
Abstract
Self-shaping systems offer a promising approach for making complex 3D geometries from the material-driven transformation of 2D sheets. However, current research development of such systems is focused on small-scale applications. This study proposes a self-shaping composite for generation of larger-scale curved surfaces suitable for spatial structures. The composite arises from the novel combination of a perforated plate passive layer and a heat-shrinkable active layer. Experimental investigations are undertaken to assess the influence of perforation parameters of the passive layer over the degree of curvature generated in the self-shaping composite system. A 3D scanner and parametric curvature evaluation tool were used to extract and analyse the fabricated surface curvatures. Three key deformation characteristics were identified: the generated surface is cylindrical with dominant curvature in the x-direction; curvature is approximately uniform across the surface width and length; and curvature is strongly influenced by perforation bridge and strap length parameters. Results of this study support the application of self-shaping curved surfaces for customizable discrete structure parts.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The emergence of computational design tools in modern architecture increasingly enables building design with complex and non-planar surface geometries. However, the fabrication of non-planar surfaces is one of the most challenging steps in their architectural design and delivery (Tellier, 2020). Depending on the material, there are various techniques to fabricate curved surfaces, such as glue lamination (Chai et al. 2021), kerfing (Greenberg & Körner, 2014), steam bending (Ratnasingam et al. 2022; Schulte et al. 2011), laser forming (Safari & Farzin, 2015; Shen et al. 2018), curved layer printing (Lim et al. 2016), thermoforming (Herzog & Tille, 2021; Kleespies III & Crawford, 1998; Peng et al. 2019), and roll bending (Cai et al. 2012; Feng & Champliaud, 2011).
These techniques can create geometrically complex shapes, but producing individual components and with distinctive shapes and curvatures remains an expensive undertaking (Chen et al. 2020; Lee et al. 2024; Park & Ock, 2015; Tellier, 2020). For some fabrication processes, using reusable molds can reduce construction cost and minimize waste, yet this still requires additional labor and for parts to have a degree of standardisation (Chen et al. 2020). Due to these complexities, designers and manufacturers usually fabricate approximations of curved surfaces from flat components. While this eliminates the cost penalty for curved surface fabrication, it introduces a requirement for geometrical optimization that may detract from designer intent and does not guarantee the elimination of non-planar surfaces. Excessive discretization of a continuous surface can also introduce other construction challenges, in terms of connection design and component integration.
To address these limitations, recent research has explored self-shaping manufacturing processes, which embed a 2D sheet with an active material such that it can transform into a 3D geometry. The active material will typically change shape via shortening or elongation when subjected to an external stimulus, including for example heat (Mansoori et al. 2019), light (Liu et al. 2012), magnetic fields (Yi & Liu, 1999), or environmental humidity (Correa et al. 2020; Wood et al. 2016). The 2D material substrate is typically a passive material that can undergo a complex deformations such as folding, bending, and/or twisting when actuated by the active material. The central advantage of self-shaping is that customised parts with complex curvature variations can be manufactured in a flat state without molds or external actuation. This significantly reduces the complexity of the fabrication process, and in some cases also supports more efficient transportation (Wood et al. 2023). However, most existing self-shaping processes have been developed for small-scale applications suited to industries such biomedical engineering, aerospace, and robotics, using relatively high-performance materials and sophisticated material deposition processes.
This research focuses on developing a self-shaping process using low-cost materials and commonly available fabrication equipment. This approach aims to achieve increased scalability compared to existing methods that often rely on additive manufacturing, pre-stressing techniques, or utilizing specialist materials. Among available fabrication techniques, kerfing is a cost-efficient method that uses subtractive manufacturing to perforate rigid plate materials and increase their bending capacity. This paper proposes a hybrid fabrication approach, shown in Fig. 1, that combines a heat-shrinkable active layer and a perforated plate passive layer to form a self-shaping system for customizable curved sheet profiles. It also investigates the effect of geometrical perforated plate parameters on self-shaping and presents a mid-scale self-shaping structure made by discrete component assembly.

Schematic of self-shaping perforated plate. a Rigid plate material that is (b) embedded with perforations to create passive layer. c Passive and active layers are bonded to create self-shaping composite, with (d) heat-triggered curved surface shape change response
2 Background
2.1 Self-shaping
In material science and engineering, self-shaping refers to a material process or fabrication technique that enables an object to alter its shape without external force application (Tahouni et al. 2020). Shape change techniques have been developed to harness both natural material phenomena, such as shape memory (Sobczyk et al. 2022) or hygroscopic behaviors (Wood et al. 2020), and engineered responsive material phenomena, such as differential pre-stress (Jourdan et al. 2022) or composite behaviors (Mansoori et al. 2019). The most prevalent approach for achieving self-shaping behavior is using materials that exhibit a shape memory effect (SME). SME refers to the ability of materials to remember their original shape and transfer between original and temporary states by exposing them to external stimuli (Haskew & Hardy, 2020; Mather et al. 2009). For example, shape memory alloy (SMA) or polymer (SMP) materials can transform between temporary and original states by physical or chemical reaction to a received stimulus (Haskew & Hardy, 2020; Tabadkani et al. 2021). SMPs offer a wider range of functionalities as compared to SMAs due to their capacity for complex shape change programmability and their ability to respond to various stimuli like heat, light, and moisture. This versatility allows them to be tailored to application-specific performance requirements. Additionally, the relatively simple processing effort of SMPs makes them a cost-effective option for production and deployment (Haskew & Hardy, 2020; Pilate et al. 2016; Tabadkani et al. 2021).
Heat-responsive SMPs are the most widely available and, thus, lowest-cost SMP material. Generally, heat-responsive SMPs possess two parts: a stable base that maintains its shape and a heat-sensitive part that enables switching between shapes. When heated above a transition temperature (\(T_{trans}\)), the heat-sensitive part softens, allowing it to bend or mold it into a new shape. As it cools back down, it hardens and ‘remembers’ this new shape, making it useful for various applications (Kalkan-Sevinc & Strobel, 2015; Pilate et al. 2016). While this reversible behavior is common among most SMPs and is considered as their defining property, heat shrinkable tubes and films are a closely aligned material class that exhibit unidirectional, irreversible shape memory behavior (He et al. 2021; Kalkan-Sevinc & Strobel, 2015). Made from oriented polymers like polystyrene (PS), they are manufactured by stretching above \(T_{trans}\) and cooling in the elongated state, ‘locking’ the molecules in place. Reheating beyond \(T_{trans}\) unlocks these molecules, triggering shrinkage back to the original shape due to the inherent stress stored during fabrication (He et al. 2021; Kalkan-Sevinc & Strobel, 2015; Pilate et al. 2016).
There is extensive research on applying heat-shrink films and SMPs to 2D sheets to enable their self-shaping into 3D forms. Cui et al. (2017) examined a 12mm pre-strained PS (PSPS) sheet applied to a polyimide sheet in discrete hinge zones. They investigated its sliding and delamination effect during the folding process. In Liu et al. (2012), six centimeter-scale PSPS samples were fabricated with inkjet printable Shrinky-Dinks and shaped with a light stimulus. Felton et al. in multiple of researches, examined both centimeter-scale (Felton et al. 2013, 2014) and millimeter-scale (Felton et al. 2015) shape memory composites made from PS and polyolefin SMPs laminated with polyimide, paper, and aluminum. They used these composites as inexpensive self-folding hinges, activated in response to resistive heaters and environmental heat sources. Related research has developed rapid and low-cost self-folding origami SMP composites, up to 150 mm in size and activated with uniform heating (Tolley et al. 2014). Curved surface fabrication was explored in Bodaghi et al. (2019) for a 50\(\times\)30 mm paper sheet with SMP polylactic acid (PLA) creases printed on its surface. They found that the degree of attained curvature was correlated with printing speed.
From the above studies, it can be observed that while SMPs can be applied for versatile and low-cost fabrication of self-shaping materials, they are limited in terms of scale of application. Alternative active materials have been explored for large-scale self-shaping structures, particularly hygroscopic actuators (Bechert et al. 2021; Krieg et al. 2014; Wood et al. 2016, 2018). Researchers fabricated 230 mm \(\times\) 160 mm samples from a wood filament active layer, ABS filament passive layer, and thermoplastic polyurethane (TPU) crease layer material, using a modified 3D printing technique to enable a 4D, hygroscopic actuated self-shaping capacity (Tahouni et al. 2020). Wood et al. (2016), developed hygroscopically actuated timber surfaces up to 1.5 m \(\times\) 1.0 m. The largest self-shaping wooden surface fabricated by moisture stimulus is made from cross-laminated timber (CLT) in 14 m lengths and applied in the Urbach Tower project (Bechert et al. 2021; Wood et al. 2020). While research has shown promise in using hygroscopic properties for self-shaping, limitations exist. Upscaling these structures is difficult due to uneven moisture absorption and drying processes across larger sizes. Wood type selection and alignment of fiber/ grain orientation with the desired curvature makes it challenging to predict the exact shape, especially for complex curvatures (Grönquist et al. 2019; Wood et al. 2016, 2018).
2.2 Perforated plates
A curved surface can be made from a flat sheet simply by elastic bending, however the attainable curvature is limited by material flexural strength and stiffness (Lienhard, 2014). A common technique to increase the elastic bending capability in rigid plate materials is by perforation, which removes part of the material to reduce its effective bending and axial stiffnesses (Lorenzoni & da Silva, 2021). Plate perforation techniques and common applications include kerfing for curved timber components; lamina emergent arrays for curved and compliant mechanisms (Nelson et al. 2016); and auxetic linkage and kirigami patterning methods for deployable curved surfaces (Konaković-Luković et al. 2018; Lee et al. 2022).
Several studies have investigated applying perforation as a potential method for folding and bending 2D plates. Greenberg & Körner (2014) applied the kerfing technique to bend discrete plywood sheets to make a large-scale shelter. Mitov et al. (2019) proposed a curved surface made of discrete strips using a slotted perforation pattern aligned with the deformed surface rulings. Researchers have also explored how geometric design parameters of a perforation pattern can influence sheet mechanical behaviors. Research investigations into perforation characteristics fall into three main categories. First, perforated creases or joints have been investigated for bending of origami-inspired designs (Hwang, 2021; Miyazawa et al. 2023; Sadeghi et al. 2021). Slot length and spacing affected bending stiffness and larger slot-to-thickness ratios led to significantly greater curvature. Second, the effect of perforation shape and size has been explored, including elliptical, rectangular, and crescent-shaped perforations in steel plates (Ma et al. 2023; Shi et al. 2020). These showed reduced bending stiffness as perforation slots increased or the connecting material width between slots reduced. Third, the patterned distribution of perforations, including square, hexagonal, and staggered slot tessellations, has been investigated. The employed pattern can influence the strength and stiffness of the whole perforated plate (Chen et al. 2020; Guzelci et al. 2017; Shahid et al. 2022; Shrimali et al. 2021; Lanzara & Capone, 2019; Wen et al. 2018). Staggered slot patterns have been found to have several advantages as compared to others, including improved resistance to fatigue and fracture and requiring the least bending force, as they deform via torsion in addition to bending (Ablat & Qattawi, 2019; Miyazawa et al. 2023).
2.3 Knowledge gap
Current self-shaping methods are often based on using thin and expensive active materials fabricated by advanced fabrication tools, such as 3D or 4D printers (Bodaghi et al. 2019; Cheng et al. 2021; Narumi et al. 2023; Tahouni et al. 2020). This restricts their development to small-scale 3D geometries. Despite extensive research on shape memory materials and perforated plates, their combination in transforming 2D sheets into 3D geometries remains largely unexplored. This paper addresses this gap by proposing a hybrid fabrication technique to convert a 2D composite, made from a rigid flat sheet and a low-cost active material, into a controllable curved surface. The primary objective is to develop a systematic scaling-up method for the self-shaping process, enabling the production of a mid-scale prototype made of discrete curved surface components.
3 Material and methods
3.1 Parametric description of the perforated plate
The perforated sheet passive layer forms the primary means of self-shaping customization, via control of the pattern geometric design parameters. This research investigates slot perforated plates, comprising linear slots distributed in a staggered pattern as shown in Fig. 2. Parameters to define the 2D pattern are defined for unit cell, cell tessellation, and sheet material as follows.

a Unit cell parameters. b Staggered distribution. c Plate parameters
The perforation unit cell is defined as the solid material region depicted in Fig. 2a. Unit cell length in the x-direction \(U_x\) is equal to the sum of bridge width \(B_x\) and strap length \(St_x\). Unit cell length in the y-direction \(U_y\) is equal to the sum of bridge length \(B_y\) and slot length \(S_y\). Porosity parameters \(\phi _x\) and \(\phi _y\) are defined to represent the relative proportion of the unit cell dimension that is removed in x and y-directions, respectively. These can be calculated as:
The unit cell is distributed to give a staggered slot perforation pattern as shown in Fig. 2b, with \(n_x\) unit cell repetitions in the x-direction and \(n_y\) unit cell repetitions in the Y-direction, with a half-unit cell used at both x-direction ends to maintain slot uniformity and short additional unperforated plate length a at either end. The perforations are centered in a rectangular plate with length \(L_p\), width \(W_p\), and thickness t, shown in Fig. 2c. If the perforated pattern fills the entire sheet length and width, the above parameters are:
3.2 Self-shaping perforated plates
This research proposes a heat-responsive self-shaping composite, shown in Fig. 1, arising from the combination of a perforated plate passive layer with a heat-shrinkable active layer. The perforated passive layer is fabricated from 3mm polymethyl methacrylate (PMMA) plate, also known as acrylic, with a glass transition temperature (\(T_g\)) range from 100\(^\circ\)C to 130\(^\circ\)C. This is laser-cut with a slot perforated pattern as introduced above, Fig. 3a. The active layer is selected as a uniaxial heat-shrinkable polyvinyl chloride (PVC) film with 80\(^\circ\)C \(T_g\) and 48% shrinkage rate. Active and passive layers are bonded with a cyanoacrylate superglue adhesive, with heat resistance up to 120\(^\circ\)C, Fig. 3b.

Fabrication process for self-shaping composite. a Subtractive manufacturing of passive layer: solid acrylic plate (left), slot perforated acrylic plate (right). b Lamination of active layer: heat-shrinkable PVC film (left), composite of acrylic plate and heat-shrinkable PVC film (right). c Self-shaping process in laboratory oven: before actuation (left), after actuation (right). d Self-shaped curved surface (left and right)
Both passive and active layers are amorphous polymers (Ali et al. 2015; Dayyoub et al. 2022). In amorphous polymers with a shape memory effect, such as the heat-shrinkable PVC, \(T_{trans}\) is equal to \(T_g\). Thus, the material components are selected such that \(T_g\) of the active layer is less than \(T_g\) of the passive layer. The composite can be heated to the active layer’s \(T_g\) to trigger the shape change, without softening the passive layer. The adhesive strength in this process prevents the PVC layer from simply shrinking. Instead, the internal stresses within the active layer induce elastic bending and torsional deformations in the passive plate layer, Fig. 4a. For the present study, the shrinkage axis of the active layer is aligned to the x-direction of the perforated plate, Fig. 4b, c.

a The combined of bending \(M_x\) and twisting \(M_T\) behavior of the perforated plate. b In-plane shrink force F of PVC film leads to (c) composite deformation during the self-shaping process
This deformation mechanism provides the key point of innovation in the proposed composite. As compared to prior SMP-based self-shaping systems that are based on the actuation of discrete hinge lines, the actuation of perforated plate with heat-shrinkable film is hypothesised to enable fabrication of larger-scale curved surfaces, as well as intuitive designer control over the magnitude of surface curvature from variation of perforation parameters.
The following three hypotheses are made regarding the self-shaping composite elastic deformation behaviours. First, as the shrink force in the passive layer is applied in the direction of lowest bending stiffness in the active layer, the generated surface is hypothesised to be approximately cylindrical, with finite generated curvature the x-direction and low or no curvature in the y-direction. Second, as the perforated pattern and heat shrink forces are uniform across the composite, generated curvature is hypothesised to also be constant across the surface. Third, the degree of curvature is hypothesised to arise from bridge bending and strap bending and torsion; thus, increasing bridge length or reducing strap length should increase the generated curvature.
3.3 Experimental design and testing
Specimen types are designed to systematically investigate the hypothesised elastic deformation behaviours in the self-shaping perforated plates. An initial specimen configuration ‘O’ is first defined with perforation design parameters of \(W_p=70\), \(L_p=280\), \(B=3.03\), and \(S=5.15\) mm.
Specimen Group A is designed by changing specimen width only, to investigate the hypothesis that surface curvature will be constant across plate width when using uniform bridge and strap parameters. Group A specimen types A-W1 to A-W4 are defined with \(W_p=\) 35, 70, 105, and 140 mm, respectively, and other parameters as per specimen O. Specimen Group B is designed similarly by varying plate length, to investigate the hypothesis that surface curvature will be constant across plate length. Group B specimen types B-L1 to B-L4 are defined with \(L_p=\) 132.73, 181.82, 230.91, and 280.00 mm, respectively. Group C is designed by changing bridge length (\(B_x\)), to investigate the relationship between bridge length and curvature. Group specimen types C-B1 to C-B4 are defined with \(B_x=\) 3.03, 4.85, 6.58, and 7.70 mm, respectively. Specimen Group D is designed by varying strap length (\(St_x\)), to investigate the relationship between strap length and curvature. This group’s specimen types D-S1 to D-S4 are defined with \(St_x=\) 9.83, 6.97, 5.15, and 3.90 mm, respectively. The design parameters for all specimen groups are summarised in Table 1, noting that specimen type O is common all specimen groups.
4 Results
Each specimen type was fabricated with three repeat samples and placed in a laboratory oven set to 80\(^\circ\)C temperature. After a 30 minute heating time, specimens were removed from the oven and left to cool, Fig. 3c. Self-shaping was recorded in all samples, with no visible shape relaxation after cooling. Self-shaped samples of each specimen type are shown in Figs. 3d and 5. To differentiate individual samples within each group of three replicates, an identifier in the format (n) is added to the end of each sample ID (Tables 2 and 3).

Example fabricated samples for specimen groups A-D: a before actuation, (b) and (c) after actuation
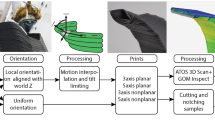
Samples were 3D scanned using an EinScan Pro HD 3D scanner in fixed scan mode. This equipment scans objects via the phase-shifting coded structured light (CSL) method and delivers accuracy up to 0.04 mm in fixed scan mode. Scan data was exported as a mesh data type, capturing both top and bottom surfaces of the self-shaped prototypes, Fig. 6a, left. The surface of each scanned prototype possesses two principal curvatures, signifying the directions of maximum and minimum bending. K1 represents the principal curvature in the x-direction and K2 denotes the principal curvature in the y-direction, Fig. 6a, right.

a On left: 3D scanned sample D-S1(1); on right: Principal curvatures of cylindrical surface (a-right). b Mesh sections for K1 curvatures (a, b, and c) and K2 curvatures (a’, b’, and c’). c K1 and K2 curvature graphs of sample D-S1(1)
Sample K1 and K2 curvatures were analyzed with parametric CAD software Grasshopper (GH), using curvature evaluation tools. The analysis method is summarised briefly as follows. 3D scanner meshes were sectioned in XZ and YZ planes at three locations each: a, b, c and a’, b’, c’ as shown in Fig. 6b. XZ sections a-c were taken at 10%, 50%, and 90% of surface width and are used to assess K1; YZ sections a’-c’ were taken at 25%, 50%, and 75% of surface length and are used to assess K2. Mesh sections are boundary curves that include both upper and lower curved plate profiles, corresponding to the sample’s perforated layer and active layer, respectively. The lower profile was a relatively smoother curve as compared to the upper profile and so was selected for curvature evaluation. Extracted lower profiles were non-planar polylines; these were rebuilt and converted into planar curves for final curvature measurement. Curvature values were measured at eleven discrete points along the curve length.
Curvature analysis results for all specimen types are summarised in Tables 2 and 3 for K1 and K2, respectively. Curvatures are plotted graphically as graphs for both K1 and K2 sections for all samples. As an example, curvature graphs are depicted for the sample D-S1(1) in Fig. 6c. For K1, the average curvature (\(\mu\)) of eleven points along each section is extracted and averaged, listed as K1\(_\text {a}\), K1\(_\text {b}\), and K1\(_\text {c}\) in Table 2. The curvature consistency between different sections are evaluated with the coefficients of variation (CoV). This is determined by calculating the standard deviation (\(\sigma\)) of the 11 points and dividing it by the respective average \(\mu\) (K1\(_\text {a}\), K1\(_\text {b}\), and K1\(_\text {c}\)), listed as CoV in tables. The average surface curvature K1\(_\text {avg}\) is evaluated as the average of 33 points. For K2, average section curvatures K2\(_{\text {a}^{\prime }}\), K2\(_{\text {b}^{\prime }}\), and K2\(_{\text {c}^{\prime }}\) and average surface curvature K2\(_\text {avg}\) are listed in Table 3. CoVs are not listed for K2, as they cannot be evaluated for data with an average that approaches zero.
5 Discussion
5.1 Cylindrical surface formation
The self-shaping composite was hypothesised to deform into a cylindrical surface, with a finite K1 value and low or zero K2 value. Average principal surface curvatures for each specimen group type \(\overline{\text {K1}}_\text {avg}\) and \(\overline{\text {K2}}_\text {avg}\) are summarised in Table 4. It can be seen that the ratio | \(\overline{\text {K2}}_\text {avg}\)| / \(\overline{\text {K1}}_\text {avg}\) is small for most sample groups, typically less than 20%, indicating curvature is primarily generated in the x-direction. However, y-direction curvature was not negligible as initially expected, recorded as up to 56.0% of K1. Closer inspection of K2 data found that relatively large curvature regions occurred near the side edges of self-shaped composite, that is there was potentially some edge curling during the shaping process.
To isolate the edge effect, curvature was reanalyzed over the central region from 20-80% of plate width, such that edge curvature is excluded. Average K2 surface curvature over the central region is denoted \(\overline{K2}^{\prime }_\text {avg}\) and also summarised in Table 4. | \(\overline{K2}^{\prime }_\text {avg}\)| / \(\overline{\text {K1}}_\text {avg}\) is significantly reduced, typically approximately 10% and with all sample groups lower than 21.8%. This confirms that the self-shaping composite primarily generates cylindrical curvature in the x-direction.
5.2 Curvature uniformity
The generated K1 curvature was hypothesised to be approximately uniform in the self-shaping composite, as the perforated pattern and heat shrink forces are uniform across the surface. Curvature uniformity can be interpreted based on CoVs reported in Table 2 for section and surface curvatures. Each CoV indicates the degree of variance in curvature in the eleven points measured across three sections for each specimen. For example, sample A-W1(3) has CoVs for all sections as less than 10%. Minimal deviation from the average curvature means that the self-shaped composite has highly uniform x-direction curvature along and across the sample, as plotted in Fig. 7 (top). Conversely, sample C-B4(3) has a very high CoV of 55% for K1\(_\text {b}\), and a correspondingly high CoV of 36% for K1\(_\text {avg}\). This indicates a non-uniform x-direction curvature as plotted in Fig. 7 (bottom).

Uniformity and non-uniformity of three curvature sections- Uniform sample: A-W1(3) (top), Non-uniform sample: C-B4(3) (bottom)
Analysis of Table 2 revealed uniform curvatures for a majority (67%) of the specimens, as evidenced by CoVs below 20%. Around 20% of specimens displayed CoVs between 20-30%, and only 13% of them exceeded 30%. Inspection of samples with high surface non-uniformity indicated that these likely arose from manufacturing consistency issues. Samples including B-L1(3), B-L2(1), C-B3(1), C-B3(3), and C-B4(3) with COVs greater than 30% exhibited delamination of the PVC film. Example delaminations are shown in Fig. 8 and can be seen to generate non-uniform curvature by separating from the composite and by alternating the applied actuation force. Delamination may have arisen due to factors such as adhesive curing time, application method, or active and passive layer surface preparation.

Example of delamination effect leads to inconsistency between two repeating trials of (a) Sample C-B3(2), (b) C-B3(3) , (c) and their different curvature
With regard to consistency between samples of the same specimen type, the self-shaping composite system showed moderate variation in average surface curvature between samples in the same specimen group. Regarding \(\overline{\text {K1}}_\text {avg}\) CoVs in Table 4, 9 specimen types had CoVs between 15 to 30%, with 4 specimens above 30%. This variation could arise due to the aforementioned delamination, or due to manufacturing sensitivities in material composite or actuation process. Variability in material properties of the acrylic sheet may affect generated curvatures, and this was observed between samples that were cut from different acrylic sheets. Variability in temperature between different locations within the oven may also affect the heat shrink intensity and similarly give variations between samples.
5.3 Correlation between perforation parameters and curvature
Four parameters, plate width (\(W_p\)), plate length (\(L_p\)), bridge length (\(B_x\)), and strap length (\(St_x\)), were investigated across experimental groups to investigate potential correlations with generated curvatures. Simple pair-wise linear regression was used to evaluate the linear coefficient of the relationship between varied design parameters and average x-direction surface curvatures for each sample group, with fitted trendlines plotted in Fig. 9. Pearson correlation analyses were used to evaluate the strength of linear correlation in each group. Linear coefficient values k are summarised in Table 5.

Linear regression between perforated plate design parameters and average surface curvatures for specimen groups A-D
Groups A and B have linear coefficients approaching zero, confirming that generated cylindrical curvatures are broadly uninfluenced by plate width and length. It should be noted however that differences between specimen types are within the range of sample variability, so development of more consistent self-shaping process could help to investigate more closely if there is any weak influence, particularly also in relation to the width direction edge effect noted in Sect. 5.1.
Groups C and D show larger linear coefficients, confirming that bridge and strap geometry strongly influence generated curvatures. Of the two, strap size is confirmed as the most influential, consistent with prior observations of perforated hinge lines that strap torsional deformations enhance foldability (Miyazawa et al. 2023; Shi et al. 2020). In the present results, smaller straps with lower torsional stiffness are confirmed to allow for the generation of higher curvatures as per hypothesised behaviour.
However, the influence of bridge size is different from the expected behaviour. Longer bridges were expected to have reduced bending stiffness and thus generate larger curvatures, consistent with reported behaviors for perforated fold lines. Yet, the opposite trend is seen in Group C results. As an explanation of this behaviour, it is proposed that if bridge regions are effectively stiffer than strap regions, then perforated unit cells, which have a larger proportion of their width as bridge regions, will have a lower generated curvature overall. The resolution of 3D scan data in the present study does not allow for separate measurements of the curvature contributions within the unit cell. Still, future prototype scale or scan data collection improvements could support a more detailed investigation of this phenomenon.
The simple linear regression of each sample group revealed that the magnitude of the linear coefficient of \(W_p\) and \(L_p\) is less than 2% of \(B_x\) and \(St_x\). Thus, \(W_p\) and \(L_p\) are considered statistically insignificant. Based on this outcome, multivariable linear regressions are conducted on the entire set of specimens in Table 2, with only \(B_x\) and \(St_x\) as perforation parameters. Regression \(model_1\) fits K1\(_\text {avg}\) as the goal, and regression \(model_2\) fits 1/K1\(_\text {avg}\) as the goal. The parameters of the fitted models and their performance scores are shown in Table 6.
The outcome of the multivariable regression indicated a better-fitting result with a 1/K1\(_\text {avg}\) in \(model_2\), where the Coefficient of determination (R-Squared) is 0.48, while the Coefficient of determination (R-Squared) to K1\(_\text {avg}\) in \(model_1\) is 0.32. This result suggested that input perforation parameters \(B_x\) and \(St_x\) have a relatively significant inversed linear relationship. The mean absolute percentage error of \(model_1\) and \(model_2\) are 22% and 21%. Respectively, the average percentage covariance between the three repeatable samples of each set of design parameters is 18%, which represents the overall inherent fabrication inconsistency. The following equations of \(model_2\) represent a relatively accurate description of the relationship between the perforation parameters and the surface curvature fitted with the complete set of specimens. The absolute percentage error of \(model_2\)’s prediction is only 3% greater than the covariance resulting from fabrication inconsistency:
Despite the model’s fitness, the valid domain of the model’s input parameter should align with the sampled perforation parameter domain in the experiment, where \(B_x\in\) [3.03mm,7,7mm] and \(St_x \in\) [3.90mm,,9.83mm]. Incorporating this model into digital design platforms allows the designer to control the target curvature of self-shaped plates by manipulating the perforation parameter of a flat sheet. It simplifies the fabrication and design of 3D curved plates into the design of 2D perforation patterns and fabricating planar panels.
5.4 Mid-scale self-shaping discrete prototype
This study culminates with the development of a mid-scale prototype utilizing thirty discrete self-shaped surfaces. As highlighted earlier, these self-shaping surfaces boast significantly larger dimensions (280mm x 70mm) compared to previous heat-responsive self-shaping material studies, demonstrating the capacity of the surface-based actuation mechanism for large-scale applications. This novel approach enables the assembly of individual curved surfaces through simple connections, ultimately forming a mid-scale prototype reaching 400mm in height. Despite minor curvature inconsistencies observed in repeated trials, the components readily adapted during assembly to successfully construct a shell-based prototype shown in Fig. 10. An analogous structural typology was recently proposed in Bhooshan et al. (2023) using curved laminated timber members, demonstrating further potential in using discrete curved panel components for large-scale spatial assemblies.

The mid-scale self-shaping prototype made by discrete self-shaping curved surfaces
6 Conclusion
This study explored a novel hybrid fabrication method combining active materials with perforated plates to create a self-shaping composite for curved surface generation. The conclusions of the paper are summarised as follows:
-
The self-shaping composite achieved controllable cylindrical curvature, with dominant K1 curvature in the x-direction with minimal K2 curvature in the y-direction.
-
K1 curvature was found to be generally uniform across the surface. Analysis of average section curvatures showed that most specimens have less than 20% variation in K1 across surface length and width.
-
Plate width and length had minimal influence on generated surface curvature.
-
Plate perforation parameters for bridge length and strap length significantly impacted curvature. Strap length was the strongest factor, with smaller straps with lower torsional stiffness generating the highest surface curvatures.
-
Samples with larger variations in surface curvature were associated with composite delamination issues. Fabrication parameters also impacted curvature consistency, highlighting the challenges of uniform and repeatable large-scale fabrication of self-shaping composites.
Overall, this research demonstrates the potential of combining self-shaping and perforated plates for form-finding of curved surfaces but emphasizes the need for addressing fabrication challenges to achieve consistent and predictable results. A preliminary regression model is established to determine the curvature of the self-shaped surface based on perforation parameters, which creates the foundation for incorporating it within digital design platforms. Future studies could investigate a wider range of design parameters, including for example plate edge condition, material orientations, partial surface application of the active material layer, and other perforated patterns. Wider material exploration presents other exciting avenues for future research, as examining alternative materials for the active and passive layers could lead to novel functionalities and properties or further improvements in self-shaping scalability and consistency.
Availability of data and materials
The data that support the findings of this study are available on request from the corresponding author.
References
Ablat, M. A., & Qattawi, A. (2019). Investigating the design and process parameters of folded perforated sheet metal. The International Journal of Advanced Manufacturing Technology, 102, 615–633. https://doi.org/10.1007/s00170-018-3149-5
Ali, U., Karim, K. J. B. A., & Buang, N. A. (2015). A review of the properties and applications of poly (methyl methacrylate)(pmma). Polymer Reviews, 55(4), 678–705. https://doi.org/10.1080/15583724.2015.1031377
Bechert, S., Aldinger, L., Wood, D., et al. (2021). Urbach tower: Integrative structural design of a lightweight structure made of self-shaped curved cross-laminated timber. Structures, 33, 3667–3681. https://doi.org/10.1016/j.istruc.2021.06.073
Bhooshan, V., Nahmad, A., Singer, P., et al. (2023). Spatial curved laminated timber structures. In Architecture and Design for Industry 4.0: Theory and Practice (pp. 859–885). Springer
Bodaghi, M., Noroozi, R., Zolfagharian, A., et al. (2019). 4d printing self-morphing structures. Materials, 12(8), 1353. https://doi.org/10.3390/ma12081353
Cai, Z. Y., Li, M. Z., & Lan, Y. W. (2012). Three-dimensional sheet metal continuous forming process based on flexible roll bending: Principle and experiments. Journal of Materials Processing Technology, 212(1), 120–127. https://doi.org/10.1016/j.jmatprotec.2011.08.014
Chai, H., So, C., & Yuan, P. F. (2021). Manufacturing double-curved glulam with robotic band saw cutting technique. Automation in Construction, 124, 103571. https://doi.org/10.1016/j.autcon.2021.103571
Chen, R., Turman, C., Jiang, M., et al. (2020). Mechanics of kerf patterns for creating freeform structures. Acta Mechanica, 231, 3499–3524. https://doi.org/10.1007/s00707-020-02713-8
Cheng, T., Wood, D., Kiesewetter, L., et al. (2021). Programming material compliance and actuation: hybrid additive fabrication of biocomposite structures for large-scale self-shaping. Bioinspiration & Biomimetics, 16(5), 055004. https://doi.org/10.1088/1748-3190/ac10af
Correa, D., Poppinga, S., Mylo, M. D., et al. (2020). 4d pine scale: biomimetic 4d printed autonomous scale and flap structures capable of multi-phase movement. Philosophical Transactions of the Royal Society A, 378(2167), 20190445. https://doi.org/10.1098/rsta.2019.0445
Cui, J., Yao, S., Huang, Q., et al. (2017). Controlling the self-folding of a polymer sheet using a local heater: the effect of the polymer-heater interface. Soft Matter, 13(21), 3863–3870. https://doi.org/10.1039/C7SM00568G
Dayyoub, T., Maksimkin, A.V., Filippova, O.V., et al. (2022). Shape memory polymers as smart materials: A review. Polymers, 14(17). https://www.mdpi.com/2073-4360/14/17/3511
Felton, S., Tolley, M., Demaine, E., et al. (2014). A method for building self-folding machines. Science, 345(6197), 644–646. https://doi.org/10.1126/science.1252610
Felton, S., Becker, K., Aukes, D., et al. (2015). Self-folding with shape memory composites at the millimeter scale. Journal of Micromechanics and Microengineering, 25(8), 085004. https://doi.org/10.1088/0960-1317/25/8/085004
Felton, S. M., Tolley, M. T., Shin, B., et al. (2013). Self-folding with shape memory composites. Soft Matter, 9(32), 7688–7694. https://doi.org/10.1039/C3SM51003D
Feng, Z., & Champliaud, H. (2011). Modeling and simulation of asymmetrical three-roll bending process. Simulation Modelling Practice and Theory, 19(9), 1913–1917. https://doi.org/10.1016/j.simpat.2011.05.006
Greenberg, E., & Körner, A. (2014). Subtractive manufacturing for variable-stiffness plywood composite structures. Sustainable Design and Manufacturing
Grönquist, P., Wood, D., Hassani, M. M., et al. (2019). Analysis of hygroscopic self-shaping wood at large scale for curved mass timber structures. Science Advances, 5(9), eaax1311. https://doi.org/10.1126/sciadv.aax1311
Guzelci, O. Z., Alaçam, S., & Bacınoğlu, S. Z. (2017). Three-step experimentation on embedding curvature to rigid planar materials through cut patterns. Gestão & Tecnologia de Projetos, 12(3), 93–107. https://doi.org/10.11606/gtp.v12i3.134543
Haskew, M. J., & Hardy, J. G. (2020). A mini-review of shape-memory polymer-based materials: stimuli-responsive shape-memory polymers. Johnson Matthey Technology Review, 64(4), 425–442. https://doi.org/10.1595/205651319X15754757916993
He, W., Ye, X., & Cui, T. (2021). Progress of shrink polymer micro- and nanomanufacturing. Microsystems & Nanoengineering, 7(1), 88. https://doi.org/10.1038/s41378-021-00312-8
Herzog, T., & Tille, C. (2021). Review and new aspects in combining multipoint moulding and additive manufacturing. Applied Sciences, 11(3), 1201. https://doi.org/10.3390/app11031201
Hwang, H. Y. (2021). Effects of perforated crease line design on mechanical behaviors of origami structures. International Journal of Solids and Structures, 230, 111158. https://doi.org/10.1016/j.ijsolstr.2021.111158
Jourdan, D., Skouras, M., Vouga, E., et al. (2022). Computational design of self-actuated surfaces by printing plastic ribbons on stretched fabric. In Computer Graphics Forum, pp 493–506. https://doi.org/10.1111/cgf.14489
Kalkan-Sevinc, Z., & Strobel, C. (2015). Material characterization of heat shrinkable film. Journal of Testing and Evaluation, 43(6), 1531–1539. https://doi.org/10.1520/JTE20130112
Kleespies, H., III., & Crawford, R. (1998). Vacuum forming of compound curved surfaces with a variable geometry mold. Journal of Manufacturing Systems, 17(5), 325–337.
Konaković-Luković, M., Panetta, J., Crane, K., et al. (2018). Rapid deployment of curved surfaces via programmable auxetics. ACM Transactions on Graphics (TOG), 37(4), 1–13. https://doi.org/10.1145/3197517.3201373
Krieg, O.D., Christian, Z., Correa, D., et al. (2014). Hygroskin-meteorosensitive pavilion. Fabricate, 2014, 61–67. https://www.jstor.org/stable/j.ctt1tp3c5w.37
Lanzara, E., & Capone, M. (2019). Kerf-bending tests: Design for manufacturing doubly ruled surfaces. Graphic Imprints: The Influence of Representation and Ideation Tools in Architecture, 1117–1130. https://doi.org/10.1007/978-3-319-93749-6_92
Lee, T. U., Gattas, J. M., & Xie, Y. M. (2022). Bending-active kirigami. International Journal of Solids and Structures, 254, 111864. https://doi.org/10.1016/j.ijsolstr.2022.111864
Lee, T. U., Liu, Y., & Xie, Y. M. (2024). Planar-thick panels and 3d-printed gap fillers: A hybrid digital fabrication approach to curved surface approximations. Composite Structures, 331, 117875. https://doi.org/10.1016/j.compstruct.2024.117875
Lienhard, J. (2014). Bending-active structures: form-finding strategies using elastic deformation in static and kinetic systems and the structural potentials therein. PhD thesis, University of Stuttgart
Lim, S., Buswell, R. A., Valentine, P. J., et al. (2016). Modelling curved-layered printing paths for fabricating large-scale construction components. Additive Manufacturing, 12, 216–230. https://doi.org/10.1016/j.addma.2016.06.004
Liu, Y., Boyles, J. K., Genzer, J., et al. (2012). Self-folding of polymer sheets using local light absorption. Soft Matter, 8(6), 1764–1769. https://doi.org/10.1039/C1SM06564E
Lorenzoni, B.R., & da Silva, F.P. (2021). Bending techniques for flat materials using cut patterns: A review. Global Journal of Engineering and Technology Advances, 7(2), 091–102. https://doi.org/10.30574/gjeta.2021.7.2.0070
Ma, W., Liu, X., Qiu, X., et al. (2023). Comparative folding/unfolding performance of notch-type compliant joints. Case Studies in Construction Materials, 18, e01760. https://doi.org/10.1016/j.cscm.2022.e01760
Mansoori, M., Kalantar, N., Creasy, T., et al. (2019). Adaptive wooden architecture. designing a wood composite with shape-memory behavior. Digital Wood Design: Innovative Techniques of Representation in Architectural Design, 703–717. https://doi.org/10.1007/978-3-030-03676-8_27
Mather, P. T., Luo, X., & Rousseau, I. A. (2009). Shape memory polymer research. Annual Review of Materials Research, 39(1), 445–471. https://doi.org/10.1146/annurev-matsci-082908-145419
Mitov, D., Tepavčević, B., Stojaković, V., et al. (2019). Kerf bending strategy for thick planar sheet materials. Nexus Network Journal, 21, 149–160. https://doi.org/10.1007/s00004-018-0415-7
Miyazawa, Y., Yasuda, H., & Yang, J. (2023). Design of compliant mechanisms for origami metamaterials. Acta Mechanica Sinica, 39(7), 723169. https://doi.org/10.1007/s10409-023-23169-x
Narumi, K., Koyama, K., Suto, K., et al. (2023). Inkjet 4d print: Self-folding tessellated origami objects by inkjet uv printing. ACM Transactions on Graphics (TOG), 42(4), 1–13. https://doi.org/10.1145/3592409
Nelson, T. G., Lang, R. J., Pehrson, N. A., et al. (2016). Facilitating deployable mechanisms and structures via developable lamina emergent arrays. Journal of Mechanisms and Robotics, 8(3), 031006. https://doi.org/10.1115/1.4031901
Park, H. K., & Ock, J. H. (2015). Developing the preliminary cost estimate for the free-form building facade in conjunction with the panel optimization process. KSCE Journal of Civil Engineering, 19, 1214–1223. https://doi.org/10.1007/s12205-015-0671-y
Peng, H., Li, M., Li, Z., et al. (2019). Surface quality and shape accuracy of multi-point warm press forming corian sheets. The International Journal of Advanced Manufacturing Technology, 104, 4727–4733. https://doi.org/10.1007/s00170-019-04339-0
Pilate, F., Toncheva, A., Dubois, P., et al. (2016). Shape-memory polymers for multiple applications in the materials world. European Polymer Journal, 80, 268–294. https://doi.org/10.1016/j.eurpolymj.2016.05.004
Ratnasingam, J., Ab Latib, H., Liat, L. C., et al. (2022). Comparative steam bending characteristics of some planted forest wood species in malaysia. BioResources, 17(3), 4937. https://doi.org/10.15376/biores.17.3.4937-4951
Sadeghi, S., Allison, S. R., Bestill, B., et al. (2021). Tmp origami jumping mechanism with nonlinear stiffness. Smart Materials and Structures, 30(6), 065002. https://doi.org/10.1088/1361-665X/abf5b2
Safari, M., & Farzin, M. (2015). Experimental investigation of laser forming of a saddle shape with spiral irradiating scheme. Optics & Laser Technology, 66, 146–150. https://doi.org/10.1016/j.optlastec.2014.09.003
Schulte, M., Mankouche, S., Bard, J., et al. (2011). Digital steam bending: re-casting historical craft through digital techniques. In Considering research: reflecting upon current themes in architecture research (pp. 269–280). Lawrence Technological University
Shahid, Z., Hubbard, J.E., Kalantar, N., et al. (2022). An investigation of the dynamic response of architectural kerf structures. Acta Mechanica, 1–25. https://doi.org/10.1007/s00707-021-03108-z
Shen, H., Zhou, W., & Wang, H. (2018). Laser forming of doubly curved plates using minimum energy principle and comprehensive strain control. International Journal of Mechanical Sciences, 145, 42–52. https://doi.org/10.1016/j.ijmecsci.2018.07.005
Shi, Q., Heitzmann, M. T., & Gattas, J. M. (2020). Nonlinear rotational stiffness and clash prevention in perforated steel fold lines. Engineering Structures, 209, 110218.
Shrimali, B., Pezzulla, M., Poincloux, S., et al. (2021). The remarkable bending properties of perforated plates. Journal of the Mechanics and Physics of Solids, 154, 104514. https://doi.org/10.1016/j.jmps.2021.104514
Sobczyk, M., Wiesenhütter, S., Noennig, J. R., et al. (2022). Smart materials in architecture for actuator and sensor applications: A review. Journal of Intelligent Material Systems and Structures, 33(3), 379–399. https://doi.org/10.1177/1045389X211027954
Tabadkani, A., Roetzel, A., Xian Li, H., et al. (2021). Design approaches and typologies of adaptive facades: A review. Automation in Construction, 121, 103450. https://doi.org/10.1016/j.autcon.2020.103450
Tahouni, Y., Cheng, T., Wood, D., et al. (2020). Self-shaping curved folding: A 4d-printing method for fabrication of self-folding curved crease structures. In Proceedings of the 5th Annual ACM Symposium on Computational Fabrication (pp. 1–11). https://doi.org/10.1145/3424630.3425416
Tellier, X. (2020). Morphogenesis of curved structural envelopes under fabrication constraints. PhD thesis, Université Paris-Est
Tolley, M. T., Felton, S. M., Miyashita, S., et al. (2014). Self-folding origami: shape memory composites activated by uniform heating. Smart Materials and Structures, 23(9), 094006. https://doi.org/10.1088/0964-1726/23/9/094006
Wen, Z., Li, Z., Zhang, Y., et al. (2018). Surface slip deformation characteristics for perforated ni-based single crystal thin plates with square and triangular penetration patterns. Materials Science and Engineering: A, 723, 56–69. https://doi.org/10.1016/j.msea.2018.03.020
Wood, D., Vailati, C., Menges, A., et al. (2018). Hygroscopically actuated wood elements for weather responsive and self-forming building parts-facilitating upscaling and complex shape changes. Construction and Building Materials, 165, 782–791. https://doi.org/10.1016/j.conbuildmat.2017.12.134
Wood, D., Grönquist, P., Bechert, S., et al. (2020). From machine control to material programming: self-shaping wood manufacturing of a high performance curved clt structure-urbach tower. Fabricate 2020: Making Resilient Architecture, 50–57. https://doi.org/10.3929/ethz-b-000453086
Wood, D., Kiesewetter, L., Körner, A., et al. (2023). Hygroshell-in situ self-shaping of curved timber shells. Advances in Architectural Geometry, 2023, 43. https://doi.org/10.1515/9783111162683-004
Wood, D. M., Correa, D., Krieg, O. D., et al. (2016). Material computation-4d timber construction: Towards building-scale hygroscopic actuated, self-constructing timber surfaces. International Journal of Architectural Computing, 14(1), 49–62. https://doi.org/10.1177/1478077115625522
Yi, Y. W., & Liu, C. (1999). Magnetic actuation of hinged microstructures. Journal of Microelectromechanical Systems, 8(1), 10–17. https://doi.org/10.1109/84.749397
Acknowledgements
This research was supported by a University of Queensland Graduate School Scholarship.
Author information
Authors and Affiliations
Contributions
CRediT authorship contribution statement: Conceptualization: M.BT, J.M.G, D.L; Conducting experiments: M.BT, C.W; Fabrication: M.BT, C.W; Investigation: M.BT, J.M.G, D.L; Design Research: J.M.G, D.L; Data analysis: M.BT, J.M.G, D.L; Developing Parametric definition: J.M.G; Funding: J.M.G; Writing and Editing: M.BT, J.M.G; Review: J.M.G, D.L; Supervision: J.M.G, D.L.
Corresponding author
Ethics declarations
Competing interests
Dan Luo is a member of Editorial Board for Architectural Intelligence but was not involved in the journal’s review, or any decisions, related to this submission.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Bahremandi-Tolou, M., Wang, C., Gattas, J. et al. Curved surface form-finding with self-shaping perforated plates. ARIN 3, 17 (2024). https://doi.org/10.1007/s44223-024-00059-y
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s44223-024-00059-y