
Abstract
There are many types of pavements for roads. For technical roads, one of the most effective and economically advantageous pavement types is chemically stabilized soil pavement. When designing a pavement made of soil admixed with binders, it is necessary to meet the load-bearing conditions while considering the effects of environmental factors. The aims of this study were to optimize the strength parameters of pavement, minimize negative environmental effects, minimize the carbon footprint, and simultaneously dispose of mineral waste materials from the production of asphalt mixes for roads. After testing the strengths of samples admixed with cement or with reduced cement content and the addition of dust, questions arose as to how both materials affect the reliability of the pavement structure. Samples of soil doped with cement and dust were subjected to reliability analyses. Abaqus software with a three-dimensional subgrade model was used for a comparative analysis. The substrates under soil stabilization slabs were subjected to varying saturation states, which affected their vulnerability. In this study, the changes in the saturation characteristics of the subsoils associated with different types of climatic interactions were simulated. The Darcy–Buckingham law was used to describe the flow of liquids through the subsoil. Pavement reliability calculations were performed for a multidimensional space of random variables. The results served as an interesting starting point for recommendations to decrease the use of energy-intensive materials, increase the reuse of waste, and reduce the effects of the strengthening process on the environment.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
In the past, roads were created with natural pavements; logistically, their quality determined military and economic success. The primary weakness of natural pavement is its close connection to local conditions: climatic, geological and hydrological. Natural aggregate pavements have been supplanted over time by bituminous concrete or stone, which are common today. Important criteria for selecting natural pavements include ecological considerations, cost and reliability [1, 2]. Regarding ecological considerations and sustainability in construction, natural aggregate pavements are often designed in green areas. For their construction, raw materials that are naturally occurring at a given location are used. Their significant advantage over standard pavements is their possible permeability. The right choice of aggregate crumb pile allows the root systems of trees and shrubs to be supplied with the amount of water necessary for life. Currently, natural pavements are often made as low-cost alternatives in communications and local and technical transportation applications; additionally, they can serve as a temporary substrate for technical loading and unloading areas. Mineral paved yards and roads are made to increase the density of the infrastructure grid. To shorten the goods supply chain, roads and yards with natural surfaces are often used in rural and suburban areas where agriculture, services and decentralized industry play dominant roles [3]; additionally, these materials are commonly used in areas where there is forestry production [4]. Key aspects of the relatively large areas of aggregate in these types of industrial transportation facilities are their low construction costs relative to the types of road surfaces common to date. The advantages and disadvantages of natural pavements are shown in Table 1.
Modern mineral pavements can be doped with binders [7]. The goal of doping is to obtain a stable, environmentally resistant layer that provides reliability during use at a low material cost. The use of a top layer made of binder-doped soil requires consideration of the processes occurring in the subsoil. Often, subsoil is heterogeneous and sensitive to environmental processes; cost optimization requires one to set a minimum thickness of the top layer to ensure an adequate level of pavement reliability. Shrinkage and swelling due to changes in the moisture contents of heterogeneous expansive soils with significant plasticity are the main causes of pavement cracking in engineered road systems [8]. Cracks that initiate from drying soil spread, causing longitudinal cracks, transverse cracks and pavement rutting.
The years 2015–2021 have seen the highest temperatures on Earth in available records. The projected increase in average temperature is 0.20˚C per decade. The increase in Earth’s temperature directly impacts climate change, which is manifest in many forms including more frequent of extreme weather events and increased intensities of changes in saturation and groundwater levels. As a result of global climate change, the conditions for the use of building structures are changing. The impacts of climate change on the strength and reliability characteristics of ground-based structures [6, 9,10,11] including roads [12], is increasingly recognized. As the authors of [13] suggest, climate change significantly reduces the durability of pavements. According to over 100 years of data from a case study on the average service life of the pavement structure for a two-lane highway in coastal New Hampshire, USA, the average service life is projected to decrease from 16 to 4 years. Important climatic factors that are responsible for this situation are increases in the number of inundation (flooding) events and average annual rainfall. When water greatly infiltrates the highway substructure, it decreases the mechanical parameters; thus, the substructure is weakened. Drought, in turn, decreases the saturation of the subsoil [14]. In this case, the opposite phenomena occur, and the drying ground is strengthened [15]. Through global climate change, the environment is increasingly exposed to extreme weather [16]; therefore, designers should consider the effects of a wide spectrum of saturation conditions on structures in the ground.
With continuous economic development and the growing number of people on Earth, the traffic volume is increasing. This phenomenon contributes to the need to build new transportation routes. Ageing road infrastructure [17] increasingly requires repair or reconstruction. Due to the rapid development of road construction projects, the demand for road aggregate is surging rapidly [3, 18]. Most aggregates are obtained from open-pit mines. Road substrate must meet the technical requirements indicated in reference documents. If the construction site is far from a mine, then transportation becomes the main component of the cost of aggregate for road construction projects [18]. The need to transport natural aggregates places a significant burden on the environment. To reduce costs and the carbon footprint of road construction projects, it is reasonable to use soil near the construction site. However, native soil is rarely able to withstand cyclic traffic loads without undergoing large deformations [19]. A widely used method for improving the bearing capacity of native soil is to stabilize it by adding compounds to improve its mechanical performance. These compounds include cementitious binders, lime, ash, dust and other fractions of waste materials from manufacturing processes. The increased strength and durability and the relatively low cost of the stabilized soil make this method very popular. This technique has been used for many years in civil engineering; for example, this method has been applied in Australia since the 1950s and in Japan since the 1970s [20]. Soils that previously had marginal structural use can be used as road construction materials [17]. Soil stabilization with binders is used to reinforce road base layers [21] and create a bound pavement [22].
Table 2 shows a range of possible binders [23]. Portland cement has been identified as the most effective cement with minimal toxicity and cost. However, a very important issue arises in minimizing the amount of additives that are associated with significant energy input and carbon footprint in its production process [24, 25]. Studies on the strength and mechanical characteristics of soil–cement mixtures began approximately 70 years ago. Values of the elastic modulus and angle of internal friction for various cement admixtures were presented by Balmer [26]. In that study, Balmer found significant variations in the cohesion values of the soil–cement mixture, which ranged from 0.24 to 3.65 MPa. Additionally, the elastic modulus of the soil–cement mixture increased with increasing cement amount and varied from 689 MPa to 13.79 GPa for coarse-grained mixtures and from 1.79 to 5.24 GPa for fine-grained mixtures. Several studies [27, 28] have made it possible to derive formulas relating the elastic modulus to the unconfined compressive strength (UCS). Notably, significant progress has been made since the beginning of research on soil stabilization [29,30,31,32,33,34] related to various factors, including modifications of the mineral and binder materials through fibre additives.
An important step in the production of road asphalt mixtures is the preparation of aggregate by drying it and removing dust fractions. Both moisture contents and high specific surface areas of dusty fractions decrease the mechanical properties of asphalt concrete. It is difficult to dispose of waste materials from the purification of mineral substrates in surrounding asphalt masses. In Poland, granite, granodiorite and basalt aggregates are mainly used to produce mineral–asphalt mixtures. As a sustainable construction activity, the waste generated from aggregate treatment can be used as an admixture material when producing construction materials [35]. The dusty mineral waste by-product of manufacturing processes can be used as an admixture material when producing ceramic tiles, roof tiles, and masonry units and cementitious (primarily concrete and cement mortar) materials. [36] studied utilization of granite dust in the production of industrial cement floors. Research was also conducted on the addition of granite dust to lime cement plaster mortars [37]. Naga et al. studied the utilization of granodiorite as a fluxing agent in a body mix to produce stoneware ceramic tiles [38]. While preparing the stoneware tiles, clay was replaced by granodiorite dust in proportions from 20 to 35% by weight. Tiles with similar mechanical properties to the original products were obtained. In the present study, the authors attempt to use granodiorite waste from an asphalt mix plant as an admixture in soil stabilization to replace part of the cement addition.
While designing and constructing a susceptible pavement, such as cement-stabilized soil with mineral admixtures, it is necessary to meet the ultimate limit state (ULS) and serviceability limit state (SLS) criteria and ensure the effective drainage of rainwater from its surface. To meet the design parameters of this type of road pavement, it is first necessary to determine the types and weights of vehicles travelling on it, the bearing capacity of the subgrade and its strengthening method. As previously mentioned, another important and often overlooked aspect is the consideration of possible changes in soil saturation, which have both positive and negative effects on the subgrade strengths. Considering this phenomenon can prevent failures and optimize road construction. Since the technical literature does not provide extensive information on the effects of changes in soil saturation and stabilized natural pavements on their strength parameters, the authors have undertaken this task. The calculations presented in this paper can be used to determine the reliability levels of pavement models subjected to numerical analysis using a finite element method (FEM).
2 Research significance
The aim of the article is to examine the possibility of use of recycling waste products from road aggregate processing to replace part of the cement admixture in soil stabilization mixtures. The compressive strength of the mixtures designed as a layer of road pavement was measured in tests and analyses. During this research, it was hypothesized that replacing part of the cement binder with granodiorite waste dust would not cause a significant decrease in the safety indicators of the designed road surface. Laboratory tests were conducted on the strength of soil stabilization mixtures for various thermal and humidity conditions. Despite the lower strength of the depleted cement–soil mixtures, there was less dispersion of the results from the average strength value in relation to the series with the original cement content. The obtained (non-deterministic) material ambiguity was subjected to a reliability analysis. An analysis of the influence of material features treated as random variables was performed in calculations of the ultimate load capacity of the pavement in various states of saturation.
A unique aspect of this research is the analysis of the effects of replacing cement with dust on the dispersion of the compressive strength of cement–soil mixtures in engineering applications. The results were used for modelling soils with different levels of moisture.
3 Materials and methods
3.1 Substrate
For the study, we selected a typical natural pavement system found in Poland in the form of shallow layers of low cohesive soils. Below these shallow layers, in the analysed geographic location, soils with significant cohesiveness and very low water permeability are generally found [39]. For the described study on soil stabilization, the native material was characteristic of the Lower Silesia region as a part of the Odra proglacial valley in Western Poland. The samples of siSa (silty sand) according to [40] were taken from the excavation according to the recommendations of a standard [41]. The estimated natural moisture content was in the range of 8.5%. The grain size distributions and other parameters of the tested soil are presented in Table 3.
Figure 1a shows the shapes of the grains of the tested soil material as observed under a microscope.

Grain characteristics of the tested soil saSi: microscopic image of the microstructure (left); grain size distribution (right)
The grain size distribution of the tested soil material is shown in Fig. 1b.
3.2 Binder
Portland cement CEM II/B-M (VLL) R (Heidelberg, Gorazdze, Poland), compressive strength class 32.5 MPa, was used to stabilize the soil pavement. The composition of the cement was as follows: Portland cement clinker K—70–75%, siliceous fly ash (V), and limestone (LL)—25–30%, secondary ingredients—5–0%. The early strength of the cement after a conditioning period of 2 days is at least 10 MPa. The strength parameters of the cement are shown in Appendix 1.
3.3 Filler
Granodiorite aggregate waste mineral material was used as filler. The material was collected from the aggregate dust cleaning system of the Ammann asphalt precast batching plant (Warwickshire, UK). The disadvantage of dust waste is the large specific surface area of the fine mineral particles. The significant amount of dust with aggregates surrounded by asphalt paste would adversely affect the adhesion between the surfaces of mineral grains and asphalt [42]. The amount of waste material formed in this process depended on the type of aggregate. In the analysed case of the 2–8 mm fraction of granodiorite aggregate, for every 100 mg of source material, approximately 620 kg of waste was obtained. The construction of roads with asphalt surfaces and the need to maintain them were the direct cause of the production of large quantities of mineral waste. Table 4 shows the physical parameters of this material. The grain size distributions of the tested granodiorite waste dust are presented in Fig. 2.

Grain size distributions of granodiorite dust
Figure 3 shows photographs of granodiorite dust particles in the full range of grain size (a) and after sifting to remove fractions below 0.1 mm diameter (b). The images were taken with an automatic stereoscopic microscope ZEISS SteREO Discovery.V20.

Granodiorite dust waste: a general view of the dust (left); the shape of the grains after sieving to remove particles less than 0.1 mm (right)
Table 5 presents the results of the quantitative chemical analysis of granodiorite dust. The analysis was performed according to a standard [43], using plasma-optical spectroscopy and ion chromatography methods.
In this study, an attempt was made to manage the waste as a filler while stabilizing the road subsoil.
3.4 Soil stabilization
Two mixtures of soil for stabilizations were made. The first group was made by mixing the soil with cement (4% of the soil weight). The quantity of cement was determined based on Table 2, point 2.2.2 of the standard [7]. For the second group of samples, 2% of the cement was replaced with granodiorite filler. It was made by mixing the soil with cement (2% of the soil weight) and dust (2% of the soil weight).
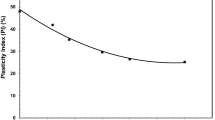
Figure 4 shows the effects of from 0 to 2% granodiorite dust admixture on the grain size distribution and classification of the tested soil material.

Changes in the grain size distribution of soil samples with the addition of granodiorite waste filler in amounts ranging from 0 to 2% by weight (left); effect of granodiorite dust admixture on tested soil classification (right)
Figure 5 presents the maximum dry density and optimum moisture content of the samples determined by a Proctor automatic compactor according to the standard [44].

The maximum dry density (MDD) and optimum moisture content (OMC) of the soil mixtures
Measurements by the Proctor apparatus were used to determine the optimal moisture content for maximum compaction values of the soil–cement mixtures. Based on these measurements, the optimal water-to-cement ratio and the amount of water in the prepared cement–soil mixtures were calculated. The formulation for of the tested cement–soil blends calculated for 1000 g of dry mixtures are presented in Table 6.
The average parameters of tap water used to prepare the samples are presented in Appendix 2.
Compressive strength tests were conducted on cylindrical specimens measuring 8 cm diameter × 8 cm height. Specimens were cured under various thermal and humidity conditions, which are described below (Fig. 6).
-
OWS—water bath on a steel grid over the water surface. The air temperature during the maturation of the samples was 20 °C, and relative humidity of the air above the water surface was 100%.
-
S20—conditioning in sand at 20 °C. The samples were stored in sealed packaging, in medium sand with 10% volumetric moisture. The air temperature during the maturation of the samples was 20 °C.
-
S5—conditioning in sand at 5 °C. The samples were stored in a sand bath as in (S20). Sealed containers with sand were conditioned in a climatic chamber at a temperature of 5 °C.

The processes of sample preparation, dosing, compaction in moulds and cured samples (left), samples in airtight containers covered with sand, some of them were cured in an environmental chamber (middle), samples in a water bath (right)
Soil samples with the addition of 2% cement and 2% dust were denoted as series A, depending on the curing conditions: A_OWS, A_S20, and A_S5. Samples with the addition of cement in the amount of 4% were identified with the letter C and on the curing conditions: C_OWS, C_S20 and C_S5.
The unmoulding processes of the specimens were performed after they were made. Samples were tested after 7 days and 28 days of conditioning. A total of 279 soil stabilization samples were tested according to the research plan presented in Table 7.
Before the compressive strength tests, the specimens were measured, and their weight and bulk density values were checked. The destructive force related to the elasticity modulus was determined by measurements in a destructive machine (Fig. 7).

UCS laboratory testing: strength test machine (left); sample after compression with visible vertical cracks and chipping of the material, screen presents deformation (right)
The compressive strength measurements were conducted following the methodology compliant with the standard [7]. The measurements were performed at a constant strain rate of 0.3 mm/s. The strengths of the specimens were determined by the ratio of the destructive force to the compression area. Perfectly elastic material behaviour was assumed in the considered range of stresses, and the value of the elastic modulus was determined from Hooke’s law. The tests were performed under constant stress rates.
3.5 Analyses based on FEM
Reliability analyses were conducted on models in Abaqus software (version 6.14) based on the FEM. The licence was made available to the authors in the form of a grant by the Wroclaw Centre for Networking and Supercomputing. The tests were performed in Bem cluster on the local access node [45]. Within the framework of the present study, an analysis of the internal forces in a cement-stabilized soil subsoil subjected to a uniformly distributed load was conducted. The geometry of the analysed task is presented in Fig. 8. To present the optimization and reliability procedures, a typical layering system for the geological conditions of the Oder River valley area was used. For the subsoil materials, the linear elastic relationships between stress and strain were consistently applied, making it possible to build a consistent reliability model for a wide range of loads. The slab was modelled in an elastic manner with a tensile stress constraint determined to be FS (flexural strength) = 0.2 UCS [kPa] according to Kersten [46], Lim and Zollinger [47] and IECA-CEDEX [48].

The analysed model with boundary conditions
The elastic model of the constitutive relationship allowed the results to be scaled in proportion to the magnitude of the applied load, making it possible to further expand the relevance of the issue. Mechanically, the model area was divided into three parts (Fig. 8). From the surface layer, a thin reinforced soil slab (Fig. 8)—with dimensions of 40 × 40 m was created. The slab was made from cement-stabilized soil that was variably admixed with waste dust. The soil bed reinforced with cement was conceptualized as a homogeneous elastic layer, situated atop an elastic, unsaturated subsoil—referred to as Layer 1—which itself rests on an elastic bed, designated as Layer 2. A detailed characterization of these layers can be found in Table 8.
The interaction between the subsoil layers and the slab was characterized by a tie type of contact. The slab height was adjusted within a variable range of 0.20 m, 0.25 m, and 0.30 m. It was presupposed that the slab would maintain a homogeneous distribution of parameters. Situated beneath the slab (stabilization layer), a layer No. 1 and 2, of silty sand (labelled as LS loam sand) was simulated. The overall dimensions of the model spanned 50 × 50 m, with the subsoil layers No. 1 and 2, beneath the slab extending to a depth of 14.0 m. The delineated boundary conditions were as follows: the model’s bottom surface was constrained in the vertical direction, while horizontal displacements were restrained at each of the side panels.
Upon the completion of material model construction, a validation process ensued to assess the model in terms of elastic deformations. This validation aimed at attaining predefined modulus of elasticity limit values, later juxtaposed with laboratory test results. The scrutiny affirmed the appropriateness of the chosen contact conditions between the materials and the comprehensive FEM model’s boundary conditions. Following material model validation, an evaluation concerning the FE mesh density and the magnitude of the elastic half-space was conducted. This phase of validation adopted four distinct finite element mesh densities: 3253 elements, 18,742 elements, 126,981 elements, and 926,959 elements, with the subsequent analyses assuming a density of 18,742 elements. A review of the bending moments’ result variability within the slab, as per the selected mesh density on the test model (18,742 elements), denoted a convergence in the computational results parallel to the model housing the highest quantity of elements, indicating a maximum bending moment discrepancy of 2.9%. Further validation of the elastic half-space size involved experimenting with various model sizes and scrutinizing their influence on the slab’s bending moment outcomes. Analyses were conducted on four model dimensions: 50 × 50 m, 100 × 100 m, 200 × 200 m, and 400 × 400 m. Subsequent computations settled on a model size of 50 × 50 m. In comparison to the largest model analysed, the adopted model exhibited a 4.9% increment in bending moment results, albeit with a considerable reduction in computational time. Consequently, the established numerical model properties struck a harmonious balance between accuracy, stability, and computational efficiency.
All the material data and assumptions delineated above were directly integrated into the Abaqus software. The computational processes were executed on the servers of the Wroclaw Center for Networking and Supercomputing, specifically within the BEM cluster.
Table 9 presents a summary of the values of the random variables along with descriptions of the distributions in terms of the values of the initial mean and standard deviation. The basis used to describe the variability for each was a literature study [49,50,51]. Notably, for the thickness of the slab, the harvesters that performed deep mixing were characterized by the significant accuracy of layer mixing and the stabilization of the working range through satellite positioning techniques. Hence, the small value of the variability coefficient was 10% of the mean value. The slab elastic modulus was analysed using two variants for performing reinforcement work:
-
I.
C_OWS (addition of 4% cement),
-
II.
A_OWS (addition of 2% cement and replacement of 2% waste material).
The performance levels of the reinforcements were affected by changes in the moisture contents of the three variants of subsoil shown in Table 10.
3.6 Water
It was assumed for the layer under the slab that the near-surface area would be subjected to possible changes in saturation and degree of water saturation, affecting the modulus of deformation. The second layer of the subsurface was deeper, and it was homogeneous regarding its mechanical characteristics and characterized by constant saturation. The strain modulus of the second layer was 1 GPa, and the Poisson’s ratio was 0.25. This significantly cohesive layer had very small water permeability.
The slab was covered with a typical, protective cohesionless layer of aggregate with 0–32 mm gradation. This layer was mainly for protection against dynamic and point impacts, with the model being part of the load distributed over the slab surface (damage). The covered layer was considered in the model as a uniformly distributed surface load on the slab. It was assumed that the values of the modulus of deformation did not change with depth. The concept described the recognition of the substrate before the slab was made, considering the natural and expected heterogeneity of the material.
Due to a series of simplifications of the load geometry and type assumed to be uniformly distributed (traffic load and cover layers of the slab), the slab made it possible for this study to focus on methods for estimating the reliability of the road base under conditions near those of technical applications.
3.7 Multivariate interpolation
Interpolation of values for variables belonging to the area studied numerically was conducted using the inverse distance weighting (IDW) method. This procedure was necessary to describe the response surface, and the reliability and optimization calculations were based on it. Since the analysed variables were not actual spatial distances, normalization of their ranges was conducted using the linear scaling method. The IDW method, modified by the normalization of variables to the analysed hyperspace, is based on the known values of the interpolated value at a series of points: \(=\left[{\left({x}_{1},{x}_{2},\dots ,{x}_{n}\right)}_{1},\dots , {\left({x}_{1},{x}_{2},\dots ,{x}_{n}\right)}_{N}\right]:\) \(\sigma \left({x}_{i}\right):{R}^{n}\to R, {x}_{i}\subset D\subset {R}^{n}, i\in [1,N]\), where xi is a vector of variables, σ(xi) is the value of maximum stresses in the plate, D is the analysed area of slab, and N is the number of calculations. N calculations, which are presented in Appendix 3, were performed for the area D divided by a uniform multidimensional grid: \(\forall \{i\in \left[1,N\right],j\in [1,n]\subset Z\}\exists \sigma ({x}_{i})\). The normalization of the xi vector was performed using the formula: \(\forall j\{{m}_{j}=\mathrm{min}(\forall i\{{x}_{i,j}\})\}\) and \(\forall j\{{M}_{j}=\mathrm{max}(\forall i\{{x}_{i,j}\})\}\) and the rescaled value was \({x}_{i,j}{\prime}=\frac{{x}_{i,j}-{m}_{j}}{{M}_{j}-{m}_{j}}\). The weights were determined when \(x^{\prime}\subset D^{\prime}\), where D′ is the set of rescaled points x′. After rescaling, \(X^{\prime}\subset D^{\prime}\subset {R}^{n}\), where \({X}_{j}^{\prime}=\frac{{X}_{j}-{m}_{j}}{{M}_{j}-{m}_{j}}\). The weights were \({w}_{i}\left({x}_{i},X\right)=d{\left({x}_{i}^{\prime},{X}^{\prime}\right)}^{-p}\), where the parameters \(p\in {R}_{+}\) and d denote the distance in the multidimensional hyperspace of the task. If \(d\left({x}_{i}^{\prime},{X}^{\prime}\right)=0\), then the interpolated value was equal to \(\sigma ({x}_{i})\); in the case where \(d({x}_{i}^{\prime},{X}^{\prime})\ne 0\), the value of maximal stress in the slab was \(\sigma \left(X\right)=\frac{\sum_{i=1}^{N}{w}_{i}({x}_{j},X)\sigma ({x}_{i})}{\sum_{i=1}^{N}{w}_{i}\left({x}_{i},X\right)}\).
3.8 Changes in substrate stiffness
The effects of soil saturation on the values of the elasticity modulus were considered in this study. A wide range of saturation values were analysed. For the considered silty sand, the residual degree of saturation was Sr = 0.07. If the degree of saturation of the soil was less than S = 1.00, the soil was in an unsaturated state. This soil should be considered a three-phase material consisting of soil particles and pores with water and air in different proportions [52]. Of particular importance, from the viewpoint of the mechanics of unsaturated soils, the differences between the pore pressures of water and air, often referred to as matric suction [53], caused mutual interactions of soil particles due to the negative pore pressure. An increase in the suction value resulted in an improvement in the strength characteristics of the soil observed in many experimental studies [54,55,56,57]. Changes in the saturation state of the soil were caused by filtration, evaporation or chemical processes. To describe the flow of liquids in unsaturated soils, the Darcy–Buckingham law was used according to the following formula:
where q is the vertical unsaturated flow rate; k is the unsaturated hydraulic conductivity [m/s] depending on the matrix suction; γw is the unit weight of water; z is the vertical coordinate above the groundwater level; ua is the pore air pressure; uw is the water pressure; and (ua—uw) is called the matric suction. To determine the filtration coefficients for unsaturated soils, the formula proposed by Gardner [58] was used:
where ks is the saturated hydraulic conductivity [m/s], and α is the inverse of the air-entry pressure [kPa−1]. Using Eqs. (1) and (2) and assuming the position of the ground water table (z = 0) and steady-state flow q as the boundary condition, the equation defining matric suction can be obtained:
where Ψ is matric suction (\(\Psi ={u}_{\mathrm{a}}-{u}_{\mathrm{w}}\)) [kPa]. The tool used to describe the relationship between moisture and matric suction was the soil water characteristic curve (SWCC). It is the SWCC was useful for estimating soil water storage [59], allowing us to generally describe the water capacity of soil and present the hysteresis of wetting and drying. The shape of the SWCC depended on the type of soil and was strongly dependent on the pore sizes and distributions in the soil. The curve for the first layer of the model—siSa—silty sand—is shown in Fig. 9.

SWCC for substrate material (silty sand—siSa)
SWCC was plotted using the formula proposed by Van Genuchten [60]:
where \(S({u}_{\mathrm{a}}-{u}_{\mathrm{w}})\) is the degree of saturation corresponding to (ua − uw), Sr is the residual degree of saturation, and {nn, m} are fitting parameters:
From the rearranged Eq. (4), the values of matric suction were obtained. The effect of soil strengthening due to matric suction was studied by many researchers, including Mendoza [61] and Oh and Vanapalli [62]. These researchers noted a strong relationship between the value of the elastic modulus and the degree of saturation. Soil in a state near the residual value of saturation was characterized by an elastic modulus that was several times greater than that of the same kind of soil with a fully saturated state. The relationship for any state of saturation exhibited the following form:
where \({E}_{\left(\mathrm{unsat}\right) }{E}_{\left(\mathrm{sat}\right)}\) are the elastic moduli under saturated and unsaturated conditions, respectively, Pa is the atmospheric pressure (i.e., 101.3 kPa), and {α, β} are fitting parameters. The values of the modulus of elasticity for the unsaturated soil, estimated using Eq. (6), showed high convergences with the unpublished values obtained in the study. For this reason, this model was used to determine the values of the modulus of elasticity for different soil saturation values. Three values of the elasticity modulus corresponding to three values of the degree of saturation (1.0 indicated fully saturated soil, 0.38 indicated an intermediate value of the degree of saturation, and 0.18 indicated a degree of saturation near the residual value) were assumed for the numerical analysis. Figure 10 shows the variation in the elastic modulus E/Emax as a function of the degree of saturation S. The value of Emax was reached at the degree of saturation S = 0.18. As the degree of saturation increased, the value of the elastic modulus of the soil decreased until it reached a minimum value at full saturation. The strain modulus at full saturation was at least 67% below the maximum value.

Variation of the elastic modulus E/Emax as a function of the degree of saturation S [–]. The value 1 represents the maximum value of the modulus
3.9 Reliability of the slab
A vector of random parameters \(V=({V}_{1},{V}_{2},{V}_{3},{V}_{4})\) with lognormal distributions was described by \(\left\{{m}_{i},{s}_{i}\right\},i\in 1,\dots ,4\) and a positively specified correlation matrix \(\sum =\left\{{s}_{\mathrm{1,1}},{s}_{\mathrm{1,2}},{s}_{\mathrm{2,2}},\dots \right\}\). Using the normal distribution with the output elements {μi, σi} to describe the variability of the studied characteristics, the following relationships were found:
and
where {m, s} are a pair of parameters of the lognormal distribution.
To determine the random vector of values, a universal procedure based on the concept of Ditlevsen [63], was used:
The set of correlated lognormal variables was of the form \({V}{\prime}=\bigwedge \times V\). The ultimate limit state function was assumed to be \(g({V}_{1}{\prime},{V}_{2}^{\prime},\dots ,{V}_{4}^{\prime\prime}\)), and the probability of failure was determined by the formula \({p}_{f}=P\left(g\left({V}_{1}^{\prime},{V}_{2}^{\prime}, \dots ,{V}_{4}^{\prime}\right)<0\right)\). An alternative to this representation was a measure of the reliability index Iβ, related to the probability pf through the relationship \(p={\Phi }_{0}(-{I}_{\beta })\), where Φ0 is the cumulative distribution function for a standard normal probability distribution \((\mu =0, \sigma =1)\). The values of the acceptable minimum reliability index for small failure effects ranged from 3.2 to 4.2, depending on the standard; for average effects, the range was 3.1–4.7, and for high effects, it was 3.5–5.2. For negligible effects, the lower limit was often not specified or was in the range of 1.3–2.9 [64,65,66].
4 Results of measurements and analysis
4.1 Results of laboratory tests
Table 11 shows the results of testing the strengths of soil samples stabilized with cement (4%) and cement (2%) with granodiorite dust (2%) after 7 and 28 days of conditioning.
The laboratory results reveal significant variations in the average unconfined compressive strengths (UCSs) of the samples after 7 and 28 days of conditioning among the tested groups.
After 7 days, the average UCS of samples conditioned over water surface with 4% cement (C_OWS) was 1.71 MPa. In the same time, samples with 2% cement and 2% granodiorite dust (A_OWS) achieved an average strength of 0.97 MPa, which was more than 43% less than C_OWS. After that time, SD of the C_OWS UCS was 0.31 MPa. Mean 7 days UCS of samples C_S5 was 0.93 MPa (with SD of 0.18 MPa), which is 45% lower than C_OWS. In the same time A_S5 mean UCS was 0.72 MPa, which is 37% lower than that of C_OWS, with 45% lower SD value (0.1 MPa). A_S20 and C_S20 mean UCS was 0.76 (SD = 0.18) and 1.03 MPa (SD = 0.13 MPa). In this case, standard deviation of UCS results of group (C) was 28% lower than that of group (A). The results after 7 days of conditioning of the samples are presented graphically in Fig. 11.

Comparison of the results of the test series after 7 days of curing for extended sets of samples: OWS, S5 and S20 (basic statistical description for the tested groups in the form of box plots visualizing the minimum non-outlier, first quartile, median, third quartile, and maximum non-outlier)
After 28 days of conditioning, the average UCS of the C_OWS samples increased to 1.87 MPa. The UCS increment relative to the 7-day strength was 9%. The 28 days UCS of the A_OWS samples increased from 0.97 MPa to 1.39 MPa, (43%). The mean UCS of A_OWS samples was 25% less than that of C_OWS. Despite the higher mean value, the UCS results of the cemented samples C_OWS has 2.86 times larger standard deviation (SD = 0.20) than A_OWS (SD = 0.07 MPa). S5 samples in group (C) achieved the mean UCS of 1.05 MPa (SD = 0.18 MPa), while group (A) UCS was 0.81 MPa with 33% lower SD of 0.12 MPa. C_S20 samples achieved mean UCS of 1.35 MPa (SD = 0.18 MPa), while A_S20 UCS was 1.00 MPa (26% lower), with slightly lower SD of 0.17 MPa. The results after 28 days of conditioning of the samples are presented graphically in Fig. 12.

Comparison of the results of the test series after 28 days of curing for extended sets of samples: OWS, S5 and S20 (basic statistical description for the tested groups in the form of box plots visualizing the minimum non-outlier, first quartile, median, third quartile, and maximum non-outlier)
4.2 Results of numerical analyses
Numerical calculations were performed. All combinations without repetition were investigated for the slab thicknesses \(h=\left\{0.20;0.25;0.30\right\} \mathrm{m}\), substrate moduli \({E}_{\mathrm{soil}}=\left\{15.0;27.5;40.0;52.5\right\} \mathrm{MPa}\), and improved material slab moduli \({E}_{pl}=\left\{51;135;220;305\right\} MPa\). The results of the calculations prepared for the IDW method are provided in Appendix 3; the selected slab thickness was subjected to a load of 100 kPa. The minimal stresses in slab for this scenario are shown in Fig. 13.

Each point on the graph represents the minimal stress in the slab [kPa] for a 0.325 m slab thickness with a constant load of 100 kPa, where horizontal xe is the slab modulus [MPa] and vertical xe is the soil modulus [MPa]
All variables are presented according to physical constraints in lognormal form; hence, the parameters of these distributions were determined from Eqs. (7, 8). To determine the value of the elastic modulus of the substrate Esoil, the formulas presented in the previous section were used with the parameters for [x]: ϴr = 0.0266; ϴs = 0.4043; α = 5.07 [1/m]; n = 1.5731 [–]; Ks = 1.0548 [m/day]; m = 0.36431 [–]; β = 2, which is a constant from the Vanapalli Beta formula; and Sr = 0.1 [–]. It was assumed that once the slab improved, the effects of environmental humidity variations on the stiffnesses were neglected. The vacuum only affected the ground layers under the slab. Reliability calculations were performed using a crude Monte Carlo approach with the number of draws of the assumed value equal to 107. The calculations were based on the response-matched surface. The response surface [67,68,69,70] was performed using the IDW method [71, 72] and the variables were assumed to be particularly uncorrelated. Table 12 shows the numerically determined reliability index. Comparisons were made for previously declared identical sets of random variables (Table 9 in two columns) between material C_OWS with 4% additions of hydraulic binders and materials A_OWS, with half of the original amount of cement binder and the remainder of the additives replaced by waste dust. Several variants of slab thickness on the substrate with different degrees of carbonation were compared. The effects of carbonation on safety indices expressed by Pearson’s correlation coefficient were C_OWS − 0.21 and A_OWS − 0.26, indicating inverse proportionality. In both variants of implementation, the proposed method for improving the substrate with SET-100 kPa loads did not allow application, failing to meet the minimum reliability criteria (except for A_OWS with thicknesses of 0.30 m and dry conditions). However, the deterioration of moisture conditions caused the index to decrease to an unacceptable value. The value of 100 kPa far exceeded the road loads. For reasons of insensitivity to environmental influences and to provide reliability criteria for facilities with high failure costs, it is recommended to reduce the average external load level to 75 kPa (SET-75 kPa). Furthermore, reductions in indicators were observed. The exceptions were the lower criteria for h = 0.20 m and wet conditions. The thickness of the slab had a direct linear effect (correlation coefficients of 0.12 and 0.16) on the values of the reliability indices; however, the most significant variable affecting the safety of the structure was the external load (− 0.97, − 0.95). From the comparison of the results, the equivalence of the two types of ground reinforcement was very clear regarding safety (corr(A, B) = 1.00).
For the slab in this example of a storage yard (manoeuvring yard of dimensions 40 × 40 m), 660 kg of binder was saved for each 0.01 m thickness of the reinforced layer. In this study, this parameter indicated the extent of the reduction for the slab thickness—h1 = 13.4 t, h2 = 16.5 t, and h3 = 19.8 m3—while keeping the safety factors the same. The converted process emission factor was 0.51 Mg CO2/Mg of clinker (according to Integrated Pollution Prevention and Control (IPPC)); for CEM II, the carbon footprint of the summed elements considered only fuel and process emissions and neglected the carbon footprints of raw materials. The extraction and transport carbon footprint is 0.715 kg CO2/kg, which was determined using the life cycle assessment (LCA) method and the ISO 14067 Carbon Footprint of Products Requirements and Guidelines for Quantification and Communication. These guidelines provided the following values of reduction: h1 = 10.5 Mg CO2, h2 = 13.2 Mg CO2, and h3 = 15.8 Mg CO2. The masses of CO2 emitted are quoted to illustrate how even small, well-documented cost-saving measures reduce emissions and construction costs while simultaneously disposing of the waste product of dust embedded in the reinforced layer in volumes equivalent to those of cement [73,74,75,76].
Low strength values with less variability were the reason for the better material efficiency; the mineral dust affected the course of the hydration process by normalizing and accumulating water during the process, which positively influenced the mineral composition. For both cases, the importance of the slab conditions was apparent. The smaller the parameters of the subsoil layers under the slab, the greater was the saturation and the lower was the reliability of the object. It was possible to estimate the reduction regardless of the load value at ~ 5–12%. Similarly, increasing the stiffness of the slab by 0.05 m resulted in an ~ 5–10% increase in reliability.
5 Conclusions and discussion
In this study, we evaluated the dependence of stresses in a slab whose entire surface was loaded on a soil with randomly defined stiffness and variable water saturation conditions. Both presented SET-75 external load amplification technologies guaranteed adequate reliability indices in a wide range of ground saturation states. The technologies can be used interchangeably. For a material with a lower UCS, the stochastic analysis is of particular importance. The reliability considerations are based on the results of laboratory tests of carefully matured soil reinforced with cement or with cement and waste dust. In these tests, the growth of UCS over time for the (C) and (A) series proceeded differently. Figure 14 shows the comparison of UCS and SD results for all tested sample groups after 7 and 28 days of conditioning.

Comparison of the results of a series of tests after 7 and 28 days of curing in the space of their description by the mean value and SD
The comparison of UCS and SD results after 7 and 28 days provides valuable insights into the performance and variability of the tested sample groups. The differences in strength development over time and the dispersion of results emphasize the importance of proper conditioning and monitoring in material evaluation. It is evident that the inclusion of granodiorite dust instead of the part of the cement affects the strength characteristics of the samples. In both tested stabilization groups (A and C), significant differences in UCS values of the samples depending on the maturing conditions were observed. These differences should be taken into consideration both in the planning of maintenance procedures for laid soil stabilization mixtures and during their preparation in conditions of reduced substrate temperature. The highest UCS results were obtained for samples C_OWS conditioned over water surface (relative humidity 100%) with 4% cement addition. This group of samples also exhibited the highest standard deviation value in a range from 0.20 to 0.31 MPa. The lowest UCS values were achieved for samples A_S5 conditioned in moist sand under reduced temperature of 5 °C. In this case, the SD values ranged from 0.10 to 0.12 MPa. The difference in UCS between the highest and lowest mean values, depending on the maturing conditions, was 0.78 MPa after 7 days and 0.82 MPa after 28 days in group (C). In group (A), the differences in mean UCS values were 0.25 MPa after 7 days and 0.58 MPa after 28 days of conditioning. The (A) series had smaller variations in its values relative to (C), with the exception of moist sand conditions at 20 °C after 7 days of conditioning, where the SD value was higher for group (A).
From dry to wet substrate conditions, the reliability index values were comparable between groups (C, A). Both materials are alternatives for reinforcement. For material (A), it is necessary to pay more attention to the maturation time. The use of the mineral waste dust fraction, not only granodiorite, can be important for the stabilization of noncohesive soils with unfavourable grain size structures. With the supplementation of the grain size curves of cohesionless substructures with dust fractions, their compaction index is expected to improve; evaluating this hypothesis will be the subject of future research in this laboratory. The effects of the studied climatic factors did not include subzero temperatures.
The use of native soil as a foundation for traffic routes and storage yards leads to a significant reduction in the life cycle costs of these construction projects. The problem of reliability of road structures while considering climatic factors is of particular importance in the modern approach to sustainable design. This problem contributes to the discussion of methods for transformation with the optimization of resources. A CO2 emission reduction of a few tonnes from a single facility does not change the global economy, but represents a design method that optimizes resources at the lowest level with a lower cost of implementation. Expressed as only a 2% weight percentage, the savings require comment. Cement production is responsible for more than 25% of industrial CO2 emissions. More than 30 GJ of energy is required to produce 1 tonne of cement. Reducing 2% of cement in a soil stabilization mix with an average thickness of 25 cm results in a gain of 9 kg of cement per m2 of road pavement. The saving of cement in this case is 9 Gg/km2 of pavement, which translates into a saving of 270 TJ of energy. The impacts of the project decision on related costs are as follows:
-
The cement share is not embedded in the slab (direct savings, energy and carbon footprint).
-
The share is replaced by a waste material (more inexpensive than cement and a necessary waste resource).
-
The share is not disposed of in a landfill (transportation, storage, and reclamation costs).
In road engineering, this is a simple element that determines competitive superiority. However, the quality of the reinforced material is closely dependent on the substrate. Further research is needed on both the structure of granodiorite waste and its applications relative to the substrate.
It was unexpected that for large differences in the values of average FSs, the differences did not play key roles in the reliability of the slab. The most important factor was the coefficient of variation of strength. This value in combination with the average strength value determines the reliability of the substructure system. Research after the reliability analysis brought new insights into geomaterials and their doping. The numerical model presented in the paper incorporated several simplifications that may not adequately capture the complexity of fluid transport, material inhomogeneities, and temporal effects. A perfectly elastic model with a plastic constraint was assumed to ensure unambiguous solutions and stability, considering the computational intensity of the calculations. Furthermore, future research is expected to contribute to the development of a framework for improving the substrate. Emphasis will be placed on universalizing and clarifying the calculation process. It will be crucial to maintain the focus on the core issue and not overly accentuate the extensive numerical aspects. Additionally, the material formed after the cementation process was insensitive to changes in moisture content. Moreover, it is necessary to consider the physical limitations associated with performing reinforcement during periods of significantly high moisture content, which can disrupt the assumed water–cement ratio.
When working with soil, one should be aware of the limited universality of laboratory tests. Faced with the diversity of natural materials, the processes of their formation, and the constituent minerals with significantly different characteristics than the average, different results can be expected. The authors are aware of the limited applicability of the presented concepts. However, the benefits of replacing cement with waste material while maintaining the minimum requirements set by road standards are intriguing enough to be considered for incorporation into the standard assessment of subbase materials. The authors’ work will therefore focus in this direction.
In light of the conducted research and analysis, the following main conclusions were drawn:
-
Laboratory tests conducted under OWS, S5, and S20 conditions, with and without the addition of dust, indicate that after 7 days of curing, the highest UCS values are obtained for C_OWS samples, while the lowest standard deviation of results (SD) is observed for A_OWS samples. A_OWS exhibits slightly lower values compared to C_S20 and C_S5.
-
Laboratory tests conducted under OWS, S5, and S20 conditions, with and without the addition of dust, indicate that after 28 days of curing, the highest UCS values are obtained for C_OWS samples, while the second lowest SD values are observed for A_OWS samples.
-
The results presented solely in the space of average UCS and SD values show a synthetic similarity in SD values after 28 days of curing for samples with 4% cement content.
-
When dust is added, SD values and average UCS significantly depend on the conditioning method.
-
Dust admixture, despite maintaining the reliability parameters of the subbase, is more susceptible to environmental conditions.
-
Reliability calculations for two load variants, 75 and 100 kPa, demonstrate a clear correlation between the reliability index value and slab thickness. As expected, greater slab thickness results in higher reliability index values.
-
There is a positive correlation between subsoil conditions and the value of the beta index.
-
Both dust-admixed material and material with cement only exhibit similar trends.
-
Dust-admixed material yields lower reliability index values than material with cement only.
-
For a load of 75 kPa, both subbase materials provide a reliability index value of beta > = 3.50 regardless of subsoil moisture conditions.
-
For a load of 100 kPa, the dust-admixed material meets the requirement of beta > = 3.50 only for a subbase thickness of 30 cm, under all climatic conditions.
In the reliability analysis based on laboratory research, it was established that the addition of waste material to cement–soil mixtures made from locally available materials commonly used in the Lower Silesia region provides an alternative for areas with varying moisture profiles. However, it requires caution during the entire concrete curing period and performs best on less heavily loaded surfaces. The main advantage of this solution is the utilization of waste material and, by increasing the subbase layer thickness, reducing the increment of point stresses on the contact layers with the native soil.
Data availability
All the data supporting this study are described in the article and appendices.
References
Park J-Y, Kim B-S, Lee D-E. Environmental and cost impact assessment of pavement materials using IBEES method. Sustainability. 1836;2021:13. https://doi.org/10.3390/su13041836.
Darter MI, Hudson WR, Haas RC. Selection of optimal pavement designs considering reliability, performance, and costs. In: Proceedings of the transportation research record. 1974.
Pourkhorshidi S, Sangiorgi C, Torreggiani D, Tassinari P. Using recycled aggregates from construction and demolition waste in unbound layers of pavements. Sustainability. 2020;12:9386. https://doi.org/10.3390/su12229386.
Trzciński G. Bearing capacity of forest roads on poor-bearing road subgrades following six years of use. Forests. 1888;2022:13. https://doi.org/10.3390/f13111888.
Hauser J, Ševelová L, Matula R, Zedník P. Optimization of low volume road pavement design and construction. J For Sci. 2018;64:74–85. https://doi.org/10.17221/109/2017-JFS.
Kozubal JV, Puła W, Stach M. Pile in the unsaturated cracked substrate with reliability assessment based on neural networks. KSCE J Civ Eng. 2019;23:3843–53. https://doi.org/10.1007/s12205-019-1537-5.
PN-S-96012. Podbudowa i Ulepszone Podłoże z Gruntu Stabilizowanego Cementem. Polski Komitet Normalizacyjny: Warsaw; 1997.
Dessouky S, Oh J, Ilias M, Lee SI, Park D. Investigation of various pavement repairs in low-volume roads over expansive soil. J Perform Constr Facil. 2014;29:04014146. https://doi.org/10.1061/(ASCE)CF.1943-5509.0000623.
An N, Hemmati S, Cui Y, Cindy M, Charles I, Tang C-S. Numerical analysis of hydro-thermal behaviour of rouen embankment under climate effect. Comput Geotech. 2018;99:137–48. https://doi.org/10.1016/j.compgeo.2018.03.008.
Chester MV, Underwood BS, Samaras C. Keeping infrastructure reliable under climate uncertainty. Nat Clim Change. 2020;10:488–90. https://doi.org/10.1038/s41558-020-0741-0.
Zięba Z, Dąbrowska J, Marschalko M, Pinto J, Mrówczyńska M, Leśniak A, Petrovski A, Kazak J. Built environment challenges due to climate change. IOP Conf Ser Earth Environ Sci. 2020;609:012061. https://doi.org/10.1088/1755-1315/609/1/012061.
Stoner AMK, Daniel JS, Jacobs JM, Hayhoe K, Scott-Fleming I. Quantifying the impact of climate change on flexible pavement performance and lifetime in the united states. Transp Res Rec. 2019;2673:110–22. https://doi.org/10.1177/0361198118821877.
Mallick RB, Radzicki MJ, Daniel JS, Jacobs JM. Use of system dynamics to understand long-term impact of climate change on pavement performance and maintenance cost. Transp Res Rec. 2014;2455:1–9. https://doi.org/10.3141/2455-01.
Stirling E, Fitzpatrick RW, Mosley LM. Drought effects on wet soils in inland wetlands and peatlands. Earth Sci Rev. 2020;210:103387. https://doi.org/10.1016/j.earscirev.2020.103387.
Thorel L, Caicedo B. Effects of cracks and desiccation on the bearing capacity of soil deposits. Géotech Lett. 2015;5:112–7. https://doi.org/10.1680/geolett.15.00021.
Konisky DM, Hughes L, Kaylor CH. Extreme weather events and climate change concern. Clim Change. 2016;134:533–47. https://doi.org/10.1007/s10584-015-1555-3.
Kodikara J, Yeo R. Chapter 6—Performance evaluation of road pavements stabilized in situ. In: Indraratna B, Chu J, Rujikiatkamjorn C, editors. Ground improvement case histories. Oxford: Butterworth-Heinemann; 2015. p. 165–203.
Amu O, Bamisaye O, Komolafe I. The suitability and lime stabilization requirement of some lateritic soil samples as pavemen. 2011; 2.
Yusuf H, Azis A, Badaruddin S. Deformation analysis of rigid pavement with subgrade of dredged sediment stabilised by cement. ARPN J Eng Appl Sci. 2015;10:1590–4.
Jegatheesan P, Gnanendran C, Lo S-C. Characterization of cementitiously stabilized granular materials for pavement design using unconfined compression and IDT testings with internal displacement measurements. J Mater Civ Eng. 2010. https://doi.org/10.1061/(ASCE)MT.1943-5533.0000051.
Chai J-C, Miura N. Chapter 10 Cement/lime mixing ground improvement for road construction on soft ground. In: Indraratna B, Chu J, editors. Ground improvement—case histories, vol. 3. Elsevier geo-engineering book series. Amsterdam: Elsevier; 2005. p. 279–303.
González A, Chamorro A, Barrios I, Osorio A. Characterization of unbound and stabilized granular materials using field strains in low volume roads. Constr Build Mater. 2018;176:333–43. https://doi.org/10.1016/j.conbuildmat.2018.04.223.
Fan J, Wang D, Qian D. Soil–cement mixture properties and design considerations for reinforced excavation. J Rock Mech Geotech Eng. 2018;10:791–7. https://doi.org/10.1016/j.jrmge.2018.03.004.
Barcelo L, Kline J, Walenta G, Gartner E. Cement and carbon emissions. Mater Struct. 2014;47:1055–65. https://doi.org/10.1617/s11527-013-0114-5.
Maddalena R, Roberts JJ, Hamilton A. Can portland cement be replaced by low-carbon alternative materials? A study on the thermal properties and carbon emissions of innovative cements. J Clean Prod. 2018;186:933–42. https://doi.org/10.1016/j.jclepro.2018.02.138.
Balmer GG. Shear strength and elastic properties of soil-cement mixtures under triaxial loading. Portland Cement Association, Research and Development Laboratories: Skokie; 1958.
Lee F-H, Lee Y, Chew S-H, Yong K-Y. Strength and modulus of marine clay-cement mixes. J Geotech Geoenviron Eng. 2005;131:178–86. https://doi.org/10.1061/(ASCE)1090-0241(2005)131:2(178).
Lorenzo GA, Bergado DT. Fundamental characteristics of cement-admixed clay in deep mixing. J Mater Civ Eng. 2006;18:161–74. https://doi.org/10.1061/(ASCE)0899-1561(2006)18:2(161).
Firoozi AA, GuneyOlgun C, Firoozi AA, Baghini MS. Fundamentals of soil stabilization. Geo-Engineering. 2017;8:26. https://doi.org/10.1186/s40703-017-0064-9.
Sahu V, Srivastava A, Misra AK, Sharma AK. Stabilization of fly ash and lime sludge composites: assessment of its performance as base course material. Arch Civ Mech Eng. 2017;17:475–85. https://doi.org/10.1016/j.acme.2016.12.010.
Rabab’ah S, Al Hattamleh O, Aldeeky H, Abu Alfoul B. Effect of glass fiber on the properties of expansive soil and its utilization as subgrade reinforcement in pavement applications. Case Stud Constr Mater. 2021;14:e00485. https://doi.org/10.1016/j.cscm.2020.e00485.
Ghasabkolaei N, Choobbasti AJ, Roshan N, Ghasemi SE. Geotechnical properties of the soils modified with nanomaterials: a comprehensive review. Arch Civ Mech Eng. 2017;17:639–50. https://doi.org/10.1016/j.acme.2017.01.010.
Zieba Z, Witek K, Kilian W, Monka J, Swierzko R. Influence of micro and nanosilica on the frost-heave process. IOP Conf Ser Mater Sci Eng. 2019;471:042020. https://doi.org/10.1088/1757-899X/471/4/042020.
Hamdaoui MA, Benzaama M-H, El Mendili Y, Chateigner D, Gascoin S. Investigation of the mechanical and hygrothermal behavior of coffee ground wastes valorized as a building material: analysis of mix designs performance and sorption curve linearization effect. Arch Civ Mech Eng. 2023;23:57. https://doi.org/10.1007/s43452-022-00579-2.
Dobiszewska M, Bagcal O, Beycioğlu A, Goulias D, Köksal F, Niedostatkiewicz M, Ürünveren H. Influence of rock dust additives as fine aggregate replacement on properties of cement composites—a review. Materials. 2022;15:2947. https://doi.org/10.3390/ma15082947.
Chajec A, Sadowski Ł, Moj M. The adhesive and functional properties of cementitious overlays modified with granite powder. Int J Adhes Adhes. 2022;117:103008. https://doi.org/10.1016/j.ijadhadh.2021.103008.
Rudner M, Chajec A, Sadowski L. Cement-lime plaster mortar with the addition of granite powder as a material in the idea of sustainable construction. Chem Eng Trans. 2022;94:295–300. https://doi.org/10.3303/CET2294049.
Naga S, Bondioli F, Wahsh MMS, El-Omla M. Utilization of granodiorite in the production of porcelain stoneware tiles. Ceram Int. 2012;38:6267–72. https://doi.org/10.1016/j.ceramint.2012.04.081.
Królikowski L, Adamczyk B. Album Gleb Polski. Warszawa: PWN; 1986.
ISO 14688. Geotechnical investigation and testing—identification and classification of soil. Geneva: International Organization for Standardization; 2017.
EN 1097-5:2008. Tests for mechanical and physical properties of aggregates—part 5: determination of the water content by drying in a ventilated oven. Brussels: European Committee for Standardization; 2008.
Pstrowska K, Gunka V, Sidun I, Demchuk Y, Vytrykush N, Kułażyński M, Bratychak M. Adhesion in bitumen/aggregate system: adhesion mechanism and test methods. Coatings. 2022;12:1934. https://doi.org/10.3390/coatings12121934.
EN 196-2:2014. Methods of testing cement—part 2: chemical analysis of cement. Brussels: European Committee for Standardization; 2014.
EN 13286-2:2010/AC:2012. Unbound and hydraulically bound mixtures—part 2: test methods for laboratory reference density and water content—proctor compaction. Brussels: European Committee for Standardization; 2012.
Bem overview. 2023. https://kdm.wcss.pl/wiki/Bem_overview. Accessed 13 Sept 2023.
Kersten MS. Soil stabilization with portland cement. Washington, DC: National Academy of Sciences-National Research Council; 1961.
Lim S, Zollinger DG. Estimation of the compressive strength and modulus of elasticity of cement-treated aggregate base materials. Transp Res Rec. 2003;1837:30–8. https://doi.org/10.3141/1837-04.
IECA-CEDEX. Manual de Firmes Con Capas Tratadas Con Cemento. 2nd ed. Madrid: Centro de Estudios y Experimentación de Obras Públicas (CEDEX); 2003.
Carsel RF, Parrish RS. Developing joint probability distributions of soil water retention characteristics. Water Resour Res. 1988;24:755–69. https://doi.org/10.1029/WR024i005p00755.
Rawls WJ, Brakensiek DL, Saxtonn KE. Estimation of soil water properties. Trans ASAE. 1982;25:1316–20. https://doi.org/10.13031/2013.33720.
Sillers WS, Fredlund DG. Statistical assessment of soil-water characteristic curve models for geotechnical engineering. Can Geotech J. 2001;38:1297–313. https://doi.org/10.1139/t01-066.
Monnet J, Boutonnier L. Calibration of an unsaturated air–water–soil model. Arch Civ Mech Eng. 2012;12:493–9. https://doi.org/10.1016/j.acme.2012.07.001.
Fredlund DG, Rahardjo H, Fredlund MD. Unsaturated soil mechanics in engineering practice. Hoboken: Wiley; 2012.
Vanapalli SK, Fredlund DG, Pufahl DE, Clifton AW. Model for the prediction of shear strength with respect to soil suction. Can Geotech J. 1996;33:379–92.
Jotisankasa A, Coop M, Ridley A. The mechanical behaviour of an unsaturated compacted silty clay. Géotechnique. 2009;59:415–28. https://doi.org/10.1680/geot.2007.00060.
Lu N. A power law for elastic moduli of unsaturated soil. In: Yang Q, Zhang J-M, Zheng H, Yao Y, editors. Proceedings of the constitutive modeling of geomaterials. Berlin, Heidelberg: Springer; 2013. pp. 271–275.
Ng CWW, Zhou C. Cyclic behaviour of an unsaturated silt at various suctions and temperatures. Géotechnique. 2015. https://doi.org/10.1680/geot.14.P.015.
Gardner WR. Some steady-state solutions of the unsaturated moisture flow equation with application to evaporation from a water table. Soil Sci. 1958;85:228–32. https://doi.org/10.1097/00010694-195804000-00006.
Eyo EU, Ng’ambi S, Abbey SJ. An overview of soil-water characteristic curves of stabilised soils and their influential factors. J King Saud University Eng Sci. 2022;34:31–45. https://doi.org/10.1016/j.jksues.2020.07.013.
van Genuchten MTh. A closed-form equation for predicting the hydraulic conductivity of unsaturated soils. Soil Sci Soc Am J. 1980;44:892–8. https://doi.org/10.2136/sssaj1980.03615995004400050002x.
Mendoza CE, Colmenares J, Merchán VE. Stiffness of an unsaturated compacted clayey soil at very small strains. In: Conference on advanced experimental unsaturated soil mechanics. 2005. pp. 199–204.
Oh W, Vanapalli S, Puppala A. Semi-empirical model for the prediction of modulus of elasticity for unsaturated soils. Can Geotech J. 2009;46:903–14. https://doi.org/10.1139/T09-030.
Ditlevsen O, Madsen HO. Structural reliability methods, vol. 178. New York: Wiley; 1996.
EN 1990:2002. Eurocode—basis of structural design. Brussels: European Committee for Standardization; 2002.
ISO 2394. General principles on reliability for structures. Geneva: International Standard; 2015.
Joint Committee on Structural Safety (JCSS). Probabilistic assessment of existing structures. In: Diamantidis D, editor. Bagneux: RILEM Publications.
Faravelli L. Response-surface approach for reliability analysis. J Eng Mech. 1989;115:2763–81. https://doi.org/10.1061/(ASCE)0733-9399(1989)115:12(2763).
Vessia G, Kozubal J, Puła W. High dimensional model representation for reliability analyses of complex rock-soil slope stability. Arch Civ Mech Eng. 2017;17:954–63. https://doi.org/10.1016/j.acme.2017.04.005.
Bauer J, Kozubal J, Puła W, Wyjadłowski M. Application of HDMR method to reliability assessment of a single pile subjected to lateral load. Stud Geotech Mech. 2012;34:37–51. https://doi.org/10.2478/sgm031203.
Chowdhury R, Rao BN, Prasad AM. High-dimensional model representation for structural reliability analysis. Commun Numer Methods Eng. 2009;25:301–37. https://doi.org/10.1002/cnm.1118.
Wu Y-H, Hung M-C, Wu Y-H, Hung M-C. Comparison of spatial interpolation techniques using visualization and quantitative assessment. London: IntechOpen; 2016.
Li Z. An enhanced dual IDW method for high-quality geospatial interpolation. Sci Rep. 2021;11:9903. https://doi.org/10.1038/s41598-021-89172-w.
Directive 2008/1/EC of the European Parliament and of the Council of 15 January 2008 concerning integrated pollution prevention and control. vol. 024. 2008.
ISO 14040:2006. Environmental management—life cycle assessment—principles and framework. Geneva: International Organization for Standardization; 2006.
Petrillo A, Felice FD, Petrillo A, Felice FD. Product life cycle—opportunities for digital and sustainable transformation. London: IntechOpen; 2021.
ISO 14067:2018. Greenhouse gases—carbon footprint of products—requirements and guidelines for quantification. Geneva: International Organization for Standardization; 2018.
EN 196-1:2016. Methods of testing cement—part 1: determination of strength. Brussels: European Committee for Standardization; 2016.
Acknowledgements
The FEM calculations were conducted at the Wroclaw Centre for Networking and Supercomputing (http://www.wcss.pl).
Funding
This research did not receive any specific grant from funding agencies in the public, commercial, or not-for-profit sectors.
Author information
Authors and Affiliations
Contributions
PW: methodology, investigation, data curation, visualization, writing—original draft. TK: methodology, investigation, writing—original draft. JVK: methodology, data curation, project administration, supervision, investigation, resources, software, visualization, writing—original draft. ZZ: methodology, investigation, writing—review and editing. JM: investigation.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Informed consent
No research has been conducted on humans and/or animals (not applicable).
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Appendices
Appendix 1
The strength parameters of used cement are shown in Table
13.
Appendix 2
The average parameters of tap water used to prepare the samples (Table
14).
Appendix 3
The results of the calculations prepared for the IDW method are provided in Table
15.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Wyborski, P., Kania, T., Kozubal, J.V. et al. Reliability of depleted cement–ground slab with waste granodiorite dust admixture on semi-saturated substrate. Archiv.Civ.Mech.Eng 23, 258 (2023). https://doi.org/10.1007/s43452-023-00786-5
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s43452-023-00786-5