
Abstract
Recent years have seen an increase in research on biodiesel, an environmentally benign and renewable fuel alternative for traditional fossil fuels. Biodiesel might become more cost-effective and competitive with diesel if a solid heterogeneous catalyst is used in its production. One way to make biodiesel more affordable and competitive with diesel is to employ a solid heterogeneous catalyst in its manufacturing. Based on X-ray diffraction (XRD) and Fourier Transform infrared spectroscopy (FTIR), the researchers in this study proved their hypothesis that iron oxide core–shell nanoparticles were generated during the green synthesis of iron-based nanoparticles (FeNPs) from Camellia Sinensis leaves. The fabrication of spherical iron nanoparticles was successfully confirmed using scanning electron microscopy (SEM). As a heterogeneous catalyst, the synthesised catalyst has shown potential in facilitating the conversion of algae oil into biodiesel. With the optimal parameters (0.5 weight percent catalytic load, 1:6 oil—methanol ratio, 60 °C reaction temperature, and 1 h and 30 min reaction duration), a 93.33% yield was attained. This may be due to its acid–base property, chemical stability, stronger metal support interaction. Furthermore, the catalyst was employed for transesterification reactions five times after regeneration with n-hexane washing followed by calcination at 650 °C for 3 h.
Similar content being viewed by others


Introduction
The advancement of sustainable energy sources is crucial because of the rising energy requirements and the exhaustion of non-renewable resources. Fossil fuels are indispensable to the global economy as they are crucial for the manufacturing of plastics, fertilisers, and the energy required for lighting, heating, and transportation. The demand for fossil fuels rises in tandem with population growth and increased economic output. Studies suggest that when a country’s GDP per capita rises, there is a corresponding increase in the demand for fossil fuels. This, in turn, results in heightened rivalry for these finite resources. Furthermore, the concentration of carbon dioxide (CO2) in the atmosphere is increasing as a result of the combustion of fossil fuels1. This might potentially result in severe climate change, with global consequences of a disastrous kind. Petroleum remains a limited resource, and eventually, its extraction will become prohibitively costly or maybe unfeasible. In light of these factors, endeavours are on to cultivate sustainable energy alternatives capable of substituting fossil fuels, enhancing fuel accessibility for all nations, and significantly mitigating carbon emissions. We can reduce our dependence on fossil fuels by integrating many methods, even though it is unlikely that any single option will be perfect. Various technologies have been explored as potential sources of sustainable energy. The primary task that remains is to establish sustainable energy industries that can effectively rival conventional energy sources in terms of cost. Electric power is produced by the utilisation of both liquid fuels and fossil fuels. Nuclear power, solar power, hydroelectric, geothermal, and wind power are some of the several technologies that have the potential to provide energy while minimising air pollution. Nevertheless, research on sustainable alternatives to liquid fossil fuels is still in its early stages. Generally, the phrase “biofuels” refers to the most favourable choices for the future2. This phrase refers to a wide range of technology that may be utilised to generate energy through various biological processes. The primary biofuel production methods now employed include the use of land-based plants, which are then converted into ethanol. This conversion can occur through procedures such as converting maize starch into sugar and then into ethanol, or converting sugarcane sugars directly into ethanol. An illustration of a successful regional plan is the transformation of sugarcane into ethanol in Brazil. Soybean and palm kernel oils, among other oils, are utilised to a lesser extent in the production of biodiesel3. Although these approaches are effective on a local level, it is evident that they are not sustainable due to the significant amount of arable land required to replace a large quantity of petroleum with them. Numerous hybrid techniques are available, either proposed or currently employed, such as gasifying biomass leftovers to provide syngas for the production of liquid fuels, and fermenting extracted cellulose sugars into fuel. Although petrol may be manufactured through several means, these technologies alone cannot meet the global need for liquid fuels4.
In recent years, biodiesel has gained popularity as an environmentally friendly alternative to traditional fossil fuels. The main reactant for the production of biodiesel includes fatty acids such as residual cooking oil, tallow, animal fats, or lipids derived from microalgae. Also, nonedible oil source like soybean oil5, jatropha seed oil 6, yellow oleander seed oil7 are used to produce biodiesel. Also hybrid oil feedstocks 8 like quinary oil mixture (soybean oil, sunflower oil, canola oil, jatropha oil and pongamia oil) 9 are been explored in recent years to produce biodiesel using transesterification. Also, microalgae are minuscule photosynthetic microorganisms that possess a remarkable ability to produce a large amount of biomass and have a high concentration of lipids, which makes them a promising candidate for biodiesel production. In recent decades, several microalgal species have been examined because to their significant lipid content. Nutrient restriction has emerged as the most widely used approach to enhance microalgal lipid production and the carbon cycle due to the use of lipids from microalgae is shown in Fig. 1. The composition of the fatty acid esters that make up biodiesel has a notable influence on its characteristics. The fatty acid content of a particular strain of microalgae might vary significantly depending on the circumstances in which it is grown. The presence of saturated and monounsaturated fatty acids in biodiesel enhances its fuel characteristics. Both microalgae and macroalgae may be cultivated rapidly on a big scale. Microalgae have the potential to be utilised as energy crops because of their capacity to perform photosynthesis and their ability to get nutrients from organic matter. They have the ability to produce a multitude of valuable economic compounds, including as oils and fats. Following combustion, the environment is likely to remain uncontaminated as algal biofuel lacks any harmful constituents. Algae species contain a wide variety of oils. Some species have demonstrated elevated amounts of fatty acids. Some algae contain a greater proportion of fatty acid components in their dry mass10.

Carbon cycle.
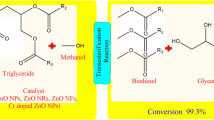
Transesterification is the primary method used to turn fatty acids into biodiesel. Fatty acids and alcohol react with a catalyst to form fatty acid esters and glycerine in this process. Biodiesel manufacturing has been on the rise in recent years as it climbed by about 30% between 2014 and 2022 (from 27.84 to 75.82 million tons each year). Transesterification, which involves heating a mixture of fatty acids and alcohol in the presence of a homogeneous catalyst, is the most widely used technique for producing biodiesel. As a result, efforts should be made to develop eco-friendly and effective heterogenous catalysts to overcome the issues in biodiesel manufacture, such as environmental contamination and equipment corrosion due to use of homogenous catalyst. Heterogeneous catalysts which are normally employed in biodiesel production includes post-harvest agro wate derived catalyst11, agricultural waste-based heterogeneous catalysts12, CaO derived from biomass13, catalyst derived from calcination of Heteropanax fragrans (Kesseru)14, zeolitic imidazole framework—8 Metal organic framework derived CaO/ZnO15, metal organic framework based catalyst16, sulfamic acid modified UiO-66 metal–organic framework17, Musa champa peduncle waste-derived catalyst18, catalyst from post harvested waste materials from the Bharatmoni banana plant19. These catalyst are regenerable, exhibit low corrosion rates and high catalytic activity10.
In the current study the catalytic activity of DESs synthesized were investigated for the transesterification of microalgae lipid into biodiesel. The catalyst was characterised using XRD, FESEM, and FT-IR to examine the nanoparticle composition and surface morphology. Optimization studies for finding the better yield of biodiesel was done along with kinetic models’ investigation for the reaction using kinetics data and mass transfer studies.
Materials and methods
Chemical and reagents
Camellia sinensis leaves purchased from Tea Dips, Chennai, Tamil Nadu. All the chemicals used are of AR quality, purchased from Uma Scientific suppliers, Kanchipuram.
Synthesis of iron based nanoparticles
60 g of dried green tea leaves is dissolved in 1 L demineralised (DM) water and is boiled over a heating mantle. The green tea extract solution was vacuum filtered while the sludge was discarded. Ferrous sulphate solution of 0.1 N is prepared by dissolving 27 g in 1 L deionized water. Green tea extract and ferrous sulphate solution are mixed in a ratio of 1:2 which results into a black coloured precipitate solution. "Nanoparticles made of iron are produced by heating the solution to 700 °C until all the water has evaporated. When the precipitation mixture is heated the oxygen content present in the solution decreases which will thereby reduce the formation of iron oxide. The particles are then washed with ethanol and deionized water to avoid the oxidation of iron20. The prepared nanoparticles are characterised by SEM, FT-IR and XRD.
Extraction of algal oil
It took 5 days of sun drying in the sun for the azolla that has grown in water to become crisp while still retaining its green colour. The dried azolla is crushed into powder. The azolla is introduced to soxhlet apparatus. The solvent used for the extraction of algal oil from azolla is ethanol. The ethanol along with the algal oil was obtained from the process. The sample along with ethanol is fed into rotary evaporator and it is operated for 20 min, so that the oil is removed from the ethanol and stored separately21. The ethanol can be reused for future extraction purpose.
Transesterification process
The obtained algal oil is mixed with methanol and a catalyst in the ratio of 1:2. The apparatus used is round bottom flask, condenser and heating mantle. The solution containing methanol, algal oil and catalyst is poured in the flask and kept in mantle at a temperature of 60 °C and the condenser is fixed in top of flask and cooling water is supplied via hose pipe to the condenser. With the support of a magnetic hot plate stirrer, all of the designed tests were carried out at a maintained temperature of 60 °C. About 120 min of processing time is required. A separating column is used to let the produced solution settle for 20 h22,23. The biodiesel yield was assessed by gravimetric technique. The base layer containing Fatty acid methyl ester (FAME) was filled into a petridish, which was dried in an oven at 60 °C for 10 h. The remaining liquid was weighed as biodiesel mass. FAME content of the product was estimated using GC–MS Rtx®-5MS (30 m × 0.25 mm I.D. df = 0.25 μm, Restek Corporation). The fatty acids were recognized by relating the retention times of standard fatty acids and the composition was found using the corresponding peak areas in the chromatogram24.
After the ending of reaction, the nanocatalyst were separated by filtration. To consider the viability of reuse of the catalyst, its regeneration studies were examined based on the biodiesel yield at the optimal parameter conditions. At the end of each cycle, the catalyst was washed with ethanol and dried at 100 °C for 4 h.
Results and discussions
Characterisation
Figure 2 depicts the formation of these oxides and hydroxyls occurred as a result of the oxidation of the iron nanoparticles during their synthesis25. After calcinations shows weak reflections at 2θ values of 35.30° and 62.55° which is attributed to either Fe3O4, or Fe2O3 (JCPDS file no. 85-1436/25-1402/85-0987). The XRD exhibited peaks correspond to the (012), (110), (113), (024), (018), (300). The nanoparticle size is estimated using Debye-Sherrer formula.
where, 0.94—shape factor, λ—x-ray wavelength, B—line broadening at half the maximum intensity in radians, and θ—Bragg angle. The mean size of nanoparticles was found to be 20 nm. The size of the particles ranges from 30 to 120 nm. However, the particles beyond 100 nm are very less. The average percentage of particles in the synthesis is 75 nm26.

XRD indication of iron NPS. (a) Before calcination (b) After calcination.
The FTIR spectra of the NPs are shown in Fig. 3. The band positions near 3400 cm−1 and 1630 cm−1 attributed to O–H stretching, due to water molecules. The as prepared iron oxide shows a band at 3403 cm−1 due to N–H stretching. The band at 1715 cm−1 is attributed to carbonyl stretching. The band at 1469 cm−1 corresponds to C–N stretching. The peak at 1015 cm−1 are attributed to the bending vibrations of N–H groups. The sample also shows bands at about 590 cm−1 and 430 cm−1 attributed Fe2O3.

FTIR spectra for iron NPs. (a) Before calcination. (b) After calcination.
Figure 3b depicts the bands at about 540 cm−1 and 460 cm−1 in the calcined iron oxide samples. The bands at 3398 cm−1, 1636 cm−1, and 1039 cm−1 correspond to O–H, C=C, and C–O–C stretching vibrations, in that order. This suggests that the iron NPs were reduced and stabilised by the green tea polyphenols and caffeine25,27. The 460 and 546 cm−1 adsorption bands were found to match to the Fe–O lengths of Fe2O3 and Fe=O4, respectively.
The analysis was done for studying the surface morphology of the adsorbent. FT-IR equipment. The FESEM image of the iron nanoparticles before and after calcination is shown in the Fig. 4. Before calcination the FESEM image shows the surface appearing relatively rough or uneven (Fig. 4a). After calcination a large number of pores were seen in the FESEM images of the iron nanoparticles The size of the iron nanoparticles can be varying which can be attributed to the oxidation of them when exposed to atmosphere but however they do not agglomerate because iron nanoparticles act as capping and stabilizing agent thereby protecting the zerovalent iron and iron oxides (Fig. 4b)28.

FESEM image of the iron nanoparticles. (a) Before calcination. (b) After calcination.
Figure 5 shows the composition of the components in the elemental form. The components of the adsorbent are C, O, S, K, Fe with composition of 15.56%, 36.14%, 13.928%, 8.564%, 25.82% respectively. Since ferrous sulphate is used to create iron nanoparticles, there is sulphur present. The polyphenol component of the green tea extract contributes to the high composition of oxygen content1.

EDX of catalyst.
As observed in the EDAX spectrum, the adsorption surface area and pores size were measured using a BET (Brunauer-Emmet-Teller) surface area analyzer prior to the adsorption–desorption investigation of N2 (Fig. 6). Plotting nitrogen multilayer adsorption versus relative pressure allows one to use adsorption/desorption processes to measure pore area and specific pore volume29. The BET investigation shows that the catalyst has a surface area of 7.84 m2 g−1, with a mean pore diameter of 8.95 nm and a pore volume of 0.12 cm3 g−1.

BET isotherm of catalyst.
BET (Brunauer-Emmet-Teller) surface analyzer was used for the N2 adsorption–desorption investigation, as the EDAX spectrum prior to the adsorption surface coverage and pores size investigations. The adsorptive/desorptive processes of nitrogen multilayer adsorption may be utilised to determine the specific pore volume and pore area as an equivalent of relative pressure. Based on BET analysis, the catalyst has a surface area of 7.84 m2 g−1, a pore volume of 0.12 cm3 g−1, and an average pore diameter of 8.95 nm. Glycerine and ester are the final liberations of trans-esterification process. To separate ester as well glycerine, phased separation can be used. After the mix has set, the last trace of glycerine is recovered by adding wash water at a volumetric rate of 5%. The washing cycle is repeated until the ester layer is clear30,31.
Extraction of algal oil
In the mechanical extraction most of the oil was present in the residual cake so that the solvent extraction is preferred since the quantity of oil content was more. Extraction is repeated numerous times by refluxing the ethanol using a siphon and condenser32. The oil yield was determined using the equation given by
where Woe corresponds to oil content expelled (g), and Wcs—dry azolla content (g). The properties of extracted oil, is presented in earlier literature22 and some of them are presented in Table 1.
Molar ratio impact on yield
One among most notable parameters determining the yield as well productive cost for the conversion of oil to biodiesel is molar ratio. Since the process is reversible and the oil-to-alcohol stoichiometric ratio is 1:3, higher molar ratios are required to improve miscibility and interaction between the alcohol and the triglyceride. To convert triglycerides into biodiesel, it is mandatory to disseminate the bonds between glycerine as well fatty acids, which requires an excess of methanol. The influence of molar ratio over yield was analysed for several ratios 1:6, 1:9, 1:12, 1:15. By varying one variable at the time and kept other parameters constant such as reactive temperature at 60 °C, reaction duration at 120 min and holding 1% optimum value of catalytic amount with mass of the oil along with percentage variation in yield has been experimented.
Alkyl ester conversion is improved with higher molar ratios. In addition, there are three distinct phases to the processes as a whole: mass transfer, kinetics, and equilibrium control. The mass transfer step moves at a snail's pace due to the fact that triglycerides and methanol are incompatible33. Charging an excess of methanol might boost biodiesel generation by shifting the balance to the forward side. The effect of this ratio on yield is seen by Fig. 7, where the rate reaction rate increased as the molar ratio of oil to methanol was increased. There was an increase in biodiesel output from a 1:6 to a 1:15 molar ratio. This led to the conclusion that a molar ratio of 1:9 was optimal; above this, glycerol separation became more problematic due to the residual glycerol in the biodiesel phase. Furthermore, the alcohol requirement for inedible oils is higher than for edible oils in order to achieve maximum ester yield. However, in inedible oil, glycerol output was greater and ester content yield was lower34,35.

Effect of molar ratio of oil to methanol in biodiesel yield Experimental conditions: the reaction was run at a oil to methanol ratio of 1:6 to 1:15, 1% of catalyst loading, reaction time 120-min, and reaction temperature of 60 °C.
Effect of reaction temperature on yield
Activation energy, reaction rate, as well yield are significantly influenced by the temperature of the process. Holding molar ratio and catalytic load to be constant on their optimum value of 1:9 and 1% by weight and variation of reactive temperature from 50 to 65 ℃ were used to assess the impact of temperature on yield36 (Fig. 8). The rate was meagre at lower temperatures, and the output was just 30–65 percent after 40th min of such reaction envisaged at 50 °C. Rising reaction temperatures boost yields up to 65 °C, beyond which further increases in temperature have little effect on yield.

Effect of reaction temperature in biodiesel yield Experimental conditions: the reaction was run at a oil to methanol ratio of 1:9, reaction time 120-min, 1% of catalyst loading and reaction temperature of 50–65 °C.
This could be due to methanol loss at high temperatures, which inhibits the reaction at the three-phase interface. Higher temperatures cause rapid molecular movement, which increases the kinetic energy of reacting molecules and thus increases collisions between reacting molecules28. The heat produced by the collision of these reacting molecules is used to convert oil into biodiesel. Raising the temperature accelerates the process due to an increase in kinetic energy. Increased temperature mostly benefits a quicker response time. It was found that a reaction temperature between 60 and 65 °C produced the highest yield.
Effect of catalyst: oil ratio on yield
A large surface area and strong basic sites should make catalysts very active. We looked at what happened when we went from a 1 to 3% GO nanocatalyst to azolla oil weight ratio increase and keeping the other parameters constant such as the reactive heating level at 60 °C, reaction duration at 120 min and oil—methanol ratio at 1:937. The addition of GO nanocatalyst increased the yield of biodiesel. The addition of 2% nanocatalyst resulted in the highest yield. There is no discernible difference in yield between 2.5 and 3% catalyst weight ratio. The results show that the catalyst's addition increased the reaction's active area, resulting in a faster response rate and a larger yield (Fig. 9). The use of excessive catalyst will cause the formation of slurry so that inhibit the formation of biodiesel thereby it attained the saturation27,38.

Effect of catalyst loading in biodiesel yield Experimental conditions: the reaction was run at molar ratio of 1:9, reaction time 120-min, and reaction temperature of 60 °C with varying catalyst load.
Kinetics studies
Langmuir Hinshelwood-Hougen-Watson model
On their publication, Yang et al.38 established a generic rate equation that is grounded in the LHHW mechanism. This rate equation is derived with the presumption that the alcohol and adsorbed triglyceride surface reaction is the step that determines the rate39. We may express this rate equation as follows:
where are kf and kr, forward and reverse reaction rate constant of the rate determining step. kT, kA, kD, kE, kM, kG are the equilibrium constants for adsorption of triglyceride, alcohol, diglyceride, fatty acid, methyl ester, monoglyceride ang glycerine respectively. At very short initial times of reaction, assume [D]≈ [E] ≈ [M] ≈ [G] ≈ 0.
The Pseudo First Order kinetics model is used to the aforementioned equation in the case of very high beginning alcohol concentrations40. The kinetics of catalysed methanolysis were studied at various temperatures; the corresponding graphs between—ln(1−X) vs. t are shown in Fig. 10. The fact that transesterification uses a significant quantity of alcohol than the required stoichiometric molar ratio—leads many people to conclude that the reaction is pseudo first order. Temperatures ranging from 30 to 60 °C were used to conduct reactions in order to determine the activation energy41.

Plot of −ln (1−x) vs time at different temperature [15:1 methanol to oil molar ratio, 5 wt.% catalyst].
Here, k stands for the rate constant (min−1), X for the oil to FAME conversion at time t, Ea for the activation energy (kJ mol−1), A for the pre-exponential factor (min1), R for the gas constant (8.314 * 10−1 kJK-1 mol−1), and T for the reaction temperature (°K). It was clear from these plots that the methanolysis rate constants at 60 °C were 0.762 min−1. The activation energy (Ea) and pre-exponential factor (A) were calculated using the Arrhenius model. A plot of lnk vs 1/T in Fig. 11 was used to calculate the values of Ea and A for methanolysis, which were found to be 52.5 kJ mol−1 and 325.2 × 106 min−1, respectively42. The activation energy for methanolysis in the presence of heterogeneous catalysts that has been reported in earlier research is compared to the current finding. Based on the comparison, it was found that the methanolysis activation energy was detected to be within the range of values reported for heterogeneous catalysts. This comparison indicates that the reaction rate during transesterification is much greater for base catalysts43.

Arrhenius plot of transestrification.
Eley Rideal mechanism
Multilevel reaction-based kinetics was the model chosen for this investigation. The irreversible reaction was modelled through six kinetic constant rates44.
The kinetics parameter was estimated using the curve fitting method. Six kinetic constants must be calculated using the Eley–Rideal reaction scheme (Fig. 12). By comparing the experimental data with the model equations, we may numerically estimate the kinetic rate constants45. Table 2 shows the kinetics parameter constant obtained for the transesterification reaction based on curve fittings. The value of the kinetic parameter constant was calculated in simulation using the Eley–Rideal method46.

Eley–Rideal reaction scheme.
Catalyst performance evaluation
The potentiality of the catalysts was determined using their turnover frequency (TOF). During TOF calculation, the total alkalinity of the catalysts was considered, and the molecular weight (MW) of the FAME was assumed to be one-third that of the algal oil.
The TOFs of catalysts were found to be 18.31 h–1 . These results reveal that the highest TOF, indicating its highest efficiency during the transesterification reaction. A similar observation was reported47 for Al2O3 catalysts with TOFs of 43.2 h–1. Conversely, the lowest TOF reported of 6.59 h−1 in their biodiesel synthesis study, for catalyst derived from sugarcane bagasse ash6,55. Furthermore, forHeteropanax fragrans ash solid catalyst, an even lower TOF of 0.59 h−1 was observed14.
Biodiesel characterization
The biodiesel FT-IR spectrum (Fig. 13) shows peaks between 3600 and 400 cm−1. The absorbance band is seen in the biodiesel spectrum. Figure 3 shows the FTIR Spectra of azolla biodiesel, which show regions of strong absorption between 800 and 500 cm−1, 1800 and 1000 cm−1, and 3500 and 2500 cm−1. The CH2 stretching vibration of alkane complex is held notable for peak intensity seen at 2922 and 2854 cm−1. Fatty acid methyl ester is detectable at 1161 and 1099 cm−1. The methyl ester molecule’s C=O stretching vibration was detected at 1743 cm−1, whereas the -CH2 peaks were located at 719 cm−1.

FT-IR spectra of biodiesel.
Gas chromatography with flow ion detection was used to evaluate (Fig. 14) the chemical composition of azolla biodiesel (GC-FID). The composition of FAME (Fatty Acid Methyl Ester) is revealed by GC analysis, which confirms the presence of seven saturated and unsaturated acids. Saturated fatty acids that comprise methyl ester include butyric acid, myristic acid, palmitic acid, stearic acid, and magaric acid48. These acids are known for their ignite characteristics and strong oxidative stability. Because of their existence of double bond atoms, esters (including oleic acid, linoleic acid, and docosahexaenoic acid) are unstable in an oxidative environment and have a low energy content. Cloud and pour point, two cold properties of biodiesel, are affected by these unsaturated fatty acids49. The properties of biodiesel produced is given in Table 3.

GC-FID of biodiesel.
Catalyst reusability studies
Recovered solid catalyst was used in subsequent investigations conducted under identical operating conditions once batch studies were finished53. The biodiesel output was not noticeably diminished, and the GO catalyst continued to exhibit catalytic activity even after 6 cycles, as seen in Fig. 15. The loss of catalytic activity in the repeated studies might explain the modest decline in yield. The price of the catalyst is a major factor in the biodiesel pricing, from a financial perspective. As a result, stability and consistent activity are more important in industrial applications54. Table 4 summarises the results of the comparative study and some of the most recent research on nanocatalyst.

Regeneration and reusability of catalyst during biodiesel production.
Figure 16a depicts the XRD patterning proved the crystalline state of reused catalyst after 9th cycle. The peaks appearing at 2θ range of 20°, 35.70°, 49.45°, 57.55° and 63.90° are indexed to hkl (0 1 2), (1 1 0), (0 2 4), (0 1 8), (3 0 0) respectively. Such observations can be afforded to structures representing Fe-nanoparticles. The advent of greatest peak at 35.7° recognizes the occlusion of α-Fe2O3 (JCPDS: 033-0664).

Regenerated catalyst characteristics (a) XRD, (b) EDS, (c) SEM.
Figure 16b is the EDS of the recycled nanocatalyst which shows that the particle consists of Fe/C/O with evaluated molar ratio 3/1/2. The elemental composition confirmed the formation of Fe3+ throught the line orientation of oxygen (0–2 keV). The appearance of peaks in the spectra betwixt the line orientation of 6 and 8 keV depicts the occlusion of elemental iron. The elemental traces were present in spectra possibly during the regeneration and along the process of biodiesel synthesis originated as impurities.
Figure 16c revealed the morphology of the recycled nanocatalyst representing clusters of roughed surface acclimations laced with numerous pores as well irregular shapes. The pores are visible with dimension varying from 20 to 30 nm which confirms that the recycled catalysts were nanocatalysts in nature.
Conclusion
A nanocatalyst with an average pore diameter of 8.95 nm, a specific volume of 0.12 cm3 g−1, and a specific surface area of 7.84 m2 g−1 was shown to have exceptional catalytic activity, stability, and longevity in experimental research. The transesterification yield of azolla oil was more than 92% under optimal conditions, which included a 1:9 oil-to-methanol molar ratio, 2.5 weight percent nano-catalyst, a reaction temperature of 60–65 ℃, and a reaction length of 120 min. Compared to homogeneous catalysts, the synthesised catalyst had a greater catalytic activity. The results of the research suggest that biodiesel may be produced from macroalgae. Furthermore, the findings imply that algae, which is widely accessible and probably affordable, might be a reasonably priced supply of raw materials for the manufacturing of biodiesel. This reversible Eley–Rideal model response fits the experimental data with an R2 value of 0.989. At temperature ranges of 30–60 °C, the LHHW model with short interval assumptions produces an R2 value of 0.92–0.76. We were able to distinguish between the various functional groups present in biodiesel and Neat Diesel by using Fourier Transform Infrared Spectroscopy. When fatty acid methyl ester was discovered, the oil had been converted to biodiesel. Gas chromatography could identify both saturated and unsaturated fatty acids. This proves that biodiesel is a viable option for fuel and fuel-blending applications. Comparable to diesel’s calorific value of 44 MJ Kg−1, biodiesel’s calorific value was 32.25 MJ Kg−1. Therefore, for the best calorific value, it may be best to combine with ordinary diesel.
Data availability
The datasets used and/or analysed during the current study available from the corresponding author on reasonable request.
References
Sorate, K. A. & Bhale, P. V. Biodiesel properties and automotive system compatibility issues. Renew. Sustain. Energy Rev. 41, 777–798. https://doi.org/10.1016/j.rser.2014.08.079 (2015).
Rahul, S. M. et al. Insights about sustainable biodiesel production from microalgae biomass: A review. Int. J. Energy Res. 45, 17028–17056. https://doi.org/10.1002/er.6138 (2020).
Chia, S. R. et al. Analysis of economic and environmental aspects of microalgae biorefinery for biofuels production: A review. Biotechnology J13, e1700618. https://doi.org/10.1002/biot.201700618 (2018).
Akia, M., Yazdani, F., Motaee, E., Han, D. & Arandiyan, H. A review on conversion of biomass to biofuel by nanocatalysts. Biofuel Res. J. 01, 16–25. https://doi.org/10.18331/brj2015.1.1.5 (2014).
Saikia, K. et al. Process optimization and kinetic studies of Musa glauca catalyzed biodiesel production. Sustain. Chem. Pharm. 36, 10127. https://doi.org/10.1016/j.scp.2023.101271 (2023).
Basumatary, B., Das, B., Nath, B. & Basumatary, S. Synthesis and characterization of heterogeneous catalyst from sugarcane bagasse: Production of jatropha seed oil methyl esters. Curr. Res. Green Sustain. Chem. 4, 1008. https://doi.org/10.1016/j.crgsc.2021.100082 (2021).
Deka, D. C. & Basumatary, S. High quality biodiesel from yellow oleander (Thevetia peruviana) seed oil. Biomass Bioenergy 35, 1797–1803. https://doi.org/10.1016/j.biombioe.2011.01.007 (2011).
Brahma, S. et al. Biodiesel production from mixed oils: A sustainable approach towards industrial biofuel production. Chem. Eng. J. Adv. 10, 10028. https://doi.org/10.1016/j.ceja.2022.100284 (2022).
Brahma, S. et al. Biodiesel production from quinary oil mixture using highly efficient Musa chinensis based heterogeneous catalyst. Fuel 336, 12715. https://doi.org/10.1016/j.fuel.2022.127150 (2023).
Soltani, S., Rashid, U., Al-Resayes, S. I. & Nehdi, I. A. Recent progress in synthesis and surface functionalization of mesoporous acidic heterogeneous catalysts for esterification of free fatty acid feedstocks: A review. Energy Convers. Manage. 141, 183–205. https://doi.org/10.1016/j.enconman.2016.07.042 (2017).
Basumatary, S., Nath, B. & Kalita, P. Application of agro-waste derived materials as heterogeneous base catalysts for biodiesel synthesis. J. Renew. Sustain. Energy 10, 4. https://doi.org/10.1063/1.5043328 (2018).
Nath, B. et al. Agricultural waste-based heterogeneous catalyst for the production of biodiesel: A ranking study via the VIKOR method. Int. J. Energy Res. 1–23, 2023. https://doi.org/10.1155/2023/7208754 (2023).
Basumatary, S. F. et al. Advances in CaO-based catalysts for sustainable biodiesel synthesis. Green Energy Resourc. 1, 3. https://doi.org/10.1016/j.gerr.2023.100032 (2023).
Basumatary, S., Nath, B., Das, B., Kalita, P. & Basumatary, B. Utilization of renewable and sustainable basic heterogeneous catalyst from Heteropanax fragrans (Kesseru) for effective synthesis of biodiesel from Jatropha curcas oil. Fuel 286, 119357 (2021).
Ruatpuia, J. V. et al. Microwave-assisted biodiesel production using ZIF-8 MOF-derived nanocatalyst: A process optimization, kinetics, thermodynamics and life cycle cost analysis. Energy Convers. Manage. 292, 117418 (2023).
Basumatary, S. F. et al. Production of renewable biodiesel using metal organic frameworks based materials as efficient heterogeneous catalysts. J. Clean. Prod. 358, 13195. https://doi.org/10.1016/j.jclepro.2022.131955 (2022).
Gouda, S. P. et al. Sulfamic acid modified UiO-66 metal-organic framework for biodiesel production: Process optimization using response surface methodology, kinetics, and thermodynamic study. Chem. Eng. J. 480, 1481. https://doi.org/10.1016/j.cej.2023.148154 (2024).
Nath, B. et al. Musa champa peduncle waste-derived efficient catalyst: Studies of biodiesel synthesis, reaction kinetics and thermodynamics. Energy 270, 12697. https://doi.org/10.1016/j.energy.2023.126976 (2023).
Basumatary, B. et al. Catalytic efficacy, kinetic, and thermodynamic studies of biodiesel synthesis using Musa AAA plant waste-based renewable catalyst. Int. J. Energy Res. 1–27, 2024. https://doi.org/10.1155/2024/8837343 (2024).
Bazargan, A., Kostić, M. D., Stamenković, O. S., Veljković, V. B. & McKay, G. A calcium oxide-based catalyst derived from palm kernel shell gasification residues for biodiesel production. Fuel 150, 519–525. https://doi.org/10.1016/j.fuel.2015.02.046 (2015).
Thiruvenkatachari, S. et al. Experimental investigations on the production and testing of azolla methyl esters from Azolla microphylla in a compression ignition engine. Fuel 287, 11994. https://doi.org/10.1016/j.fuel.2020.119448 (2021).
Sathish, S. et al. Effective utilization of Azolla filiculoides for biodiesel generation using graphene oxide nano catalyst derived from agro-waste. Fuel 329, 125412. https://doi.org/10.1016/j.fuel.2022.125412 (2022).
Wan-Omar, N. & Amin, N. A. S. Biodiesel production from waste cooking oil over alkaline modified zirconia catalyst. Fuel Process. Technol. 92, 2397–2405. https://doi.org/10.1016/j.fuproc.2011.08.009 (2011).
Saetiao, P. et al. Catalytic conversion of palm oil into sustainable biodiesel using rice straw ash supported-calcium oxide as a heterogeneous catalyst: Process simulation and techno-economic analysis. Case Stud. Chem. Env. Eng. 8, 1004. https://doi.org/10.1016/j.cscee.2023.100432 (2023).
Fan, M., Wu, H., Shi, M., Zhang, P. & Jiang, P. Well-dispersive K2O KCl alkaline catalyst derived from waste banana peel for biodiesel synthesis. Green Energy Env. 4, 322–327. https://doi.org/10.1016/j.gee.2018.09.004 (2019).
Mamo, T. T. & Mekonnen, Y. S. Microwave-assisted biodiesel production from microalgae, scenedesmus species, using goat bone-made nano-catalyst. Appl. Biochem. Biotechnol. 190, 1147–1162. https://doi.org/10.1007/s12010-019-03149-0 (2020).
Rahul-Soosai, M., Moorthy, I. M. G., Varalakshmi, P. & Yonas, C. J. Integrated global optimization and process modelling for biodiesel production from non-edible silk-cotton seed oil by microwave-assisted transesterification with heterogeneous calcium oxide catalyst. J. Clean. Prod. 367, 1329. https://doi.org/10.1016/j.jclepro.2022.132946 (2022).
Prabakaran, S., Mohanraj, T. & Arumugam, A. Azolla pinnata methyl ester production and process optimization using a novel heterogeneous catalyst. Renew. Energy 180, 353–371. https://doi.org/10.1016/j.renene.2021.08.073 (2021).
Adewale, P., Dumont, M.-J. & Ngadi, M. Recent trends of biodiesel production from animal fat wastes and associated production techniques. Renew. Sustain. Energy Rev. 45, 574–588. https://doi.org/10.1016/j.rser.2015.02.039 (2015).
Iravani, S. Green synthesis of metal nanoparticles using plants. Green Chem. 13, 10. https://doi.org/10.1039/c1gc15386b (2011).
Kumar, S., Jain, S. & Kumar, H. Experimental study on biodiesel production parameter optimization of jatropha-algae oil mixtures and performance and emission analysis of a diesel engine coupled with a generator fueled with diesel/biodiesel blends. ACS Omega 5, 17033–17041. https://doi.org/10.1021/acsomega.9b04372 (2020).
Sharma, G. & Jeevanandam, P. Synthesis of self-assembled prismatic iron oxide nanoparticles by a novel thermal decomposition route. RSC Adv. 3, 189–200. https://doi.org/10.1039/c2ra22004k (2013).
Rengasamy, M., Anbalagan, K., Kodhaiyolii, S. & Pugalenthi, V. Castor leaf mediated synthesis of iron nanoparticles for evaluating catalytic effects in transesterification of castor oil. RSC Adv. 6, 9261–9269. https://doi.org/10.1039/c5ra15186d (2016).
Kannan, T. R., Selva-Roji, S. S. & Agnes, A. Process optimization for the production of biodiesel from Azolla Microphylla oil and its fuel characterization. Energy Env. 34, 193–211. https://doi.org/10.1177/0958305x211065423 (2022).
Jeevahan, J., Mageshwaran, G., Joseph, G. B., Raj, R. B. D. & Kannan, R. T. Various strategies for reducing Noxemissions of biodiesel fuel used in conventional diesel engines: A review. Chem. Eng. Commun. 204, 1202–1223. https://doi.org/10.1080/00986445.2017.1353500 (2017).
Degfie, T. A., Mamo, T. T. & Mekonnen, Y. S. Optimized biodiesel production from waste cooking oil (WCO) using calcium oxide (CaO) nano-catalyst. Sci. Rep. 9, 18982. https://doi.org/10.1038/s41598-019-55403-4 (2019).
Erchamo, Y. S. et al. Improved biodiesel production from waste cooking oil with mixed methanol–ethanol using enhanced eggshell-derived CaO nano-catalyst. Sci. Rep. 11, 6708. https://doi.org/10.1038/s41598-021-86062-z (2021).
Pourkarimi, S., Hallajisani, A., Alizadehdakhel, A. & Nouralishahi, A. Bio-oil production by pyrolysis of Azolla filiculoides and Ulva fasciata macroalgae. Glob. J. Env. Sci. Manage. 7, 331–346 (2021).
Binhweel, F. et al. Valorization of marine Ulva lactuca seaweed and freshwater Azolla filiculoides macroalgae feedstocks toward biodiesel production: A comparative study. SSRN Electron. J. https://doi.org/10.2139/ssrn.4181172 (2022).
Sohail, S. et al. Spirogyra oil-based biodiesel: Response surface optimization of chemical and enzymatic transesterification and exhaust emission behavior. Catalysts 10, 1214. https://doi.org/10.3390/catal10101214 (2020).
Perveen, S. et al. A novel route of mixed catalysis for production of fatty acid methyl esters from potential seed oil sources. Catalysts 11, 811. https://doi.org/10.3390/catal11070811 (2021).
Benković, M., Valinger, D., Jurina, T., Gajdoš-Kljusurić, J. & Jurinjak-Tušek, A. Biocatalysis as a green approach for synthesis of iron nanoparticles—batch and microflow process comparison. Catalysts 13, 112. https://doi.org/10.3390/catal13010112 (2023).
Miu, B. A. & Dinischiotu, A. New green approaches in nanoparticles synthesis: An overview. Molecules 27, 6472. https://doi.org/10.3390/molecules27196472 (2022).
Abdullah, J. A. A., Jimenez-Rosado, M., Perez-Puyana, V., Guerrero, A. & Romero, A. Green synthesis of Fe(x)O(y) nanoparticles with potential antioxidant properties. Nanomater. Basel 12, 2449. https://doi.org/10.3390/nano12142449 (2022).
Zaki, M. A. et al. Potential applications of native cyanobacterium isolate (Arthrospira platensis NIOF17/003) for biodiesel production and utilization of its byproduct in marine rotifer (Brachionus plicatilis) production. Sustainability 13, 1769. https://doi.org/10.3390/su13041769 (2021).
Riayatsyah, T. M. I. et al. Biodiesel production from Reutealis trisperma oil using conventional and ultrasonication the rough esterification and transesterification. Sustainability 13, 3350. https://doi.org/10.3390/su13063350 (2021).
Sundararaman, S. et al. Assessing the plant phytoremediation efficacy for Azolla filiculoides in the treatment of textile effluent and redemption of congo red dye onto azolla biomass. Sustainability 13, 17. https://doi.org/10.3390/su13179588 (2021).
Saeed, A. et al. Production of biodiesel from Spirogyra elongata, a common freshwater green algae with high oil content. Sustainability 13, 123747. https://doi.org/10.3390/su132212737 (2021).
Mohamed, M. M., Bayoumy, W. A., El-Faramawy, H., El-Dogdog, W. & Mohamed, A. A. A novel α-Fe2O3/AlOOH(γ-Al2O3) nanocatalyst for efficient biodiesel production from waste oil: Kinetic and thermal studies. Renew. Energy 160, 450–464. https://doi.org/10.1016/j.renene.2020.07.006 (2020).
Ryu, Y.-J. et al. Alga, Dunaliella tertiolecta, for esterification. J. Microbiol. Biotechnol. 28, 732–738. https://doi.org/10.4014/jmb.1712.12004 (2018).
Kalyani, T., Prasad, L. S. V. & Kolakoti, A. Biodiesel production from a naturally grown green algae spirogyra using heterogeneous catalyst: An approach to RSM optimization technique. Int. J. Renew. Energy Dev. 12, 300–312. https://doi.org/10.14710/ijred.2023.50065 (2023).
Pandit, P. R. & Fulekar, M. H. Egg shell waste as heterogeneous nanocatalyst for biodiesel production: Optimized by response surface methodology. J. Environ. Manage. 198, 319–329. https://doi.org/10.1016/j.jenvman.2017.04.100 (2017).
Dutta, S., Jaiswal, K. K., Verma, R., Basavaraju, D. M. & Ramaswamy, A. P. Green synthesis of zinc oxide catalyst under microwave irradiation using banana (Musa spp.) corm (rhizome) extract for biodiesel synthesis from fish waste lipid. Biocatal. Agric. Biotechnol. 22, 101390. https://doi.org/10.1016/j.bcab.2019.101390 (2019).
Brouwer, P., van der Werf, A., Schluepmann, H., Reichart, G.-J. & Nierop, K. G. J. Lipid yield and composition of Azolla filiculoides and the implications for biodiesel production. BioEnergy Res. 9, 369–377. https://doi.org/10.1007/s12155-015-9665-3 (2015).
Kumar, J. A. et al. Agricultural waste biomass for sustainable bioenergy production: Feedstock, characterization and pre-treatment methodologies. Chemosphere 331, 138680. https://doi.org/10.1016/j.chemosphere.2023.138680 (2023).
Acknowledgements
This project was supported by Researchers Supporting Project Number (RSPD2024R1085), King Saud University, Riyadh, Saudi Arabia. The study was conducted in accordance with relevant guidelines and legislation.
Author information
Authors and Affiliations
Contributions
Sathish Sundararaman1-original draft Karthikeyan M1-conceptualization, Aravind kumar. J2-draft review and editing, Prabu Deivasigamani1-methodology, Michael Rahul Soosai1-Project management, Ramaraja A1-Project resources, S.Sahana1-Project reseources, Badr M. Thamer3-Funding/editing, Mohamed H. El-Newehy- Funding/editing M.Rajasimman4-draft editing, T.R.Praveen Kumar5-images and correspondence
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Sundararaman, S., Karthikeyan, M., Aravind kumar, J. et al. Facile synthesis of iron nanoparticles from Camellia Sinensis leaves catalysed for biodiesel synthesis from Azolla filiculoides. Sci Rep 14, 12818 (2024). https://doi.org/10.1038/s41598-024-61113-3
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41598-024-61113-3
- Springer Nature Limited