
Abstract
Experimental studies of the high-temperature interaction of a molten Mg-10Ca alloy (10 wt% Ca) with steel substrates were performed, for the first time, using the sessile drop method combined with non-contact heating and capillary purification procedure. The investigations were carried out under isothermal conditions at a temperature of 700 °C in two different flowing gas atmospheres: (i) a pure Ar and (ii) a mixture of Ar + 5 wt% H2. The high-resolution side-view images of Mg-10Ca/steel couples collected during the experiments were used to determine the contact angle values (θ) formed between the alloy drop and steel substrates. In both atmospheres, under the experimental conditions used, liquid Mg-10Ca alloy exhibited non-wetting behavior on steel substrates: after 180 s of dropping alloy from a graphite capillary, the average contact angle value in the Ar atmosphere was θav = 120°, which was slightly higher than that for the test performed in the Ar + 5 wt% H2 atmosphere, where θav = 114°. The microstructure of the solidified couples was analyzed by scanning electron microscopy (SEM) combined with energy-dispersive X-ray spectroscopy (EDS). The SEM/EDS analysis revealed interfacial discontinuities throughout the cross-sectioned couples and a lack of permanent bonding between the alloy drop and substrates. Moreover, neither new phases nor mass transfer through the drop/substrate interface were noted. The non-wetting and weak bonding between the alloy drops and the steel substrates is consistent with the Mg–Fe and Ca–Fe phase diagrams, i.e., the non-reactive nature of the Mg-10Ca/steel couples, since at the testing temperature, Fe does not form any compounds with both Mg and Ca, and it does not dissolve in liquid Mg.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Gasars are highly porous metallic materials with ordered porosity formed by a unidirectional solidification process, in which the gas dissolved in the molten metal is released during directional cooling, forming characteristic elongated and cylindrical pores ordered in the direction of crystallization [1,2,3,4,5]. Due to their unique structure, they have excellent physical, mechanical, and functional properties that allow them to be used in various industries, such as electromagnetic and neutron absorbers or inner walls of nuclear fusion reactors [1,2,3,4,5,6,7]. In medical applications, such as nature-inspired orthopedic implants that mimic the porous structure of bone, particularly desirable are highly porous metallic materials based on biodegradable, bioabsorbable, and non-toxic metals or alloys, i.e., pure Mg or its alloys, such as Mg–Ca or Mg–Ti [8,9,10,11].
Taking into account that gasars are produced by liquid-assisted processes, where liquid alloys are in direct long-time contact with refractory components of a gasar reactor, information on the high-temperature interactions of the molten alloys with various dissimilar solids is an important issue. Critical to the formation of gasars is the selection of suitable materials for the crystallizer in the directional solidification of different alloys, and the applied gas to be dissolved in the molten material [1,2,3,4,5]. One of the most important requirements for materials for crystallizers in gasars production is the lack of metallurgical bonds and the non-reactive behavior between the molten metal and the refractory material. The gasar crystallizers can be divided into the water-cooled and the massive-cooled types. The massive crystallizer is less expensive than the water-cooled one, but the materials used, such as copper or graphite molds and tubes, cause the cooling rate to decrease rapidly in a few seconds after the start of crystallization. This behavior limited the application of a massive crystallizer in producing gasars with a cross-sectional thickness of 40 mm or less [12]. On the other hand, the appropriate hydrogen pressure allows obtaining the gasars with uniform porosity, pore diameter, and relatively high mechanical properties (about 0.6 MPa). In addition, the time required to saturate the liquid alloy with hydrogen is quite long (2 h or more) [13]. Therefore, research is needed to find a crystallizer with a suitable heat dissipation rate and high chemical stability in contact with the molten alloy at elevated temperatures to introduce large-size gasars ingots for high-volume production.
At high temperatures, the interactions and bonding between different materials in liquid-assisted processes are directly related to their wetting and wetting behavior, which strongly depend on reactivity and interface between contacting materials [14, 15].
From a practical point of view, steel is one of the most widely used materials in the Mg industry for crucibles, crystallizers, and other metallurgical applications; therefore, it is desirable to know its applicability as a crystallizer in the production of highly porous materials such as gasars, especially those based on magnesium, because Mg does not react and form any intermetallic compounds with iron [16, 17]. However, our trials to produce gasars with the Mg-10Ca alloy were unsuccessful using crystallizers made from different materials including steels.
The main objective of this work was to perform, for the first time, the real-time observation of the high-temperature behavior of liquid Mg-10Ca alloy in contact with selected steel (SA 516 Grade 60 MT) in dissimilar atmospheres upon isothermal heating at a temperature of 700 °C that is commonly used in gasar process of Mg and its alloys. The role of the atmosphere on the wetting behavior of Mg-10Ca/steel couples was identified by performing comparative measurements in pure argon and argon with the addition of 5 wt% of hydrogen. The obtained results enrich the limited available information on the high-temperature interactions of liquid Mg and its alloys with various solid materials [18, 19], especially they point to the problem of the coupled effect of alloying addition and reactive constituent of gaseous atmosphere that is responsible for unsuccessful attempts to produce gasars using the Mg-10Ca alloy.
2 Materials and methods
2.1 Wettability tests
The sessile drop method was applied for real-time observation of the high-temperature behavior of molten commercial Mg-10Ca alloy (Hunan High Broad New Material Co. Ltd., China) containing 10.29% Ca, 0.004% Fe, 0.001% Ni, 0.003% Cu, 0.013% Si, 0.011% Al, 0.006% Mn (wt%) on steel substrates (SA 516 Grade 60 MT) containing 0.15% C, 1.1% Mn, 0.22% Si, and 0.042% Al (wt%).
All the experiments were carried out using a unique device described in detail in the previous work [18]. Directly before testing, the primary surface of the Mg-10Ca alloy rod (approximately 11 mm in length and diameter) was mechanically cleaned with sandpaper and then ultrasonically cleaned in isopropanol (STANLAB, p.a.) for approximately 15 min. After degreasing and surface cleaning, the dry Mg-10Ca sample was immediately placed in a graphite capillary and transferred to the test vacuum chamber, which was evacuated to a pressure of 10–6 mbar.
The surface of the steel substrates was polished with 100- to 7000-grade sandpapers and then finished on a manually operated polisher using diamond (from 3 to ¼ µm) and nano-SiO2 suspensions to obtain a mirror-like, smooth surface. After polishing, the steel substrates were also cleaned using an ultrasonic cleaner in isopropanol for 20 min to remove residues of the used polishing suspensions. The surfaces of the polished steel substrates and the Mg-10Ca/steel couples after the sessile drop tests at 700 °C in different atmospheres are shown in Fig. 1a, b (upper photos).

Side-view photos of steel substrates before (a, b upper photos) and after (a, b bottom photos) the wettability tests in the Ar (a) and in the Ar + 5 wt% H2 (b) atmospheres using capillary purification procedure coupled with non-contact heating and squeezing a liquid alloy through a graphite capillary (c)
After the steel substrate was placed on a holder, the measurement chamber was vacuumed off by a vacuum pump up to a pressure of 10–6 mbar. Next, a flushing procedure was applied twice by the introduction of inert gas (either Ar of 99.9999 wt% purity or a mixture of Ar + 5 wt% H2) up to a pressure of 1.10 × 103 mbar and subsequent vacuuming. After the last flushing, when the vacuum achieved 10–6 mbar again, non-contact heating of the graphite capillary with the Mg-10Ca alloy and a steel substrate was started to a temperature of about 400 °C to purify the atmosphere by continuous vacuuming and removing adsorbed residual water vapor and other volatiles from the surfaces of the steel substrate, graphite capillary and other parts of the chamber. Finally, the protective gas (pure Ar or a mixture of Ar + 5 wt% H2) was reintroduced into the chamber, and when the gas pressure reached a value of 1.10 × 103 mbar, the couple was heated to the final temperature of Texp = 700 °C. Taking into account methodological problems accompanying the sessile drop tests with liquid Mg, similar to our previous studies [10, 18,19,20,21], the experiments were performed in the flowing gas in the presence of oxygen getters (Ti chips and Ti sponges) placed directly next to the steel substrate.
In this work, the sessile drop method was combined with the capillary purification procedure (CP). This procedure allows the non-contact heating of various materials, thus avoiding the effect of the heating history of the samples on the results of contact angle measurements. In addition, by mechanical squeezing a molten metal out of the capillary directly in the measurement chamber, the metal drops produced are free of a native oxide film and they have a perfectly symmetrical shape, thus resulting in reliable measurements of contact angles [10, 14, 15, 18, 19]. It should be highlighted that the capillary used in the sessile drop tests was made from graphite, because it is non-reactive and non-wettable with liquid Mg [18, 19]. Despite a lack of experimental data, it is believed that molten Mg-10Ca alloy should demonstrate similar behavior in contact with the graphite capillary, because Ca neither reacts nor dissolves carbon.
After deposition of the liquid Mg-10Ca drop on the steel substrate at the measurement temperature Texp, the Mg-10Ca/steel couple was kept at Texp for 180 s to observe any changes in the contact angle values over time. The interaction time between the liquid metal and the substrate was determined precisely by the measurement procedure and apparatus, starting from the first moment when the drop was squeezed from the capillary and contacted the substrate.
The high-temperature measurements of the Mg-10Ca/steel couples were recorded using two perpendicularly oriented CCD cameras at a speed of 57 frames per second, as described in detail in the previous works [10, 18]. After testing, the captured images were used to comprehensively determine the values of the left, right, and average contact angles (θl, θr, and θav, respectively) using the unique DROP software [22].
2.2 Microstructure observations
2.2.1 Scanning electron microscopy observations
An FEI E-SEM XL30 scanning electron microscope (SEM) equipped with an EDAX GEMINI 4000 energy-dispersive X-ray spectrometer (EDS) was used for microstructural observations and chemical composition analyses of the Mg-10Ca alloy in the delivery state and the Mg-10Ca/steel sessile drop couples.
All analyses were performed using a backscattered electron (BSE) detector at an accelerating voltage of 20 kV with a spot size of 4.5–5.0 and a working distance of 10 µm.
First, after high-temperature tests, SEM observations were made for the top view of each sessile drop couple. Then, SEM/EDS was used to perform a detailed analysis of the Mg-10Ca/steel couple cross-sectioned perpendicular to their interface. For this purpose, the couple was embedded in a thermosetting epoxy resin and cut in half using an electric cut-off wheel with a diamond disk. Next, such specimens were polished on sandpapers of gradation 400 to 7000, as well as using suspensions of the anhydrous diamond from 3 µm to ¼ µm and at the last stage with nano-SiO2 suspension. Finally, freshly polished surfaces were covered with a thin layer of amorphous carbon (about 20–50 nm) to avoid their oxidation and to ensure good electrical conductivity for the SEM/EDS analysis.
2.2.2 X-ray diffraction analysis
The phase analysis of the Mg-10Ca alloy after the high-temperature wettability measurements was performed on the Bruker D8 Discover X-ray diffractometer with an Euler wheel and X–Y–Z positioning table for the sample and a cobalt anode lamp (λ = 1.78 Å). The apparatus was equipped with polycapillary primary beam optics with Ø1.0 mm pinhole collimator and positionally sensitive LynxEye solid-state detector. The experiment was made at 45 mA, 40 kV operating parameters with measurement step 0.02°, and time per step 2 s. Phase identification was performed using the Powder Diffraction File-4 (PDF4+) 2022 crystallographic database.
3 Results and discussion
3.1 Microstructure of the Mg-10Ca alloy
Before the wettability tests, the microstructure of the Mg-10Ca alloy was revealed. For this purpose, the surface of a piece of Mg-10Ca alloy was polished to a mirror-like using the same polishing materials as those applied to prepare cross sections of solidified Mg-10Ca/steel couples for SEM/EDS observations. The results of SEM/EDS analysis of the Mg-10Ca alloy in Fig. 2a showed a good agreement with the Ca–Mg phase diagram (Fig. 2b), i.e., this alloy contains about 7 at.% Ca and it consists of dark primary \(\alpha\)-Mg precipitates [corresponding to the solid solution of Ca in Mg and designated as (Mg)], surrounded with the light eutectic mixture \((\alpha\)-Mg + Mg2Ca).

a SEM/BSE view of the microstructure of Mg-10Ca alloy (about 7 at.% Ca) in the delivery state; magnification 1000× (b) the Ca–Mg phase diagram [17]; blue dashed line indicates the 7 at.% of Ca
3.2 Results of the wettability test
The key steps of the sessile drop test using the CP procedure are shown in Fig. 3, i.e., squeezing the drop from the graphite capillary and depositing it on the substrate, detaching the capillary from the drop, and recording the images of the couple during isothermal heating for 180 s in a pure Ar (Fig. 3a) and in an Ar + 5 wt% H2 mixture (Fig. 3b).

Selected images of Mg-10Ca/steel couples registered during the sessile drop test at 700 °C with the CP procedure in different atmospheres: a Ar; b Ar + 5 wt% H2. The last images in a, b represent the end of the experiment after 180 s
As can be seen from the analysis of Fig. 3a, b, under the applied measurement conditions and regardless of the used atmosphere, the Mg-10Ca drops that were squeezed and deposited on the steel substrates had a spherical, regular, and perfectly symmetrical shape that did not change during the entire experiments. Such regular drops are characteristic for the CP procedure which, in contrast to the classical contact heating procedure [15, 19], allows the removal of the primary oxide film covering the surfaces of the Mg specimen [18]. The presence of such a primary oxide film makes difficult the formation of the symmetrical Mg drop and it prevents a true contact between the Mg drop and the substrate, thus affecting the wetting behavior of liquid Mg and accompanying contact angle measurements [15, 18]. For both atmospheres, sessile drop observations showed the lack of change in the drop shape during the experiments, as well as the lack of spreading the liquid Mg-10Ca alloy over the steel surface, which are distinctive for the non-reactive and non-wetting systems [10, 15, 18, 23].
Figure 4 illustrates the curves of the wetting kinetics, that is the variation of the contact angle values (θl, θr, θav) with time, recorded for a liquid Mg-10Ca/steel couples during 180 s upon isothermal heating at Texp. The contact angle values were calculated for 2 s intervals for experiments performed both in pure argon (Fig. 4a) and in a gas mixture Ar + 5 wt% H2 (Fig. 4b). The comparison of θav between Mg-10Ca/steel couples received at 700 °C under two different atmospheres is presented in Fig. 4c. In addition, real-time videos of the sessile drop tests performed in two different atmospheres can be watched by scanning the QR codes shown in Fig. 4d and e.

Wetting kinetics of liquid Mg-10Ca alloy on the steel substrates captured during the sessile drop test by the CP procedure at 700 °C for 180 s under flowing gas: a pure Ar; b Ar + 5 wt% H2; c comparison of θav between Mg-10Ca/steel couples received at 700 °C under the flowing pure Ar and mixture gas Ar + 5 wt% H2 atmospheres, respectively. d, e QR codes for real-time videos of the wettability tests corresponding to a, b, respectively
In the flowing pure Ar, the θav = 120° and it is higher than that for the experiment performed in the flowing gas mixture Ar + 5 wt% H2, where θav = 114°. Since both high-temperature experiments were conducted at the same temperature (Texp = 700 °C) using the same testing procedure and sample preparation, the difference of 6° in the contact angle values can be related to different measuring atmospheres applied. Nevertheless, regardless of the type of atmosphere applied, all the contact angle values recorded upon isothermal heating are higher than 90°, indicating the non-wetting behavior of the liquid Mg-10Ca alloy on steel substrates.
Although in both cases, the contact angle values measured at 700 °C for 180 s do not change significantly and they can be considered constant, the small fluctuations in the values seen in Fig. 4a, b are attributed to the slight drop movements generated by the oscillation of the Mg-10Ca drops after their deposition on the steel substrates, as well as the intense evaporation of the liquid Mg alloy [18].
Visual observations of the solidified couples immediately after sessile drop experiments showed that after testing in pure Ar, the drop surface is visually clean and has a metallic shine (Fig. 1a). On the contrary, after testing in Ar + H2 mixture, the drop surface is matte and it is covered with a thick whitish layer (Fig. 1b).
The top-view SEM images of the solidified Mg-10Ca drop surface obtained in different atmospheres are shown in Figs. 5 and 6. After testing in pure Ar (Fig. 5), the surface of the solidified drop is relatively clean and smooth with small, individual precipitates formed mainly at the top of the drop near the shrinkage cavity where the liquid drop cools the slowest. It should be noted that the Mg-10Ca alloy in the initial state is not a single-phase alloy. Therefore, the bright separations along the dendrite boundary (black areas, porosity) on the surface of the droplet visible in SEM image (Fig. 5c) are most likely precipitates of pure Mg and/or the Mg2Ca phase from the eutectic, which may have been slightly oxidized after wetting tests and removing the couple from the vacuum chamber.

Top-view SEM/BSE images presenting the drop surface of the Mg-10Ca/steel couple after the wettability test carried out in pure Ar atmosphere, at three magnifications: a 50×, b 1000×, and c 5000×

Top-view SEM/BSE images presenting the drop surface of the Mg-10Ca/steel couple after the wettability test made in a mixture of Ar + 5 wt% H2 atmosphere, at three magnifications: a 50×, b 1000×, c 5000×
On the contrary, the drop surface of the same alloy in the same CP test with the same steel substrate, but in a dissimilar atmosphere of a gas mixture (Ar + 5 wt% H2), is covered with a thick layer composed of large island-like fragments (Fig. 6). It should be highlighted that in our previous research, we never observed such a layer in the sessile drop tests performed with liquid pure Mg on both non-reactive (e.g., graphite, W, Ta, cast iron) and reactive (e.g., Ag, Cu, Ni) substrates, in both pure Ar and Ar containing hydrogen atmospheres, using both conventional, as well as advanced (CP) testing procedures [10, 18, 20, 21].
Since a uniform whitish layer appeared on the surface of the Mg-10Ca drop only after testing in an atmosphere containing hydrogen, X-ray diffraction (XRD) analysis of the Mg-10Ca alloy was performed shortly after this high-temperature test. As can be observed in Fig. 7, the obtained XRD pattern indicates that the whitish thick layer covering the solidified Mg-10Ca drop is only calcium hydroxide Ca(OH)2. Most probably, its formation can be explained as follows.

XRD pattern for Mg-10Ca alloy after high-temperature wettability test performed at 700 °C in the mixture of Ar + 5 wt% H2
First, during sessile drop testing in the Ar + H2 atmosphere, the calcium from the alloy reacted with hydrogen from the gas mixture to form a calcium hydride (CaH2) layer on the drop surface
It should be noted that calcium hydride is commercially produced in the industry by synthesis from the elements at atmospheric pressure and at 400 °C [24, 25], which is much lower than the temperature at which the sessile drop test was performed. Moreover, calcium is more reactive than magnesium, so even small amounts of Ca in the Mg alloy can cause the formation of CaH2 in an atmosphere containing hydrogen.
Following literature data [25], calcium hydride exhibits hygroscopic properties and reacts vigorously with water in either liquid or vapor states. Therefore, its reaction with residual water vapor from the chamber atmosphere is highly probable during the sessile drop test to form a thin layer of surface reaction product Ca(OH)2 according to the following reaction:
Moreover, after the sessile drop test is completed and the solidified couple is removed from the chamber, CaH2 may also vigorously react with water vapor from the surrounding atmosphere to form a thick Ca(OH)2 layer of whitish color.
Figures 8 and 9 show representative results of structural observations of cross-sectioned Mg-10Ca/steel couples. The analysis of the captured SEM images and the EDS chemical composition revealed the absence of new phases at the drop/substrate interface, as well as the lack of mixing of components and mass transfer across the interface. Furthermore, interfacial discontinuities are visible in cross-sectioned couples produced in pure Ar, as well as in Ar containing hydrogen. This indicates a lack of permanent bonding between the Mg-10Ca drops and the steel substrates because of a weak physico-chemical interaction of the liquid alloy with the steel substrate. The above observations are consistent with phase diagrams of Fe–Mg and Ca-Fe systems calculated in this study using FactSage software and FTlite database [17] (Figs. 10 and 11, respectively), which show that over the entire concentration range, both Mg and Ca do not form intermetallic compounds with iron, the main component of steel. Moreover, at the testing temperature (Texp = 700 °C), liquid Mg shows a complete lack of dissolution in iron, while dissolution of Fe in liquid Mg is negligible (Fig. 10b).

SEM/BSE images of the cross-sectioned Mg-10Ca/steel couple after a wettability test in the pure Ar atmosphere: a general view (magnification 50×); b the top of the drop surface), c, d left and right drop edges, respectively; b–d magnification 1000×

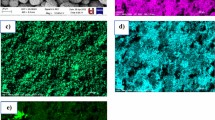
SEM/BSE images of the cross-sectioned Mg-10Ca/steel couple after a wettability test in the Ar + 5 wt% H2 atmosphere: a general view (magnification 50×); b the top of the drop surface, c, d left and right drop edges, respectively; e interface in the central part of the drop (b–e) magnification 1000×; b the corner of the figure shows a 3500× magnification of the indicated fragment of the image; e the corner of the figure shows a 5000× magnification of the indicated fragment of the image

The Fe–Mg phase diagram calculated with the use of FactSage software and the FTlite database [17]. The insert in a corresponds to the magnified Mg-rich region shown in b

The Ca–Fe phase diagram calculated with the use of FactSage software and the FTlite database [17]. The insert in a corresponds to the magnified Ca-rich region shown in b
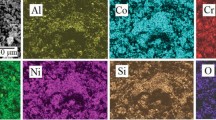
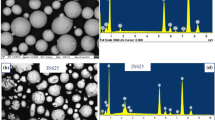
Detailed EDS results for the cross-sectioned Mg-10Ca/steel couple and SEM images of the top of the drop (Fig. 8b) for the sample obtained in a pure argon atmosphere show that no traces of oxygen are observed inside the magnesium drop, indicating that the obtained Mg-10Ca drop is free from the native oxygen film [18]. On the other hand, SEM results of the same Mg-10Ca/steel couple obtained by the same method and test procedure in an atmosphere containing hydrogen (Fig. 9) show that the entire surface of the solidified Mg-10Ca drop is surrounded by irregular fragments of a new phase. Some of them were detached from the drop, most probably when cutting the couple for structural characterization. Detailed EDS analysis of these fragments shows that they are composed mainly of calcium and oxygen (see Table 1). These results also indicate that the calcium from the used liquid Mg-10Ca alloy reacts with the hydrogen from the atmosphere and forms compounds on the surface of the drop according to reactions (1) and (2).
The above findings suggest that under the conditions of this study, the Ar + H2 atmosphere protects pure Mg before its reaction with residual gases (e.g., oxygen and water vapor) leading to its secondary oxidation directly in the experimental chamber during high-temperature testing. However, when Mg is alloyed with 10 wt% Ca, it becomes reactive with respect to the atmosphere, because Ca from the alloy reacts with hydrogen from the atmosphere to form calcium hydride CaH2, which covers the drop surface. In the next stage of high-temperature interaction, CaH2 may be partially converted to Ca(OH)2. Whatever the mechanism of interaction is, it might lead to the formation of a thick, dense, and continuous layer of Ca(OH)2 on the surface of liquid Mg. This layer blocks the diffusion of hydrogen into the liquid Mg and makes impossible its complete saturation with hydrogen. This explanation is compatible with our observations of Mg-10Ca ingots after unsuccessful attempts to produce gasars. Contrary to the pure Mg ingots processed using the same gasar reactor [26] and under the same processing conditions, the Mg-10Ca ingots did not exhibit porosity after saturation with hydrogen and subsequent directional solidification. Instead of this, they had a large and dip shrinkage cavity that is typical for solidified pure Mg free of hydrogen. Moreover, the surface of the shrinkage cavity was also covered with a white layer, and its XRD analysis confirmed the presence of Ca(OH)2 only. The aforementioned findings are important for understanding the reasons for the inability to produce gasars from the Mg-10Ca alloy because of a high reactivity of Ca with hydrogen, which prevents the formation of hydrogen-saturated melt, as a key factor in the gasar synthesis by the liquid-assisted process. This fact deserves special attention, because the method of sample preparation for microstructural studies imposes limitations that prevent us from explicitly confirming the formation of the CaH2 phase during high-temperature testing of Mg-10Ca alloy in a hydrogen-containing atmosphere. The contact of the solidified sessile drop sample with water during the cutting and subsequent polishing can lead to the removal and/or decomposition of the hydride/hydroxide compound, leaving empty spaces in their place, mainly at the open drop surface (i.e., drop/gas interface).
Finally, it should be highlighted that SEM observations of cross-sectioned couples produced in dissimilar atmospheres clearly indicate the dissimilar structure of solid drops in the vicinity of the substrate (Figs. 8c, d vs Fig. 9c–e): for the couple produced in Ar + 5 wt% H2, it has a fine eutectic-like structure that might be considered as indirect evidence of the gasar structure formed through gas-eutectic reaction taking place in a small region of hydrogen-saturated Mg drop during its cooling after the sessile drop test.
4 Conclusions
For the first time, the high-temperature interaction of a liquid magnesium alloy containing 10 wt% Ca (that corresponds to 7 at.% Ca) with steel substrates (SA 516 grade 60 MT) has been experimentally investigated using the sessile drop method combined with non-contact heating and capillary purification procedure.
The results showed that the Mg-10Ca alloy exhibited non-wetting behavior on the steel substrate, regardless of the atmosphere used (pure Ar or Ar + 5 wt% H2). Structural analysis revealed no new phases formed or mass transfer between the materials at the tested temperatures and atmospheres.
Moreover, the results of this study indicate that SA 516 Grade 60 MT steel may be a suitable material for long-term contact with liquid magnesium and its alloys containing calcium under the applied measurement conditions.
However, structural observations suggest that even a small presence of hydrogen in the atmosphere leads to its reaction with calcium; consequently, it results in the formation of a thick, dense, and continuous layer of the reaction product CaH2, covering the surface of molten Mg-10Ca alloy. This layer significantly suppresses the diffusion of hydrogen into the melt and prevents its complete saturation with hydrogen. Therefore, producing highly porous metallic materials through directional solidification of hydrogen-saturated melts (gasars) becomes unworkable with the Mg-10Ca alloy. These findings are of practical importance, because they underscore not only the role of the atmosphere in the research results but also have important implications for the design of liquid-assisted manufacturing processes.
Data availability
Raw data are available upon request.
References
Shapovalov VI. Porous metals. MRS Bull. 1994;19:24–8. https://doi.org/10.1557/S0883769400039476.
Shapovalov V.I. U.S. Patent No. 5,181,549; 1993 Method for Manufacturing Porous Articles.
Nakajima H, Hyun S, Ohashi K, Ota K, Murakami K. Fabrication of porous copper by unidirectional solidification under hydrogen and its properties. Colloids Surf A Physicochem Eng Asp. 2001;179(2–3):209–14. https://doi.org/10.1016/s0927-7757(00)00639-7.
Nakajima H, Ide T. Fabrication of porous copper with directional pores through thermal decomposition of compounds. Metall Mater Trans A Phys Metall Mater Sci. 2008;39A:390–4. https://doi.org/10.1007/s11661-007-9402-4.
Nakajima H. Fabrication, properties, and applications of porous metals with directional pores. Proc Jpn Acad Ser B Phys Biol Sci. 2010;86(9):884–99. https://doi.org/10.2183/pjab.86.884.
Drenchev L, Sobczak J, Malinov S, Sha W. Gasars: a class of metallic materials with ordered porosity. Mater Sci Technol. 2006;22(10):1135–48. https://doi.org/10.1179/174328406X118302.
Drenchev L, Sobczak J. Gasars: a specific class of porous materials, 1st ed. Foundry research institute and motor transport institute: Kraków; 2009. ISBN: 978-83-60965-60-3.
Witte F, Kaese V, Haferkamp H, Switzer E, Meyer-Lindenberg A, Wirth CJ, Windhagen H. In vivo corrosion of four magnesium alloys and the associated bone response. Biomater. 2005;26:3557–63. https://doi.org/10.1016/j.biomaterials.2004.09.049.
Staiger MP, Pietak AM, Huadmai J, Dias G. Magnesium and its alloys as orthopedic biomaterials: a review. Biomater. 2006;27(9):1728–34. https://doi.org/10.1016/j.biomaterials.2005.10.003.
Terlicka S, Sobczak N, Sobczak JJ, Darłak P, Ziółkowski E. Wettability and reactivity of liquid magnesium with a pure silver substrate. J Mater Eng Perform. 2023;32:5689–96. https://doi.org/10.1007/s11665-023-07950-1.
Persaud-Sharma D, McGoron A. Biodegradable magnesium alloys: a review of material development and applications. J Biomim Biomater Tissue Eng. 2012;12:25–39. https://doi.org/10.4028/www.scientific.net/JBBTE.12.25.
Shapovalov VI, Withers JC. Hydrogen technology for porous metals (Gasars) Production. In: Baranowski B, Zaginaichenko SY, Schur DV, Skorokhod VV, Veziroglu A, editors. Carbon nanomaterials in clean energy hydrogen systems; NATO Science for Peace and Security Series C: Environmental Security. Dordrecht: Springer; 2008.
Zhou CX, Liu Y, Zhang HW, Chen X, Li YX. Fabrication of lotus-type porous MgMn alloys by metal/gas eutectic unidirectional solidification. Trans Nonferrous Metals Soci China. 2020;30:1524–34. https://doi.org/10.1016/S1003-6326(20)65316-X.
Sobczak N, Kudyba A, Nowak R, Radziwill W, Pietrzak K. Factors affecting wettability and bond strength of solder joint couples. Pure Appl Chem. 2007;79(10):1755–69. https://doi.org/10.1351/pac200779101755.
Sobczak N, Singh M, Asthana R. High-temperature wettability measurements in metal/ceramic systems—some methodological issues. Curr Opin Solid State Mater Sci. 2005;9:241–53. https://doi.org/10.1016/j.cossms.2006.07.007.
Nayeb-Hashemi AA, Clark JB, Swartzendruber LJ. The Fe−Mg (Iron-Magnesium) system. Bull Alloy Phase Diagr. 1985;6:235–8. https://doi.org/10.1007/BF02880405.
FactSage Version 8.2, with FTlite Database. Available online: https://w:ww.crct.polymtl.ca/fact. Accessed 10 June 2023.
Terlicka S, Darłak P, Sobczak N, Sobczak JJ. Non-wetting and non-reactive behavior of liquid pure magnesium on pure tungsten substrates. Materials. 2022;15(24):9024. https://doi.org/10.3390/ma15249024.
Kudyba A, Sobczak N, Polkowski WA, Giuranno D. Improvements in experimental investigation of molten Mg-based materials. Mater Design. 2018;160:915–7. https://doi.org/10.1016/j.matdes.2018.10.028.
Terlicka S, Sobczak N, Maj Ł, Darłak P, Sobczak JJ. High-temperature interactions of liquid magnesium with a pure copper substrate. J Mol Liq. 2023;387:122730. https://doi.org/10.1016/j.molliq.2023.122730.
Terlicka S, Sobczak N, Maj Ł, Darłak P, Sobczak JJ. Wettability, reactivity, and interface structure in Mg/Ni system. J Magnes Alloy. 2024;12:649–72. https://doi.org/10.1016/j.jma.2024.01.008.
Ziółkowski E, Sobczak JJ, Fima P, Sobczak N. Implementation of a methodology for determining the density and surface tension of liquid metal during high-temperature tests. Metalurgia 2020, ISBN 978-83-63605-51-3, 519–530 (in Polish).
Passerone A, Valenza F, Muolo ML. Wetting at high temperature. In: Ferrari M, Liggieri L, Miller R (Eds.) Drops and bubbles in contact with solid surfaces. Progress in colloid and interface science. CRC Press; 2013. pp. 299–334. ISBN: 978-1-4665-7545-5.
Wietelmann U, Felderhoff M, Rittmeyer P. Hydrides. In: Ullmann's Encyclopedia of Industrial Chemistry, 100 Years. Wiley-VCH Verlag GmbH & Co. KGaA-Wiley Online Library, 2016. pp. 10. https://doi.org/10.1002/14356007.a13_199.pub2.
Eggeman T. Hydrides. In: Kirk Othmer encyclopedia of chemical technology, 5th edn., vol. 13. John Wiley & Sons, Hoboken, 2005;. pp. 610–611. https://doi.org/10.1002/0471238961.0825041819211212.a01.pub2.
Sobczak JJ, Sobczak N, Długosz P, Darłak P, Shapovalov V, Bojko L. The pressure reactor for producing materials having directed porosity. World patent WO 2015/059531 A1. Filed: May 27.
Acknowledgements
This research was supported by the National Science Centre of Poland within OPUS 16 under Project No. 2018/31/B/ST8/01172. The authors are grateful to Dr. A. Jarzębska for the XRD measurement, performed in the Accredited Testing Laboratories of the Institute of Metallurgy and Materials Science, Polish Academy of Sciences.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Terlicka, S., Janus, K., Sobczak, N. et al. Effect of atmosphere on the high-temperature interaction of molten Mg-10Ca alloy with steel substrates. Arch. Civ. Mech. Eng. 24, 160 (2024). https://doi.org/10.1007/s43452-024-00975-w
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s43452-024-00975-w