
Abstract
Despite recent advances in additive manufacturing technologies, challenges remain to build 3D-printed structures at the architectural scale due to the high cost of large printing equipment. To address this challenge, modular construction has demonstrated its merit by making smaller prefabricated components and using on-site assembly. This paper presents a case study of a 3D-printed hypar shell structural art using modular construction. Guided by parametric design and structural analysis, we optimized the hypar shell to form a butterfly-like shape with a hollow-out pattern. The prefabrication of modular units was completed using commercial 3D printers to catch a limited production time. The prefabricated modular unit of the hypar shell was assembled on site for the Guangzhou International Light Festival, in which the lighting effect was added through the adjustable transparency of hollow spaces within the sandwiched panels. The 3D-printed hypar shell was also disassembled and rebuilt in the UK, showcasing the adaptability and flexibility of the modular design. The resulting 3D-printed structural art not only provides unique aesthetics for the built environment but also demonstrates the possibility of building large shell structures with a low budget by reducing complex falsework.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
The traditional cast-in-place construction has become an unfavorable approach in practice due to the harm to the built environment and high resource consumption (Abbasnejad et al., 2020; Jiang, 2021; Lee, 2021). To achieve a higher building efficiency and a lower carbon emission footage, the need for novel construction approaches using modular and prefabrication has been highly demanded (Gharbia, et al., 2020; Pan & Pan, 2020; Pradhananga et al., 2021; Zhou et al., 2019). Additive manufacturing (i.e. 3D printing), as an emerging digital construction technology, has attracted significant attention from both academia and industry. Due to the advantages of high automation, customizable design, and single-step production, It has become a preferred fabrication approach in a wide range of fields such as aerospace, automotive, biomedical, personalized products, etc. (Delgado Camacho et al., 2018; Goh et al., 2020; Kloft et al., 2021; Lim et al., 2012; Tay et al., 2017; Urhal et al., 2019) For the construction industry, 3D printing technology has been introduced to provide a new route to build non-standardized structural components with less human labor and less material waste (Buswell, 2020; Giudice & Vassiliou, 2020; Hack, 2020; Hamidi & Aslani, 2019; Lee et al., 2019; Mechtcherine, 2019; Ninpetch, et al., 2020; Paolini et al., 2019; Zhang et al., 2018). Many studies have investigated the feasibility of metal printing local structural parts or large structural components with concrete, while extensive trial studies have exploited diverse material options including glass, wood, carbon fiber, and plastic to build complex geometric specimens at a small scale. (Anton, et al., 2020; Bodea, et al., 2021; Dritsas, et al., 2020; Lowke et al., 2018; Prado, et al., 2017; Schuldt, 2021; WANG, X.,, et al., 2020; Xiao, 2021; Xu, et al., 2020; Zhang, 2019). Despite those efforts, architectural 3D printing is still limited by the build volume and high cost of the printing equipment. Therefore, modular construction becomes an alternative option, in which the engineers can design and build smaller 3D-printed components and then assemble them into a larger structure.
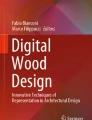
The feasibility of modular 3D-printed structures has been proved in the past decade by several case studies around the world. Researchers at the University of California-Berkeley completed a "Bloom Pavilion" in 2015, see Fig. 1a. It is one of the early efforts that use cement powder materials to print modular tiles for a small pavilion inspired by a Thai flower pattern (Busta, 2015). Thanks to the latest developments in materials science and advanced additive manufacturing equipment, a variety of materials such as glass, wood, and carbon fiber can be printed (Bechthold & Weaver, 2017). In 2018, researchers at ETH Zurich designed and built the first metal facade “Deep Façade” (Fig. 1b) using 3D printed molds to cast aluminum (Aghaei et al., 2019). The façade has been built with a large number of modular units connected by non-repetitive joints which could take way longer to use the traditional metal forming method. The geometric form is a result of parametric modeling to simulate the wrinkling patterns of human skin. Their modular design makes it possible and affordable to fabricate free-form parts with high geometric complexity and fine texture. Another large-scale modular construction of a 3D-printed structure was completed in 2020 by a research team led by Prof. Philip F. Yuan at Tongji Univerity in China, which is the world's largest modified plastic 3D printing structure (Fig. 1c) at the east gate of Nanjing Happy Valley Theme Park. The geometric design is generated from a topological design based on the curved surface. Enabled by modular 3D printing, the entire structure was built efficiently with the accurate assembly of a large volume of parts. This unique appearance of the structure has provided an attractive spot for visitors when they walk to the theme park (Yuan, 2020). Another representative modular structure was the 3D-printed concrete arch bridge using a parametric design in a park in Venice (Fig. 1d), built in 2021 under the collaboration between ETH Zurich and Zaha Hadid Architects Computation and Design Group (ZHACODE). This precise 3D concrete printing method for modular units combines the principles of the traditional arch with digital fabrication (BRG, Zhacode, & in3D., 2021). The four case studies discussed above indicate a promising future for large-scale modular 3D-printed structures. To search for the appropriate forms for 3D printing, all these studies used parametric modeling (Liu, et al., 2022; Veenendaal & Block, 2012; Williams, 2022) along with other common form-finding methods (Bao et al., 2022; Block & Ochsendorf, 2007; Kilian & Ochsendorf, 2005; Xie, 2022; Yan et al., 2022, 2023). For example, topology optimization has been used to design 3D printed structures including joints (Wang, et al., 2020), concrete girders (Vantyghem, 2020), and chairs based on the bi-directional evolutionary structural optimization framework (Bi, et al., 2022). These digital tools not only provide an interactive design process but also lead to novel structural forms.

Examples of modular 3D printing at the architectural scale. a 3D-printed Cement-Powder "Bloom Pavilion" at UC Berkeley campus. b “Deep Façade” using modular metal printing at ETH Zurich. c Plastic 3D printed pavilion at Nanjing Happy Valley Theme Park. d "Striatus" by ETH Zurich and Zaha Hadid Architects
Motivated by these efforts, we present a case study of a large-scale hypar shell structure enabled by additive manufacturing and parametric modeling. The significance of this study is demonstrated by its bio-inspired form-finding through parametric modeling, the modular strategy to build a large-scale 3D printed structure, and its integration of structural design with light design. Unlike the empirical design, our study implements a form-finding iteration process based on stress distribution to generate a biologically-inspired hollow-out pattern on the shell surface. With the obtained shell geometry, we were able to exploit the modular design approach to discrete the whole structures into smaller units to address the issue limited building volume of commercial 3D printers and later put modular units together on site. In terms of material selection, the most popular and low-cost Polylactic Acid (PLA) was used to demonstrate the modular design, although other materials can also be used to achieve the same goal. Along with the structural design, the interactive lighting design was also explored such that the hypar shell can achieve a better appearance in the night scene. We also showcase that this structure can be disassembled and reassembled for future exhibitions.
2 Structural design and analysis
2.1 Design of hypar shell inspired by butterfly wing patterns
The form of a hypar shell was selected in this study as the basic geometric form due to its structural efficiency and delightful elegance. Pioneer structural artists such as Felix Candela and Heinz Isler have experimented with several thin reinforced concrete doubly-curved shells based on the geometry of the hyperbolic paraboloid since the 1960s (Billington & Garlock, 2010; Isler, 1961; Wang et al., 2022). As shown in Fig. 2a, the structural principle of the hypar shell is featured by the superposition of force flow in two diagonal directions. The arch and cable mechanism created a counteractive force flow pair along the surface of the hypar shell. When one axis is deformed and prone to collapse due to compressive stress, the other axis prevents this occurrence of such failure through tensile stress. The thin shell is well-known for creating appealing space and a curvaceous surface with minimum material consumption. For 3D printing at any scale, less material use would lead to a shorter manufacturing time. To test this structural principle using additive manufacturing, we started with building a scaled-down prototype with the commercial desktop-scale fused deposition modeling (FDM) 3D printer (see Fig. 2b). The overall dimension of the 3D-printed hypar shell is about 500 mm long, 350 mm tall, and 5 mm thick on the section. Steel wires were embedded and anchored in the direction of the “hypar shell cable” with two supports that were fixed to two wooden base plates. Although the scaled PLA-based shell weighed only 1 kg, it is intact under an axial load of up to 80 kg. This preliminary test indicates that the hypar shell can withstand loads exceeding 80 times its weight even with a regular low-strength 3D-printing material (i.e., PLA). Meanwhile, a very small deflection (approximately 1 mm) was observed in the mid-span region of the shell.

The bio-inspired design of the hypar shell. a force mechanism. b trial testing on the scaled-down 3D-printed shell. c a typical wing pattern and its variation (Xie, 2022). d shell with a bio-inspired hollow-out pattern
Guided by the pilot experiment, we then started to exploit the bio-inspired optimization of the shell surface. The butterfly wing is one of the most amazing examples of evolutionary and morphological diversity (Nijhout, 1991). Figure 2c shows a representative pattern (or so-called ground plan) of a typical nymphalid wing with symmetric bands and ocelli as well as three other patterns derived from the ground plan. The global pattern of butterfly wings is generally symmetrical, which leads to an even stress distribution on the shell surface and good overall stability of the structure. Yet, the localized geometries are unique which provide pleasant visual feelings. Such dramatic designs inspired us to create cutout holes on the shell surface shell through parametric modeling to achieve weight reduction using less material (Fig. 2d). The hypar structure is designed for the Guangzhou International Light Festival and named ‘The morphing butterfly’, indicating the rapid urbanization in the city of Guangzhou as the Chinese southern gateway to the world. The general design-build flowchart is illustrated in Fig. 3 and details of each step will be discussed in the following sections.

The general design-built flowchart of the butterfly wing-inspired hypar shell with cutouts
2.2 Shape optimization of the butterfly wing-inspired pattern
The baseline design of the hypar shell has a span of L = 7 m, a width of B = 5.6 m, a rise of 4.4 m, and a thickness of 40 mm as shown in Fig. 4a. As shown in step 1 of Fig. 3, the rise-to-span ratio (H1/L) was defined as a variable and numerical analysis was conducted in ABAQUS to obtain the distribution of the first principal stress. The material properties of PLA are characterized by Young modulus (E = 2.28 GPa), Poisson’s ratio (v = 0.3), and yield strength of 23.29 MPa. Pin connection was defined at the foundation base. Figure 4b compares the maximum principal stress diagrams of six hypar shells with different H1/L ratios subjected to five times the self-weight load. This is an empirical value that can help us identify a clear stress distribution such that an appropriate contour of a butterfly wing-inspired pattern can be obtained. The color contour can become more obvious if the load has an even higher value. It can be seen that the third hypar shell with (H1/L = 0.31) was selected due to a similar shape contour as the butterfly wing and used for further form finding of the hollow pattern on the shell surface, as shown in Fig. 4c. As the FDM printing technology was used in this study, the adhesive interfaces between the layers are usually the weakest locations which could fail due to tensile or shear load. Therefore, the distribution of the maximum principal stress (i.e., tensile stress) should be carefully tracked. The stress distribution of the hypar shell under self-weight load indicates that the maximum tensile stress happens near the suspension side of the shell, and the maximum compressive stress occurs at the edge of the shell. This is an automatic process using a plug-in program in Grasshopper, which can track the RGB value (i.e., corresponds to stress values) of each node on the shell surface. Thus, the generation of the hollow-out patterns should lead to a smaller von Mises stress compared to the baseline design. A sub-routine program based on the Voronoi polygon algorithm was developed to add control points on the shell surface such that any hollow-out program can be defined. The locations of cutout holes are directly related to the stress diagram, in which a larger hole is introduced at spots with smaller stress. The size of cutout holes is directly related to the stress diagram. A larger size indicates a smaller stress in the spot. However, in this study, there is no clear quantitative relationship between the position of the control point and the stress level.

The baseline hypar shell a geometric parameters; b stress distributions of hypar shell with different rise-to-span ratios; c the application of Voronoi polygon; d the generation of the hollow-out pattern
A trial simulation was run on a hypar shell with a given hollow-out pattern and it can be seen that the stress distribution becomes quite different with the baseline shell. Compared with a solid shell, the hollow-out pattern led to a 12.1% weight reduction from 1978.20 kg to 1738.8 kg, which resulted from the slight decrease of the maximum von Mises stress from 4.40 MPa to 4.22 MPa. The hollow-out pattern does not lower the structural performance, instead, the material consumption can be further optimized. The form-finding process of the hollow-out pattern was conducted with the computational plug-in Grasshopper embedded in the 3D modeling software Rhino. Searching for the cutout pattern is an interactive process of parametric modeling and structural analysis, as given in Fig. 4d. After checking the principal stress distribution in the previous run, a new set of control points was generated and then a hollow-out pattern was formed based on the Voronoi polygon algorithm. In addition, the vector diagram of the maximum principal stress was also used to identify appropriate load paths for a given pattern such that the tensile stress of the proposed pattern can be well distributed for a better structural response compared to the baseline hypar shell. Then, the arrangement of the control points was re-adjusted to make the direction of cutout holes consistent with the stress vector. This process ensures obtained patterns with a rational force flow instead of a random form by pure mathematical algorithms. In the final step, we fine-tune the geometric pattern to achieve a smaller deformation and principal stress and obtain a more appealing bio-inspired pattern. As a result, the final wing-like pattern with excellent material efficiency was comprised of a large number of cutout holes.
Figure 5 presents an evolving mechanics-guided design process with geometric generation and structural analysis of the hollow-out pattern along with the maximum principal stress and vertical deformation. The process started with adding lateral holes of the hollow-out pattern and was followed by removing material in the longitudinal direction. According to the stress vector diagram, the force flow would maintain the same curved path regardless of any geometric modifications on the shell surface. Therefore, larger peak stress and vertical deformation were observed for the shell with only lateral holes due to a deviation angle between the lateral axis and the principal stress vector. Adding longitudinal holes improved the load path and lowered the maximum principal stress from 1.5 MPa to 1.2 MPa. Once the appropriate load paths are identified, the size and the shape of the holes can be adjusted to correlate the geometry with the stress distribution in terms of the vector diagram, where materials are removed at the region with small tensile stress, as shown in step 3, Fig. 5. From the stress vector diagrams, it can be seen that the large stress appeared in the middle portion at the top edge of the shell. The form-finding algorithm would track the vector of maximum principal stress and fine-tune the surface geometry to achieve a well-distributed stress distribution and a bio-inspired pattern, as shown in steps 4–5 of Fig. 5. To further reduce the weight of the shell, shape optimization was carried out for hole redistribution. After a few additional iterations, the initial bio-inspired shape was obtained using the Voronoi polygon algorithm in parametric modeling. The final hollow-out pattern exhibited a wing-like geometry with less material use compared to the baseline hypar shell. It can be seen that the largest maximum principal stresses have increased from 0.542 MPa to 1.739 MPa as more holes were generated on the shell surface. The maximum vertical deformation of the shell with the “butterfly” pattern also becomes slightly larger (26 mm) compared to the value in the baseline shell (17 mm).

The shape optimization process of the hypar shell with the hollow-out pattern
2.3 Structural analysis on the hypar shell with a wing-like pattern
Having determined the optimal geometric form of the hypar shell via parametric design, numerical analysis was conducted to obtain structural responses under static and dynamic load through the commercial FEA software ABAQUS (version 2020). Figure 6a shows the stress distribution on the shell surface under the dead load, confirming an equally distributed stress cloud diagram and the maximum von Mises stress across the shell based on the mechanics-guided parametric modeling process. To ensure the structural stability of the hypar shell, we conducted an analysis and estimated the response and wind resistance of the hypar shell structure, as shown in Fig. 6b. The major goal of the simulation is to prove that the entire structure was reliable under the combined effect of gravity and wind loads. The interaction between the adjacent printed modular units was ignored as we simply coupled them together to ensure the stability of the entire hypar shell structure.

Numerical analysis on the hypar shell. a stress distribution under static load. b stress distribution under wind load. c Eigenvalue shapes from buckling analysis
The Chinese design specification of GB50009-2019 was used for wind-resistant analysis. To carry out the wind-resistant design, an accurate wind load including two important parameters must be obtained. One is the wind vibration coefficient, and the other parameter is the wind load shape factor. We took the basic wind pressure in the city of Guangzhou (0.3 kN/m2) as a surface load, constructed in the direction of the maximum windward side of the shell. Since the height of the shell structure was lower than 10 m and the geometry shape of the hypar shell was simple and reasonable, we carried out the static analysis without considering the two factors mentioned above. The result shows that the maximum deformation was 1.416 mm (less than 1/1000 of the maximum span of the structure), presenting a reliable structural performance. The maximum stress mainly appears along the edge, achieving 52 MPa which can be resisted by adding boundary constraints. Besides, for the method of load combination in the structure static analysis, a coefficient of 1.3 can be multiplied by the dead loads to ensure the safety of the structure in the serviceability limit state. Meanwhile, we also performed an eigenvalue buckling analysis to estimate the critical buckling load of the hypar shell. As shown in Fig. 6c, it can be seen from the first six modal diagrams of the structure that the hypar shell has excellent stability and meets the safety requirements. In summary, the shape optimization on the surface of the hypar shell has a neglectable influence on the structural performance, leading to a lighter large-span shell structure with a better artistic value for the built environment.
3 Fabrication and installation
3.1 Additive manufacturing of modular units
In this work, the FDM technique was selected as the most common and accessible 3D printing method to build objects with complex geometric forms. However, most commercial FDM printers have relatively limited build volume (usually ranging from 200 to 500 mm for one side of a square build plate). It is worth mentioning that robotic-assisted 3D printing technology can expand the construction scale, but it requires advanced programming of the printing path of the robotic arm. Therefore, this project adopted industrial-grade FDM 3D printers with a build plane of 600 mm × 600 mm (Fig. 7a) and used PLA filament as the printing material. The building accuracy and efficiency of the FDM printers depend on printing parameters, environmental factors (temperature and humidity), nozzle size, and other factors.

Additive manufacturing of modular units. a The factory of a service provider with multiple FDM 3D printers. b Printing of a modular unit with honeycomb infill geometry. c Assembly of representative units
Here, print nozzles with two diameter options (0.4 mm and 0.8 mm) were chosen to build different parts of the hypar shell to realize excellent surface texture within a certain viewing distance of about 6 to 8 m. Specifically, the print nozzles with a diameter of 0.4 mm were used to print the main display surface for higher quality while the larger nozzles (0.8 mm) were used to print other components for rapid production. We used the layer thickness of 0.2 mm and 0.6 mm for 0.4 and 0.8 mm nozzle sizes, respectively. The printing speed and temperature were set as 60 mm/s and 205 °C, respectively. The wall thickness was set as three layers to ensure enough strength. Figure 7b demonstrates the printing process of a representative modular unit with the honeycomb interior filling, which matched with the actual microstructure of the butterfly wings and meanwhile has excellent mechanical properties, energy-absorbing ability, and great printing efficiency. Under collaboration with two 3D printing service providers, we controlled the fabrication time of every modular unit between 20 to 40 h depending on the actual size. They implemented the same printing parameters during fabrication to ensure a similar quality in appearance for assembly, as shown in Fig. 7c.
3.2 Modular construction and unit connectors
Once modular units are built, appropriate connectors should be designed by considering load-carrying strength, assembly efficiency, and aesthetic values. The components of the hypar shell were subjected to large bending moments before forming a large structure during the construction period. Hence, the bending resistance of the connectors must be taken into account. Meanwhile, the connectors need to satisfy the demands of easy installation and hidden locations to achieve rapid modular construction and overall aesthetics of the hypar shell. After performance comparisons based on experimental tests, regular bolt joints and adaptive connectors namely a "3-in-1" joint were selected as shown in Fig. 8a. When the adjacent units are slender and already have holes, we chose the bolts for connection. This can ensure the operating room of the bolts, and can also be hidden inside. The bolt holes are arranged in the top and the bottom portions along in the thickness direction to generate a force couple to resist the bending moment. When no hole is available at the region on the shell surface, the "3-in-1" joint was chosen. This can minimize the damage to the shell, and ensure its strength and overall appearance. The main installation steps of the "3-in-1" joint are given as follows: the eccentric wheels at both ends were embedded in the interior of the components in advance, then the two modular units were assembled by using double-end rods and were tightened at the eccentric wheels. This simple and robust connector could minimize damage to the shell and present high aesthetic value.

Assembly of modular units. a two types of connectors; b the hypar shell with 12 larger components. c lighting source inside the 3D-printed panels. d erection of the hypar shell
For parallel production and easy transportation of multiple modular units, the hypar shell was divided into a total of 12 components (labeled from A to M in Fig. 8b). Each component was further broken up into smaller modular units to build within the given build volume of a medium size FDM 3D printer. Most modular units are sandwich panels comprised of upper and lower 3D-printed parts. Over 800 parts with the same 3.9 mm wall thickness were built and labeled to track for a controllable and efficient installation process. Then, the installation of a lighting system inside the sandwich panel requires the insertion of the lighting source between the upper and lower parts (see Fig. 8c). After those large components were installed independently, the adjacent components were assembled to form two halves of the hypar shell that is separated from the middle axis as shown in Fig. 8d. In the erection, the two half “wings” was slowly raised by large construction equipment with supporting columns underneath the shell and finally two larger components formed the hypar shell. This process is simulated numerically before the actual assembly.
3.3 Trial installation of the modular units
Based on the assembly concept described above, we carried out the trial installation in the factory after finishing the additive manufacturing of all the components. The entire assembly process was divided into eight major steps, as shown in Fig. 9. The process started with the installation of the solid foundation parts. Then, we carefully connected the solid parts (without hollow-out patterns) to the foundation. Next, three larger components with the hollow-out pattern were assembled to form a quarter of the hypar shell. Four component groups were then connected to finalize the assembly of the entire structure.

Key assembly steps of the trial installation at the factory
This trial installation is successful with the aid of the auxiliary devices, showing a fast assembly of modular units. We observed two major issues in the process of trial installation. The first issue is to resist large vertical deformation before forming a hypar shell. As the assembly scale of the structure became larger, the components of the shell were subjected to bending moments instead of axial compression. Without proper supports, the 3D-printed parts could exhibit plastic deformation or even failure at the connectors. To solve this issue, foam pads were placed at different positions underneath the shell and meanwhile, the vertical deformations at key points across the shell were measured constantly to keep the original configuration. The second issue is to avoid position offsets at the component interface. In the erection process of large components, accumulated installation error might lead to non-compatible interfaces where bolts cannot pass through small holes (4–6 mm in diameter), particularly for the final assembly of two half “wings” of the shell. We addressed this issue by using scaffold poles with varied lengths that can be clamped at the end to assist the slow lifting and gradual positioning of the half “wing”. While slowly lifting the shell, the pole length can be adjusted, until the two halves are finally in a good position and can be accurately connected.
3.4 On-site construction and lighting design
The actual construction of the large-scale 3D-printed modular hypar shell (Fig. 10a and b) is aimed for an exhibition at the Guangzhou International Light Festival under the theme of “strong integration of science and culture”. Two hypar shells were built and placed at the fountain pool in front of the Guangzhou Opera House designed by the late Pritzker prize-winning architect Zaha Hadid. Considering the wind conditions for an outdoor exhibition, the entire shell was tied by four stainless steel wind-resisted cables with a diameter of 4 mm to the ground for structural safety throughout the exhibition. To avoid any damage to the base of the fountain pool, the foundation parts of the shell were fixed by 12 mm diameter bolts on a steel beam that was compressed by 250 kg of iron weight. The entire installation takes about 10 days to finish (Fig. 10c).

On-site assembly of the hypar shell in front of the Guangzhou Opera House. a Simultaneous installation of foundation and “wings” b connecting two half wings. c Final display
To provide an interactive experience for the structural art at night time, the lighting performance was also evaluated using parametric modeling. Since the PLA has good transparency, which offers a variety of possibilities for the light display. Thus, we simulated various lighting designs and their presentation effects, as shown in Fig. 11a. To verify the actual lighting effect, the numerical control test (Fig. 11b) was also carried out in two approaches, either the direct light projection on the printed object or embedded LED lamp inside the printed object. For the first approach, the lighting source can be adjusted based on the transparency of a given 3D-printed material. For the second approach, the sandwich shell panel offers an additional refracting effect. After a series of tests, we confirmed that both approaches can present a soft and gradual lighting presentation with a high degree of color effect. Thus, we projected light for the smaller shell and embedded light sources inside the larger shell. A large number of LED lamps were used in this exhibition. It should be noted that a hybrid wiring method was adopted for the larger hypar shell with an embedded light source and demonstrated different lighting effects. To present a more intense visual image, cylindrical lamps with a diameter of 16 mm were inserted into the 30 mm long reserved slots arrayed at an interval of 100 ~ 120 mm along the veins of the “butterfly” hollow-out pattern. To illustrate a softer lighting demonstration, 4 mm thick flat LED lamps with a diameter of 20 mm were embedded into the sandwich shell to provide a fading effect with the lamp invisible. By programming the lighting system, we successfully enhanced the beauty of two hypar structures at night. Figure 11c demonstrates the lighting effect of two sisters “butterflies” for the testing before the opening of the light festival, showcasing two different senses of beauty.

Lighting design and testing. a Parametric design of holes and grooves for lighting installation b testing of the lighting effect c actual light demonstration at night scene
The structural art of the two "The morphing butterfly" sisters was successfully exhibited at the Guangzhou Light Festival near the Huacheng Square as shown in Fig. 12. The colorful butterflies were gorgeous in sharp contrast with the dynamic streamlined profile of the Guangzhou Opera House that was designed by the late Zaha Hadid who an advocate in parametric design., and echoed the theme of "Love of light and shadow", which has attracted of thousands of visitors during the Light Festival. It shows the connotation and vision of the new round of "morphing change" in the urban context inheritance of Guangzhou as a commercial capital for thousands of years in Chinese history.

Two hypar shells at the night scene
After this exhibition, the design team was invited to re-assemble these two hypar shells at Lancaster and Sheffield for two local exhibitions in the UK. The shell structure was divided into modular components according to the capacity of the container and safely delivered by ocean transportation. The British local workers completed the modular assembly of two shell structures under the guidance of the installation manual provided by the research group including the installation steps and technical notes. Without any prior experience with modular construction, the workers were able to install the structure twice with the manual for two exhibitions in two cities within five days (Fig. 13). The fast assembly showcased the power of modular design which can be further improved for the 3D printing technique.

Installation and exhibition in Lancaster and Sheffield, UK
4 Conclusion
The ongoing paradigm shift of digitalization within the construction industry has been accelerated by emerging technologies such as parametric design and additive manufacturing. Large-scale additive manufacturing brings new technical challenges such as heavier weight, complex boundary conditions, and connections compared to desktop-scale 3D printing methods. Building additive-manufactured structures would require either a printing toolkit on the robotic arm or a modular assembly of smaller printed parts. In this study, we implemented the latter approach to design and fabricate a large hypar shell structure with a total span of 6.6 m and an overall height of 4.8 m. Guided by an interactive process combining parametric design and structural analysis, we were able to find the optimal hole distributions on the surface of the hypar shell. By considering the fabrication constraints of the printing machines, we successfully implemented a modular approach by disassembling the entire structure into numerous pieces with different shapes and sending fabrication tasks to multiple prefabricated factories. With such parallel prefabrication in two factories, we were able to complete the modular units in 4 to 5 days and then went through a rehearsal of the installation process. In addition, we also incorporated the digital lighting design into the structural design process which reserved space for lamps and wires. Remarkably, the shell structure can be dissembled and re-assembled for multiple use. We proved their building efficiency at Lancaster and Sheffield, UK, and later at Hong Kong Design Institute for exhibition before storing them in a warehouse. From an environmental point of view, we believe that a further material recycling strategy including turning the modules into smaller pieces and converting them back to 3D printing filament or pellets as “The morphing butterfly” completed the full re-assembly.
Recent developments in advanced 3D printing equipment and robotic-assisted additive manufacturing have further enabled us to build larger components, which would make 3D printing more accessible and suitable for the construction industry. Meanwhile, the modular design approach is still valid today for the standardization of 3D printed parts for reuse and re-assembly with better-designed connections. We hope that this case study can provide guidelines and inspire further investigations into modular design and fabrication of the 3D-printed structure. Potential routes include the advanced optimization of modular units and spatial structure, the development of high-speed large-scale printing devices, the integration of functional or energy materials with 3D-printed prefabricated parts, the material recycling strategy, etc. We envision that large-scale additive manufacturing would complement traditional construction technology and provide more freedom for designers to design lightweight and customized structures in the era of intelligent design and construction.
Availability of data and materials
The raw/processed data required to reproduce these findings cannot be shared at this time as the data also forms part of an ongoing study.
References
Abbasnejad, B., et al. (2020). Building Information Modelling (BIM) adoption and implementation enablers in AEC firms: a systematic literature review. Architectural Engineering and Design Management, 17(5–6), 411–433.
Aghaei, M., Rena Giesecke, and Benjamin Dillenburger., Digital Metal: Additive Manufacturing for Cast Metal Joints in Architecture. 2019.
Anton, A., et al., Concrete Choreography: Prefabrication of 3D-Printed Columns, in Fabricate 2020. 2020, UCL Press. p. 286–293.
Bao, D. W., Yan, X., & Xie, Y. M. (2022). Fabricating topologically optimized tree-like pavilions using large-scale robotic 3D printing techniques. Journal of the International Association for Shell and Spatial Structures, 63(2), 122–131.
Bechthold, M., & Weaver, J. C. (2017). Materials science and architecture. Nature Reviews Materials, 2(12), 1–9.
Bi, M., et al. (2022). Topology optimization for 3D concrete printing with various manufacturing constraints. Additive Manufacturing, 57, 102982.
Billington, D. P., & Garlock, M. E. M. (2010). Structural art and the example of félix candela. Journal of Structural Engineering, 136(4), 339–342.
Block, P., & Ochsendorf, J. (2007). Thrust network analysis: a new methodology for three-dimensional equilibrium. Journal of the International Association for Shell and Spatial Structures, 48(3), 167–173.
Bodea, S., et al., Additive Manufacturing of Large Coreless Filament Wound Composite Elements for Building Construction. 3D Printing and Additive Manufacturing, 2021.
BRG, ZHACODE, and in3D. Striatus 3D Printed Concrete Bridge. 2021 ; Available from: https://www.zaha-hadid.com/design/striatus/. [cited 2021].
Busta, H. U.C. Berkeley Researchers 3D Print a Cement-Powder Pavilion. 2015 ; Available from: https://www.architectmagazine.com/technology/u-c-berkeley-researchers-3d-print-a-cement-powder-pavilion_o. [cited 2015].
Buswell, R. A., et al. (2020). A process classification framework for defining and describing Digital Fabrication with Concrete. Cement and Concrete Research, 134, 106068.
Delgado Camacho, D., et al. (2018). Applications of additive manufacturing in the construction industry – a forward-looking review. Automation in Construction, 89, 110–119.
Del Giudice, L., & Vassiliou, M. F. (2020). Mechanical properties of 3D printed material with binder jet technology and potential applications of additive manufacturing in seismic testing of structures. Additive Manufacturing, 36, 101714.
Dritsas, S., et al., Cellulosic Biocomposites for Sustainable Manufacturing, in Fabricate 2020. 2020, UCL Press. p. 74–81.
Gharbia, M., et al. (2020). Robotic technologies for on-site building construction: a systematic review. Journal of Building Engineering, 32, 101584.
Goh, G. D., Sing, S. L., & Yeong, W. Y. (2020). A review on machine learning in 3D printing: applications, potential, and challenges. Artificial Intelligence Review, 54(1), 63–94.
Hack, N., et al. (2020). Structural stay-in-place formwork for robotic in situ fabrication of non-standard concrete structures: A real scale architectural demonstrator. Automation in Construction, 115, 103197.
Hamidi, F., & Aslani, F. (2019). Additive manufacturing of cementitious composites: Materials, methods, potentials, and challenges. Construction and Building Materials, 218, 582–609.
Isler, H. (1961). New shapes for shells. Bulletin of the International Association for Shell Structures, 8, 123–130.
Jiang, F., et al. (2021). Digital twin and its implementations in the civil engineering sector. Automation in Construction, 130, 103838.
Kilian, A., & Ochsendorf, J. (2005). Particle-spring systems for structural form finding. Journal of the International Association for Shell and Spatial Structures, 46(2), 77–84.
Kloft, H., et al. (2021). TRR 277: additive fertigung im bauwesen. Bautechnik, 98(3), 222–231.
Lee, D., et al. (2019). Trends in 3D printing technology for construction automation using text mining. International Journal of Precision Engineering and Manufacturing, 20(5), 871–882.
Lee, B., et al. (2021). Development of formwork automation design software for improving construction productivity. Automation in Construction, 126, 103680.
Lim, S., et al. (2012). Developments in construction-scale additive manufacturing processes. Automation in Construction, 21, 262–268.
Liu, J., et al. (2022). Additive manufacturing of sustainable construction materials and form-finding structures: a review on recent progresses. 3D Printing and Additive Manufacturing, 9(1), 12–34.
Lowke, D., et al. (2018). Particle-bed 3D printing in concrete construction – possibilities and challenges. Cement and Concrete Research, 112, 50–65.
Mechtcherine, V., et al. (2019). Large-scale digital concrete construction – CONPrint3D concept for on-site, monolithic 3D-printing. Automation in Construction, 107, 102933.
Nijhout, H.F., The Development and Evolution of Butterfly Wing Patterns. 1991: Smithsonian.
Ninpetch, P., et al., A review of computer simulations of metal 3D printing, in The Second Materials Research Society of Thailand International Conference. 2020.
Pan, M., & Pan, W. (2020). Understanding the determinants of construction robot adoption: perspective of building contractors. Journal of Construction Engineering and Management, 146(5), 04020040.
Paolini, A., Kollmannsberger, S., & Rank, E. (2019). Additive manufacturing in construction: A review on processes, applications, and digital planning methods. Additive Manufacturing, 30, 100894.
Pradhananga, P., ElZomor, M., & Santi Kasabdji, G. (2021). Identifying the Challenges to Adopting Robotics in the US Construction Industry. Journal of Construction Engineering and Management, 147(5), 05021003.
Prado, M., et al., Elytra filament pavilion: robotic filament winding for structural composite building systems, in Fabricate 2017: rethinking design and construction. 2017, UCL Press. p. 224–231.
Schuldt, S. J., et al. (2021). A systematic review and analysis of the viability of 3D-printed construction in remote environments. Automation in Construction, 125, 103642.
Tay, Y. W. D., et al. (2017). 3D printing trends in building and construction industry: a review. Virtual and Physical Prototyping, 12(3), 261–276.
Urhal, P., et al. (2019). Robot assisted additive manufacturing: a review. Robotics and Computer-Integrated Manufacturing, 59, 335–345.
Vantyghem, G., et al. (2020). 3D printing of a post-tensioned concrete girder designed by topology optimization. Automation in Construction, 112, 103084.
Veenendaal, D., & Block, P. (2012). An overview and comparison of structural form finding methods for general networks. International Journal of Solids and Structures, 49(26), 3741–3753.
Wang, S., et al. (2022). Structural analysis of Félix Candela’s hexagonal hyperbolic paraboloidal umbrellas. Engineering Structures, 266, 114577.
Wang, L., et al. (2020). Topology Optimization and 3D Printing of Three-Branch Joints in Treelike Structures. Journal of Structural Engineering, 146(1), 04019167.
WANG, X., et al., Rethinking efficient shell structures with 3d-printed formwork, in Fabricate 2020. 2020, UCL Press.
Williams, K. (2022). Form-finding, architecture and mathematics. Nexus Network Journal, 24(1), 1–3.
Xiao, J., et al. (2021). Large-scale 3D printing concrete technology: Current status and future opportunities. Cement and Concrete Composites, 122, 104115.
Xie, Y. M. (2022). Generalized topology optimization for architectural design. Architectural Intelligence, 1(1), 2.
Xu, W., et al., Fabrication and application of 3D-printed concrete structural components in the Baoshan pedestrian bridge project, in Fabricate 2020. 2020. p. 140–147.
Yan, X., et al. (2022). Detail control strategies for topology optimization in architectural design and development. Frontiers of Architectural Research, 11(2), 340–356.
Yan, X., et al. (2023). A multi-volume constraint approach to diverse form designs from topology optimization. Engineering Structures, 279, 115525.
Yuan, P.F. The world's largest modified plastics 3D printing building. 2020 ; Available from: http://www.fab-union.com/cn/nd.jsp?id=31#_jcp=1. [cited 2020].
Zhang, X., et al. (2018). Large-scale 3D printing by a team of mobile robots. Automation in Construction, 95, 98–106.
Zhang, J., et al. (2019). A review of the current progress and application of 3D printed concrete. Composites Part A: Applied Science and Manufacturing, 125, 105533.
Zhou, C., et al. (2019). In-situ construction method for lunar habitation: Chinese Super Mason. Automation in Construction, 104, 66–79.
Acknowledgements
All the sources of support are gratefully acknowledged.
Funding
This work was financially supported by the Research and Development Projects of Housing and Urban Rural Development of Guangdong Province (2021-K1-121149) and the Guangdong Provincial Key Laboratory of Modern Civil Engineering Technology (2021B1212040003).
Author information
Authors and Affiliations
Contributions
Chaohao Su: Conceptualization; Funding acquisition; Methodology; Project administration; Resources; Supervision; Meiqin Yuan and Yi Fan Data curation, Investigation, Methodology, Validation, Writing—original draft; Lu Zhu: Investigation, Methodology; Nan Hu: Supervision; Writing—review & editing.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no further competing interests.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Su, C., Yuan, M., Fan, Y. et al. Parametric design and modular construction of a large additive-manufactured hypar shell structure. ARIN 2, 21 (2023). https://doi.org/10.1007/s44223-023-00041-0
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s44223-023-00041-0