j.atmosenv.2020.118042 (2021).
Li, M. et al. Anthropogenic emission inventories in China: A review. Natl. Sci. Rev. 4, 834–866. https://doi.org/10.1093/nsr/nwx150 (2017).
Simayi, M. et al. Understanding the sources and spatiotemporal characteristics of VOCs in the Chengdu Plain, China, through measurement and emission inventory. Sci. Total Environ. https://doi.org/10.1016/j.scitotenv.2020.136692 (2020).
Wu, X. et al. Primary air pollutant emissions and future prediction of iron and steel industry in China. Aerosol Air Qual. Res. 15, 1422–1432. https://doi.org/10.4209/aaqr.2015.01.0029 (2015).
Bo, X. et al. Effect of strengthened standards on Chinese ironmaking and steelmaking emissions. Nat. Sustain. 4, 811–820 (2021).
Zhao, L. Study on Air Pollutant Emissions of Iron and Steel Plants in China and the Cost of Emission Reduction (Zhejiang University, 2016).
Gao, Y., Xing, Y., He, F., Kuai, P. & Mao, X. Research on co-control effectiveness evaluation of energy saving and emission reduction measures in China’s iron and steel industry. Clim. Change Res. 17, 388–399. https://doi.org/10.12006/j.issn.1673-1719.2020.287 (2021).
Liu, G. et al. Marginal abatement cost analysis of urban carbon neutralization measures: Taking Beijing as a case. J. Beijing Normal Univ. Nat. Sci. 59, 249–259. https://doi.org/10.12202/j.0476-0301.2022212 (2023).
Dong, J. et al. Mitigation technologies and marginal abatement cost for iron and steel industry in China. Environ. Eng. 39, 23–31+41. https://doi.org/10.13205/j.hjgc.202110004 (2021).
Zhu, S. et al. Mitigation technologies and marginal abatement cost curves for cement industry in China. Environ. Eng. 39, 15–22. https://doi.org/10.13205/j.hjgc.202110003 (2021).
Ren, M. Research on Co-control of Energy, Air Pollutants, and Water in the Iron and Steel Industry of Beijing–Tianjin–Hebei Region (China University of Mining & Technology, 2019).
Yang, X., Teng, F. & Wang, G. Incorporating environmental cobenefits into climate policies: A regional study of the cement industry in China. Appl. Energy 112, 1446–1453 (2013).
Yu, S., Zhang, S., Zhang, Z., Qu, Y. & Liu, T. Assessment of co-control effects for air pollutants and greenhouse gases in Beijing during the 14th Five-Year Plan period. Acta Scientiae Circumstantiae 42, 499–508. https://doi.org/10.13671/j.hjkxxb.2021.0493 (2022).
Wen, W. et al. Impact of emission reduction on aerosol-radiation interaction during heavy pollution periods over Beijing–Tianjin–Hebei region in China. J. Environ. Sci. 95, 2–13. https://doi.org/10.1016/j.jes.2020.03.025 (2020).
Xing, Y. et al. Research of ultra-low emission technologies of the iron and steel industry in China. Chin. J. Eng. 43, 1–9. https://doi.org/10.13374/j.issn2095-9389.2020.06.18.003 (2021).
Zhang, C., Liu, D., Zou, S. & Liu, S. Implementation status of ultra-low emission in China’s iron and steel industry. Environ. Impact Assess. 42, 1–5. https://doi.org/10.14068/j.ceia.2020.04.001 (2020).
Dai, Y. & Hu, X. Potential and Cost Study on China’s Carbon Mitigation Technologies (China Environmental Press, 2013).
Ma, D. & Chen, W. Analysis of the co-benefit of emission reduction measures in China’s iron and steel industry. China Environ. Sci. 35, 298–303 (2015).
Mao, X., Xing, Y., Hu, T., Zeng, A. & Liu, S. An environmental-economic analysis of carbon, sulfur and nitrogen co-reduction path for China’s power industry. China Environ. Sci. 32, 748–756 (2012).
Li, X., Lu, L., Mu, X. & Qin, C. Cost-benefit analysis of synergistic emission reduction in steel industry in Beijing–Tianjin–Hebei, China. Res. Environ. Sci. 33, 2226–2234. https://doi.org/10.13198/j.issn.1001-6929.2020.04.05 (2020).
Li, Y. & Zhu, L. Cost of energy saving and CO2 emissions reduction in China’s iron and steel sector. Appl. Energy 130, 603–616. https://doi.org/10.1016/j.apenergy.2014.04.014 (2014).
Zhang, C. Potential Analysis and Synergy Approaches of Energy Saving and Pollution Reduction: Case in Iron Industry (Tsinghua University, 2015).
Gong, H. & Huang, X. Application and prospect of carbon emission reduction technology in iron and steel industry. China Metall. 31, 53–58. https://doi.org/10.13228/j.boyuan.issn1006-9356.20210330 (2021).
Wang, G., Zhu, Q. & Wei, G. Cost comparison between EAF steel and converter steel. Gansu Metall. 41, 74–78. https://doi.org/10.16042/j.cnki.cn62-1053/tf.2019.05.022 (2019).
Kong, L., Guo, G., Wang, W. & Zhao, Z. Reduction behavior of hydrogen injected in blast furnace. Sinter. Pelletizing 46, 1–4+46 (2020).
Wang, X., Deng, W. & Xiong, G. Comparative analysis of TRT power generation in four major steel companies. Metall. Power 3, 21–24. https://doi.org/10.13589/j.cnki.yjdl.2021.03.007 (2021).
Acknowledgements
This work was supported by the National Natural Science Foundation of China (No. 52270097).
Author information
Authors and Affiliations
Contributions
W.W. and Z.D. conducted data analysis and edited the paper. X.M. provided guidance on the methodology and analyzed the data. Y.X. conceptualized the study. C.P. and Y.L. conducted the analysis on the evaluation of technology screening. H.Z. and W.A.N.D.T. contributed to article revisions. T.H. and L.S. conducted data analysis and visualization.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Wen, W., Deng, Z., Ma, X. et al. Analysis of the synergistic benefits of typical technologies for pollution reduction and carbon reduction in the iron and steel industry in the Beijing–Tianjin–Hebei region. Sci Rep 14, 12413 (2024). https://doi.org/10.1038/s41598-024-63338-8
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41598-024-63338-8
- Springer Nature Limited