
Abstract
Experimental and modeling studies of the evolution of plate-like δ phase precipitates in Inconel 625 superalloy additively manufactured by the laser powder bed fusion process are performed. The maximum Feret diameter and the number of particles per unit area are used as parameters describing the size and distribution of the δ phase precipitates. On the basis of microstructural analysis and quantitative image analysis, the effect of time and temperature on the development of δ phase precipitates is determined. The distinct differences in the intensity of precipitation, growth, and coarsening of the δ phase precipitates during annealing at temperatures of 700 and 800 °C up to 2000 h are shown. The experimental results are compared with computational data obtained by thermodynamic modeling. Using the experimentally determined parameters of the δ phase precipitates in different variants of annealing, a fuzzy logic-based phase distribution model is designed. Since the quantity of available data was too small to train a model with the machine learning approach, expert knowledge is used to design the rules, while numerical data are used for its validation. Designed rules, as well as reasoning methodology are described. The proposed model is validated by comparing it with the experimental results. It can be used to predict the size and number density of the δ phase precipitates in the additively manufactured Inconel 625, subjected to long-term annealing at temperatures of 700–800 °C. Due to limited experimental data, the quality of assurance is not perfect, but warrants preliminary research.
Graphical abstract

Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Additive manufacturing (AM) methods are characterized by a very high rate of development and are increasingly being used to produce metal parts. In contrast to conventional methods, the great advantage of AM is the ability to produce complex shapes without the need for subtractive machining [1]. Therefore, AM is a convenient method for production parts from superalloys, which, due to their high-temperature strength and corrosion resistance, are applied widely, e.g., in aerospace, energy, and chemical industries [2]. Currently, the dominant AM method for obtaining superalloy parts is laser powder bed fusion (LPBF) because of its high production resolution and excellent quality [1]. One of the superalloys most often used for AM is Inconel 625 which combines high strength with oxidation resistance in a variety of environments—at both high and low service temperatures [3]. In recent years, the LPBF manufacturing of complex-shaped Inconel 625 parts has attracted considerable attention due to the ability of this superalloy to maintain its properties over a wide range of temperatures. Inconel 625, produced by LPBF, is distinguished by the complexity of the phenomena occurring during rapid cycles of heating, melting, solidification, and cooling, resulting in very fine grains and a cellular microstructure [4]. Segregation of Nb and Mo into intercellular areas leads to the formation of MC carbides and Laves phase precipitates [5]. After the LPBF process, Inconel 625 is routinely subjected to stress relief annealing at 870 °C for 1 h, or at 980 °C for 1 h, which is adopted from the conditions used for conventionally manufactured superalloys. Such treatment does not lead to pronounced changes in microstructure. However, the subsequent exposure of Inconel 625 LPBF at a temperature range of 600–800 °C results in precipitation of secondary phases γ″ [6], δ [7] M23C6 [8] and the Laves phase [9].
The kinetics of particle precipitation and growth during high-temperature exposure of Inconel 625 LPBF is complex and depends on AM processing conditions; this results in supersaturation of the γ solid solution and formation of the fine cellular structure associated with dense dislocation splits. The results of recent research on the evolution of secondary phases in Inconel 625 LPBF at high temperature show that in the temperature range from 550 to 750 °C, the precipitation of the intermetallic γ″ phase occurs, which is also present in its conventionally manufactured counterparts [8]. Additionally, secondary M23C6 carbides and Laves phase particles are gradually precipitated at grain boundaries in the temperature range from 550 to 900 °C. The presence of the γ″ phase is beneficial due to its contribution to precipitation hardening [10]. However, at exposure times longer than 100 h in the temperature range of 700–750 °C, as well as after annealing at higher temperature, the metastable γ″ phase disappears and instead the stable δ phase is formed. This is disadvantageous due to the detrimental effect of the δ phase on the ductility and fracture toughness of Inconel 625 [7].
The results of several studies indicate that Inconel 625, additively manufactured by LPBF, shows a tendency to shorten the time to precipitation of the δ phase compared to its wrought counterpart [11]. Lass et al. [7] observed the δ phase precipitates in the alloy manufactured by LPBF after only 1 h of annealing at 870 °C. It was confirmed that the δ phase is formed in Nb-enriched interdendritic areas [11]. On the other hand, in the wrought alloy, Suave et al. [10] observed a formation of the δ phase after 3–4 h of annealing at this temperature, indicating a difference in the δ phase precipitation kinetics. Stoudt et al. [11] evaluated the kinetics of the δ phase growth in Inconel 625 obtained by additive manufacturing methods and subjected to isothermal annealing in a temperature range from 650 to 1050 °C and durations from 0.25 to 168 h. They performed a thermodynamic simulation in equilibrium conditions of the δ phase growth using DICTRA modeling, which is an add-on module of the Thermo-Calc software simulation of diffusion-controlled phase transformations [12]. Stoudt et al. [11] showed that with the extension of the annealing time at 800 °C from 5 to 20 h, the calculated volume fraction of the δ phase gradually increases from 1.5 to 6.5%. However, there is limited knowledge about the evolution of the δ phase at high temperatures and longer exposure time.
The mechanical properties depend on the microstructure that forms during multiple annealing operations at high temperatures and different durations. It was generally recognized that the δ phase reduces the ductility [13], fracture toughness [14], and corrosion resistance [13] of wrought Inconel 625. On the other hand, Suave et al. [15] demonstrated the reinforcing effect of the δ phase after long-term thermal exposures at temperatures above 700 °C.
Furthermore, since additively manufactured parts exhibit a layered structure and therefore microstructure anisotropy, their strength depends on the orientation of the load direction to the build orientation [16]. Such behavior is mainly related to the directional arrangement and density of the interlayer, melt pool, and grain boundaries, which can act as crack initiation sites [17]. Moreover, in Inconel 625 LPBF, the mechanical properties depend on the density, size, and orientation of the δ phase precipitates [18]. Plate-like δ phase particles, oriented perpendicular to the loading direction, serve as void initiation points and increase the brittleness of the specimen. However, the low density of randomly oriented δ phase particles can impede void coalescence and thus impede crack growth, thus improving the creep performance of the superalloy [19]. Consequently, it is important to be able to predict and control the distribution of the δ phase in Inconel 625 LPBF during high-temperature exposure. This prediction must be based on the experimental quantification of the δ phase particles. Therefore, it is necessary to develop an appropriate method of particle analysis.
Due to the plate-like morphology of the δ phase, there are limitations in the correct determination of its volume fraction using the quantitative metallography method. This is especially because the δ phase precipitates according to the crystallographic orientation relationship with the γ phase matrix: {111}γ∥[010] δ and <1\(\overline{1 }\)0>γ ∥[100] δ [20]. Therefore, the orientation of the particles depends on the orientation of the grains and thus their arrangement in the 3D space, and, as a consequence, in 2D sections of the specimens prepared for microstructural investigation. Stoudt et al. [11] argue that, if the volume fraction of the δ phase is determined based on the Cavalieri–Hacquert principle as equal to the area fraction, we set an upper bounds and thus can greatly overestimate actual results. This method can only be correct if all precipitates are perpendicular to the surface of the specimen. Furthermore, the quantitative image analysis, including thresholding, is difficult due to the background content, noise, incorrect contrast, or particle overlap. Therefore, different parameters should be used for quantification of the particles’ size and distribution in terms of modeling.
2 Numerical modeling of the evolution of precipitates: approaches and application to δ phase evolution in Inconel 625 LPBF
Numerical modeling may support material scientists if physical experiments are difficult, expensive, time-consuming or difficult to be interpreted. To design numerical models, at least one of two sources of knowledge is necessary: experimental results in some limited points or understanding of physical/chemical phenomena governing processes taking place during a material’s processing. Unfortunately, application of numerical models to modern alloys or not well-known processes has some important limitations. Models based on mathematical description suffers from a lack of knowledge of important details, differentiating modern alloys/process from well-known ones. That is the case if additively manufactured Inconel 625 is a target of the research. The behavior of alloys obtained by the LPBF method differs significantly from the behavior of the same alloys processed with traditional techniques [21].
The phase-field (PF) method is considered an accurate numerical tool for simulating microstructure evolution due to its reliance on thermodynamics and physically defined parameters. AM processes have been the subject of many PF simulations over the last few years. The most common application of the PF approach is modeling phenomena where material behaviors in coarse and fine scales are closely coupled. One of the examples is coupling the microscopic fracture mechanisms with a macroscopic stress distribution [22].
Microstructure evolution models mainly deal with two-dimension simulations. Among others, Lu et al. [23] developed a PF model for PBF AM simulations and analyzed the effects of process parameters on the melt pool and grain morphology. Liu et al. [24] developed a temperature-dependent PF model for grain growth during multilayer single-track scanning processes. Furthermore, Liu et al. [25] extended this model to 3D, additionally coupling the nucleation model to study the columnar-equiaxed transition mechanism during a single-track manufacturing process.
Fleck et al. [26] presented a PF model of precipitation growth in an Ni-base alloy. The model describes 1D growth of a single precipitation. The coefficients necessary to formulate the PF equations, namely the equilibrium concentrations of the phases, the Gibbs free energies of the phases, the diffusion potential of the species, the thermodynamic factor matrix of the γ phase, and the diffusion matrix of the γ-phase were obtained with Thermo-Calc software [12]. Holzinger et al. [27] developed a phase-field modeling of the γ′ phase precipitating in a nickel-based superalloy. The model shows the evolution of the shape of the single precipitation toward its equilibrium state. Chen et al. [28] presented a PF-based model of Laves phase evolution during solidification and homogenization of LPBF Inconel 718. The most important limitation of the PF models is constraining their size to relatively small spatial regions, consisting of several dozen microscopic entities. While this limitation might be accepted in many applications (like in single-crack modeling [22]), modeling only a single, or a relatively small set of precipitations of a single phase does not allow one to predict the microstructural parameters of larger samples.
Since the most common approaches fail, the authors decided to investigate the capabilities of other modeling methods. One of the possible solutions is fuzzy rule-based systems (FRBS). This approach is typically used as a decision support system, both in the form of regression tasks [29] and classification tasks [30]. FRBS is one of the artificial intelligence methods; however, contrary to most machine learning (ML) approaches, the emphasis is put on transparency and interpretability. Most FRBS models are based on numerous observations (data-driven approach). It is generally accepted that it offers better effectiveness than expert-based data acquisition [31]. However, the requirements of collecting at least a statistically significant number of samples might be an obstacle. In some cases, the lack of the appropriate number of observations can be compensated by simulation methods. This approach can be illustrated with reinforcement learning from games of self-play [32] or metamodeling [33]. Macioł and Macioł [34] introduced a modification of the FRBS approach, suitable in situations when the number of available measurements is extremally limited. The proposed solution is based on fuzzy rules defined by experts, rather than generated by ML techniques. Acquiring knowledge by experts has been commonly used in “crisp”, classical expert systems. Applying this approach to FRBS has shown a significant increase in the effectiveness of this method in relation to classical reasoning systems [35].
LPBF manufacturing of complex-shaped Inconel 625 parts is attracting considerable attention due to its ability to maintain its properties during long-term operation at high temperatures. Therefore, the important research issue is to determine the microstructural changes taking place under these conditions. The critical review of the current literature has shown that the evolution of the δ phase precipitates at high temperature is of significant importance due to their influence on the mechanical properties. However, knowledge on the changes of the δ phase precipitates during long-time exposure at high temperature is so far limited.
Therefore, the aim of this study is the qualitative and quantitative microstructural analysis of the δ phase particles in Inconel 625 LPBF subjected to high-temperature annealing and application of experimental results to develop a model that predicts the mean size and number density of the δ phase particles at different temperatures and times of isothermal annealing. To achieve the intended goal, we perform heat treatment of Inconel 625 LPBF samples, and then microstructural analysis and modeling ( Fig. 1).

The scheme of the concept of experimental research and modeling
In the first part of the study, we perform a characterization of the microstructure of high-temperature-annealed Inconel 625 LPBF. The objective of this part of the work is to present a new approach to reliable quantitative analysis of plate-like particles of the δ phase. We use the maximum Feret diameter (Fmax) as a parameter that describes the particle size, as well as the number of particles per unit area NA as a parameter characterizing the distribution of particles in the specimen’s cross section. We show the results of quantitative microstructural analysis of the δ phase particles in the Inconel 625 LPBF specimens subjected to stress relief annealing at 980 °C for 1 h, followed by annealing at a temperature of 700 and 800 °C for up to 2000 h. In addition to the microstructural analysis, we perform thermodynamical modeling of the equilibrium phase stability of Inconel 625.
In the second part of the study, the microstructural parameters Fmax and NA are used to develop a numerical model of particle evolution. For this purpose, we propose an application of FRBS to build a numerical model of a the δ phase evolution when only very limited measurements are available. Simultaneously, it is expected that FRBS models should be much less computationally demanding than PF- and CALPHAD-based approaches. The advantages and disadvantages of modeling methods are summarized in Table 1.
3 Materials and methods
Inconel 625 samples additively manufactured using the LPBF method were delivered by Bibus Menos Sp. Z o. o. (Poland). The process was carried out with the EOS M290 (EOS GmbH, Germany) using the parameters recommended by the machine manufacturer to ensure good quality and low porosity of additively manufactured parts. The chemical composition of Inconel 625 LPBF was as follows (wt%): Ni (bal.), 22.38 Cr, 8.25 Mo, 3.66 Nb, 2.53 Fe, 0.19 Si, 0.19 W, 0.13 Ti, 0.09 Mn, 0.06 Co, 0.02 Al, 0.009 C. The laser scan strategy was linear and continuous, and involved the rotation of the laser path direction by 67° relative to the previous layers. The specimens were in a cuboidal shape of 15 × 15 × 15 mm in size (Fig. 2a). Post-build annealing was carried out at a temperature of 980 °C for 1 h, followed by cooling in an argon atmosphere. Subsequently, the specimens were isothermally annealed at a temperature of 700 °C for 100, 500, 1000, and 2000 h, as well as 800 °C for 5, 100, 500, 1000, and 2000 h (Fig. 2b). The annealing temperature and duration were chosen based on the literature data and the preliminary analysis of the Inconel 625 LPBF microstructure, showing the existence of the δ phase after annealing at a minimum 100 h at 700 °C and 5 h at 800 °C. Moreover, to our knowledge, no reports are yet available on the evolution of the δ phase during long-term annealing of Inconel 625 LPBF up to 2000 h.

a View of the Inconel 625 LPBF sample and b diagram illustrating the annealing conditions
Specimens for microstructural analysis were cut parallel to the build direction, mounted in resin, ground with the use of SiC grit paper (P400–P2000), polished with OP-U Non-Dry (Struers, Denmark) and a distilled water mixture, and then electrolytically etched at 1.5 V for 6 s using a nitric acid (HNO3) solution.
A microstructural investigation was carried out by means of scanning electron microscope (SEM) Inspect S50 (FEI, USA). The microscopic images were acquired at accelerating voltage equal to 10 kV by using a secondary electron (SE) detector.
Analysis of the particles observed in the SEM images of the polished sections was performed using the ImageJ/FIJI program (NIH and LOCI, University of Wisconsin [36]). The aim of the image processing was to obtain from the original raw image a binary image containing the contours of single particles [37]. The procedure of preparing images consisted of enhancing the contrast, subtracting the background using image denoising methods (median or non-local mean plugin [38]), manual thresholding of particles, and binarization. For each specimen, three random images were selected and not less than 1000 particles were analyzed. Using the binary images, the maximum (Fmax) and minimum (Fmin) Feret diameter of individual particles were measured and subsequently the mean Fmax diameter with the standard deviation (SD) was determined. Additionally, to describe the shape of particles, their mean aspect ratio (AR) was determined using Eq. (1) given in [37]:
The number density of the particles in the unit area NA was calculated according to Eq. (2):
where N is the number of particles, and A is the total analyzed area.
The equilibrium phase stability of Inconel 625 was calculated using FactSageTM 7.2 in combination with the SGTE 2017 database (GTT-Technologies, Germany). Calculations were carried out in a temperature range from 500 to 1000 °C using a temperature step of 10 °C. Additionally, the relative quantities of equilibrium phases that may exist at 700 and 800 °C were calculated for the measured composition of the alloy.
For numerical modeling of the δ phase evolution, the FRBS approach was applied. FRBSs are similar in their algorithm to classical rule-based systems. The knowledge base consists of a set of given examples in the form of Horn clauses, which may be represented as IF… THEN rules:
\({\text{IF}}\,A_{i} \,{\text{AND}} \ldots {\text{AND}}\,A_{n} \,{\text{THEN}}\,B_{j} \,{\text{AND}} \ldots {\text{AND}}\,B_{m} ,\) (3)
where Ai and Bj are the atoms in the selected logic (prepositions, predicates, or other terms). In the case of “crp” reasoning, in expert systems the atoms are most often in the form of:
where ◦ is a logical connective (= , < , > , in, between and others) between a given value and an element of its domain. This method might be sufficient for classification problems, especially if the ranges of the preconditions’ values can be expressed with the lists of enumerated values (dictionaries) or can be simply described as ranges with crisp boundaries. If preconditions are expressed as continuous numbers, and unambiguous assigning of values to predefined ranges is difficult or impossible, expressing them with fuzzy numbers is one of the possible solutions. Classical reasoning methods cannot be directly applied to a problem defined with fuzzy numbers. Mamdani and Assilian proposed the first efficient procedure dealing with reasoning based on fuzzy numbers [39]. Unfortunately, the expressiveness of the Mamdani method and the methods of knowledge acquisition associated with it are not sufficient to solve complex problems, especially since the increase in the number of rules may lead to high computational requirements. An approach more suitable for a regression task was proposed in [40]:
\(R:{\text{IF}}\left( {f\left( {x_{1} \,{\text{is}}\,A_{1} ,...,x_{k} \,{\text{is}}\,A_{k} } \right)} \right)\,\,\,\,{\text{then}}\,y = g\left( {x_{1} ,...,x_{k} } \right),\) (5)
where y is a variable of the consequence whose value is inferred, x1–xk are variables of the premises that appear also in the part of the consequence, A1–Ak are the fuzzy sets with linear membership functions representing a fuzzy subspace in which the implication R can be applied for reasoning, f is the logical functions connecting prepositions in the premise, and g is a function that implies the value of y when x1–xk satisfies the premise.
The knowledge base consists of a finite number of rules. Premises are linguistic variables, each described with a membership function. If the model is queried for an output value, all rules with a non-zero membership function with given input parameters are taken into consideration, proportional to the membership. This mechanism allows the model to provide a continuous output. A key problem in terms of the knowledge-based approach is solving two problems: identifying the membership functions of the variables composing the premises and the consequent problem of identifying the parameters. A detailed description of the method can be found in Ref. [41].
As introduced above, the key difference between most of the approaches based on machine learning and those which are FRBS based is the consideration of domain experts in the former. In our case, the designed rules depend on two variables: time and temperature. The chemical composition, the initial material state, and other conditions are constant, so they were not considered as model parameters. Two values of the linguistic variables are introduced for temperature and five for time. “Characteristic points” (left, center, and right points of the fuzzy triangle value) of temperature and time variables were chosen based on the measurements (Table 2). Each measurement is represented by a linguistic value, with the center point equal to the represented value (700 °C—temperature low, 800 °C—temperature high, 5 h—time very low, etc.), excluding those bounded to the time of 500 h. This point is chosen to validate the model. In this case, an FRBS model was developed, and then a quantitative microstructural analysis for the additional characteristic points was performed to compare the obtained data. Hence, the input data to the model consist of two linguistic variables (representing temperature and time), with, respectively, two and five linguistic values (states), representing measurement points.
The second stage of model development was to define the linguistic consequences and their numerical values. The model is capable of predicting Fmax diameter (Table 3) and NA (Table 4). Both are described with linguistic variables, named, respectively, FE and NA. These variables are “crisp”, so a single linguistic value is represented not with a triangle fuzzy number but a single numerical value. Both linguistic variables, representing FE and NA, take one of the five linguistic values. The names of the linguistic values and corresponding numerical values are shown in Table 3 (FE, the Fmax diameter) and Table 4 (NA, the number density of the particles in the unit area). On the one hand, these variables are relatively easy to determine from the images. On the other hand, having two outputs that share linguistic variables improves the generalization ability.
The last stage is defining rules. The rules designed for the discussed case are shown in Fig. 3. As was discussed above, each rule represents a particular consequence (expressed with a valuation of the particular linguistic variable) of a particular system state (expressed with the logical conjunction of the particular values of the linguistic variables). A detailed description of the reasoning algorithm might be found in Ref. [42].

4 Results
4.1 Microstructural investigation
The SEM images in Fig. 4a–c show the microstructure of Inconel 625 LPBF annealed at 700 °C for 100, 1000, and 2000 h. Inside the grains, numerous δ phase precipitates with a plate-like morphology are present. Additionally, precipitates of the Laves phase and carbides with a globular and irregular morphology are located on the grain boundaries. Based on SEM investigation, a quantitative analysis of the δ phase was performed. Histograms showing the Fmax diameter distribution of the δ phase precipitates after annealing at 700 °C for 100, 1000, and 2000 h are given in Fig. 4e–f. For all variants of annealing, the histograms are unimodal and asymmetric, and the highest frequency of the particles have an Fmax diameter in the range from 0.4 to 0.6 µm. The results of quantitative analysis of the δ phase particles after annealing at 700 °C are given in Table 5.

Inconel 625 LPBF microstructure observed in SEM SE mode after annealing at 700 °C for a 100 h, b 1000 h, and c 2000 h, as well as d–f the corresponding histograms of the Fmax distribution of the δ phase particles
After 100 h of annealing at 700 °C, the δ phase particles were densely precipitated and the NA was 4.67 µm−2. Their elongated shape was characterized by mean AR equal to 7.14, and the mean Fmax diameter was 0.60 ± 0.27 µm (Fig. 5).

The mean Fmax with standard deviation (SD) bars as well as the NA of the δ phase precipitates after annealing at a temperature of 700 and 800 °C for different time periods
Prolonging the annealing time at 700 °C to 1000 h resulted in a further increase in the mean Fmax diameter of the δ phase precipitates; however, their NA clearly decreased. The mean AR was 8.46 and increased compared to the specimen annealed at 700 °C for 100 h. After 2000 h of annealing at 700 °C, the mean Fmax diameter of the precipitates of the δ phase was equal to 0.86 ± 0.43 µm; however, its mean AR decreased as the particles increased in width. The NA of the precipitates also increased, and, after 2000 h, the highest value was obtained among the samples annealed at a temperature of 700 °C.
SEM images of the Inconel 625 LPBF microstructure after annealing at a temperature of 800 °C for 5, 100, 1000, and 2000 h are shown in Fig. 6a–d. The plate-like δ phase precipitates are located inside the grains, and globular and irregular particles at the grain boundaries. The results of the quantitative analysis of the δ phase precipitates after annealing at 800 °C are presented in Table 6.

Inconel 625 LPBF microstructure observed after annealing at 800 °C for a 5 h, b 100 h, c 1000 h, and d 2000 h, as well as e–h the corresponding distributions of the Fmax of the δ phase particles
After annealing for 5 h, the mean Fmax diameter of the δ phase precipitates was 0.69 ± 0.28 µm (Fig. 5). In this specimen, the precipitates were the least elongated among all the annealing variants at this temperature, as evidenced by the shape factor mean AR equal to 6.57. The NA of the δ phase particles was small and equal to 0.43 µm−2.
With prolongation of the annealing time at 800 °C to 100 h, the mean Fmax diameter increased to 1.18 ± 0.72 µm. Moreover, the NA of the particles also increased. The precipitates of the δ phase grew by elongation. Compared to the annealing at 700 °C for 100 h, it can be seen that at 800 °C the mean Fmax diameter was much larger with a similar mean AR. Meanwhile, the NA was four times lower than at 700 °C.
Analysis of the δ phase precipitates after annealing for 1000 h revealed that the mean Fmax diameter was equal to 1.05 ± 0.64 µm and their NA was 1.04 µm−2. Noticeable growth of the mean AR is shown, which is almost twice as high as after annealing for 100 h. This means that the particles grew by the plate elongation. Comparing the results for the same annealing durations at temperature of 700 and 800 °C, it can be seen that at a temperature of 800 °C, the δ phase precipitates are significantly longer and their NA is several times smaller.
After annealing at 800 °C for 2000 h, the precipitates of the δ phase elongated further pronouncedly, and the mean Fmax diameter was equal to 6.33 ± 5.11 µm. Meanwhile, the NA dropped drastically and reached 0.06 µm−2, the mean AR was equal to 16.94.
The obtained results show significant differences in the evolution of the δ phase during annealing at a temperature of 700 and 800 °C.
Histograms of the Fmax diameter distributions of the δ phase precipitates after different times of annealing at 800 °C are presented in Fig. 6e–h. The distributions are asymmetric. After annealing for 5 h, the highest frequency of particles had an Fmax diameter in the range from 0.8 to 1.0 µm, while after 100 and 1000 h with a size range from 0.6 to 0.8 µm.
With prolongation of the annealing time up to 1000 h, the frequency of the smallest and largest particles decreased, causing the precipitates to become similar in length, however, thicker. An exceptionally different distribution of the Fmax diameter was achieved in the specimen annealed for 2000 h, in which the longest particles reached even 30.93 µm. Therefore, the wider class range with the width of 4 µm was used to illustrate the Fmax distribution in this specimen (Fig. 6h). The distinct growth of the δ phase particles resulted in a reduction in the number of particles with an Fmax diameter up to 6 µm (shown in Fig. 6h in the insert), which were dominant after shorter annealing durations.
4.2 Results of thermodynamic modeling
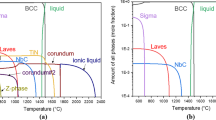
Figure 7 shows the calculated relative amounts of the equilibrium phases as a function of temperature for the experimentally determined chemical composition of Inconel 625 LPBF.

Calculated relative amounts of equilibrium phases in Inconel 625 LPBF as a function of temperature in the range of 500–1000 °C
The determined amounts of phases are hypothetical for the alloy with the given chemical composition under equilibrium conditions, so they are useful for the prediction of possible phases that can be present after long-term annealing at the temperatures used in this study. The equilibrium phases that occur at a temperature of 700 and 800 °C, with the calculated relative amounts, are given in Table 7. The notation of the phases used in the SGTE 2017 database is given in brackets. As the amount of M23C6 carbide is less than 0.5%, it is not visible on the scale of Fig. 7.
According to the thermodynamic calculation, at a temperature of 700 and 800 °C, the possible precipitated phases are the P phase (topologically close-packed phase, TCP, nominal composition Cr18Mo42Ni40), δ phase, and M23C6 carbides. The thermodynamic model for equilibrium conditions predicts a decrease in the relative amount of δ phase after annealing at 800 °C compared to 700 °C.
4.3 Numerical modeling
The FRBS model, described in Sect. 2, was used to calculate the parameters of the δ phase area with varying annealing times and temperatures. The overall results for the Fmax diameter and NA are shown in Figs. 8, 9, 10 and 11. The surface in Figs. 8 and 10 represents the continuous response of the model, while red dots are the measured data points. As was described in Sect. 2, the continuous output may be achieved thanks to the linear combination of the conclusions of all rules, whose prepositions have a non-zero membership function for the given input parameters. A more detailed comparison for temperatures of 700 and 800 °C is shown in Figs. 9 and 11. As described above, there are no rules associated with the specific data point corresponding to the annealing time of 500 h. Hence, the model’s output for annealing times between 250 and 1000 h is a superposition of neighboring rules.
4.4 Validation of the FRBS model
To validate the FRBS model, a quantitative analysis of the microstructure of Inconel 625 LPBF annealed at 700 and 800 °C for 500 h was performed. SEM images and the corresponding Fmax diameter distributions are shown in Fig. 12a–d. For both annealing variants, the histograms are unimodal and asymmetric, and the highest frequency of particles is observed for the Fmax diameter range of 0.4–0.6 µm.
The results of the quantitative analysis of the δ phase after annealing at 700 °C for 500 h and 800 °C for 500 h are given in Table 8. After annealing at a temperature of 700 °C for 500 h, the mean Fmax diameter of the δ phase precipitates was equal to 0.74 ± 0.39 µm, and the mean shape factor AR was equal to 9.19. The NA of the δ phase precipitates was similar to that after 100 h of annealing at 700 °C. Meanwhile, after 500 h of annealing at a temperature of 800 °C, the mean Fmax diameter was equal to 1.06 ± 0.60 µm and the δ phase precipitates did not significantly elongate, however, rather thickened, as reflected in the mean AR equal to 6.99. Noticeable differences are shown by the NA, which decreased and was 1.43 µm−2, compared to the specimen annealed at 700 °C.
Comparing the values of the mean Fmax and NA obtained experimentally and determined by FRBS modeling, it can be seen that the values predicted by the model are substantially underestimated for the data points 700 °C/500 h/mean Fmax and 800 °C/500 h/NA; for the data point 700 °C/500 h/NA, the value is overestimated, while for the point 700 °C/500 h/the mean Fmax shows good compliance.
5 Discussion
Our study indicates that there are significant limitations in the correct estimation of δ phase size and fraction in Inconel 625 LPBF. The plate-like particles are cut at different angles by the polished section. Due to the precipitate/matrix crystallographic orientation relationship, the observed shape and area of the δ phase particles are strongly dependent on the grain orientation. The literature on quantitative analysis of δ phase in Inconel 625 LPBF is fragmentary or absent. Analysis of microscopic images is very difficult because of the problems in thresholding the particles from the background, the large number of particles present in the images, and their mutual overlapping. Furthermore, in addition to plate-like precipitates, the precipitates of secondary carbides and Laves phase with irregular, globular, or spherical morphology are present, and their automatic thresholding is extremely difficult.
An innovative approach to this work is the use of the Fmax diameter as a parameter to estimate the length of the plate-like δ phase particles, and the number density of particles in the unit area NA, characterizing the distribution of particles in 2D space of the polished section of the specimen. Moreover, the shape coefficient AR of the particles was determined.
To develop models of the evolution of δ phase precipitates, Fmax and NA were used as parameters that can be measured with the highest accuracy and certainty.
The evolution of the δ phase during high-temperature annealing of Inconel 625 LPBF consists of three basic steps: nucleation, growth, and coarsening. The precipitation kinetics differ significantly at a temperature of 700 and 800 °C.
At 700 °C, the δ phase nucleation began before 100 h and, in the specimen annealed for 100 h, they are already grown and densely distributed within the grains. With an increase in temperature to 800 °C, nucleation started at a time earlier than 5 h. In the specimen annealed for 5 h, the δ phase particles were located preferentially in the vicinity of the grain boundaries and, in smaller numbers, sparsely distributed inside grains. As compared with the conventional Inconel 625 [10] in the LPBF manufactured samples, the δ phase particles precipitate at a similar temperature range, but after a shorter exposure time [21]. This result is in good agreement with the study of Stoudt et al. [11]. They showed that the δ phase precipitates occur in additively manufactured Inconel 625 at a temperature of 700 °C after 20 h and 800 °C after 1 h of annealing. Meanwhile, in wrought Inconel 625 with similar nominal composition, δ phase nucleates at 700 °C after 200 h and at 800 °C after 20 h [11]. The observed time shift of the δ phase precipitation is related to the refinement of the microstructure and segregation to intercellular areas in the as-built Inconel 625 LPBF, and thus easier nucleation of Nb-rich phases [5].
After 100, 1000, and 2000 h of annealing, the NA values are significantly higher at 700 °C than at 800 °C, respectively. This shows that the intensity of the δ phase precipitation at 700 °C is higher and decreases with increasing temperature. The NA values do not change monotonically with increasing annealing time at a given temperature, showing the complicated evolution of the δ phase precipitates. Most possibly, this is related to the effects of coalescence and precipitation that occur simultaneously.
In specimens annealed at 700 °C with extension of exposure from 100 to 500 h, the mean Fmax and NA do not change significantly. However, the Fmax range widens toward higher values, as well as the AR increasing, which proves the growth of the δ phase particles. After longer exposure for 1000 and 2000 h, the mean Fmax is higher than after 500 h, but the largest value in the Fmax range, as well as the mean AR values are lower. It indicates that a transition from particle growth to coarsening took place. The larger δ particles coarsen and become rather wider than elongated. The smaller particles become dissolute. These results are in line with those obtained by Suave et al. [43] for conventional Inconel 625 annealed in the temperature range of 550–900 °C up to 2000 h. They found that the δ phase precipitates tended to increase at 750 °C with increasing annealing time.
A similar character of the growth and coarsening of the δ phase precipitates in specimens annealed at 800 °C was found. The highest increase in mean Fmax between the tested annealing variants occurred during annealing at 800 °C for 1000 and 2000 h. Stoudt et al. [11] postulated that the growth of the δ phase precipitates depends on local variations in chemical composition and the magnitude of residual stress. The dissolution of the smaller δ phase particles after prolonged annealing at 800 °C, evidenced by the decrease in NA, results in an increase of the Nb concentration in the γ matrix, thus allowing an enhanced rate of coarsening.
In addition to the microstructural investigation, we also performed thermodynamical modeling, calculating relative amounts of equilibrium phases as a function of temperature. Our results show that the thermodynamically predicted phase composition is slightly different from those determined experimentally, since there is no experimental evidence of P phase presence in the high-temperature-annealed Inconel 625 LPBF. However, the obtained result gives valuable information about decreases in the equilibrium amount of the δ phase with an increase in temperature. This is in good agreement with the results of the quantitative microstructural analysis, which indicates that after exposure for 500, 1000, and 2000 h, the NA of the δ phase is lower at 700 °C than at 800 °C. This means that at a higher temperature, the equilibrium amount of the δ phase is lower, and thus the partial dissolution of the δ phase precipitates occurs.
The results of the Fmax diameter and NA, shown in Figs. 8, 9, 10 and 11, confirm that it is possible to build a numerical model of these variables with an FRBS; however, the limited set of experimental data have not been sufficient to design fully functional models. It can be observed that the predicted values are relatively close to the measured values within a range well covered with the experimental data. Unfortunately, the predictions for the validation points are mostly far from the measured ones (only the Fmax diameter at a temperature of 800 °C is properly predicted). The second issue is that the rules were designed only with a given set of measured values, i.e., they do not express physical relations. Therefore, they have no ability to extrapolate (Fig. 12).

FRBS model of the Fmax diameter of δ phase precipitates in Inconel 625 LPBF after annealing at 700 and 800 °C

Specified 2D FRBS model of the Fmax diameter of δ phase precipitates in Inconel 625 LPBF after annealing at 700 and 800 °C

FRBS model of the NA of δ phase precipitates in Inconel 625 LPBF after annealing at 700 and 800 °C

Specified 2D FRBS model of the NA of δ phase precipitates in Inconel 625 LPBF after annealing at 700 and 800 °C

Inconel 625 LPBF microstructure observed after annealing at a 700 °C for 500 h and b 800 °C for 500 h, as well as c, d corresponding distributions of the Fmax of the δ phase particles
The results cannot be compared with other computational models. While several works present numerical modeling of precipitation during heat treatment of Ni-based alloys [44], the chemical compositions and/or process parameters are different. Moreover, no experimental results presented in the available literature could be used to validate these particular values. However, it should be noticed that the aim of the proposed modeling approach is different from that of PF and atomic computations. All numerical models based on a deep understanding and quantitative description of physical processes require significant efforts and large computational time. If the stochastic character of the process is to be included, such costly computations should be repeated many times. Current knowledge and modeling tools still require the fitting of some parameters, usually based on an “educated guess”. Therefore, as a final result, after paying high costs for the design of the model, a researcher obtains a model that is only partially based on physical relations. The usability of ML models is significantly constrained by the lack of a sufficient number of measurements. The goal of the proposed model is to obtain a better balance as regards the efforts-to-result ratio. The FRBS model is still partially based on material knowledge obtained from experiments. Contrary to PF models, the fitted or “guessed” parameters are not expressed as equation parameters, but rather as membership functions of a particular rule. Moreover, the rule itself usually corresponds to a particular measurement. Therefore, the discretionary nature of the model is explicitly expressed. Simultaneously, the computational requirements are much lower. Of course, FRBS models have their own limitations—that is, they are not able to provide even illustrative microstructures. The expected accuracy of prediction is also lower (at least if a number of rules is restricted). As was described above, FRBS models are able to include results from different sources. Hence, new results might be used for further tweaking of the model. At this moment, the data used for validation might be used to improve the model, but would forbid its validation. In our opinion, the further fitting of the model’s parameters should be postponed until new data becomes available. An important feature of the proposed model is the possibility of integrating heterogeneous knowledge. For example, if the new CALPHAD model for some specific boundary conditions is available, its predictions might be added in the form of a set of rules, coexisting with the empirical-based rules.
To summarize the pros and cons of the proposed modeling approach, in the authors’ opinion FRBS is not a replacement for PF, atomistic or CALPHAD models, as long as such models require a significant parameters’ fitting, FRBS models should be considered as an alternative, mainly due to their much lower computational requirements, ease of modification, and direct connection between model parts (rules) and experimental results.
6 Summary and conclusions
In this study, we presented the results of a quantitative microstructural analysis and modeling of the δ phase plate-like precipitates of Inconel 625 superalloys additively manufactured by the LPBF process. The following conclusions may be drawn from this study:
-
The concept of the use of the Fmax diameter and NA for the quantification of plate-like δ phase precipitates enabled an examination of the changes in their size and distribution that occur during annealing at 700 and 800 °C, along with the increase of time. Increases in the annealing temperature results in a shortening of the incubation period for δ phase precipitation. The values of Fmax mean and NA are almost independent of to the annealing time at 700 °C for up to 2000 h and 800 °C for up to 1000 h. The pronounced increase in the Fmax mean and decrease in NA occurs after 2000 h of annealing at 800 °C, indicating that under such conditions the coarsening rate gradually increases due to the enhanced dissolution of finer particles and the growth of larger ones.
-
The FRBS model is developed to predict the size and distribution of plate-like δ phase particles over a total temperature range from 700 to 800 °C with annealing times from 5 to 2000 h. The quality of the prediction is not perfect, but, considering the very limited number of experimental data, it is satisfactory.
References
DebRoy T, Wei HL, Zuback JS, Mukherjee T, Elmer JW, Milewski JO, Beese AM, Wilson-Heid A, De A, Zhang W. Additive manufacturing of metallic components—process, structure and properties. Prog Mater Sci. 2018;92:112–224. https://doi.org/10.1016/j.pmatsci.2017.10.001.
Yap CY, Chua CK, Dong ZL, Liu ZH, Zhang DQ, Loh LE, Sing SL. Review of selective laser melting: materials and applications. Appl Phys Rev. 2015;2:1–22. https://doi.org/10.1063/1.4935926.
Shoemaker LE. Alloys 625 and 725: trends in properties and applications. In: Proceedings of international symposium superalloys various derivatives. 2005. pp. 409–18. https://doi.org/10.7449/2005/superalloys_2005_409_418.
Marchese G, Garmendia Colera X, Calignano F, Lorusso M, Biamino S, Minetola P, Manfredi D. Characterization and comparison of Inconel 625 processed by selective laser melting and laser metal deposition. Adv Eng Mater. 2017;19:1–9. https://doi.org/10.1002/adem.201600635.
Staroń S, Dubiel B, Gola K, Kalemba-Rec I, Gajewska M, Pasiowiec H, Wróbel R, Leinenbach C. Quantitative microstructural characterization of precipitates and oxide inclusions in Inconel 625 superalloy additively manufactured by L-PBF method. Metall Mater Trans A Phys Metall Mater Sci. 2022;53:2459–79. https://doi.org/10.1007/s11661-022-06679-1.
Gola K, Dubiel B, Kalemba-Rec I. Microstructural changes in Inconel 625 alloy fabricated by laser-based powder bed fusion process and subjected to high-temperature annealing. J Mater Eng Perform. 2020;29:1528–34. https://doi.org/10.1007/s11665-020-04605-3.
Lass EA, Stoudt MR, Williams ME, Katz MB, Levine LE, Phan TQ, Gnaeupel-Herold TH, Ng DS. Formation of the Ni3Nb δ-phase in stress-relieved Inconel 625 produced via laser powder-bed fusion additive manufacturing. Metall Mater Trans A Phys Metall Mater Sci. 2017;48:5547–58. https://doi.org/10.1007/s11661-017-4304-6.
Nguejio J, Szmytka F, Hallais S, Tanguy A, Nardone S, Godino Martinez M. Comparison of microstructure features and mechanical properties for additive manufactured and wrought nickel alloys 625. Mater Sci Eng A. 2019;764:1–37. https://doi.org/10.1016/j.msea.2019.138214.
Liu X, Fan J, Zhang P, Xie J, Chen F, Liu D, Yuan R, Tang B, Kou H, Li J. Temperature dependence of deformation behavior, microstructure evolution and fracture mechanism of Inconel 625 superalloy. J Alloys Compd. 2021;869:1–12. https://doi.org/10.1016/j.jallcom.2021.159342.
Suave LM, Bertheau D, Cormier J, Villechaise P, Soula A, Hervier Z, Hamon F, Laigo J. Impact of thermomechanical aging on alloy 625 high temperature mechanical properties. In: 8th international symposium superalloy 718 derivative. 2014. pp. 317–31. https://doi.org/10.1002/9781119016854.ch26.
Stoudt MR, Lass EA, Ng DS, Williams ME, Zhang F, Campbell CE, Lindwall G, Levine LE. The influence of annealing temperature and time on the formation of δ-phase in additively-manufactured Inconel 625. Metall Mater Trans A Phys Metall Mater Sci. 2018;49:3028–37. https://doi.org/10.1007/s11661-018-4643-y.
Andersson JO, Helander T, Höglund L, Shi P, Sundman B. Thermo-Calc & DICTRA, computational tools for materials science, Calphad Comput. Coupl Phase Diagr Thermochem. 2002;26:273–312. https://doi.org/10.1016/S0364-5916(02)00037-8.
Cortial F, Corrieu JM, Vernot-Loier C. Influence of heat treatments on microstructure, mechanical properties, and corrosion resistance of weld alloy 625. Metall Mater Trans A. 1995;26A:1273–86. https://doi.org/10.1088/2053-1591/abb858.
Mittra J, Banerjee S, Tewari R, Dey GK. Fracture behavior of Alloy 625 with different precipitate microstructures. Mater Sci Eng A. 2013;574:86–93. https://doi.org/10.1016/j.msea.2013.03.021.
Suave LM, Bertheau D, Cormier J, Villechaise P, Soula A, Hervier Z, Laigo J. Impact of microstructural evolutions during thermal aging of Alloy 625 on its monotonic mechanical properties. MATEC Web Conf. 2014;14:1–6. https://doi.org/10.1051/matecconf/20141421001.
Zhang Z, Yavas D, Liu Q, Wu D. Effect of build orientation and raster pattern on the fracture behavior of carbon fiber reinforced polymer composites fabricated by additive manufacturing. Addit Manuf. 2021;47:1–9. https://doi.org/10.1016/j.addma.2021.102204.
Yadroitsev I, Thivillon L, Bertrand P, Smurov I. Strategy of manufacturing components with designed internal structure by selective laser melting of metallic powder. Appl Surf Sci. 2007;254:980–3. https://doi.org/10.1016/j.apsusc.2007.08.046.
Yan X, Gao S, Chang C, Huang J, Khanlari K, Dong D, Ma W, Fenineche N, Liao H, Liu M. Effect of building directions on the surface roughness, microstructure, and tribological properties of selective laser melted Inconel 625. J Mater Process Technol. 2021;288:1–11. https://doi.org/10.1016/j.jmatprotec.2020.116878.
Sanchez S, Gaspard G, Hyde CJ, Ashcroft IA, Ravi GA, Clare AT. The creep behaviour of nickel alloy 718 manufactured by laser powder bed fusion. Mater Des. 2021;204:1–17. https://doi.org/10.1016/j.matdes.2021.109647.
Sundararaman M, Mukhopadhyay P, Banerjee S. Precipitation of the δ-Ni3Nb phase in two nickel base superalloys. Metall Trans A. 1988;19:453–65. https://doi.org/10.1007/BF02649259.
Lindwall G, Campbell CE, Lass EA, Zhang F, Stoudt MR, Allen AJ, Levine LE. Simulation of TTT curves for additively manufactured Inconel 625. Metall Mater Trans A Phys Metall Mater Sci. 2019;50:457–67. https://doi.org/10.1007/s11661-018-4959-7.
Khosravani MR, Rezaei S, Faroughi S, Reinicke T. Experimental and numerical investigations of the fracture in 3D-printed open-hole plates. Theor Appl Fract Mech. 2022;121:1–10. https://doi.org/10.1016/j.tafmec.2022.103543.
Lu LX, Sridhar N, Zhang YW. Phase field simulation of powder bed-based additive manufacturing. Acta Mater. 2018;144:801–9. https://doi.org/10.1016/J.ACTAMAT.2017.11.033.
Liu PW, Ji YZ, Wang Z, Qiu CL, Antonysamy AA, Chen LQ, Cui XY, Chen L. Investigation on evolution mechanisms of site-specific grain structures during metal additive manufacturing. J Mater Process Technol. 2018;257:191–202. https://doi.org/10.1016/J.JMATPROTEC.2018.02.042.
Liu P, Wang Z, Xiao Y, Horstemeyer MF, Cui X, Chen L. Insight into the mechanisms of columnar to equiaxed grain transition during metallic additive manufacturing. Addit Manuf. 2019;26:22–9. https://doi.org/10.1016/J.ADDMA.2018.12.019.
Fleck M, Schleifer F, Holzinger M, Glatzel U. Phase-field modeling of precipitation growth and ripening during industrial heat treatments in Ni-base superalloys. Metall Mater Trans A Phys Metall Mater Sci. 2018;49:4146–57. https://doi.org/10.1007/S11661-018-4746-5.
Holzinger M, Schleifer F, Glatzel U, Fleck M. Phase-field modeling of γ′-precipitate shapes in nickel-base superalloys and their classification by moment invariants. Eur Phys J B. 2019;92:1–9. https://doi.org/10.1140/epjb/e2019-100256-1.
Chen M, Du Q, Shi R, Fu H, Liu Z, Xie J. Phase field simulation of microstructure evolution and process optimization during homogenization of additively manufactured Inconel 718 alloy. Front Mater. 2022;9:1–14. https://doi.org/10.3389/fmats.2022.1043249.
Aghaeipoor F, Javidi MM. MOKBL+MOMs: an interpretable multi-objective evolutionary fuzzy system for learning high-dimensional regression data. Inf Sci (NY). 2019;496:1–24. https://doi.org/10.1016/j.ins.2019.04.035.
Sousa MJ, Moutinho A, Almeida M. Classification of potential fire outbreaks: a fuzzy modeling approach based on thermal images. Expert Syst Appl. 2019;129:216–32. https://doi.org/10.1016/j.eswa.2019.03.030.
Hüllermeier E. From knowledge-based to data-driven fuzzy modeling. Informatik-Spektrum. 2015;38:500–9. https://doi.org/10.1007/s00287-015-0931-8.
Nakayashiki T, Kaneko T (2018) Learning of evaluation functions via self-play enhanced by checkmate search. In: Proceedings of 2018 conference technology applied artificial intelligence. TAAI 2018, pp 126–31. https://doi.org/10.1109/TAAI.2018.00036.
Macioł P, Szeliga D, Sztangret Ł. Methodology for metamodelling of microstructure evolution: precipitation kinetic case study. Int J Mater Form. 2018;11:867–78. https://doi.org/10.1007/s12289-017-1396-x.
Macioł A, Macioł P. The use of fuzzy rule-based systems in the design process of the metallic products on example of microstructure evolution prediction. J Intell Manuf. 2022;33:1991–2012. https://doi.org/10.1007/s10845-022-01949-6.
Macioł A, Rębiasz B. Multicriteria decision analysis (MCDA) methods in life-cycle assessment (LCA): a comparison of private passenger vehicles. Oper Res Decis. 2018;28:5–26. https://doi.org/10.5277/ord180101.
Schneider CA, Rasband WS, Eliceiri KW. NIH Image to ImageJ: 25 years of image analysis. Nat Methods. 2012;9:671–5. https://doi.org/10.1038/nmeth.2089.
Li M, Wilkinson D, Patchigolla K. Comparison of particle size distributions measured using different techniques. Part Sci Technol. 2005;23:265–84. https://doi.org/10.1080/02726350590955912.
Buades A, Coll B, Morel J-M. Non-local means denoising. Image Process Line. 2011;1:208–12. https://doi.org/10.5201/ipol.2011.bcm_nlm.
Mamdani EH, Assilian S. An experiment in linguistic synthesis with a fuzzy logic controller. Int J Man Mach Stud. 1975;7:1–13. https://doi.org/10.1016/S0020-7373(75)80002-2.
Takagi T, Sugeno M. Fuzzy identification of systems and its applications to modeling and control. IEEE Trans Syst Man Cybern. 1985;SMC-15:116–32. https://doi.org/10.1109/TSMC.1985.6313399.
Macioł A, Macioł P. Design of Takagi-Sugeno fuzzy systems by learning from examples in case a number of available data is not sufficient. Nauk Tech Technol Tom. 2021;2:93–120. https://doi.org/10.7494/978-83-66727-48-9_7.
Macioł A, Macioł P, Mrzygłód B. Prediction of forging dies wear with the modified Takagi-Sugeno fuzzy identification method. Mater Manuf Process. 2020;35:700–13. https://doi.org/10.1080/10426914.2020.1747627.
Suave LM, Cormier J, Villechaise P, Soula A, Hervier Z, Bertheau D, Laigo J. Microstructural evolutions during thermal aging of alloy 625: impact of temperature and forming process. Metall Mater Trans A Phys Metall Mater Sci. 2014;45:2963–82. https://doi.org/10.1007/s11661-014-2256-7.
Deschamps A, Hutchinson CR. Precipitation kinetics in metallic alloys: experiments and modeling. Acta Mater. 2021;220:1–23. https://doi.org/10.1016/j.actamat.2021.117338.
Funding
This research was funded by the National Science Centre, Poland, Grant no. 2017/27/B/ST8/02244.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Ethical approval
This article does not contain any studies with human participants or animals performed by any authors.
Informed consent
Informed consent was obtained from all individual participants included in the study.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Staroń, S., Macioł, P., Dubiel, B. et al. Evolution of δ phase precipitates in Inconel 625 superalloy additively manufactured by laser powder bed fusion and its modeling with fuzzy logic. Archiv.Civ.Mech.Eng 23, 86 (2023). https://doi.org/10.1007/s43452-023-00626-6
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s43452-023-00626-6