
Abstract
Calcium aluminate cement (CAC)—based strain hardening cementitious composites (SHCC) has been developed and used for the rehabilitation of sewerage pipelines. In addition to well-known microbiologically induced corrosion, CO2 concentration in the sewerage environment is high, which may cause significant carbonation of pipelines. Thus, this paper aims to investigate the effects of carbonation on the mechanical performance of CAC-based SHCC. Two types of CAC-based SHCC with different strength grades and a referenced OPC-based SHCC were prepared. The accelerated carbonation test was conducted in a carbonation chamber with a 5% CO2 concentration. The compressive and tensile behaviour of SHCC was tested first, and microstructure analysis, e.g., X-ray diffraction and scanning electron microscopy, was then performed. The results showed that CAC-based SHCC specimens exhibited robust strain-hardening performance as well as large deformation capacity in tension due to the fiber-bridging effect. Also, the compressive and tensile strength was significantly improved as well as achieving a higher tensile strain capacity after carbonation when compared with OPC-based SHCC. Microstructure analysis revealed that the metastable phases in carbonated CAC-based SHCC were converted into stable phases and calcium carbonate polymorphs, densifying the binder matrix. The obtained results of this paper may provide new insight into utilizing carbonation to avoid the unstable conversion of hydrates in calcium aluminate cement.
摘要
基于铝酸盐水泥(CAC)的应变硬化水泥基复合材料(SHCC)已成功应用于污水管道的修复。除了微生物引起的腐蚀外,污水环境中的高浓度CO2也会导致管道严重碳化。因此,本文旨在研究碳化对基于CAC的 SHCC力学性能的影响。制备了两种不同强度等级的基于CAC的SHCC试样和一种基于普通硅酸盐水泥(OPC)的SHCC试样作为参照。加速碳化试验在CO2浓度为5%的碳化室中进行。首先进行SHCC的抗压和抗拉强度测试,然后利用X射线衍射和扫描电子显微镜等进行微观结构分析。结果表明,由于纤维桥接效应,基于CAC的SHCC试样表现出稳健的应变硬化性能及较大的拉伸变形能力。此外,与基于OPC的SHCC相比,CAC的SHCC抗压和抗拉强度显著提高,并且在碳化后得到更高的拉伸应变能力。微观结构分析表明,碳化后的基于CAC的SHCC试样中的亚稳相转变为稳定相和碳酸钙多晶型,使胶凝基体更致密。本文的研究为利用碳化避免CAC水化产物的不稳定转变提供了新的见解。
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Strain hardening cementitious composite (SHCC) is a novel ductile fibre reinforced concrete material mixed with high molecular polymer fibre (vol < 2%). The tensile strength of SHCC can usually achieve 4–10 MPa along with a tensile strain of 3 – 8%, which exceeds several hundred times of normal concrete in tensile ductility [1, 2]. Over the last decades, it has been developed as low-carbon based cementitious composite with limestone calcined clay cement [3], recycled crumb rubber [4], recycled hollow glass microsphere [5] and geopolymer [6]. Featuring such a unique cracking behaviour, low-carbon based SHCC has been extensively used as a strengthening material for reinforced concrete structures or concrete protective layers [7]. Recently, SHCC has attracted great interest in the wastewater industry. Particularly, a low carbon Calcium aluminate cement (CAC) based SHCC was developed to retrofit cracked reinforced concrete pipes as this novel composite material benefits not only cracking width control ability but also improved resistance to microbiologically induced corrosion [8, 9]. In addition to biogenic corrosion, high CO2 concentration inside the sewer pipes can also induce a significant carbonation process. Specifically, on-site investigations revealed that the concentration of CO2 inside the sewer pipes was around 3%, which is considerably higher than in the atmosphere (0.04%). Corrosion was also detected in compartments with low H2S but relatively high CO2 [10, 11]. Therefore, a better understanding of the performance of CAC-based SHCC in sewer pipes, e.g., whether it can sustain robustness in a concentrated CO2 environment, is essential for sewerage pipe application.
Carbonation can cause corrosion issues in reinforced concrete by damaging the protective layer of reinforcing bars. However, when CO2 in the atmosphere reacts with the hydrated cement matrix in the presence of moisture, the formed sparingly soluble CaCO3 can densify the pore structure, enhancing the mechanical property and durability of cement-based composites [12]. Likewise, carbonation has the same effect but some extra benefits for CAC-based products [13, 14]. The hydrates of CAH10 and C2AH8 produced by anhydrous CAC react with water are in metastable platy hexagonal phases, which leads to a so-call ‘conversion’ reaction over time. These hydrates will transform to a denser and more stable cubic hydrogarnet of C3AH6 and AH3, results in an increasement of CAC paste porosity and decreasing in compressive strength. Thus, when metastable phases in the carbonated sample are converted into stable phases and calcium carbonate polymorphs, the pore structure and strength of CAC-based products are not undergoing any significant change. Irrespective of the nature of the hydrates present, the reaction of CAC with CO2 eventually will form CaCO3 and AH3. Reactions are shown as follow [15]:
In this article, a pilot step was taken to provide a preliminary investigation into the effects of carbonation on the mechanical properties and microstructure of CAC-based SHCC. The focus of this paper is on mechanical properties examination (e.g., compressive strength, tensile strength, ductility, and cracking behaviour) of CAC-based SHCC. Microstructure analysis (e.g., X-ray diffraction and scanning electron image) was also conducted for in-depth analysis.
2 Experimental program
2.1 Raw materials
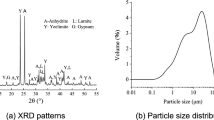
Two CAC-based SHCC mixtures consist of ISTRA 40 Calcium aluminate cement (CAC), ground granulated blast furnace slag (GGBFS), fine silica river sand, water, Polycarboxylate based high range water reducer admixture (HRWRA), Hydroxypropyl Methylcellulose, and high molecular weight polyethylene (PE) fibres. The addition of GGBS could restrain the conversion of CAC. A referenced OPC-based SHCC mixture was also prepared. The chemical composition of cementitious materials (see Table 1) was examined by X-ray fluorescence (XRF). The fine aggregate used in this study was silica sand with a maximum grain size of 181 µm and an average size of 100 µm. The particle size distribution of each material is shown in Fig. 1. The basic properties of OPC and CAC are given in Table 2, and their surface morphology is shown in Fig. 2.

Particle size distributions of CAC, OPC, GGBFS and Fine silica sand

Micrographs of CAC, GGBFS and OPC
A high aspect ratio polyethylene (PE) fibre, with a tensile strength up to 3000 MPa, was selected, and it has a length of 18 mm and a diameter of 20 μm. PE fibre, with a high aspect ratio of 900, is far greater than the aspect ratio of PVA fibre and steel fibre. To enhance the tensile performance (eg. Ultimate tensile strength, tensile strain) of SHCC, high aspect ratio (Lf/df) PE fibre was chosen in this study as it can increase the fibre/matrix interfacial area under the same fibre volume fraction [16]. In addition, PE fibre has hydrophobic characteristic to eliminate the chemical bond between fibre and cementitious matrix. This behaviour can remarkably increase the complementary fibre bridging capacity and tensile strain capacity of SHCC. According to Fan et al. [16] and Zhang et al. [5], a volume fraction of fibre of 1% was chosen to have a pseudo strain hardening (PSH) behavior of SHCC. Therefore, a 1% content of PE fibre was employed to observe the effects of each mix design on the mechanical and microstructure behavior of CAC/OPC-based SHCC. The morphology of PE fibre is shown in Fig. 3.

Morphology of PE fibre
Polycarboxylate-based (PCE) high-range water-reducing admixture (HRWRA) was used to achieve desirable workability of fresh mixtures, and hydroxypropyl methylcellulose (HMPC) was added as a viscosity modifying admixture to ensure uniformity of the PE fibre dispersion.
2.2 Mix design and sample preparation
Paste and SHCC mixture were prepared in this study. Paste sample was prepared for microstructure analysis, and SHCC samples were mainly tested for mechanical properties. Firstly, two groups of cement- GGBFS blended pastes were prepared with tap water and cement -slag blendes, the cement to slag ratios were 1.5 and 3.8, respectively. Then, SHCC samples were prepared with dry powder and river sand to mix at a speed of 140 rpm for about 1 min. Tap water (pre-mixed with PCE and HPMC) was then added to the pan mixer and agitate for another 3 mins at a speed of 140 rpm. PE fibres were poured in two batches, when mixing speed was turned to 420 rpm for 1 min when half of the fibre and the total amount of the fibre was added. The mixing procedures were carefully designed to ensure good fibre dispersion. The flowability of all SHCC mixtures was satisfactory, and only slight compaction was needed during casting. Last, three sets of mortar samples (without adding fibres) were prepared for microstructure analysis. The specimens were kept in the moulds for 24 h at room temperature. After demolding, all the specimens were cured in a humid room (Relative humidity 95%, temperature 23 °C) for three months prior to carbonation. Mix proportions of each mixture are shown in Table 3. Mixtures were named by cement type and cement to slag ratio.
2.3 CO2 exposure
After 3-month pre-curing in a humid chamber (95% humidity), samples were placed in an environment-controlled carbonation chamber to examine the difference in carbonation effects on different mixtures, as shown in Fig. 4. The CO2 concentration was maintained at 5 ± 0.2% and the temperature at 23 °C ± 2 °C. Relative humidity of 65 ± 5% was selected as it is close to the sewerage environment [17]. Meanwhile, controlled specimens were cured in the humid chamber (95% humidity) during the same period.

Accelerated carbonation process
2.4 Experimental procedures
The hardened SHCC after carbonation was characterised from mechanical and microstructural perspectives to provide a comprehensive understanding of the cementitious composite. Table 4 lists experimental techniques and the corresponding testing parameters.
2.4.1 Mechanical tests
Uniaxial compressive strength was conducted by a Geocon compression testing machine in accordance with ASTM C109 [18]. Cubic samples with an edge length of 50 mm (Fig.7a) were prepared for the compressive test. Humid room cured samples were tested at the age of 3 months. Then carbonation cured samples for a further three months. Control samples were kept in a humid chamber for the same period of 6 months for comparison. Four cubic samples were tested under the loading rate of 0.83 kN/s for every mixture, and the value was identified as ultimate compressive strength. The testing regime is shown in Fig. 5.

Compressive testing regime
The uniaxial tension stress-strain relationship is measured with dog-bone shape specimens to ensure most of the cracks will form in the 80 mm length central gauge region, as is shown in Fig. 6 [19]. Actual setup for direct tensile test is shown in Fig. 7b. To allow multi-directional rotations, two hinges were designed on top and bottom. Two linear variable displacement transducers (LVDTs) were used to measure the central region elongation of the dog-bone specimen on a designed frame. The alignment of the set-up was carefully examined to avoid initial eccentricity before loading. Displacement control at 0.5mm/min constant loading rate was chosen to operate the test. Load and tensile strain were then recorded and calculated through load cell and LVDTs.

Dimensions of dog-bone specimen

Test setups for the mechanical properties
2.4.2 Microstructure investigation
The mineralogy was characterized using XRD with powdered samples collected from the core part of pastes before and after carbonation. A Rigaku SmartLab XRD with CuKα radiation source was used for the measurement. The X-ray was generated at 40 mA and 45 kV, and the mineralogy was detected with a scan range of 5° to 45° 2θ at the rate of 2.5° min−1. MDI Jade 2010, equipped with PDF4 + 2022 database, was used for mineral phase determination. Scanning electron microscopy (SEM) analysis was conducted on SHCC and mortar samples to investigate fibre/matrix bonding capacity and quantify the hydrated and carbonated cementitious matrix. Samples were oven dried at 105 °C for 24 h and then coated with a thin carbon layer prior to SEM analysis. The SEM was operated at an accelerating voltage of 15 kV and a working distance of 12.5 mm.
3 Results and discussion
3.1 Compressive behaviour
The effects of carbonation on the compressive strength development of CAC-based SHCC and OPC-based SHCC mixture are depicted in Fig. 8. It can be found that the conversion issue in the first 3-month curing age of CAC is successfully hindered by the addition of GGBFS and compressive strength of all the specimens was increased after carbonation compared to samples under standard humid curing. Such an improvement can be attributed to the chemical reaction occurred in carbonation specimens. This reaction leads to the formation of calcium carbonate (CaCO3) particles, which are micro-sized particles and can fill pores in the cement matrix to reduce the porosity and thus contributes to the compressive strength improvement which has been verified in [15]. The average compressive strength at a 3-month humidity curing time of CAC1.5 is 57.42 MPa, 56% higher than CAC3.8 under the same curing age due to the higher cement content. OPC1.5 exhibited the highest compressive strength of 62.37 MPa at 3-month humidity curing among three mixtures. However, after a further three months of carbonation, both CAC-based mixtures processed a significant strength increment of around 25%, while OPC1.5 only showed a 10% increment. Compared with the 6-month humidity curing control samples, it can be seen that the Carbonation effect is more evident in CAC-based mixtures with over 20% higher than normal cured samples compared with author’s previous finding [16], but the OPC-based mixture only has a 4—6% difference from normal cured samples. The reason for that could be, other than the new generated CaCO3, the hydration product in CO2 cured CAC-based mixture was converted from metastable hydrates CAH10 and C2AH8 to stable hydrates C3AH6 and resulted in densified composites [13]. This excellent performance will facilitate the potential application of CAC-based SHCC for in-service sewer repair, where a reliable liner is essential to ensure a promised strength development under high CO2 concentration.

Compressive strength of samples before and after Carbonation
3.2 Uniaxial tensile behaviours
3.2.1 σ-ε relationship
The tensile stress–strain relationship of three different mixtures was conducted after carbonation. All specimens exhibited robust tensile strain hardening behaviour and multiple cracking resistance (Fig. 9), and results are presented in Fig. 10 (a)—(c). Dog-bone samples were under the curing regime of 3-month humid room curing, followed with a further 3-month carbonation. A group of 6-month humid room curing dog-bone samples were also tested for comparison. A similar strength difference was observed as compressive strength results; each curve was an average value of four samples. The tensile strength and strain energy were improved after carbonation in CAC based mixtures, while a slight improvement in ultimate tensile strength was observed in OPC based samples. CAC3.8 showed a significant increase in tensile strain capacity. A comparison between the three mixtures was presented in Fig. 11. The detailed tensile parameters of initial cracking stress, ultimate stress, corresponding strain capacity and strain energy density under the area between the stress–strain curve are shown in Figs. 12, 13, 14, 15, 16.

Multiple cracking behaviour of each mixture after 3-month RH curing + 3-month Carbonation

Tensile behaviour

Overall comparison of average tensile stress–strain curve

Tensile stress–strain diagram and parameters

Initial cracking and ultimate stress

Ultimate tensile strain

Tensile strain energy

Crack width and crack numbers
3.2.2 Tensile parameters
The tensile parameters outlined in this section include the initial cracking stress, ultimate stress, strain capacity corresponding to the ultimate stress, energy absorption capacity, crack number, and average crack width. The definitions of these key parameters are explained in Fig. 12 and specified in previous research conducted by the authors [16].
Figure 13 showed the initial cracking and ultimate stress of the three mixtures with and without carbonation. Generally, sample exposed to carbonation leads to a further increase in cracking strength. A reason for that can be the calcium carbonate (CaCO3) particles forms on fibre surface, thereby strengthening fibre/matrix interface bonding capacity. CAC1.5 showed the highest initial cracking stress of 2.82 MPa amongst three mixtures at 6-month humid room curing age, 28% higher than the OPC-based mixture under the same cement to slag ratio. When reduced cement to slag ratio, CAC3.8 only has 1.31 MPa in initial cracking stress. OPC1.5 shows 5% higher than CAC1.5 in ultimate stress. However, the increasement of OPC1.5 is relatively low at 17%, whereas in CAC1.5 and CAC3.8, the increase can reach 27% and 34% after carbonation. Therefore, it is clear that carbonation can significantly increase the initial cracking and ultimate cracking capacity of CAC-based mixtures.
According to the tensile stress–strain behaviour, it can be seen that the lower matrix strength and fracture toughness of the cementitious matrix benefit the development of the strain capacity of SHCC; therefore, in Fig. 14, the lowest strength mixture of CAC3.8 has the highest strain capacity. A relatively high tensile strain of 6.78% was observed in the CAC3.8 sample at a 6-month humid curing age. After carbonation, the strain capacity is increased to 8.08%, which is several magnitudes of normal concrete materials. CAC1.5 shows a 17% increase in tensile strain, while OPC1.5 only show a 6% improvement. The tensile strain value of 4.12% is also the lowest strain among the three groups after carbonation.
The higher strain capacity can lead to a slight change in strain energy of the CAC-based SHCC. For instance, in Fig. 15, the strain energies of CAC1.5 and CAC3.8 were 249.52 kJ/m3 and 122.72 kJ/m3 at a 6-month humid curing age, respectively. However, the carbonation cured samples showed a 39% and 46% improvement in strain energy. Both are higher than the strain energy of OPC1.5, which is only 226.60 kJ/m3 after carbonation.
The number of cracks and average crack width within a gauge length of 80 mm was evaluated, as shown in Fig. 16. The value of crack width is determined indirectly by dividing the elongation of the dogbone specimen within the central area by the number of cracks that occurred in this area. Figure 16 indicates that crack width was reduced on carbonated samples. Both CAC-based SHCC samples showed a better cracking width control than OPC-based SHCC. In terms of cracking numbers, the lower strength mixture CAC3.8 exhibits a superior performance; 43 crack numbers were observed within the 80 mm gauge length region.
3.3 Microstructure analysis
3.3.1 SEM observation on fibre/matrix interface
The failure morphology of PE fibers was investigated by carrying out SEM; samples were taken from the tensile broken piece, as shown in Fig. 17. Most of the fibres were pulled out from the CAC matrix with a fiber pull-out length of around 3–4 mm, and the fibre surfaces were relatively smooth.

Fibre pull out
As from Fig. 17, PE fibres were ruptured rather than pulled out. The fibre surface was relatively neat after being pulled out from the matrix before carbonation. Figure 18 (a) and (c) show that CAC1.5 and OPC1.5 have more surface particles attached to fibre compared with CAC3.8, which is in accordance with the tensile performance mentioned in Sect. 3.2, CAC3.8 reaches a lowest ultimate tensile stress of 2.31 MPa among three mixtures. However, after a further three months of carbonation, the surface of the pull-out fibre was seriously worn, and many hydration products were attached to the surface of PE fibre, which is due to the grown strong bond between PE fibres and matrix, explains the 27% and 34% increasement of CAC1.5 and CAC3.8 after carbonation. It is obvious to see from Fig. 18 (b), While the lateral surface of PE fibre in CAC3.8 specimens was stuck to more matrix particles during the pullout process leading to a higher tensile strength. CAC1.5 fibre surface were grooved severely and fractured during the pull-out process.

SEM observation of fibre-matrix interface
3.3.2 XRD analysis
XRD analysis was conducted on pastes samples. To identify the phase composition of the hardened pastes, XRD patterns were acquired and plotted in Fig. 19 (a) and (b). As for two groups of CAC-based mixtures, unlike calcium silicate systems, products identified from CAC1.5 and CAC3.8 are calcium carbonate, calcium aluminate hydrate and aluminate hydroxide. Prior to carbonation, it can be found the hexagonal phase of C2AH8 was dominantly formed regardless of mixture types. Minor C3AH6 and AH3 contents were also detected. After a further three months carbonation, the transformation of C2AH8 into cubic phases C3AH6 and AH3 is clearly restricted. This leads to the improvement of compressive strength and carbonation seems to impede unfavourable conversion to metastable CAH10 and C2AH8. Moreover, the straetlingite (C2ASH8) peak was also observed after carbonation. However, due to the small crystal size, internal disorder, and the low crystallinity of strätlingite, it nearly present indistinguishable peaks in the XRD patterns. In terms of OPC1.5, peaks of diffraction are obvious for calcium hydroxide (Ca(OH)2), alite (C3S), and belite (C2S) can be observed before carbonation. A very strong calcite peak was found on the samples after carbonation, this phenomenon provides evidence for carbon uptake and carbonation reaction. Additionally, Ca(OH)2 peak was either disappeared or reduced in carbonated samples, which provides another demonstration of Ca(OH)2 transform into CaCO3 because of carbonation, therefore, results in a lower porosity and sample densification.

XRD analysis of samples without and with Carbonation
4 Conclusion
In this study, the effect of accelerated carbonation on the mechanical properties of CAC-based GGBFS blended strain hardening cementitious composites (SHCC) was investigated. The low carbon composite exhibits excellent performance after three months of carbonation. Compressive strength, tensile strength, and strain capacity of the cementitious composite are determined. The following conclusions can be obtained:
-
1)
CAC1.5 exhibited the highest compressive strength increment after carbonation, achieving 86.16 MPa, 25% higher than 6-month humid room cured samples. With the increased cement to slag ratio, the compressive strength in CAC3.8 reduced to 37.46 MPa but still achieved a 25% strength increasement compared with control humid room cured samples, whereas OPC1.5 only had a slight 10% strength increasement. This demonstrated that the microstructure of the CAC-based SHCC can be densified by accelerated carbonation by eliminating metastable hydrates, hence results in a higher compressive strength compared to non-carbonated reference samples at the same curing age.
-
2)
Multiple cracking and strain hardening were identified in the carbonated SHCC samples subjected to uniaxial tension. 3-month accelerated carbonation led to an increase of the ultimate tensile strength of CAC1.5 from 6.27 MPa to 8.66 MPa, the tensile strain of CAC3.8 from 6.78% to 8.08%. Both exhibited better performance than OPC1.5. Total number of cracks was increased while the average crack width was reduced. A stronger fibre-matrix interfacial bond was likely created after carbonation and consequently increased the occurrence of fibre rupture compared to the reference non-carbonated samples.
-
3)
SEM images show the fibre-matrix interface of samples with and without carbonation. The fibre morphology after being pulled out proved that carbonation has outstanding effects on the pull-out performance. More cementitious particles were found on fibre surface, and the fibre surface was severely scratched, demonstrating a better tensile capacity in CO2 cured samples.
-
4)
XRD analysis results evident that the metastable hydrates were absent in the carbonation-cured samples. The metastable hydrates CAH10 and C2AH8 are believed to be transformed into stable hydrates C3AH6. Newly generated CaCO3 fills the voids and lowers the porosity of the samples.
The work presented in this paper is a preliminary study on the influence of carbonation on CAC-based SHCC. More studies on carbonation effect on durability performance, e.g., pH change, growth of microorganisms, and sulfuric acid resistance after carbonation, will be investigated in future studies.
Availability of data and materials
The authors confirm that the data supporting the findings of this study are available within the article.
References
Ding, Y., Yu, Y., & Li, M. (2022). A review on high-strength engineered cementitious composites (HS-ECC): Design, mechanical property and structural application Structures, 35, 903–921. https://doi.org/10.1016/j.istruc.2021.10.036.
Sheta, A., Ma, X., Zhuge, Y., ElGawady, M. A., Mills, J. E., Singh, A., & Abd-Elaal, E. S. (2021). Structural performance of novel thin-walled composite cold-formed steel/PE-ECC beams. Thin-Walled Structures, 162, 107586. https://doi.org/10.1016/j.tws.2021.107586
Zhu, H., Zhang, D., Wang, T., McBain, M., & Li, V. C. (2021). Intrinsic self-stressing and low carbon Engineered Cementitious Composites (ECC) for improved sustainability. Cement and Concrete Research, 149, 106580.
Hou, M., Zhang, D., & Li, V. C. (2022). Crack width control and mechanical properties of low carbon engineered cementitious composites (ECC). Construction and Building Materials, 348, 128692.
Fan, W., Zhuge, Y., Ma, X., Chow, C. W. K., Gorjian, N., & Liu, Y. (2021). Feasibility of Using the Hollow Glass Microsphere to Develop Lightweight CAC-GGBFS-Blended Strain-Hardening Cementitious Composites. Frontiers in Materials, 8, 1–14. https://doi.org/10.3389/fmats.2021.752720
Nematollahi, B., Sanjayan, J., & Shaikh, F. U. A. (2016). Matrix design of strain hardening fiber reinforced engineered geopolymer composite. Composites Part B: Engineering, 89, 253–265. https://doi.org/10.1016/j.compositesb.2015.11.039
Fan, W., Zhuge, Y., Ma, X., Chow, C. W. K., Gorjian, N., Oh, J.-A., & Duan, W. (2020). Durability of Fibre-Reinforced Calcium Aluminate Cement (CAC)–Ground Granulated Blast Furnace Slag (GGBFS) Blended Mortar after Sulfuric Acid Attack. Materials, 13, 3822.
Fan, W., Zhuge, Y., Ma, X., Chow, C. W. K., Gorjian, N., & Li, D. (2022). Thin-Walled Structures Retrofitting of damaged reinforced concrete pipe with CAC-GGBFS blended strain hardening cementitious composite ( SHCC ). Thin-Walled Structures, 176, 109351. https://doi.org/10.1016/j.tws.2022.109351
Liu, Y., Zhuge, Y., Fan, W., Duan, W., & Wang, L. (2022). Recycling industrial wastes into self-healing concrete : a review. Environmental Research, 214, 113975. https://doi.org/10.1016/j.envres.2022.113975
Kong, L., Han, M., & Yang, X. (2020). Evaluation on relationship between accelerated carbonation and deterioration of concrete subjected to a high-concentrated sewage environment. Construction and Building Materials, 237, 117650. https://doi.org/10.1016/j.conbuildmat.2019.117650
Ismail, N., Nonaka, T., Noda, S., & Mori, T. (1993). Effect of carbonation on microbial corrosion of concretes. Effect of carbonation on microbial corrosion of concretes,” Doboku Gakkai Rombun-Hokokushu/Proceedings of the Japan Society of Civil Engineers, 133–138. https://doi.org/10.2208/jscej.1993.474_133.
Jerga, J. (2004). Physico-mechanical properties of carbonated concrete. Construction and Building Materials, 18, 645–652. https://doi.org/10.1016/j.conbuildmat.2004.04.029
Park, S. M., Jang, J. G., Son, H. M., & Lee, H. K. (2017). Stable conversion of metastable hydrates in calcium aluminate cement by early carbonation curing. Journal of CO2 Utilization, 21, 224–226. https://doi.org/10.1016/j.jcou.2017.07.002
Fernández-carrasco, L., Rius, J., & Miravitlles, C. (2008). Supercritical carbonation of calcium aluminate cement. Cement and Concrete Research, 38, 1033–1037. https://doi.org/10.1016/j.cemconres.2008.02.013
Goñi, S., & Guerrero, A. (2003). Accelerated carbonation of Friedel’s salt in calcium aluminate cement paste. Cement and Concrete Research, 33, 21–26. https://doi.org/10.1016/S0008-8846(02)00910-9
Fan, W., Zhuge, Y., Ma, X., Chow, C. W. K., & Gorjian, N. (2020). Strain hardening behaviour of PE fibre reinforced calcium aluminate cement (CAC) – Ground granulated blast furnace (GGBFS) blended mortar. Construction and Building Materials, 241, 118100. https://doi.org/10.1016/j.conbuildmat.2020.118100
Zhang, W., Yin, C., Ma, F., & Huang, Z. (2018). Mechanical properties and carbonation durability of engineered cementitious composites reinforced by polypropylene and hydrophilic polyvinyl alcohol fibers. Materials, 11. https://doi.org/10.3390/ma11071147
Standard, A. (2008). ASTM C109-standard test method for compressive strength of hydraulic cement mortars. ASTM International, West Conshohocken, PA, USA.
Japan Society of Civil Engineers. (2008). Recommendations for Design and Construction of High Performance Fiber Reinforced Cement Composites with Multiple Fine Cracks (HPFRCC). Concrete Engineereing Series (p. 82), Testing 6-10. http://www.jsce.or.jp/committee/concrete/e/index.html.
Acknowledgements
The first author would like to acknowledge the University of South Australia Postgraduate Research Award and Research Training Program scholarships for his Ph.D study. The authors would like to thank the staffs at UniSA Laboratory, especially Tim Golding and Henry Senko, for their assistance during the experimental work. The authors are grateful for the donation of cement from Adelaide Brighton Cement and slag from Independent cement and lime to be used in this study.
Funding
The first author would like to acknowledge the University of South Australia Postgraduate Research Award and Research Training Program scholarships for his Ph.D study.
Author information
Authors and Affiliations
Contributions
Conceptualization: Yan Zhuge; Methodology: Wei Fan, Yan Zhuge; Formal analysis and investigation: Wei Fan, Xing Ma, Christopher W.K. Chow; Writing - original draft preparation: Wei Fan; Writing - review and editing: Yan Zhuge, Xing Ma, Christopher W.K. Chow, Yue Liu, Guangtong Huang, Nima Gorjian; Funding acquisition: Wei Fan; Supervision: Nima Gorjian.
Corresponding author
Ethics declarations
Competing interests
Yan Zhuge is one of the Editorial Board Members for Low-carbon Materials and Green Construction and was not involved in the editorial review, or the decision to publish this article. All authors declare that there are no other competing interests.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Fan, W., Zhuge, Y., Ma, X. et al. Effects of carbonation on mechanical properties of CAC-GGBFS blended strain hardening cementitious composites. Low-carbon Mater. Green Constr. 1, 2 (2023). https://doi.org/10.1007/s44242-022-00001-3
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s44242-022-00001-3