
Abstract
This investigation is carried out to understand the effects of water absorption on the mechanical properties of hybrid phenol formaldehyde (PF) composite fabricated with Areca Fine Fibres (AFFs) and Calotropis Gigantea Fibre (CGF). Hybrid CGF/AFF/PF composites were manufactured using the hand layup technique at varying weight percentages of fibre reinforcement (25, 35 and 45%). Hybrid composite having 35 wt.% showed better mechanical properties (tensile strength ca. 59 MPa, flexural strength ca. 73 MPa and impact strength 1.43 kJ/m2) under wet and dry conditions as compared to the other hybrid composites. In general, the inclusion of the fibres enhanced the mechanical properties of neat PF. Increase in the fibre content increased the water absorption, however, after 120 h of immersion, all the composites attained an equilibrium state.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Introduction
Fibre-based composites have been extensively studied over the past many decades and intensive research into their characteristics and properties has enabled their application in different engineering sectors. However, the use of synthetic fibre composites, such as carbon fibre-based composites and glass fibre-based composites, has detrimental environmental impact due to the problems associated with their production, energy-intensive manufacturing and disposal1,2,3,4. Natural fibres have been used to overcome these problems and their properties, manifesting in the resulting composites, have been shown to be impressive. In particular, the use of natural fibres over conventional synthetic fibres has been a viable solution due to their low density, good specific strengths and modulus, increased energy recovery, economic viability, reduced tool wear during machining and good biodegradability5,6,7,8,9. Natural fibre reinforced composites have been widely used in semi-load bearing, automobile and other outdoor applications, such as exterior underfloor panelling for cars, marine structures and sports equipment10,11,12,13. As a result, the integration of natural fibres in composites enhanced and Faruk et al.14 stated that hemp, flax, jute, ramie, sisal and kenaf fibres were among the most widely used and studied fibre materials from 2000 to 2010. Although natural fibre-based polymer composites have many advantages, there are also certain deficiencies, such as high absorption of moisture, lower strength compared to the synthetic counterparts, incompatibility between fibres and polymer matrices, quality variability, limited processing temperature and lower durability15,16,17. Physical and chemical treatment of fibres is a potential solution to overcome these aforementioned deficiencies. Another possible solution is the application of hybrid composites that can negate some of the disadvantages of ‘single’ natural fibre composites and also facilitate the tailoring of their properties. Appropriate design and selection of fibres with a proper balance between cost and performance could facilitate the development of low-cost high strength hybrid composites18. Swolfs et al.19 reported that hybridisation can be used to enhance the strength of reinforced fibre composites. Through hybridisation, it is possible to develop composites at a low cost without sacrificing the mechanical and thermal properties7. Furthermore, hybrid composites show balanced mechanical strength, which cannot be achieved in single-fibre reinforced composites2,16 Atiqah et al.’s20 investigation proved that through hybridisation it possible to improve the physical and thermal properties of sugar palm/glass fibre reinforced polyurethane composite. Properties of the hybrid composites are the functions of fibre proportion, fibre orientation, fibre type, fibre properties, fibre to fibre interaction, fibre matrix bonding, fibre size and matrix property21,22.
Various studies have been conducted on the preparation of hybrid composites and their performance has been investigated. It has been found that hybrid composites have shown comparable strength to composites with glass fibre reinforcement16,23,24,25,26,27. Goud et al.28 developed roystonea/glass fibre based epoxy hybrid composites. The hybrid composite showed similar impact strength (168 J/m) as that of the glass fibre epoxy composite (169 J/m). The increased fibre to fibre interaction was the main reason for the improved impact strength in these combinations, and the authors further recommended the roystonea/glass fibre epoxy hybrid composites as a replacement for glass fibre composite in automobile applications. Selver et al.29 reported that hybridisation improved the tensile strength of the composites compared to just jute (431%) and flax fibre (292%) reinforced composites. Glass and flax fibre-based hybrid composite showed a maximum tensile strength of 372 MPa. Cavalcanti et al.30 fabricated epoxy-based hybrid composites with three different natural fibres, namely, jute, sisal and curaua fibres. Hybridisation enhanced the tensile strength of the composite, wherein, compared to jute fibre composite, hybrid composite having jute and curaua fibre composite showed 77% increased tensile strength and for jute and sisal hybrid composite it was 68%. Hybridisation of sisal and hemp fibre resulted in a 43% increment in the tensile modulus when compared to neat polylactic acid material31.
Although natural fibre-based hybrid composites provide enhanced strength, they have poor moisture resistance due to the polar nature of the fibres. This results in the degradation of the fibre–matrix interface region that is severely detrimental to the stress transfer from the matrix to the fibre32,33,34. This is a critical issue in natural fibre hybrid composites that affects the physical, mechanical and thermal properties of the composites35. The moisture diffusion in the natural fibre composites is influenced by volume fraction of fibre, humidity, voids, viscosity of matrix and temperature36. The poor moisture resistance restricts natural fibre composite application in the aquatic environment and water-based applications36. It is therefore mandatory to address and solve this problem in such a way that natural fibre hybrid composites are considered for applications in aquatic environment.
In light of the aforementioned, the present study attempts to investigate the impact of water absorption on hybrid natural fibre composite’s mechanical properties (tensile, flexural and impact). Hybrid composites were manufactured with AFF and CGF in conjunction with a PF matrix. The composites were tested for water absorption characteristics and the water absorbed composites were tested for mechanical properties. The result of the mechanical test was compared to the non-water absorbed composites. This investigation can be useful for the scientific community to comprehend the effect of water absorption on the performance properties of hybrid natural fibre composites and aid in creating designer compositions for use in water-rich applications.
Materials and methods
Materials used and composite fabrication
In the present work, two different natural fibres were used, namely, Calotropis gigantea fibre and Areca fine fibre. Calotropis gigantea fibre was extracted from the stem of the plant, and areca fibre was extracted from the matured areca nut husk. Both the fibres were extracted manually via retting process. Figure 1 depicts the fibre extraction process for the areca fine fibre and Calotropis gigantea fibre. Both fibres used were short fibres having a length of 9 ± 1 mm. For composite fabrication, phenol-formaldehyde (PF) resin (CAS number 9003-35-4) was used along with the cross-linking agent (divinylbenzene) and acidic catalyst (hydrochloric acid), purchased from M/s POOJA Chemicals, Madurai, India. The PF used has a specific gravity of 1.7 and a processing temperature range of 149–153 °C.

Fibre extraction process (a) Extraction of Areca fine fibre, (i) Areca nut palm plant, (ii) Areca nuts, (iii) retting process, (vi) drying of extracted fibre (viii) fibre after drying. (b) Extraction of Calotropis gigantea fibre, (i) Calotropis gigantea plant, (ii) retting of stem stalks of Calotropis gigantea plant, reproduced with permission form Ref. [3], (iii) cleaning of extracted fibre, reproduced with permission form Ref. [3], (iv) drying of extracted fibre, (v) extracted fibre, reproduced with permission form Ref. [3].
Hybrid composites were manufactured using a hand layup technique. Before manufacturing, the fibres were dried by placing them in an oven at 60 °C for 24 h to ensure a bone-dry nature. The required quantity of matrix PF with a cross-linking agent (divinylbenzene) and an acidic catalyst (hydrochloric acid) were mixed at a ratio of 100:2:1.5 and was poured over the pre-weighted fibres placed in the mould cavity. Fibres were included in 1:1 ratio in order to have the same contribution level of the two fibres. A steel mould of size 200 × 150 × 3 mm was used, which was coated with wax for easy removal of composites. After applying the matrix, the mould was left free for a few minutes to ensure the infiltration of the matrix into the fibres. By using a roller, the trapped air was removed. Immediately after that, the mould was closed and a pressure of 100 kg/cm2 was applied. The mould was eventually left undisturbed and allowed to cure at room temperature for 24 h. Details of the hybrid composite fabrication are shown in Table 1.
Characterisations
Mechanical tests
The tensile test was carried out using the universal testing machine (Make—Fuel Instruments and Engineers Pvt. Ltd, Model—UTE 120) at a cross-head speed of 2 mm/min and a gauge length of 50 mm, according to ASTM D 638-1037 protocol. Flexural testing was carried out according to ASTM D 790-1038 standard using a three-point bending rig at a crosshead speed of 2 mm/min and a gauge length of 50 mm. The impact test was performed in accordance with ISO 18039 protocol using an Izod impact machine. All the tests were performed at room temperature. Five samples were tested for each combination and the average values were reported. To find the effect of water absorption on the mechanical properties of CGF/AFF/PF hybrid composites, the tensile, flexural and impact test was conducted with the same procedure. The water absorbed samples were dried and then used for experiments.
Water absorption test
The water absorption test for CGF/AFF/PF hybrid composites was carried out in accordance with ASTM 57040 protocol by soaking in distilled water at room temperature for 10 days. Prior to the experimentation, hybrid composites were placed in an oven at 60 °C for 24 h, to ensure no residual moisture remained and weighed using a precision balance. Immediately after the weighing of the composites, they were immersed in water. After every 24 h, the composite specimens were periodically taken from the water bath and the specimen surface was wiped using tissue paper. After that, the composite specimens were weighed to determine the mass of the water they absorbed. Composite specimens were weighed regularly until the water absorption percentage attained a saturation level. In the present investigation, all the composites attained saturation at 10 days of immersion. After the 10th day there was no increase in the water absorption percentage, hence, for analysis, water absorption percentage for 10 days is reported (24, 48, 72, 96, 120, 144, 168, 192, 216 and 240 h). The percentage of water absorption is measured using the following formula (Eq. 1)36:
where WA is the water absorption, w1 is the weight of the composite after water immersion and w0 is the weight of the composite before water immersion.
Using various modelling methods, the water absorption of the composites can be predicted by means of which the diffusivity of the water molecules can be found in the composites. Such modelling methods use empirical and analytical formulations and Fickian diffusion is a popular analytical method for finding the water absorption of fibre composites. According to the Fickian diffusion law, the moisture content is expressed in terms of time, diffusion coefficient, moisture percentage in the saturation period and thickness of the material, which can be expressed as in Eq. (2)41,42,43:
where c(t) is the total moisture content, D is the diffusion coefficient, Cs is the moisture content in the saturation time, k is the constant, t is the specific time and d is the thickness of the material. The water absorption characteristics of the CGF/AFF/PF hybrid composites can be studied using the following parameters: diffusion coefficient, sorption coefficient, and permeability coefficient. The amount of water molecules absorbed by the composites depends on the diffusion of water molecules. The diffusion of water molecules can be studied through the parameter diffusion coefficient (D), which can be numerically calculated using Fick’s diffusion coefficient as per Eq. (3). Sorption coefficient (Sc) in Fickian diffusion law defines the rate at which the water molecules are absorbed by the composites, which can be calculated using Eq. (4). Permeability coefficient (Pc) is another important parameter in Fickian diffusion law, which quantitatively measures the rate at which a water molecule penetrates a composite. Using Eq. (5), the permeability coefficient of a composite can be calculated44.
where ‘h’ is the thickness of hybrid composite specimens and ‘m’ is the slope of the linear portion of the sorption curve Sorption coefficient (Sc).
where W∞ and Wt are the percentages of water absorption at saturation time and at a specific time t , respectively.
where Sc is the sorption coefficient, and D is the diffusion coefficient.
Electron microscopy
The microstructure of the CGF/AFF/PF hybrid composites was analysed using a scanning electron microscope (SEM) Hitachi-S3000N. SEM images were taken at the voltage of 20 kV and the working distance was varied between 30 to 40 mm. Samples were prepared from the fractured (tensile, flexural and impact) composite surface to analyse the fracture morphology. The sample of 5 mm in height was cut from the fractured end of the composite and was used for imaging.
Results and discussions
Water absorption behaviour
Lignocellulosic fibres have poor resistance to moisture absorption and, due to this natural fibre reinforced composites have undesirable effects on dimensional stability and mechanical properties when exposed to moisture in the environment. In order to understand the durability of composites based on the field of application, it is necessary to study the moisture absorption behaviour of natural fibre composites. In general, water molecules penetrate natural fibre composites by three different mechanisms: diffusion of moisture content within the micro-gaps between the polymer chains; capillary transport into the micro-gaps; and flaws in the interfaces between the fibres and the matrix45,46,47. The moisture is mainly absorbed by the interface between the fibre and the matrix, as well as by the fibre itself via hydrogen bonding.
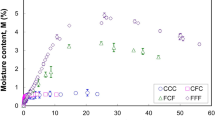
The percentage of water absorption was plotted against the square root of time (hours) as shown in Fig. 2a. The results were expected because the higher the natural fibre content in the composite, the higher the water absorption rate. The penetration of water molecules into the composite specimens was calculated using Eq. (1). The percentage of water absorption increased with immersion time and became stable after 10 days. From Fig. 2a, it is observed that the hybrid composite with 45 wt.% fibre reinforcement showed the maximum water absorption percentage of 4.3%, followed by the hybrid composite with 35 wt.% (4.1%). This difference between the 35 wt.% and 45 wt.% hybrid composites is due to the weight percentage of the fibres. It can be also seen that the amount of water absorbed by 25 wt.% of the hybrid composite was less than that of 35 and 45 wt.% of hybrid composites. Higher reinforcement increased water absorption due to increased contact between water molecules and fibre. In addition, the percentage of water absorption increased linearly from the beginning of the immersion period, indicating the steady absorption of water by natural fibre composites. Similar results were observed in napier grass fibre/polyester composites48. However, in that study, long and short napier grass fibre were used and reinforced at a volume percentage of 25%. The long fibre composite exhibited the highest water absorption of ca. 20%. Based on the findings of the current study, it can be speculated that hybridisation in the napier grass fiber/polyester composite will result in a reduction in water absorption.

(a) The water absorption percentage versus (vs.) immersion time curves of CGF/AFF/PF hybrid composites, (b) diffusion curve fitting plots for CGF/AFF/PF hybrid composites, and (c) diffusion curve fitting plot between Wt and square root of time for CGF/AFF/PF hybrid composites.
For all the hybrid composites exposed to distilled water, the amount of water penetration increased linearly and reached a saturation state after 10 days of immersion. From the water absorption results, it is clear that the lowest and the highest percentage of water absorption was observed at 25 wt.% of hybrid composite and 45 wt.% of hybrid composite, respectively. Compared to 35 wt.% and 45 wt.% of the composites, 25 wt.% of the composites showed reduced water absorption, and this is because the amount of matrix is higher at the lower fibre weight percentage. The matrix material is hydrophobic, which restricts the interaction of the water molecules with the fibre content. Aji et al.49 found that after 14 days of immersion, kenaf/pineapple leaf fibre composites had a minimum water absorption of 4%. This was accomplished by varying the kenaf as well as the pineapple leaf fibre reinforcement. In the current study, both fibres were reinforced in an equal proportion; however, by optimising the individual fibre reinforcement, it is possible to reduce water absorption even further.
Water molecules penetrate into the hybrid composite by the diffusion mechanism, and the diffusion coefficients with the sorption and permeability coefficients can be calculated using the experimental data. It has been reported that the diffusion coefficient can be used to determine the permeability of water molecules. For example, in the study of Vigneshwaran et al.36, sisal fibre composites reached equilibrium quickly when the diffusion rate was at its maximum.
Figure 2b shows the diffusion curve fitting plot, log (Wt/W∞) vs. log (t), for CGF/AFF/PF hybrid composites exposed to distilled water. Table 2 gives the values of the linear (k) and angular (n) coefficients obtained from the plot for CGF/AFF/PF hybrid composite. The value of the linear coefficient ‘k’ can be obtained from Fig. 2b and Table 2. The similarity between the hybrid composite materials and water contents can be identified by the linear coefficient ‘k’. The higher value of ‘k’ represents strong similarity. From Table 2, it can be seen that the ‘k’ values exposed to the distilled water environment are close to 1.2 for all the CGF/AFF/PF hybrid composites. The values of the coefficient of determination ‘R2’ represent the relationship and found to be in good agreement. Similar results were obtained in the investigation of the akund fibre’s (Calotropis—cellulose fibre) water absorption behaviour, where the ‘R2’ value was 0.9950.
Figure 2c illustrates the diffusion curve fitting plot between Wt and square root of time for CGF/AFF/PF hybrid composites. Table 3 gives the maximum level of water absorption and calculated values of the coefficient of diffusion ‘D’ for the hybrid composites. The almost same water diffusion was identified for all the hybrid composites, as shown in Fig. 2c and Table 3. The diffusion coefficients increased with the increase of CGF and AFF fibre content. From the observation, it can be inferred that the penetration of water molecules into the composite is through non-Fickian diffusion process. The diffusion, sorption, and permeability coefficient of CGF/AFF/PF hybrid composites are presented in Table 4. It can be seen that 25 wt.% of hybrid composite shows the lowest percentage of water absorption and swelling thickness as compared to the other tested hybrid composites due to the fibre contents. It is also observed that the hybrid composite with 25 wt.% of fibre contents show the lowest coefficient values. Similar findings were observed in the study of Vigneshwaran et al.36, where it was reported that at higher fibre weight percentages, composites readily absorbed water molecules, resulting in increased water absorption and swelling.
Effect of water absorption on tensile strength
The tensile properties vs. fibre weight percentage results for CGF/AFF/PF hybrid composite specimens are shown in Fig. 3a at without (dry) and with water absorption (wet) conditions. The tensile properties of the hybrid composites decreased drastically on exposure to the distilled water immersion. Compared to 25 wt.%, the tensile strength was found to increase significantly as the fibre weight percentage increased to 35 wt.% after that decrement was noted at 45 wt.% reinforcement. The reduction in the strength at 45 wt.% composite was due to the agglomeration of fibres. A similar trend was also observed in the hybrid composites at the wet condition. The maximum tensile strength of hybrid composites at wet condition was ca. 50 MPa. The tensile strength of 35 wt.% composite at wet condition was ca. 18% lower than the 35 wt.% composite at dry condition. When compared with the dry hybrid composites, the composites at wet condition show a lower range of mechanical properties. It was due to the water immersion of composite specimens in which the hydrogen bonding is formed between the water molecules and cellulose. The penetration of water molecules into the fibre–matrix region led to the change of dimensions of the composite specimens and caused weak interfacial bonding, thereby decreasing the tensile properties. Dimensional variation occurred due to the swelling of the fibre, which led to fibre detachment from the matrix, creating weak fibre matrix bonding. The weak interface reduced the composite elongation property leading to failure due to crack propagation, as shown in Fig. 3b. Figure 3c shows fibre fracture that was induced by water absorption, which made them weak. Figure 3d,e show the fibre pullout and fibre agglomeration in the 45 wt.% composite (wet condition). Higher amount of fibre reinforcement lead to agglomeration, which resulted in poor load distribution and failure. Matrix rich area in the 25 wt.% composite is highlighted in the Fig. 3f. Due to reduced fibre content there was a poor load transfer, which led to brittle failure in the matrix rich surface. According to the findings of Saidane et al.26, the swelling of natural fibres in composites due to water absorption causes shear stresses in the matrix interface, resulting in delamination, which could also explain the lower strength of water-absorbed composites.

(a) Effects of water absorption on the tensile strength of CGF/AFF/PF hybrid composites based on the weight percentages of fibre. (b,c) SEM image of the fractured surface of the 35 wt.% hybrid composite after the tensile test (wet condition), (d,e) SEM image of the fractured surface of the 45 wt.% hybrid composite after the tensile test (wet condition), (f) SEM image of the fractured surface of the 25 wt.% hybrid composite after the tensile test (wet condition).
Effect of water absorption on flexural strength
Figure 4a shows the results of the flexural strength of hybrid composites at dry and wet conditions. The hybrid composites showed a similar trend as tensile strength at the dry and wet condition for the flexural strength. For the dry samples, the flexural strength increased with the increase of hybrid fibre content up to 35 wt.% and then dropped at 45 wt.% of hybrid fibre. The 35 wt.% composites showed enhanced bonding between fibre and matrix compared to other composites (Fig. 4d). During a 3-point flexural test, one side (convex) of the composite experiences tension while the other side (concave) experiences compression. This resulted in lower tensile strength in 45 wt.% fibre added composites, which also caused lower flexural strength. Furthermore, increased fibre content reduces fibre wetting. At wet condition, the maximum flexural strength value was also obtained at 35 wt.% (similar to tensile strength), which is 10% lower than the dry composite at 35 wt.%. It can be seen that the composite specimens at wet condition have lower flexural strength values compared to flexural strength values of the composite specimens at the dry condition. It was due to the swelling of the fibres as a result of the penetration of water molecules in the interfacial region between the fibre and the matrix. Due to this, gaps formed between the fibre and the matrix (Fig. 4b), which led to the de-bonding of the fibre from the matrix. The presence of moisture in the fibre degrades them, separating the fibres into fibrils, which can be observed in Fig. 4c. Hence, the flexural strength of the hybrid composites at wet condition was lower. Furthermore, at 45 wt.%, fibre agglomeration (Fig. 4f) was also noted that caused detrimental effect on the flexural strength. Maslinda et al.46 found that the variation in the fibre matrix interface was primarily responsible for the reduction in the flexural properties of water absorbed composites. It was also reported that when water molecules penetrated into the macro-voids and free space of the matrix, new cavities and cracks formed (Fig. 4e), acting as a water transport pathway within the composites and reducing interfacial bonding.

(a) Effects of water absorption on the flexural strength of CGF/AFF/PF hybrid composites based on the weight percentages of fibre. (b,c) SEM image of the fractured surface of the 35 wt.% hybrid composite after the flexural test (wet condition), (d) SEM image of the fractured surface of the 35 wt.% hybrid composite after the flexural test (dry condition), (e,f) SEM image of the fractured surface of the 45 wt.% hybrid composite after the flexural test (wet condition).
Effect of water absorption on impact strength
The results of the impact strength of hybrid composite at dry and wet conditions are shown in Fig. 5a. For the dry composite specimens, the impact strength increased as hybrid fibre content increased up to 35 wt.% and then decreased. At wet condition, the impact strength of composite decreased after 35 wt.% of hybrid fibres. When compared with the impact strength of dry specimens at 35 wt.%, composite specimen at 35 wt.% of hybrid fibres shows 7% of reduction. It is clear that the impact strength of hybrid composites at wet condition is lower than the impact strength of hybrid composites at dry condition. This is due to the penetration of water molecules into the interface region, leading to the formation of a higher number of microcracks as a result of fibres’ swelling, as shown in Fig. 5b,c. This result was similar to the findings of Maslinda et al.46 and Saidane et al.26. A similar failure mechanism was observed in both the investigations, and it was reported that the failure was primarily caused by poor bonding between the fibre and the matrix.

(a) Effects of water absorption on the impact strength of CGF/AFF/PF hybrid composites based on the weight percentages of fibre. (b,c) SEM image of fractured surface of the 35 wt.% hybrid composite after the impact test (wet condition).
Conclusions
The CGF/AFF/PF hybrid composites were prepared by varying fibre concentrations using the hand lay-up technique. The effects of water absorption on the mechanical properties (tensile, flexural and impact) of CGF/AFF/PF hybrid composites have been studied. The percentage of water absorption increases with the fibre weight percentage increase. The water absorption behaviour of this composite follows the non-Fickan’s law. The mechanical properties of the hybrid composites at wet condition had lower values than the composites at dry condition. In both the wet and dry condition, hybrid composite with 35 wt.% fibre reinforcement showed maximum strength. Composite with 35 wt.% fibre reinforcement exhibited better fibre–matrix bonding than the other two composites. Formation of agglomeration at 45 wt.% composite reduced their strength compared to 35 wt.% composites. The water penetration inside the fibre compromised the interfacial bonding leading to poor strength for those composites. On the other hand, 25 wt.% was inadequate to cause a significant reinforcement effect.
References
Shanmugam, V. et al. Fatigue behaviour of FDM-3D printed polymers, polymeric composites and architected cellular materials. Int. J. Fatigue https://doi.org/10.1016/j.ijfatigue.2020.106007 (2021).
Väisänen, T., Das, O. & Tomppo, L. A review on new bio-based constituents for natural fiber-polymer composites. J. Clean. Prod. 149, 582–596 (2017).
Sekar, S., Suresh Kumar, S., Vigneshwaran, S. & Velmurugan, G. Evaluation of mechanical and water absorption behavior of natural fiber-reinforced hybrid biocomposites. J. Nat. Fibers. https://doi.org/10.1080/15440478.2020.1788487 (2020).
Neisiany, R. E., Enayati, M. S., Kazemi-Beydokhti, A., Das, O. & Ramakrishna, S. Multilayered bio-based electrospun membranes: A potential porous media for filtration applications. Front. Mater. 7, 67 (2020).
Rezvani Ghomi, E. et al. The flame retardancy of polyethylene composites: From fundamental concepts to nanocomposites. Molecules 25, 5157 (2020).
Das, O., Loho, T. A., Capezza, A. J., Lemrhari, I. & Hedenqvist, M. S. A novel way of adhering PET onto protein (Wheat Gluten) plastics to impart water resistance. Coatings 8, 388 (2018).
Veerasimman, A. et al. Thermal properties of natural fiber sisal based hybrid composites—A brief review. J. Nat. Fibers https://doi.org/10.1080/15440478.2020.1870619 (2021).
Das, O. et al. An attempt to find a suitable biomass for biochar-based polypropylene biocomposites. Environ. Manag. 62, 403–413 (2018).
Gurunathan, T., Mohanty, S. & Nayak, S. K. A review of the recent developments in biocomposites based on natural fibres and their application perspectives. Compos. A Appl. Sci. Manuf. 77, 1–25 (2015).
Deepak Joel Johnson, R., Arumugaprabu, V. & Manikandan, V. Effect of moisture on the resistance of sansevieria cylindrica-reinforced vinyl ester composites. J. Test. Eval. 49, 20180827 (2021).
Peças, P., Carvalho, H., Salman, H. & Leite, M. Natural fibre composites and their applications: A review. J. Compos. Sci. 2, 66 (2018).
Pickering, K. L., Efendy, M. G. A. & Le, T. M. A review of recent developments in natural fibre composites and their mechanical performance. Compos. A Appl. Sci. Manuf. 83, 98–112 (2016).
Das, O. et al. An all-gluten biocomposite: Comparisons with carbon black and pine char composites. Compos. A Appl. Sci. Manuf. 120, 42–48 (2019).
Faruk, O., Bledzki, A. K., Fink, H. P. & Sain, M. Biocomposites reinforced with natural fibers: 2000–2010. Prog. Polym. Sci. 37, 1552–1596 (2012).
Shanmugam, V. et al. Circular economy in biocomposite development: State-of-the-art, challenges and emerging trends. Compos. Part C Open Access 5, 100138 (2021).
Vigneshwaran, S. et al. Recent advancement in the natural fiber polymer composites: A comprehensive review. J. Clean. Prod. 277, 124109 (2020).
Mohanty, A. K., Misra, M. & Hinrichsen, G. Biofibres, biodegradable polymers and biocomposites: An overview. Macromol. Mater. Eng. 276–277, 1–24 (2000).
Luo, H. et al. Effect of sisal fibre hybridisation on static and dynamic mechanical properties of corn/sisal/polylactide composites. Polym. Polym. Compos. 25, 463–470 (2017).
Swolfs, Y., Gorbatikh, L. & Verpoest, I. Fibre hybridisation in polymer composites: A review. Compos. A Appl. Sci. Manuf. 67, 181–200 (2014).
Atiqah, A. et al. Physical and thermal properties of treated sugar palm/glass fibre reinforced thermoplastic polyurethane hybrid composites. J. Market. Res. 8, 3726–3732 (2019).
Vigneshwaran, S., Uthayakumar, M. & Arumugaprabu, V. Potential use of industrial waste-red mud in developing hybrid composites: A waste management approach. J. Clean. Prod. 276, 124278. https://doi.org/10.1016/j.jclepro.2020.124278 (2020).
Vigneshwaran, S., Uthayakumar, M. & Arumugaprabu, V. Development and sustainability of industrial waste-based red mud hybrid composites. J. Clean. Prod. 230, 862–868 (2019).
John, K. & Naidu, S. V. Chemical resistance of sisal/glass reinforced unsaturated polyester hybrid composites. J. Reinf. Plast. Compos. 26, 373–376 (2007).
Gupta, M. Thermal and dynamic mechanical analysis of hybrid jute/sisal fibre reinforced epoxy composite. Proc. Inst. Mech. Eng. Part L J. Mater. Design Appl. 232, 743–748 (2018).
Venkata Reddy, G., Venkata Naidu, S. & Shobha Rani, T. A study on hardness and flexural properties of kapok/sisal composites. J. Reinf. Plast. Compos. 28, 2035–2044 (2009).
Saidane, E. H., Scida, D., Assarar, M., Sabhi, H. & Ayad, R. Hybridisation effect on diffusion kinetic and tensile mechanical behaviour of epoxy based flax-glass composites. Compos. A Appl. Sci. Manuf. 87, 153–160 (2016).
Das, O. et al. The development of fire and microbe resistant sustainable gluten plastics. J. Clean. Prod. 222, 163–173 (2019).
Goud, G. & Rao, R. N. Mechanical and electrical performance of Roystonea regia/glass fibre reinforced epoxy hybrid composites. Bull. Mater. Sci. 35, 595–599 (2012).
Selver, E., Ucar, N. & Gulmez, T. Effect of stacking sequence on tensile, flexural and thermomechanical properties of hybrid flax/glass and jute/glass thermoset composites. J. Ind. Text. 48, 494–520 (2018).
Cavalcanti, D. K. K. et al. Mechanical characterization of intralaminar natural fibre-reinforced hybrid composites. Compos. Part B Eng. 175, 107149 (2019).
Pappu, A., Pickering, K. L. & Thakur, V. K. Manufacturing and characterization of sustainable hybrid composites using sisal and hemp fibres as reinforcement of poly (lactic acid) via injection moulding. Ind. Crops Prod. 137, 260–269 (2019).
Khosravi, F. et al. Development of a highly proliferated bilayer coating on 316L stainless steel implants. Polymers 12, 1022 (2020).
Das, O., Kim, N. K., Sarmah, A. K. & Bhattacharyya, D. Development of waste based biochar/wool hybrid biocomposites: Flammability characteristics and mechanical properties. J. Clean. Prod. 144, 79–89 (2017).
Ali, A. et al. Hydrophobic treatment of natural fibers and their composites—A review. J. Ind. Text. 47, 2153–2183 (2018).
Boopalan, M., Niranjanaa, M. & Umapathy, M. J. Study on the mechanical properties and thermal properties of jute and banana fiber reinforced epoxy hybrid composites. Compos. B Eng. 51, 54–57 (2013).
Vigneshwaran, S., Uthayakumar, M., Arumugaprabu, V. & Sundarakannan, R. Numerical and experimental assessment of water absorption of red mud—An industrial waste reinforced sisal/polyester hybrid polymer composite. in Structural Health Monitoring System for Synthetic, Hybrid and Natural Fiber Composites 217–229 (Springer Singapore, 2021). https://doi.org/10.1007/978-981-15-8840-2_15.
ASTM D638—10 Standard Test Method for Tensile Properties of Plastics. https://www.astm.org/DATABASE.CART/HISTORICAL/D638-10.htm (Accessed 20th May 2021).
ASTM D790—10 Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials. https://www.astm.org/DATABASE.CART/HISTORICAL/D790-10.htm (Accessed 20th May 2021).
ISO—ISO 180:2019—Plastics—Determination of Izod impact strength. https://www.iso.org/standard/72820.html (Accessed: 20th May 2021).
ASTM International. ASTM D570—Standard Test for Water Absorption of Plastics. ASTM Standards 98, 1–4 (2010).
Yang, C., Xing, X., Li, Z. & Zhang, S. A Comprehensive review on water diffusion in polymers focusing on the polymer–metal interface combination. Polymers 12, 138 (2020).
Comyn, J. Introduction to polymer permeability and the mathematics of diffusion. in Polymer Permeability 1–10 (Springer Netherlands, 1985). https://doi.org/10.1007/978-94-009-4858-7_1.
Comyn, J. (ed.) Polymer Permeability (Springer, 2012). https://doi.org/10.1007/978-94-009-4858-7.
Mrad, H., Alix, S., Migneault, S., Koubaa, A. & Perré, P. Numerical and experimental assessment of water absorption of wood-polymer composites. Measurement 115, 197–203 (2018).
Sreekala, M. S., Kumaran, M. G. & Thomas, S. Water sorption in oil palm fiber reinforced phenol formaldehyde composites. Compos. Part A Appl. Sci. Manuf. 33, 763–777 (2002).
Maslinda, A. B., Abdul Majid, M. S., Ridzuan, M. J. M., Afendi, M. & Gibson, A. G. Effect of water absorption on the mechanical properties of hybrid interwoven cellulosic-cellulosic fibre reinforced epoxy composites. Compos. Struct. 167, 227–237 (2017).
Almansour, F. A., Dhakal, H. N. & Zhang, Z. Y. Effect of water absorption on Mode I interlaminar fracture toughness of flax/basalt reinforced vinyl ester hybrid composites. Compos. Struct. 168, 813–825 (2017).
Haameem, M. et al. Effects of water absorption on Napier grass fibre/polyester composites. Compos. Struct. 144, 138–146 (2016).
Aji, I. S., Zainudin, E. S., Abdan, K., Sapuan, S. M. & Khairul, M. D. Mechanical properties and water absorption behavior of hybridized kenaf/pineapple leaf fibre-reinforced high-density polyethylene composite. J. Compos. Mater. 47, 979–990 (2013).
Yang, X., Huang, L., Cheng, L. & Yu, J. Studies of moisture absorption and release behaviour of akund fiber. Adv. Mech. Eng. 2012 (2012).
Acknowledgements
The authors thank Luleå University of Technology for providing the funding for the article processing charges. It is an honour to dedicate this article to my late friend Dr. Deepak Joel Johnson, who was a well-wisher and supporter of mine. His assistance in my research career was invaluable and irreplaceable. Accepting his dismissal is difficult, and his memories are all over our research facility.
Funding
Open access funding provided by Lulea University of Technology.
Author information
Authors and Affiliations
Contributions
V.S., S.S., D.J.J., and K.N. designed the experiments and carried out the tests and wrote the draft. A.A. G.S., S.M., and R.E.N. reviewed and edited the manuscript. S.S., G.V., and O.D. supervised and edited the manuscript. All authors reviewed the manuscript.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Sanjeevi, S., Shanmugam, V., Kumar, S. et al. Effects of water absorption on the mechanical properties of hybrid natural fibre/phenol formaldehyde composites. Sci Rep 11, 13385 (2021). https://doi.org/10.1038/s41598-021-92457-9
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41598-021-92457-9
- Springer Nature Limited
This article is cited by
-
Influence of granite micro particles on the mechanical, damping and antimicrobial properties of silk–sisal hybrid composites
Scientific Reports (2024)
-
Stress and strain relations of RC circular, square and rectangular columns externally wrapped with fiber ropes
Scientific Reports (2024)
-
Utilization of coconut shell biomass residue to develop sustainable biocomposites and characterize the physical, mechanical, thermal, and water absorption properties
Biomass Conversion and Biorefinery (2024)
-
Deterioration of polymer composites after water ageing of chemically treated and untreated biomass
Biomass Conversion and Biorefinery (2024)
-
Enhancing the efficiency of vibrational damping and hardness properties of water hyacinth (Eichhornia crassipes) plant fibre-reinforced polymer composites
Biomass Conversion and Biorefinery (2024)