
Abstract
The study discusses the subject of a temperature change of TWIP steels during their deformation as a result of a conversion of the plastic deformation work into heat, based on a literature review and the authors' own research. The methods of measuring or modelling the changes of these temperatures are presented. It also points out that the heat generated during plastic deformation of TWIP steels has higher values than in the case of conventional steels, due to their higher yield stresses and limit strains. The heat has a very important effect on the microstructure of the deformed material and thus also on its properties. Its high increase can lead to e.g. a change of the deformation mechanism from twinning to dislocation glide, which is also connected with worse workability and thus also the energy consumption of the bodywork elements. On the basis of the selected literature works, the study determines the possible microstructural changes of TWIP steels related to the generated heat and demonstrates that materials with similar chemical compositions can behave differently at high deformation rates.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
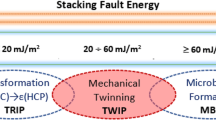
Car producers are under constant pressure due to the increasing requirements in terms of safety and fuel consumption. This enforces a search for solutions that will enable the fulfilment of these objectives. One of the main directions in that area is the application of modern materials [1, 2], advanced high-strength steels (AHSS) belonging to the most important ones [3, 4], which are used in the automotive industry for elements of the bodywork responsible for its strength and energy consumption [5]. Their application makes it possible to reduce the mass of vehicle enforced by the external environmental requirements as well as the global competition [6]. A unique group of AHSS steels comprises austenitic TWIP steels [7], which exhibit a very good combination of plasticity and strength, due to the basic deformation mechanism, that is twinning. Twin planes work as sub-boundary obstacles for the dislocation movement, leading to reinforcement according to the Hall–Petch relation [8]. The deformation mechanisms and the mechanical properties of metals with a face-centred cubic lattice (fcc), as in the case of austenite, strongly depend on their stalking fault energy γSFE [8]. It determines whether the dominating deformation mechanism is twinning or dislocation glide. The assumed γSFE ranges for which the basic mechanism is twinning provided by particular authors slightly differ, for example, Allain [9] reports that twinning occurs with the γSFE range of 18–35 mJ/m−2, especially when it is near 35 mJ/m2, whereas Curtze maintains that this range is 18 mJ/m2 to 45 mJ/m2 [10].
In high manganese TWIP steels, the value of SFE (stalking fault energy) depends on the chemical composition, and especially on the carbon, manganese, aluminium and silicon content. An addition of C and Al generally increases the SFE of austenite, whereas Si lowers it [11]. Manganese is a stabilizer of austenite, which at high concentrations, very strongly reduces the temperature of austenite transformation and increases the solubility of carbon in austenite [12].
Understanding the mechanical behaviour of TWIP steels as a function of temperature and strain rate becomes relatively complex, as both the temperature and strain rate affect also the competing processes: the dislocation glide, the twinning, the phase transformations such as a martensitic transformation [13]. For example, with a temperature increase, the participation of deformation twins decreases. This can be explained by the fact that the twinning stress in most materials increases more slowly with a temperature increase than the yield stress or the stress for plastic deformation by dislocation glide. In the case of materials with the yield stress less sensitive to temperature, such as fcc metals, the effect of temperature is usually less obvious. However, the stress of deformation by dislocation glide can reach the twinning stress by hardening through cold work. In such a case, when the temperature is lowered, the transition from dislocation glide to twinning can depend on deformation. Also SFE, which, in turn, strongly affects the twinning stress, is strongly dependent on temperature and thus can cause a change of the basic deformation mechanism.
At present, numerous studies are conducted to determine the effect of a temperature increase of deformable TWIP steels on the microstructural changes; however, a big problem is a proper determination of this temperature. It can be done through mathematical modelling, but it requires performing a detailed thermal balance of the whole process of material deformation with the consideration of the heat sources and the heat exchange, or it can be measured by means of thermovision cameras, pyrometers or thermocouples which the biggest limitation is their sampling frequency.
2 Plastic deformation work
Thermal balance of deformation process requires determining what part of the work (energy) of plastic deformation E is dissipated in the form of heat Q and Ew which is kept in the material structure [14]. This energy is called the stored energy Ew and it is mainly connected with generating, blocking and annihilating the dislocations, which leads to changes in density and dislocation patterns, formation of a subgrains microstructure, a stress field, structure defects, etc. From a scientific and practical point of view, it is important to know the Taylor–Quinney coefficient β = Q/E, which describes the ratio of the heat generated during deformation to the total work of plastic deformation. The amount of generated heat decides about the real temperature of the deformed material, whereas the stored energy determines the material's reinforcement and its tendency to rebuild the deformed structure. The importance of this phenomenon can be shown by the fact that, for high strain rates, e.g. about 1000 s−1, the temperature increase can reach even 300 °C. Such high temperature increases can cause significant microstructural changes—for example, in the case of TWIP steels, they can cause a change of the basic deformation mechanism.
The amount of heat generated during deformation can be determined indirectly by determining the stored energy. The stored energy is usually characterized by a dependence on the deformation and its history [15]. The energy storing process has been examined in detail by many scientists, such as Bever, Holt and Titchener [14], but in fact these studies lead to a very general conclusion, i.e. that with a deformation increase, the stored energy increases, whilst both the instantaneous rate dEw/dE of energy storage and the participation of Ew/E decrease. Some scientists claim that there is a maximum of Ew/E for small strains and dEw/dE decrease continuously together with a deformation increase (Fig. 1) [16].

The instantaneous rate dEw/dE of energy storage vs. plastic strain for coarse-grained austenitic steel with chemical composition − 0.05% C, 1.35% Mn, 1.0 wt.%, 18.58 wt.% Cr, 17.3 wt.% Ni [17]
A very interesting method of determining the stored energy was proposed by the authors of [17, 18]. The core of this method is simulation of heating a sample through providing it with electric energy in such a way so that the temperature increase of the working part of the sample takes place identically to that during the sample’s tension. Those studies show that the maximum ability to store energy for fine-grain austenitic steel is reached for the deformation of about 0,02 and it equalled 0,4, and it decreases together with the deformation to about 0,2 for the deformation of 0,25. This is in agreement with the generally observed trend of coefficient β increase (in respect of the released heat for the plastic deformation work) together with the deformation increase.
A few authors examined the change of the Taylor–Quinney coefficient β = Q/E for the different deformation conditions [19]. Some of the values for different steels taken from different sources are given in Table 1.
The study [24] determined the coefficient β for two strain rates (0.002 s−1 and 0.08 s−1) and two temperatures (room temperature and 250 °C) for steel 304 L (Fig. 2).

Coefficient β as a function of the strain rate and temperature [24]
The value of coefficient β changes from about 0,4 to 0,9 for different deformation rates and temperatures. Only for the lowest strain rate and temperature, for high deformations, are values over one assumed, which is physically impossible. The authors claim that this is an error of the convection measurement as well as of the calculation of the plastic deformation work.
Despite the extensive studies of coefficient β, i.e. the ratio of the generated heat to the plastic deformation work, showing that the value of this coefficient changes with the deformation conditions, it is often assumed that it has a constant value independent of the plastic deformation and the strain rate, and its commonly accepted values are in the range of β = 0,85–0,95 [25].
The total plastic deformation work in a volume unit is described by the equation:
and corresponds to the field under the stress–strain curve. E is dissipated in the form of heat Q and Ew which is kept in the microstructure of the material [26] (Fig. 3).

Stress–strain curve, where E: total plastic work, Q: heat generated during deformation, Ew: stored energy in the material
Only a part of the plastic deformation energy changes into heat according to the coefficient β included in Table 1, and therefore, ultimately, the heat emitted as a result of the plastic deformation change equals:
For high deformation rates over 100 s−1, we can assume that the deformation process is adiabatic and a heat exchange with the environment does not take place. Then, the real temperature of the deformed material can be determined from the equation:
where
Trz = temperature of the deformed material.
Tp: initial temperature of the material.
Cp: specific heat.m: mass
Unfortunately, most plastic working processes run at lower strain rates. Then, the real temperature of the deformed material requires the consideration of the heat released into the environment, and for this, it is necessary to perform a thermal balance taking into consideration the heat generated as a result of the plastic deformation work, described by Eq. (2) as well as the heat released into the environment.
3 Types of heat exchange with the environment during a tensile test
In all processes, the heat exchange with the environment can occur in three ways: conduction, convection and radiation [27]. In a tensile deformation, these phenomena also occur (Fig. 4).

Thermal balance during a tensile test with the marked heat source and heat exchange types; Qc: heat transferred by conduction, Qk: heat transferred by convection, Qr: heat transferred by radiation and Q: heat generated by plastic deformation
Heat conduction—it consists in a transfer of energy by chaotic movement of particles and their collisions. The formula for the amount of heat transferred in a unit of time in direction x is as follows:
whereλ: thermal conductivity coefficient,
A: heat exchange surface,
T: temperature.
Convection as a result of displacement of the fluid mass (liquid or gas) can be natural (free)—spontaneous movement of the fluid as a result of a difference in density caused by a temperature difference, forced—movement of the fluid resulting from external factors (pump, ventilator, etc.). The heat transferred by the surface F in a unit of time equals:
where\(\alpha\): convective coefficient W/(m2K), for free convection, the following values are assumed: for gases: 3–20 W/(m2 K), for oils—50–100 W/(m2 K) and for water—250–600 W/(m2 K), whilst in the case of forced convection, for water: – 500 to 10,000 W/(m2 K),
A: heat exchange surface,
T: temperature.
Thermal radiation consists in transferring energy through electromagnetic radiation emitted as a result of a thermal molecular movement. Heat exchange through radiation does not require the presence of a medium between the bodies exchanging the heat, that is, it can take place in vacuum. The heat radiated through surface F in a unit of time equals:
where
C0: Stefan–Boltzmann constant 5,667 W/(m2K).
\(\Theta\): absolute temperature of the body.
Heat exchange in the form of pure conduction, convection or radiation does not occur separately very often. The three basic types of heat exchange usually take place simultaneously in different combinations. A frequent example is a release (or absorption) of heat through a fixed wall by means of radiation and convection. Then, the heat is described by the equation:
where\(\alpha\): convective coefficient W/(m2 K),αr: substitute coefficient of heat exchange through radiation W/(m2 K),
A: heat exchange surface,
T: temperature.
The calculation of the temperature of the deformed material which is approximately in agreement with reality, both by analytical and mathematical modelling methods (FEM) can be done [28, 29]. It requires the consideration of the heat source (Eq. 2) of the mentioned heat exchanges, and thus also the selection of proper coefficients in Eqs. (4)–(7) as well as the determination of the Taylor–Quinney coefficient—β.
4 Measurement of the real temperature of the deformed material
Measurements of the real temperature of the deformed material have become very important in the recent years, when AHSS steels began to be used in practice. In these steels, the temperature changes can cause phase transformations and changes of the deformation mechanism, and thus also the properties. Thus, the problem of the sample's temperature change during deformation should be considered in the aspect of not only its maximal increase or increase rate but also mainly in the aspect of its effect on the microstructural phenomena in the material as well as changes of its properties [30, 31].
Measurements of the real temperature under quasi-static and dynamic conditions are presently conducted by means of thermovision cameras. The biggest limitation of thermovision cameras is their sampling frequency. In the first decade of the twentieth century, the fastest thermovision cameras (High–End Thermography System InfraTecImageIR) had the sampling frequency of 250 Hz for the frame of 320 × 256 pixels. Presently, the fastest cameras FLIR X6901sc have the frequency of 1004 Hz for the frame of 640 × 512 pixels. These cameras enable temperature measurements at higher and higher strain rates, however, their frequency is still insufficient at very high deformation rates. Additionally, thermovision cameras have fixed measurement ranges, which, in dynamic tests at very high deformation rates, when the material's temperature increases e.g. over 200 °C, do not include the whole temperature change range.
One of the first studies described the changes in the temperature of samples made of austenitic steel AISI 304 by means of a thermovision camera with the sampling frequency of 250 Hz for the frame of 320 × 256 pixels in the deformation rate range of 3·10–3 s−1–0,16 s−1 [32]. Figure 5 shows a diagram of the force course with a temperature analysis.

Diagram of the force as a function of time with the measured temperatures during tensile test [32]
The authors demonstrate that, initially, the relation between temperature and deformation is linear and next, it clearly increases at the moment when the neck is formed. The initial temperature of the sample is relatively uniform, but a local increase makes it possible to predict when a crack may occur, which increases from the sample’s inside towards its edges. The temperature and deformation curves as a function of strain rate make it possible to observe a few important aspects. It can be seen that the same temperature can be reached with lower deformation levels through an increase of the strain rate. Due to the importance of the microstructure in the final behaviour of the samples, the results point to a possibility of using thermography to examine the microstructural changes connected with the processes of changing the plastic deformation work into heat.
More advanced studies have been presented in [33], which analyzes the martensitic transformation in sheets made of steel AISI 304 subjected to tension at room temperature. The temperature was determined experimentally by means of a thermovision camera. The tensile tests were performed in situ in the strain rate range of 10–5 s−1 ≤ ε˙ ≤ 10–3 s−1 and macroscopically in the strain rate range of 10−3 s−1 ≤ ε˙ ≤ 102 s−1. The study also connects the temperature increase with the localization of the deformation. The sample's temperature initially increases linearly together with the deformation. At some point, a non-linear temperature increase begins with the plastic deformation resulting from the deformation's localization. At this point, a high level of strain rate is reached in the neck and the deformation process seems to be locally adiabatic. The heat generated in the neck is weakly dissipated into the rest of the sample. The maximal temperature recorded during the in situ test is close to Tmax ≈110 °C (Fig. 6).

Results of a tensile test for the rate of 10–2 s.−1 a stress–strain curves b thermograms recorded during deformation [33]
The martensitic transformation was recorded by fixing a tensile micromachine in a scanning electron microscope. The volume fraction of martensite was measured in the samples after deformation. It was proved that the martensitic transformation takes place in steel AISI 304 with the temperature increase T > 140 °C for the strain rate of 0,1 s−1. The volume fraction of martensite is about 20% in area of uniform deformation (lowest deformation and temperature) and about in neck (highest deformation and temperature increase). This shows that in this steel the plastic deformation is a dominating factor responsible for the martensitic transformation a secondary role is the increase of temperature (inhibitor of martensitic transformation) due to conversion of plastic deformation work into heat.
It should be emphasized that there are many studies where similar investigations are conducted, but which are mainly connected with relating the deformation strain rate with the microstructural changes. These studies discuss the issue of temperature increase, but do not provide its values. Often, the conditions are determined as isothermal for very low strain rates or adiabatic for very high strain rates [34].
A unique group of AHSS steels are steels with the TRIP effect (Transformation-Induced Plasticity). Thermomechanical treatment, during the production of sheets, causes the presence in the fine-grained steel structure, beside the typical ingredients, such as ferrite, bainite and small amounts of martensite, also of the most important element, i.e. a significant amount of retained austenite with a high carbon content. The deformation of such steel causes a transformation of retained austenite into martensite, which provides this steel with exceptionally high hardening and workability. For this reason, the material demonstrates very good deformability, especially during stretching and bending, which makes it possible to form complicated items with high strength properties. The properties of such steels after forming depend on the austenite stability, which is connected with the carbon content in the austenite, its morphology and the content of alloy elements.
The effect of deformation temperature for TRIP steels is well examined; however, these results raise certain doubts, especially when heat is additionally generated during the plastic working process. Temperature increase stabilizes the austenite and, with the increase of the deformation temperature, a bigger and bigger amount of retained austenite remains after the deformation. The presented studies based on tensile tests and X-ray methods of examining the amount of retained austenite show that a temperature increase of as little as 50 ℃ will significantly inhibit the retained austenite transformation [35].
Very extensive studies of TRIP steels have been conducted by a team led by Klepaczko [36]. For the analysis of the thermoviscoplastic behaviour of steel TRIP 800, a special system with a thermovision camera was used. The strain rate range applied during the experimental tests was equalled from 10−3 to 100 s−1. In the case of steel TRIP 800, a few temperatures were applied to examine the effect of temperature on the phase transformation during plastic deformation.
Figure 7 shows a diagram of the phase transformation kinetics in TRIP steels [37], which illustrates that the martensitic transformation runs faster at lower temperatures and does not require additional plastic deformation. However, when the temperature is in the range of Ms,σ < T < Mfε, together with the temperature increase, the transformation requires first additional stresses and then plastic deformation.

Diagram representing the phase transformation kinetics in TRIP steels [37]
The significant temperature increase of TRIP steels results from a high level of destructive stress as well as high ductility, which limits the phase transformation, and for this reason, an approach considering a constant temperature in the whole volume will cause re-estimation of the volumetric fraction of martensite. For example, for the strain rate of 10 s−1, the temperature increased to 100 °C, and in the area of the neck, it reached almost 120 °C. Unfortunately, these results were calculated, not experimentally determined [38].
The study [35] presents investigations of microstructural changes and yield stress courses for AHSS steels, for high strain rates with the consideration of the transformation of retained austenite into martensite. For the tests, sheets made of steels TRIP690 and DP600 were selected. The tests show that, apart from the thermodynamic stability of retained austenite, the course of reinforcement curves is also affected by the temperature generated by the plastic deformation, which increases together with the strain rate. It results into the real temperature changes during deformation as well as the resulting microstructures of the examined steels.
An analysis with the use of an SE detector as well as by means of the EBSD method proves that, in the case of steel DP600, the heat emitted during deformation of the samples initiated a tempering process in them. During deformation of steel TRIP690, due to austenite’s transformation into martensite, the tempering process of martensite is not initiated.
The study [35] also proposes a FEM determination of the sample's temperature increase during dynamic deformation on the basis of a verified FEM model under quasi-static conditions (Figs. 8 and 9).

Temperature distribution a before and b after deformation localization for steel TRIP 690 deformed at the strain rate of 0,001 s.−1 obtained from FEM [35]

Temperature distribution a before and b after deformation localization for steel TRIP 690 deformed at the strain rate of 1000 s.−1 obtained from FEM [35]
5 Measurements of the real temperature of deformed TWIP steel
Mn–Al steels with a high manganese content, i.e. from 15 to 30% wt. up, represent a new and progressive type of material from the point of view of its properties — high strength, high deformability and high ability to absorb energy. These steels can be divided into three groups depending on the dominant deformation mechanism and the value of stacking fault energy [9, 39]. For steels with the stacking fault energy below 18 mJ/m2, the dominating mechanism accompanying the plastic deformation is the transformation: austenite (γ) → martensite (ε) → deformation induced martensite (α′) or directly: austenite (γ) → deformation induced martensite (α′) (TRIP effect) as well as dislocation glide. In the stacking fault energy range of 18–45 mJ/m2, in steels, the reinforcement proceeds based on the generation of deformation twins (TWIP effect) and dislocation glides, whereas for the stacking fault energy over 45 mJ/m2, dislocation glide is dominant, whilst we can also observe shear bands and microbands in the austenite [3] (Fig. 10).

Diagram of the occurrence of privileged plastic deformation mechanisms depending on the SFE value in Mn-–Al steels
The stacking fault energy depends on many parameters, such as the chemical composition and temperature. Very often, in steels with high manganese contents, an Al addition is used to increase and Si addition to reduce the SFE value. In the case of the temperature effect on SFE, there are quite a few studies, which are, however, varied and ambiguous, beside the commonly known fact that a temperature increases SFE.
According to S. Curtze and V.T. Kuokkala [10], for TWIP steels with diversified chemical compositions in the range: Mn – 28 to 25%; Al − 1.6 to 4.1%; Si 0.28–0.58% and C − 0.08%, during dynamic deformation at the strain rate of about 1000 s−1, a temperature increase can reach about 95 °C, which leads to an SFE increase by about 25 mJ/m2. The authors claim that austenitic steel TWIP with a high Mn content demonstrated a clear reduction of total elongation during testing at high deformation rates. They claim that the adiabatic heating increases SFE and thus limits the twinning mechanism, which, in TWIP steels, determines their high deformability.
Slightly different results were obtained in [40] for TWIP steels with the chemical composition: Mn − 24% and C − 0.6% without Al and Si additions, where an SFE increase was observed from 29 mJ/m 2 for − 40 °C to 38 mJ/m2 for 100 °C, where, in the temperature range from − 40 °C to 27 °C, the increase was very small and equalled from 29 to 31 mJ/m2, and only at higher temperatures was the SFE increase more intensive.
The study [9] referring to TWIP steels with the chemical composition: Mn − 22%, C − 0,6%), relates the stacking fault energy changes with different temperatures and dominating deformation mechanisms. At − 196 °C, SFE equals 10 mJ/m−2 and dislocation glide and martensitic transformation are dominant, whilst at 20 °C, SFE equals 19 mJ/m−2, with the domination of twinning and dislocation glide, and at 400 °C, SFE is 80 mJ/m−2 and the basic deformation mechanism is dislocation glide.
The presented results prove a very important effect of temperature on SFE as well as on the dominating deformation mechanisms of TWIP steels. And so, it seems justifiable to take into account in such considerations the real material temperature connected with the change of the plastic deformation work into heat. There are many studies devoted to the calculation of the amount of generated heat and the assumption that, with the strain rates over 1000 s−1, the deformation process is adiabatic and the whole plastic deformation work is changed into heat [41,42,43]. In many cases, this seems like a significant generalization. There is very little information on the real temperatures measured by means of thermovision cameras, especially for high deformation rates. Such information will surely be useful during implementation of TWIP steels, especially for the elements of car bodies which ensure their strength and energy consumption.
5.1 Results for low strain rates
The study [44] presents the temperature increase of a deformable sample for the strain rate of 0,001 s−1 measured by means of a thermovision camera for two TWIP steels: X60MnAl17-1 (chemical composition: C – 0.6%, Mn − 17.7%, Al − 1.5%, Si − 0.06% SFE = 29 mJ/m2) and X30MnAl23-1 (chemical composition: C − 0.3%, Mn − 22.43%, Al − 1.39%, Si − 0.05% SFE = 24 mJ/m2). The measurements were made with a thermovision camera with the frequency of 1 Hz. It is a little strange that the authors assumed that the temperature increase for low strain rates is caused by adiabatic heating. The temperature distribution on the whole length of the sample with different elongations has been shown in Fig. 11b and d, whilst the temperature change inside the sample has been presented in Fig. 11a and c. It can be noticed that the sample's temperature increases due to the change of the plastic deformation work into heat together with a deformation increase—to a smaller extent, to about 40 °C. The authors claim that the temperature distribution in alloy X60MnAl17-1 is less homogeneous due to deformation band propagation in respect of the homogeneous distribution in alloy X30MnAl23-1, which is questionable, as for both samples, local temperature increases are visible. The determined temperature increases in respect of the ambient temperature are 14 °C in alloy X60MnAl17-1 and 12 °C in alloy X30MnAl23-1. The SFE increases were also determined, which equal from 24 to 25 mJ/m2 in X30MnAl23-1 and from 29 to 31,5 mJ/m2 in X60MnAl17-1. The authors state that the SFE increase caused by the temperature increase is not significant enough to affect the change of the deformation mechanism, where the dominant mechanism is twinning.

Temperature increase in the function of deformation in a tensile test measured with a thermovision camera and a video extensometer; temperature increase during deformation on the length of the measurement base in the function of deformation a for steel X60MnAl17-1 and c for steel X30MnAl23-1; local temperature distribution for different deformation values and at the moment of crack b for steel X60MnAl17-1 and d for steel X30MnAl23-1 [44]
Similar studies referring to the changes in the sample's temperature as a result of a change of the plastic deformation work into heat for low strain rates 10–3 s−1 for TWIP steels with the composition: Mn − 18%; Al − 1.5%; and C − 0.6% have been presented in [45]. The measurements were performed with the use of a FLIR SC-645 camera with the maximal resolution of 200 Hz. The study compares a non-isothermal monotonic test at ambient temperature (red line, Fig. 12 and an isothermal monotonic test at 25 °C (black broken line, Fig. 12). In order to ensure isothermal conditions, a flat copper heat exchanger was fixed to the immovable end of the sample. For the non-isothermal test, the maximal observed temperature increase in the deformation localization area is up to 60 °C. The flow stress is smaller under these conditions compared to the conditions of the isothermal test. This shows that the temperature increase observed during deformation causes material softening. The reduction of reinforcement by the deformation is caused by an increase of the stacking fault energy as a result of the temperature increase, which results in a reduced activity of twinning and an increased activity of dislocation glide. However, the authors do not verify this statement in microstructural tests.

a Real stress as a function of time in a tensile test for the strain rate of 10–3 s−1 and b thermograms for different deformation times for the non-isothermal test [45]
The authors observed, for the sample in the non-isothermal test, the presence of serrations on the curves, which are responsible for the DSA process, which can be ascribed to the mechanism of their creation [46]. The isothermal test does not show serration, in the test performed under ambient conditions.
The authors of [47] examined a TWIP steel with the chemical composition: Mn − 20.1%; Al − 3%; C − 0.47% in the strain rate range from 0.001 s−1 to 0.5 s−1. The deformation and temperature in the sample in the uniform deformation phase are similar on the whole measurement length. Next, deformation localization is observed, which is connected with the beginning of necking. The deformation increase is accompanied by a rapid temperature increase in the neck area—up to 42 °C for the lowest deformation strain rate and up to 100 °C for the highest rate. For the whole examined strain rate range, the value of main deformation exceeds 80% in the narrowing area and 40% in the remaining part of the sample (Fig. 13).

Thermograms and deformation distributions at the moment before cracking for the strain rate range from 0.001 s−1 to 0.5 s.−1 [47]
5.2 Results for high strain rates
The study [48] presents temperature measurements during deformation of steel with the chemical composition: Mn − 12%, Al − 3% and C − 0.05% and SFE 21 mJ/m2 for the deformation rate in the range from 2 ·10–4 s−1 to 2 101 s−1 performed by means of a thermovision camera FLIR A655sc with the maximal frequency of 60 Hz.
The thermo-images were used for the determination of deformation localization, which, for the strain rate of 2·10–2 s−1, equals 0,171. Until the moment of the formation of a neck, the heating of the sample is moderate, as the mean temperature on the length increased only by 20 °C. The localized heat is generated inside the sample with the engineering strain of 0,229, in the vicinity of the formation of the neck. A high temperature increase occurs locally in the neck area, and next the sample undergoes rapid destruction. The highest recorded temperature for this strain rate equals 129 °C (Fig. 14a).

a Thermograms of a tensile test for the deformation rate of 2 10–2 s.−1 and b Mean temperature of the sample surface as a function of engineering strain for different strain rates [48]
The authors also determined the mean temperature on the surface in the entire area with the exclusion of the area of the neck and the crack. For the strain rate of 2·10–4 s−1, at the beginning of the deformation process, the temperature increases from 20 °C to 24 °C and next it maintains a constant value. For such deformation rates, the amount of heat generated during deformation is equal to the amount of heat released into the environment and the holders, and it can be assumed that the process is isothermal. For the strain rate of 2·10–2 s−1, the temperature increases to about 48 °C, and for the highest strain rate − 2·101 s−1 to 58 °C (Fig. 14b).
A limitation in the measurement of the real temperature for large strain rates by means of thermovision cameras is their sampling frequency. At present, the fastest cameras have the frequency of about 1000 Hz. The interesting results of the strain rate range from 1·10–2 s−1 to 2,5·102 s−1 for a TWIP steel with the chemical composition: Mn – 22.26%, Si – 0.21%, Al–0,01%,C– 0.59% and SFE – 27 mJ/m2, with using high-speed infrared thermography camera (JADE III MWIR S MTC; InfraTec), have been presented in [49]. For quasi-static tests, the frequency of 1 Hz was applied, for the resolution of 384 × 288 and the temperature range of 30 °C to 130 °C, for rates from 1 s−1 to 1·10 s−1, the applied frequency was 888 Hz, for the resolution of 80 × 60 and the temperature range of 30 °C to 170 °C. For higher strain rates, the applied frequency was 6578 Hz, for the resolution of 320 × 1 and the temperature range of 30 °C to 150 °C. It means that for deformation rates over 1·10 s−1, a temperature distribution was obtained only along the straight line crossing the sample axis. The obtained results have been presented in [49]. During the experiments from the quasi-static test to the dynamic test, the temperature of sample rises quite rapidly during deformation. Local temperature increases were also observed during uniform material deformation. With the strain rates from 1·10 −2 s−1 to 5·10–1 s−1, the maximal localized temperature before the material cracks equals 120 °C, whereas, in dynamic tests, the temperature increase is even higher and equals 180 °C or more. However, in the area of uniform elongation, the mean temperature equals from 40 °C to 110 °C for the highest strain rate. For the highest deformation rates, after a 30% deformation, the temperature distribution is localized and it further increases in the neck area, reaching a temperature over 200 °C, which is also beyond the range of temperature measurements by thermography camera. The authors claim that a temperature increase over 180 °C as a result of adiabatic heating can affect the deformation mechanisms at different temperatures, leading to a change the behaviour of material. The authors also determine influence of temperature change for the particular strain rates on an increase of SFE from 27 mJ/m2 at 23 °C to about 30 ÷ 32 mJ/m2 for strain rates 0.5 s−1 and to 38 ÷ 40 mJ/m2 for strain rates over 10 s−1. The SFE increase under quasi-static conditions has an insignificant effect on the mechanical properties, whereas with a dynamic load, a reduced strength and necking were observed (Fig. 15).

Effect of the deformation rate on the sample's heating during deformation a temperature distribution for different strain rates and the deformation of the sample’s measurement base and b temperature distribution along the line on the measurement base for different strain rates [49]
Based on the presented results, it is difficult to unambiguously determine the dependence of the deformed material's temperature increase on the strain rate, as this depends on the method and accuracy of the measurement, the strain as well as the strength, which, in TWIP steels, can vary from 800 to 1300 MPa, depending on the chemical composition and microstructure.
However, summing up the collected results, it can be stated that, in the strain rate range below 1·10–3 s−1 in the uniform deformation area the process is isothermal and the maximal temperature increase equals about 10 °C, whereas in the deformation localization area, the temperature reaches about 60 °C. The effect of temperature increase is negligible. For strain rates over 100 s−1, the temperature of the deformed sample in the uniform deformation range reaches about 100 °C, whilst in the deformation localization area, the temperature reaches over 200 °C. At higher strain rates, in the deformation localization area, temperatures even over 300 °C were recorded.
6 Microstructural changes in TWIP steels related to the heat generated during deformation
Of course, a question arises of how the temperature changes during deformation affect the deformation mechanisms of TWIP steels [50]. It is very well proven that an increased strain rate and a reduced deformation temperature prefer twinning over dislocation glide [51]. Armstrong [52] and Zerilli [53] elaborated equations for the twinning stress and dislocation glide stress, which depend on the temperature and the strain rate according to the relation:
Twinning stress
Dislocation glide stress
whereσ0: yield stressm: orientation index
G: modulus of rigidity
B: Burgers vector
U*: normalized twinning activation energy\(\varepsilon\): strain\(\dot{\varepsilon }\): strain rate\(\dot{{\varepsilon }_{0}}\): referential strain rated: grain size\({{\sigma }^{*}}_{\mathrm{S}}\): thermal stress component
Ε: plastic deformationn: hardening coefficient
R: gas constantkT, kS, C1, C2, C3 and C4: material constants
Twinning and dislocation glide are the basic athermal and thermal deformation mechanisms, respectively. Dislocation glide stress—σS increases very intensively together with an increase of deformation and a decrease of temperature, contrary to twinning stress σT. The presented equations show that the dislocation glide stress and the twinning stress have an effect on two opposing phenomena, as an increase of the strain rate should promote twinning; however, it also causes an increase of temperature, which lowers the dislocation glide stress. It seems that it will occur mainly at high strain rates, when the deformation process is adiabatic in character.
The two opposing processes cause, that for high strain rates, dominant twinning mechanism and the twinning being replaced by dislocation glide and shear bands as well as microbands are observed. If the phenomena connected with high plastic deformations for TWIP steels are also considered, it is understandable that different results referring to the dominating plastic deformation mechanisms in different research studies can be found.
In [43], the authors compare microstructures deformed quasi-statically at the strain rate of 10–3 s−1 and dynamically at the rate of about 2000s−1 in interrupted tests for deformations of 10, 20 and 30% for TWIP steels (chemical composition: C—0.6%; Mn—15%; Al—1.2%). The temperatures were determined by means of FEM. For quasi-static tests, the temperature increased maximally by 74 °C, whereas for dynamic tests—by 114 °C. The study does not provide the assumed coefficient β describing the amount of plastic deformation work converted into heat.
The EBSD image quality maps (IQ) of the quasi-statically and dynamically deformed samples (10, 20 and 30%) have been shown in Fig. 16. Under each IQ map, inverse pole figures have been placed, with the twin poles marked with red dots. With the quasi-static deformation, for the deformation of 10%, twins are not formed (Fig. 16a). This shows that the formation of twinning inside the present fine austenite grains (size of about 2 μm) in the initial deformation phase is impossible. The twin formation begins with the quasi-static deformation of 20% in the vicinity of the poles (111) and (101) (Fig. 16b). With a higher deformation 30%, more twins and the poles of twin grains are relatively uniformly distributed are observed (Fig. 16c). Most of the twins are formed in the primary system. Under dynamic load, deformation twins are formed already with a deformation of 10% and their number increases together with the deformation increase (Fig. 16c, d and f). The total number of twins is higher in the dynamic than quasi-static tensile test. Especially with the stress of 30%, the primary deformation twins intersect with the secondary twins, which has been marked with white broken circles in Fig. 16f. Most of the twin grain poles are distributed relatively uniformly, although they are scattered in the vicinity of the poles (111) and (101) with the deformation of 10%.

EBSD image quality maps (IQ) a–c quasi-statically and d–f dynamically deformed samples by 10, 20 and 30%. Under each IQ map, inverse pole figures have been placed with the twin poles marked with red dots [43]
Some more inconclusive results referring to a change in the dominant deformation mechanism are presented in [42], where a TWIP steel (chemical composition: C − 0.64%; Mn − 14.9%; Al − 1.34%) was examined in the strain rate range of 700 to 3000 s−1. In the study, the temperature of the deformed sample is determined theoretically with the assumption that the deformation process runs adiabatically. The temperature increases are determined with the use of FEM for the coefficient β = 0,9 describing the amount of plastic deformation work turned into heat. That increase has an almost linear course from 94 °C for the strain rate of 700 s−1 and 114 °C for the strain rate of 3000 s−1, which causes an increase of SFE from 30 mJ/m2 to over 50 mJ/m2 for the highest strain rate. The authors state that, for these conditions, the critical twinning stress is higher than the critical shear stress for the glide. This causes a drop in strain hardening as well as accumulation of dislocations in the vicinity of the grain boundaries and the twins, and leads to deformation localization, forming a microstructure with high density of dislocations and intersecting twins, which can be the initial sources of microcracks. The authors demonstrate both an increase of the twin boundaries and the dislocation density together with the increase of strain rate, explaining that a structure with high dislocation density hinders the movement of twin boundaries and grain boundaries, which results in a local concentration of stresses and facilitates microcrack initiation. Based on the results of their studies, the authors propose a model of material cracking for different strain rates, presented in Fig. 17.

Diagram of the microstructure and cracking mechanism for different strain rates a 700 s−1, b 2000s −1 and c 3000 s−1 [42]
The authors of [41] examined the effect of the strain rate on the behaviour of twinning and the microstructure of a TWIP steel (chemical composition: C – 0.7%; Mn − 15%; Al − 2%; Si − 2%). The investigations were conducted in the strain rate range of 10–3 to about 2000s−1. In the tests, the real temperature of the deformed sample was calculated based on the adiabatic course of the process for the coefficient β = 0,9 describing the amount of plastic deformation work changed into heat, which equalled over 140 °C. For these deformation conditions, the presence of shear bands is observed—at the angle of about 45° to the stretching direction in the form of white bands (Fig. 18). Such bands are not observed with the lowest examined strain rate, i.e. 3 10–3 s−1. The presence of shear bands for higher strain rates proves that they are an important deformation mechanism next to twinning and dislocation glide (Fig. 18). The twinning mechanism occur for all the strain rates, however, the density of deformation twins and the number of active twinning systems decreased together with the increase of strain rate. For higher strain rates, fewer deformation twins are present, which can be explained by the increase of temperature and SFE. This reduces the material's tendency to deform through twinning (Fig. 19). Additionally, it was observed that the distance between the twins depends on the strain rate, i.e. it is smaller for higher deformation rates. Also, for higher strain rates, the deformation twins are thicker. This is in agreement with the assumed view that a high SFE promotes the formation of thick twins in fcc metals [54].

Effect of the strain rate on the microstructure of steel TWIP after rupture RD—stretching direction [41]

Comparison of the appearance of deformation twins for the strain rates a and b 233 s−1 and c, d 1934s.−1 [41]
In the manuscript [55], cylindrical samples of TWIP steel X55 (chemical composition X55 0,55 wt.% C − 0.55%, Mn − 25%, Al − 5%, Si – 0.6%) subjected to dynamic deformation with the Split Hopkinson Bar are presented at the strain rate of 1.5·103 s−1. Mechanical twins still dominate (Fig. 20a). However, changes have occurred in the matrix. Non-crystallographic shear bands are formed demonstrating high local deformation and high heterogeneity of plastic deformation (Fig. 20b). The presence of large shear bands indicates greater involvement of the slip mechanism in the deformation process than before.

Microstructure of TWIP steel X55 after dynamic strain rate of 1.5 103 s.−1 [55]
7 Summary
The heat generated during the plastic deformation of TWIP steels has higher values than in the case of conventional steels, due to their higher yield stress and deformation. This heat has a very important effect on the microstructure of the deformed material and thus also on its properties. Its high increase can lead e.g. to changes in the deformation mechanism from twinning to dislocation glide, which is also connected with a worsened deformability and thus also energy consumption of the bodywork elements.
Despite the extensive studies of the coefficient β, which is the ratio of the heat generated during deformation to the total work of plastic deformation, showing that the value of this coefficient changes together with the deformation conditions, very often it is assumed that it has a constant value, regardless of the plastic deformation and the strain rate, and its commonly accepted values are in the range of β = 0.85–0.95.
Unfortunately, most scientists calculating the real temperature of the deformed material introduce simplifications and assume the process as isothermal or adiabatic.
The measurements of the real temperature under quasi-static and dynamic conditions are currently conducted by means of thermovision cameras. The biggest limitation of thermovision cameras is their sampling frequency. Additionally, thermovision cameras have fixed measurement ranges, which in dynamic tests for very high deformation rates, when the temperature rises by over e.g. 200 °C, do not include the whole range of temperature change.
Summing up the collected results, it can be stated that, in the strain rate range below 1·10 − 3 s−1 in the uniform deformation area, we can assume that the process is isothermal and the maximal temperature increase equals about 10 °C, whereas in the deformation localization area, the temperature reaches about 60 °C. The effect of temperature is negligible. For strain rates over 100 s−1, the temperature of the deformed sample in the uniform deformation range reaches about 100 °C, whilst in the deformation localization area, the temperature reaches over 200 °C. At higher strain rates, in the deformation localization area, temperatures even above 300 °C were recorded.
Twinning and dislocation glide are the basic athermal and thermal deformation mechanisms of TWIP steels, respectively. The dislocation glide stress increases very intensively together with the deformation rate increase and a temperature decrease, contrary to the twinning stress. The presented results show that the dislocation glide stress and the twinning stress have an effect on two opposing phenomena, as an increase of the strain rate should promote twinning, however, it also causes a temperature increase, which, in turn, lowers the glide stress. It turns out that, for TWIP steels with similar chemical compositions, different dominant deformation mechanisms were observed.
Data availability
Data will be made available on reasonable request.
References
Konat Ł, Jasiński R, Białobrzeska B, Szczepański Ł. Analysis of the static and dynamic properties of wear-resistant Hardox 600 steel in the context of its application in working elements. Mater Sci-Pol. 2021;39(1):86–102. https://doi.org/10.2478/msp-2021-0007.
Królicka A, Janik A, Żak A, Radwański K. The qualitative–quantitative approach to microstructural characterization of nanostructured bainitic steels using electron microscopy methods. Mater Sci-Pol. 2021;39(2):188–99. https://doi.org/10.2478/msp-2021-0017.
Jabłońska M. Mechanical properties and fractographic analysis of high manganese steels after dynamic deformation tests. Arch Metall Mater. 2014;59(3):1193–7. https://doi.org/10.2478/amm-2014-0207.
Wróbel I, Skowronek A, Grajcar A. A review on hot stamping of advanced high-strength steels: technological-metallurgical aspects and numerical simulation. Symmetry. 2022;14:969. https://doi.org/10.3390/sym14050969.
Gronostajski Z, Niechajowicz A, Polak S. Prospects for the use of the new-generation steels of the AHSS type for collision energy absorbing componenets. Arch Metall Mater. 2010;55(1):221–30.
Śmiglewicz A, Jabłońska M. The effect of strain rate on the impact strength of the high-mn steel. Metalurgija. 2015;54(4):631–4.
Grassel O, Frommeyer G. Effect of martensitic phase transformation and deformation twinning on mechanical properties of Fe-Mn-Si-Al steels. Mater Sci Technol. 1998;14(12):1213–7. https://doi.org/10.1179/mst.1998.14.12.1213.
Kaschner G, Tome C, McCabe R, Misra A, Vogel S, Brown D. Exploring the dislocation/twin interactions in zirconium. Mater Sci Eng A. 2007;463:122–7. https://doi.org/10.1016/j.msea.2006.09.115.
Allain S, Chateau J, Bouaziz O, Migot S, Guelton N. Correlations between the calculated stacking fault energy and the plasticity mechanisms in Fe–Mn–C alloys. Mater Sci Eng A. 2004;387–389:158–62. https://doi.org/10.1016/j.msea.2004.01.059.
Curtze S, Kuokkala V-T. Dependence of tensile deformation behavior of TWIP steels on stacking fault energy, temperature and strain rate. Acta Mater. 2010;58(15):5129–41. https://doi.org/10.1016/j.actamat.2010.05.049.
Howang S, Ji J, Park K-T. Effects of Al addition on high strain rate deformation of fully austenitic high Mn steels. Mater Sci Eng A. 2011;528(24):7267–75. https://doi.org/10.1016/j.msea.2011.06.020.
Morawiec M, Opara J, Garcia-Mateo C, Jimenez J, Grajcar A. Effect of Mn on the chemical driving force and bainite transformation kinetics in medium-manganese alloys. J Therm Anal Calorim. 2022. https://doi.org/10.1007/s10973-022-11664-2.
Jabłońska M, Śmiglewicz A, Niewielski G. The effect of strain rate on the mechanical properties and microstructure of the high-Mn steel after dynamic deformation tests. Arch Metall Mater. 2015;60(2):577–80. https://doi.org/10.1515/amm-2015-0176.
Bever M, Holt D, Titchener A. The stored energy of cold work. In: Progress in materials science, vol. 17. Oxford: Pergamon Press; 1973.
Kowalczyk K. The influence of post-deformation annealing temperature on the mechanical properties of low-carbon ferritic steel deformed by the DRECE method. Mater Sci-Pol. 2021;39(3):430–5. https://doi.org/10.2478/msp-202”.
Gottstein G, Bewerunge J, Macking H, Wollenberger H. Stored energy of 78 k tensile deformed copper crystals. Acta Metali. 1975;23:641.
Oliferuk W, Swiątnicki W, Grabski M. Rate of energy storage and microstructure evolution during the tensile deformation of austenitic steel. Mater Sci Eng A. 1993;161:55–635. https://doi.org/10.1016/0921-5093(93)90475-T.
Oliferuk W, Maj M, Raniecki B. Experimental analysis of energy storage rate components during tensile deformation of polycrystals. Mater Sci Eng A. 2004;374:77–81. https://doi.org/10.1016/j.msea.2003.12.056.
Macdougal D. Determination of the plastic work converted to heat using radiometry. Exp Mech. 2000;40:298–306. https://doi.org/10.1007/BF02327503.
Mason J, Rosakis A, Ravichandran G. On the strain and strain rate dependence of the fraction of plastic work converted to heat: an experimental study using high speed infrared detectors and the kolsky bar. Mech Mat. 1994;17:135–45. https://doi.org/10.1016/0167-6636(94)90054-X.
Taylor G, Quinney H. The latent energy remaining in a metal after cold working. Proc Roy Soc A. 1933;143:307–26. https://doi.org/10.1098/rspa.1934.0004.
Dixon P, Parry D. Thermal softening effects in type 224 carbon steel. J de Phys Ill. 1991;C3:85–92. https://doi.org/10.1051/JP4:1991311.
Kapoor R, Nemat-Nasser S. Determination of temperature rise during high strain rate deformation. Mech Mat. 1998;27:1–12. https://doi.org/10.1016/S0167-6636(97)00036-7.
Jones A, Reedlunn B, Jones EM, Kramer SL. Conversion of plastic work to heat: a full-field study of thermomechanical coupling. United States NP. 2018. https://doi.org/10.2172/1475249.
Rusinek A, Klepaczko J. Experiments on heat generated during plastic deformation and stored energy for TRIP steels. Mater Design. 2009;30:35–48. https://doi.org/10.1016/j.matdes.2008.04.048.
Lange K. Handbook of metal forming. Springer; 1994.
Forsberg C. Heat transfer principles and applications. Elsevier; 2021.
Arentoft M, Gronostajski Z, Niechajowicz A, Wanheim T. Physical and mathematical modelling of extrusion processes. J Mater Process Technol. 2000;106(1–3):2–7. https://doi.org/10.1016/S0924-0136(00)00629-4.
Hawryluk M, Rychlik M, Ziemba J, Jasiak K, Lewandowski F, Dudkiewicz Ł, Hawryluk M, Rychlik M, Ziemba J, Jasiak K, Lewandowski F, Dudkiewicz Ł. Analysis of the production process of the forked forging used in the excavator drive system in order to improve the. Currently implemented technology by the use of numerical modeling. Mater Sci-Pol. 2021;39(2):227–39. https://doi.org/10.2478/msp-2021-0020.
Królicka A, Żak A, Kuziak R, Radwański K, Ambroziak A. Decomposition mechanisms of continuously cooled bainitic rail in the critical heat-affected zone of a flash-butt welded joints. Mater Sci-Pol. 2021;39(2):227–39. https://doi.org/10.2478/msp-2021-0020.
Gronostajski Z. The deformation processing map for control of microstructure in CuAl9.2Fe3 aluminium bronze. J Mater Process Technol. 2002;125–126:119–24. https://doi.org/10.1016/S0924-0136(02)00333-3.
San Juan M, Martin O, Santos F, De Tiedra P, Daroca F, Lopez R. Application of thermography to analyse the influence of the deformation speed in the forming process. Proc Eng. 2013;63:821–8. https://doi.org/10.1016/j.proeng.2013.08.233.
Rodriguez-Martinez J, Pesci R, Rusinek A. Experimental study on the martensitic transformation in AISI 304 steel sheets subjected to tension under wide ranges of strain rate at room temperature. Mater Sci Eng A. 2011;528:5974–82. https://doi.org/10.1016/j.msea.2011.04.030.
Vazquez-Fernandez N, Nyyssonen T, Isakov M, Hokka M, Kuokkala V. Uncoupling the effects of strain rate and adiabatic heating on strain induced martensitic phase transformations in a metastable austenitic steel. Acta Mater. 2019;176(1):134–44. https://doi.org/10.1016/j.actamat.2019.06.053.
Gronostajski Z, Niechajowicz A, Kuziak R, Krawczyk J, Polak S. The effect of the strain rate on the stress strain curve and microstructure of AHSS. J Mater Process Technol. 2017;242:246–59. https://doi.org/10.1016/j.jmatprotec.2016.11.023.
Nowacki W, Rusinek A, Gadaj S, Klepaczko J. Temperature and Strain Rate Effects on TRIP Sheet Steel. Measurement of temperature by infrared thermograph. In: XXI International Congress of Theoretical And Applied Mechanics, Warsaw, Poland, 2004, pp. 15–21
Rusinek A, Klepaczko J, Gadaj P, Nowacki W. Plasticity of new steels used in automotive industries-temperature measurements by thermo-vision. SAE World Congress Detroit. 2005. https://doi.org/10.4271/2005-01-1325.
Rusinek A, Zaera R, Klepaczko J, Cheriguene R. Analysis of inertia and scale effects on dynamic neck formation during tension of sheet steel during tension of sheet steel. Acta Mater. 2005;53:5387–400. https://doi.org/10.1016/j.actamat.2005.08.019.
Pierce D, Jimenez J, Bentley J, Raabe D, Wittig J. The influence of stacking fault energy on the microstructural and strain-hardening evolution of Fe–Mn–Al–Si steels during tensile deformation. Acta Mater. 2015;100:178–90. https://doi.org/10.1016/j.actamat.2015.08.030.
Saeed-Akbari A, Mosecker L, Schwedt A, Bleck W. Characterization and prediction of flow behavior in high-manganese twinning induced plasticity steels: part I. Mechanism maps and work-hardening behavior. Metall Mater Trans A. 2012;43:1688–704. https://doi.org/10.1007/s11661-011-0993-4.
Rahman K, Vorontsov V, Dye D. The dynamic behaviour of a twinning induced plasticity steel. Mater Sci Eng A. 2014;589:252–61. https://doi.org/10.1016/j.msea.2013.09.081.
Cai W, Wang C, Sun C, Qian L, Fu M. Microstructure evolution and fracture behaviour of TWIP steel under dynamic loading. Mater Sci Eng A. 2022;851:143657. https://doi.org/10.1016/j.msea.2022.143657.
Park J, Kang M, Sohn S, Kim S-H, Kim H, Kim N, Lee S. Quasi-static and dynamic deformation mechanisms interpreted by microstructural evolution in twinning induced plasticity (TWIP) steel. Mater Sci Eng, A. 2017;684:54–63. https://doi.org/10.1016/j.msea.2016.12.037.
Madivala M, Schwedt A, Prahl U, Bleck W. Strain hardening, damage and fracture behavior of al-added high MN TWIP steels. Metals. 2019;9(3):367. https://doi.org/10.3390/met9030367.
Majidi O, De Cooman B, Barlat F, Lee M-G. Thermomechanical response of a TWIP steel during monotonic and non-monotonic uniaxial loading. Mater Sci Eng A. 2016;674:276–85. https://doi.org/10.1016/j.msea.2016.08.002.
Lee S-J, Kim J, Kane S, De Cooman B. On the origin of dynamic strain aging in twinning-induced plasticity steels in twinning-induced plasticity steels. Acta Mater. 2011;59(17):6809–19. https://doi.org/10.1016/j.actamat.2011.07.040.
Jabłońska M, Jasiak K, Kowlaczyk K, Bednarczyk I, Skwarski M, Tkocz M, Gronostajski Z. Deformation behaviour of high-manganese steel with addition of niobium under quasi-static tensile loading. Mater Sci-Pol. 2022;40(3):1–11. https://doi.org/10.2478/msp-2022-0029.
Benzing J, Liu Y, Zhang X, Luecke W, Ponge D, Dutta A, Oskay C, Raabe D, Wittig J. Experimental and numerical study of mechanical properties of multi-phase medium-Mn TWIP-TRIP steel: influences of strain rate and phase constituents. Acta Mater. 2019;177:250–65. https://doi.org/10.1016/j.actamat.2019.07.036.
Madivala M, Bleck W. Strain rate dependent mechanical properties of TWIP steel. J Min Metals Mater Soc (TMS). 2019;71:1291–302. https://doi.org/10.1007/s11837-018-3137-0.
Lee S, Estrin Y, De Cooman B. Effect of the strain rate on the TRIP–TWIP transition in austenitic Fe-12 pct Mn-0.6 pct C TWIP steel. Metall Mater Trans A. 2014;45:717–30. https://doi.org/10.1007/s11661-013-2028-9.
Murr L, Meyers M, Niou C-S, Chen Y, Pappu S, Kennedy C. Shock-induced deformation twinning in tantalum. Acta Mater. 1997;45(1):157–75. https://doi.org/10.1016/S1359-6454(96)00145-0.
Armstrong R, Worthington P. Metallurgical effect at high strain rate. In: Rohde RW, Butcher BM, Holland JR, Karnes CH, editors. Dislocation dynamics. New York: Plenum Press; 2012.
Zerilli F, Armstrong R. Dislocation-mechanics-based constitutive relations for material dynamics calculations. J Appl Phys. 1987;61:1816–25. https://doi.org/10.1063/1.338024.
Vergnol J, Grilhe J. Relationship between extrinsic stacking faults and mechanical twinning in F.C.C. solid solutions with low stacking fault energy. J Phys France. 1984;45:1479–90. https://doi.org/10.1051/jphys:019840045090147900.
Jabłońska M, Kowalczyk K. Microstructural aspects of energy absorption of high manganese steels. Proc Manuf. 2019;27:91–7. https://doi.org/10.1016/j.promfg.2018.12.049.
Acknowledgements
Work carried out within the framework of the project UMO-2019/35/B/ST8/02184 ‘Effect of the heat generated during deformation at high strain rates on the structure and properties of high manganese steels with twinning as the dominant deformation mechanism’ was financed by The NCN.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no conflict of interest.
Ethical approval
This article does not contain any studies with human participants or animals performed by any of the authors.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Jabłońska, M.B. Effect of the conversion of the plastic deformation work to heat on the behaviour of TWIP steels: a review. Archiv.Civ.Mech.Eng 23, 135 (2023). https://doi.org/10.1007/s43452-023-00656-0
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s43452-023-00656-0