
Abstract
The rapidly growing wind industry poses a fundamental problem for wind turbine blade (WTB) disposal in many areas of the world. WTBs are primarily manufactured from composites consisting of a thermoset matrix and reinforcing fibers. Currently, there are no economically viable recycling technologies available for such large-scale composite products. Thus, other treatment strategies for disposed WTBs have to be considered. This study explores the repurpose of WTBs as a promising alternative approach from a processual and technological point of view. For this purpose, the study is guided by the categorization into four different types of repurposed applications: high-loaded complete structure (T1), low-loaded complete structure (T2), high-loaded segmented structure (T3), and low-loaded segmented structure (T4). A three-dimensional CAD model of an Enercon-40/500 (E40) wind turbine blade is derived in a reverse engineering procedure to obtain knowledge about the actual geometry of the WTB. Based on the design, three ecosystems of product scenarios (S) with different manufacturing technologies involved are investigated: a climbing tower (S1), a playground (S2) and the combination of a photovoltaic (PV)-floating pontoon, and a lounger (S3). A screening life cycle assessment (LCA) is conducted to evaluate the three repurposed scenarios according to environmental aspects. It is shown that the repurpose of E40 WTB composite material can reduce the environmental impact and leads to significant resource savings in relation to a reference product of similar quality. A particularly high saving potential is identified for the substitution of emission-intensive materials in construction applications. Furthermore, it is found that transport processes are the primary contributor to the environmental impact of repurposed applications.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
To enable the path towards decarbonization of the European energy system (European Commission 2023), the use of wind energy has grown significantly in recent years and it is expected to continue to increase in the upcoming years (Larsen 2009; Liu and Barlow 2017). Among other components, wind turbines consist of large-scale blades with a high proportion of composite materials (Fingersh et al. 2006; Schmid et al. 2020). In most cases, the WTBs are manufactured from glass and carbon fiber–reinforced thermoset composites, enabling high specific strengths at reasonable costs (Mishnaevsky et al. 2017; Witten and Mathes 2019). A WTB made of glass fiber reinforced polymers (GFRP) has an expected operating time of approximately 20 years (Gopalraj and Kärki 2020; Larsen 2009; Marsh 2017). Wind Europe estimates that about 14,000 WTBs will be decommissioned by 2023 (Schmid et al. 2020). There are various predictions in the literature regarding the expected amount of WTB composite wastes in the coming years. For example, Albers et al. (2009) stated that the quantity of EoL WTBs in Europe will rise to 100,000 tons annually until 2034. It becomes evident that EoL WTB composite waste represents a rapidly growing global waste stream (Gopalraj and Kärki 2020; Lahuerta et al. 2023 (in-Print)).
In 1994, Murphy raised the topic of recycling composites. Still, the use of high-performance thermosets makes recycling fibers and matrix systems difficult, which is nowadays considered to be a major problem (Beauson et al. 2022; Joustra et al. 2021; Larsen 2009; Marsh 2017). The irreversible bonded structure of cured thermosets makes recycling composites a challenge (Wang et al. 2018), since they cannot be melted and reshaped after the curing process (Cromwell et al. 2015). Sustainable and economically viable recycling solutions in industrial applications for GFRP are rare (Beauson et al. 2022).
Given the aforementioned situation of a growing WTB composite waste stream and the difficulty of recycling these materials, new obstacles arise for the European composite waste industry to ensure the principles of a circular economy (CE), introduced by Pearce and Turner (1990). The CE focuses on the transition from a linear economy model based on take-make-produce principles to a circular model. If composite waste is generated, it becomes a valuable material resource (Smol et al. 2020). The CE aims to maintain material resources by keeping them in the loop (Ellen MacArthur Foundation 2012), allowing the development of new circular value chains by reusing materials from EoL composite products in high structural value applications (Colledani and Turri 2022). According to the systematized R6-strategy (Johst et al. 2023), six possible treatment strategies are available for EoL composite materials: Repair, reuse, refurbish, remanufacture, repurpose, and recycling; which should be considered harmonizing, supportive strategies (e.g., reuse is only effective in combination with another R-strategy). These treatment strategies are conceivable to keep the integrity of composite products, reduce the consumption of natural resources, and minimize waste (Potting et al. 2017).
The treatment strategy of repurposing is a promising approach for EoL, WTB from an environmental, economic, and social point of view (Beukers and van Hinte 2020; Joustra et al. 2021; Ruane et al. 2023). The repurpose of an EoL WTB is defined as reuse of composite structures from the WTB in a new product with a different function (Potting et al. 2017). The repurposed product is designed to fulfill the requirements of a structural or semi-structural application (Beauson et al. 2022). Often, it is of lower structural value than the original WTB (Schmid et al. 2020). Several approaches for repurposing WTBs were presented by the Rewind Network (McDonald et al. 2021; The Re-Wind Network 2023). Some examples were explored more in detail, e.g., a transmission pole (Alshannaq et al. 2021), affordable housing elements (Bank et al. 2018; Gentry et al. 2020), and bridges (Jensen and Skelton 2018; Ruane et al. 2022; Ruane et al. 2023; Suhail et al. 2019). Other projects have also investigated the use of WTBs for urban furniture like bike shelters (Schmid et al. 2020) and playgrounds (Guzzo 2019; Jensen and Skelton 2018). The benefits of repurposed applications are as follows: first, reusing the structure and quality of composites without resource-intensive reprocessing (Beauson et al. 2022) instead of downsizing WTBs to low-value structural components, such as fillers (Leahy 2020); secondly, extending the operating time of the composite materials; and thirdly, decreasing impacts along the product life cycle (Beauson et al. 2022) by keeping large quantities of composites out of unsustainable routes, such as landfill. Therefore, considering repurposed applications from an essential part of the CE (Delaney et al. 2021). In addition, repurposing could contribute in achieving various goals of the Sustainable Development Goals adopted by the United Nations (UNDP 2023).
The primary focus of this investigation is the reuse of WTB composites utilizing repurposing options. Summarizing repurposing as a single manufacturing step, however, does not demonstrate the complexity of this treatment strategy. Various actors and technologies are involved in each of the process steps and there exist dependencies between the different processes and stakeholders. The constellation of actors, technologies, and institutions that are interdependently connected is referred to as an ecosystem (Aarikka-Stenroos et al. 2021; Phillips and Ritala 2019). Within this study the focus lies on the technological dimension of the ecosystem to manufacture a repurposed application made of EoL WTB material. The blade of an Enercon-40/500 wind turbine (Enercon 1995) serves as base material to classify and to quantitatively characterize different types of repurposed applications. The repurposed applications are classified into various types based on the current damage state of the WTB and its measured geometry. The types are expanded to scenarios. For each scenario, the technological ecosystem is characterized by illustrating the flow of composite materials into a particular application. The repurposed scenarios are evaluated according to environmental aspects using the LCA method according to DIN EN ISO 14040 (Beauson et al. 2022; ISO 14040 2006; Nagle et al. 2022).
Material and Methods
Types of Repurposed Applications
After the disassembly of WTBs from the wind turbine, a damage analysis and sorting of the EoL composite structures are required. Therefore, non-destructive testing (NDT) applied to WTBs based on visual or ultrasonic inspection, thermography, radiography, electromagnetic, acoustic emission technique, acoustic-ultrasonic testing, or shearography, among others, enables detection as well as diagnosis of damages to the blade’s outer shell (Böhm and Hufenbach 2010; García Márquez and Peco Chacón 2020). The analysis of damaged areas of the WTBs after the operating period is essential. Firstly, it ensures the safe reuse of damage-free components because WTBs with damage are not safe in high-loaded applications, and secondly, it helps in planning necessary repair activities (Colledani and Turri 2022; Hernandez et al. 2020). With the help of quality thresholds, the decommissioned WTBs can be classified as virtually undamaged, slightly damaged, or heavily damaged structure and then assigned to the individual loops of refurbishing, remanufacturing, repurposing, or recycling. Virtually undamaged or slightly damaged WTB structures are sorted and allocated for the reuse by repurposing (Fig. 1).

Application of R6 strategy for the realization of ecosystems for EoL composites (based on (Johst et al. 2023))
In addition to damage analysis, other evaluation criteria such as the geographic location of the WTBs must also be taken into account for the repurposing strategy. When planning the transport of EoL composite parts, the current location of the dismantled WTB and the intended new operation location have to be considered. Especially in cases where the complete WTB is repurposed, CO2 emissions are determined by the necessary transport of the components. This implies to prefer short distances. Another important aspect of the repurpose of decommissioned WTBs is the knowledge of the actual geometry. CAD data from manufactures can provide valuable information for this purpose, but these data are not always available or may differ from the actual component dimensions. For this reason, various methods for the geometric characterization of WTBs are considered in this study. Based on the information collected about the current damage state of the WTB, its disassembly location, and its geometry, reuse by repurposing can be classified into four different types (T):
T1—high-loaded complete structure
T2—low-loaded complete structure
T3—high-loaded segmented structure
T4—low-loaded segmented structure
The repurpose of the complete structure for T1 and T2 applications is suitable for small WTBs with a length of less than 30 m (Jensen and Skelton 2018), preventing the processing effort of segmentation. Critically damaged parts of the complete repurposed structure which are detected by inspections should be repaired (Fig. 1). Fragmentary repurposed applications according to T3 and T4 can be implemented by cutting segments from the EoL WTB (cf. chapter 2.3). Residual materials from the cutting process can be sent to other treatment strategies, such as mechanical recycling (Zhang et al. 2020). The recyclates can be used for the production of new components, such as concrete with mechanically recycled WTB filler up to 10% fraction (Yazdanbakhsh et al. 2018) or in the worst case as fuel in incineration processes. However, incineration should be avoided if possible due to the emission and residues produced. The usage of the recyclates in concrete enables an application for further decades (Antypa et al. 2022; Kraft et al. 2022). After this time, the façade elements obtained can also be reused or recycled as components of construction elements. In this way, composites are kept “in the loop” in the sense of a circular economy system (compare, e.g., Joustra et al. (2021)).
EoL E40 WTB as Base Material
Geometric Characterization
The CAD software CATIA V5-6R2018 (Dassault Systemes, Velizy-Villacoublay, France) was used to reconstruct the 3D model of an E40 WTB in a reverse engineering process. For this purpose, the blade was cut into seven segments with a wire saw (Fig. 2a) for further closer examination. In order to characterize the geometry of the E40 WTB, manual measurements were performed on the cross sections (Fig. 2b). In addition, 3D LiDAR (3D Laser Scanner Leica BLK360, Leica Geosystems, Heerbrugg, Switzerland) scanning was carried out to provide an overall scan of the outer shell of a segment (Fig. 2c).

a Segment E40 WTB; b Cross section E40 WTB; c Experimental setup for LiDAR scanning of segment
The geometry of the E40 WTB was designed by cross sections and quantitative data from technical data sheets (Enercon 1995). The overall scan was used to check the consistency of the designed outer geometry, where a good fit was observed between the CAD model and the scan (Fig. 3a and b).

a E40 WTB geometry; b comparison scan and CAD model
According to Fig. 3a, the E40 WTB consists of three different sections: the inboard, the midspan, and the outboard section (Jonkman et al. 2009). The largest bending moment is exerted on the inboard section, where the WTB is connected to the turbine axis (Joustra et al. 2021). This section starts at rotor radius R = 1.2 m. It is tubular with a circular shape and a wall thickness of 55 mm (Beauson and Brøndsted 2016). The midspan section extends from rotor radius R = 2.4 m and ends at rotor radius R = 20 m. The section includes several airfoil profiles and seems to offer the best opportunity to provide structurally continuous component geometries. The outboard section ranges from rotor radius R = 20 m and R = 20.33 m. It has a winglet at the tip to meet aerodynamic and structural requirements. The section has a relatively flat airfoil profile because it has to resist high air speeds (Joustra et al. 2021).
Material Composition
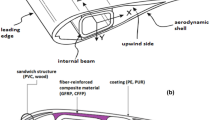
The E40 WTB was manufactured in two partial shell elements and bonded together at the edges. Shear webs were inserted inside the shell element to realize the multi-cell structure and to enable the transmission of the shear load. The sandwich panels consist of two thin skins and a foam core to stiffen the profile cross section. To maintain the structural integrity of the profile cross section, spar caps are embedded in both shell elements (Bender and Gericke 2021). All composite materials of the E40 WTB are made from GFRP with a thermoset matrix. To simplify the three-dimensional model, it was grouped into four different material components: glass fiber, thermoset resin and adhesive, core material (foam or wood), and metal, whereas GFRP consists of both glass fiber and thermoset resin (Fig. 4).

Structure and material composition of the E40 WTB
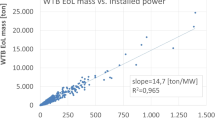
Following Fingersh et al. (2006), the mass m (kg) of a WTB is a direct function of the rotor radius R (m):
With R = 20.33 m, the mass of an E40 WTB is calculated to 947 kg. This is also in accordance with data sheets (Bauer 2023; Schauer and Szeless 1997). Furthermore, the material composition of a WTB by weight is given by approximately 60% glass fiber, 23% thermoset resin and adhesive, 9% core material, and 8% metal (Fingersh et al. 2006). The mass of the individual material component of the E40 WTB is listed in Table 1.
The mass distribution of the material components of the E40 WTB is in line with the created CAD model. The center of gravity given in the data sheet (Enercon 1995) could be confirmed in the digitized model (Fig. 3).
Segmentation of EoL WTBs
For repurposed applications that require only a segmented structure (T3 and T4) of the WTB, these components have to be cut out of the structure. Therefore, heavier processing is required, whereas the fiber content of the WTB affects the cost of the cutting process (Beauson and Brøndsted 2016). During sectioning, the orientation of the fibers in the WTB has to be considered. A high fiber content requires additional strengthening of the cutting equipment (e.g., diamond-like carbon coating). Health and safety precautions are necessary when processing large-scale composite structures and handling micro glass particles (Jensen and Skelton 2018). It can be difficult to section the WTB due to thick and resistant GFRP walls (Joustra et al. 2021). Various technologies are available to cut the WTB, including wire saw cutting, circular saw cutting, waterjet cutting, or shear-cutting.
The wire saw is a water-cooled wire made of steel with diamond teeth, which is positioned around the outer shell of the WTB. It is possible to cut all material components, including the core material and metal. The sectioning method is not limited to the dimensions of the WTBs outer shell, as the length of the wire can be extended. The cutting process is fairly environmentally friendly, since the cooling water can be recycled and it results in smooth and well-defined cuts. However, the wire saw cutting process is very time consuming (Hechler 2019; Jensen and Skelton 2018).
There are different sizes of circular saws, which ranges from manually operated to hydraulically driven saws with blade sizes up to 2 m diameter. Depending on the blade size, the circular saws can cut all dimensions of the WTB, although, depending on the structure, multiple cuts may be required to section the overall WTB. The main advantages of this cutting method are that independent cuts can be conducted in all directions. Therefore, it is possible to extract selected material sections from the WTB, such as the main laminates of the spar caps. A disadvantage is that operators are exposed to possible safety hazards (Jensen and Skelton 2018).
To address the safety hazards for operators, waterjet cutting could be a good alternative. The dust generated is collected in the water filtration system. The abrasiveness of this method can be increased by adding high hardness sand-like grains, increasing its effectiveness. Furthermore, when compared to circular or wire saws that rely on friction between the part and the cutting tool, there is no risk of tooling degradation (Joustra et al. 2021) as well as no heat-affected zones in the part, increasing the quality of the surface finish (Saxena et al. 2018).
Shear-cutters are widely used in decommissioning operations and take advantage of hydraulic power to segment the blade. However, since they operate by deforming and crushing the blade until rupture, they not only provide extremely rough edges, but they also lead to an uncontrollable emission of dust as well as larger particles, posing serious safety and environmental risks. Due to these factors, their use is not suitable for repurpose applications, although they can be used to easily segment severely damaged blades for mechanical recycling processes (Hechler 2019).
Due to the different advantages and disadvantages of the segmentation technologies, using wire saws or circular saws are considered foremost for the manufacturing process of the repurposed segmented structures (T3 and T4). Within this study, the electrical power of the cutting equipment is assumed to be equivalent, independent of the specific segmentation technology used.
LCA of Repurposed Scenarios
For the estimation of the potential environmental impact reduction by repurposing E40 WTBs, the screening LCA method is used. The objective of the study is to evaluate the relative environmental impact reduction potential between a reference product and the substitution of structural components by repurposed WTBs (Hauschild et al. 2018; Nagle et al. 2022). In particular, the substitution of materials with a high carbon footprint offers potentially significant environmental benefits. The scope of the screening LCA in this study is the evaluation of necessary materials and process steps to repurpose the WTBs, corresponding process routes as well as required materials and process steps for the manufacture and transport of the reference product. The software and database LCA for Experts (Version 10.7.0.183, Sphera Solutions Inc., Chicago, USA) with the Environmental Footprint 2.0 life cycle impact assessment (LCIA) methodology is used. The LCA data refer to the reference years 2021–2022. Within the framework of three specific scenarios, an assessment of the four introduced repurpose application types (T1, T2, T3, and T4) is carried out. For each repurpose application, an associated reference application is defined based on its dimensions and function. The functional unit of each scenario is defined by the product output of the repurpose of two WTBs. The system boundary reaches from material sourcing to the final manufacturing at the location of the applications (cradle to gate). The subsequent use phases are not considered as they are seen as equivalent. Process steps for which the difference between the repurposed product and the reference product is expected or determined to be low are not considered, as they have no influence on the discrepancy between the two environmental potentials.
The material of the EoL WTBs is considered using the cut-off approach: from collection as a dismantled blade on the ground at the wind farm, where all prior environmental burdens have been allocated to the initial product. Since the processing operations during the setup at the installation site of the four considered applications are mainly manual, they are assumed to be equivalent. Neither the environmental impact of tool wear nor the utilization of the NDT technologies (cf. chapter 2.1) is taken into account due to the expected low influence on the total emissions. The disassembly of the WTBs is also outside the system boundary, as this is a necessary prerequisite for any EoL strategy.
Results and Discussion
Ecosystems of Product Scenarios Based on Specific Application Types (T1, T2, T3, and T4)
A possible application for the repurposed type T1—high-loaded complete structure—is a climbing tower (The Re-Wind Network 2023). It is expected that two entire EoL E40 WTBs can be set up for this application (Fig. 5). The manufacture, transport and assembly of an operational climbing tower constitute scenario 1 (S1). Thus, the climbing tower would have a total mass of 1894 kg, consisting of 1136 kg of glass fiber material as well as 436 kg of thermoset resin and adhesive materials. The dimensions of the application are approximately 19.13 m × 3.95 m × 0.96 m.

Climbing tower from two repurposed EoL E40 WTBs (S1)
No segmentation is necessary for the manufacturing of the climbing tower, as two entire EoL E40 WTBs are repurposed. The outer surface of the WTBs is sanded, primed, and then painted. Due to expected high loads, e.g., wind loads, the structural integrity of the WTB material must be ensured. Therefore, NDT technology is needed within the ecosystem of the WTB climbing tower manufacturing (Fig. 6). The reference application is a 20-m-high steel lattice tower (foundations 2 × 2 m, tapering design, L-shaped steel profiles), covered with texture coated boards on four sides. The wood for the boards is not produced sustainably. The foundation, the attachment parts, and the effort required for set up are assumed to be equivalent for the both applications. Both the repurposed WTB tower and the reference application are transported for an estimated average distance of 500 km. The WTB tower has a less efficient transport process due to the reduced utilization of the transport medium caused by the high component volume.

Manufacturing process of repurposed WTB climbing tower and reference climbing tower (S1)
The investigated application for T2—low-loaded complete structure—is a playground. In accordance with the climbing tower, it is assumed that two complete EoL E40 WTBs will be repurposed for manufacturing the playground (Fig. 7). The manufacture, transport, and assembly of an operational playground constitute scenario 2 (S2). Therefore, S2 has the same total mass and dimensions as the climbing tower.

Playground from two repurposed EoL E40 WTBs (S2)
It is not required to use NDT technology in S2, since it is assumed that only low loads are expected. However, cutting technologies are needed to cut the holes in the WTB structure. Similar to S1, the WTB surfaces (both out and inside) are sanded, primed and painted. The reference application consists of a laminated spruce wood construction (length 15 m, height 2 m) and a 12-m-long crawling tunnel with an inner diameter of 0.8 m and an outer diameter of 0.92 m made of polyethylene (PE). A geometric stiffening in the form of trapezoidal profile reduces the PE input by approximately 50%. A wood waste of 5% is assumed. The wood is not produced sustainably. The assembly process is defined as equivalent between repurpose and reference application. The transport processes within the ecosystem of S2 are modeled analogously to S1 (see Fig. 10 in the “Appendix” section).
Scenario 3 (S3) combines the two introduced segmented structure types (T3 and T4; cf. chapter 2.1) and therefore uses different elements of a E40 WTB to be able to create both products from one blade:
For T3—high-loaded segmented structure—a photovoltaic (PV)-floating pontoon is under examination. A long segment of the midspan section of the EoL E40 WTB could be used for the pontoon (Fig. 8a). Based on the information from the designed CAD model (cf. chapter 2.2), the repurposed WTB segment would have a total mass of 416 kg. The dimensions are approximately 8.66 m × 1.5 m × 0.3 m.

a PV-floating pontoon from repurposed EoL E40 WTB segment; b lounger from repurposed EoL E40 WTB segment and two shell element parts (S3)
For manufacturing of the pontoon, the EoL E40 WTB initially has to be cut in two positions, e.g., by a wire saw. Afterwards, the state of the sectioned segment must be checked by NDT to ensure that no damage is present, and the composite structure can resist expected loads. After cutting and NDT within the ecosystem of S3, the remaining openings are sealed with a 2-mm-thick GFRP virgin material laminate. A PE pontoon is chosen as the reference application, which is manufactured by blow molding. It is assumed that the attachment parts (coupling parts) are equivalent between repurpose and reference application. The transport distance via lorry is assumed to be 250 km and an additional 250 km via ship to the assembly site (see Fig. 11 in the “Appendix” section).
A lounger was chosen for T4—low-loaded segmented structure—of S3. The highest part of the EoL E40 WTB could be suitable for this relaxing lounger (Fig. 8b). In addition, two areas of the midspan section of the E40 WTB serve as feet. According to the designed CAD model (cf. chapter 2.2), the repurposed lounger has a total mass of 40.2 kg including 24 kg glass fibers as well as 9.25 kg thermoset resin and adhesive materials. The dimensions of the lounger are around 1 m × 1.98 m × 0.63 m. To manufacture the repurposed lounger, several cuts must be performed on the EoL E40 WTB. A circular saw is considered for the construction of the feet, because independent cuts must be made in different directions. Since low loads are expected for the lounger, no NDT is planned during the manufacturing process (see Fig. 11 in the “Appendix” section). A lounger made of a steel frame with PE rattan covering (weight around 20 kg) is chosen as reference application. The paint finish for both products is assumed to be near identical and is therefore not taken into account.
As neither the inboard section nor the outboard section of the WTB is used for T3 or T4 of S3, the residual material is assumed as filler material within the concrete industry. A mechanical grinding process of the components is necessary (Shuaib and Mativenga 2016). The transport processes of T4 are modeled analogously to T3 (excluding ship fare).
LCA of the Introduced Repurposed Product Scenarios
Figure 9 shows the resulting relative results in the six environmental impact categories: global warming potential (GWP), acidification potential (AP), eutrophication potential (EP), land use, ozone depletion potential (ODP), photochemical ozone creation potential (POCP), resource use, and the ecotoxicity potential. The categories are not weighted. In the following, the main results of the three different scenarios are summarized:

Results of the LCA in the considered impact categories. Repurposed WTB applications are colored green and the reference applications blue
S1—Climbing tower: The emissions associated with the repurposed climbing tower are primarily influenced by the transportation processes and the use of primer material. By substituting the materials typically required for a conventional climbing tower, substantial reduction potentials can be achieved. The overall savings potential ranges from 79.5 to 99.6% when compared to the reference application.
S2—Playground: Compared to the climbing tower, additional cutting operations are necessary in the manufacturing of a repurposed WTB playground. Furthermore, both the inside and outside surfaces require treatment, priming, and painting, leading to additional energy consumption and consumables. Consequently, the environmental impact of the proposed playground exceeds that of the proposed climbing tower. Despite this, significant reductions in environmental impact can be achieved across all impact categories compared to the reference playground. The overall savings potential ranges from 14.5 to 99.2%. The high potential can be primarily attributed to the substitution of wood and PE materials required, as well as the avoidance of the energy-intensive extrusion process for the crawl tunnel.
S3—PV-floating pontoon and lounger: Repurposing an E40 WTB into a PV-floating pontoon requires two segmentation cuts and additional material to seal the resulting openings. Manufacturing the lounger also necessitates additional segmentation processes. Leftover WTB segments are to be processed and used as filler material within the concrete industry. Despite these factors, significant reductions in environmental impacts can still be achieved. Overall, the repurposed WTB products demonstrate noteworthy reductions in GWP, AP, resource use, and ecotoxicity potential. The impact change for POCP and land use is marginal, while EP and land use show an increase compared to the reference products. The main contributors to the environmental impact of the repurposed WTB products are transportation processes and the energy required for segmentation. The influence of the landfilling process for the unused WTB elements plays a subordinate role.
The LCA study reveals that repurposing E40 WTBs can effectively mitigate the environmental impact of the applications examined. While a few supplementary processes are necessary for repurposing, the primary contributor to the environmental impact is transportation. Notably, substituting EoL WTB structures for energy-intensive steel or PE appears to be a viable approach for reducing overall emissions, even with the requirement for additional surface treatments, primer, and paint application. Findings from the study highlight the significant potential for reducing environmental impacts through the use of repurposed products in each scenario. However, the magnitude of total savings varies considerably across the different scenarios. The substitution of high-impact products by repurposed alternatives thus enables a more substantial overall reduction in environmental impact. Since the analyses of the reference applications are estimations based on literature and web research, they should not be seen as representatives for all possible designs.
Conclusions
The presented repurposed applications of an E40 WTB outline a new perspective for repurposing composites from the wind industry. This investigation highlights that depending on the repurposed scenario, different technologies (regarding segmentation and testing) are required for the manufacturing process. Thus, the ecosystems differ in the technological dimension.
Using EoL E40 WTBs as structural material potentially reduces the environmental impact for the examined scenarios. This is due to the displacement of impacts from energy-intensive virgin raw material production avoided by the repurposed composite materials. In addition to the reduction of environmental impact, the manufacturing of a climbing tower (S1), a playground (S2), a PV-floating pontoon, and a lounger (S3) keeps composite material after the first life cycle out of unsustainable routes, such as landfill or incineration. The results of the study indicate that the repurpose strategy mostly leads to a significant reduction of environmental impacts in relation to a reference product of similar quality. Environmental impacts are likely to be avoided by the repurpose of WTBs. However, our study shows that the substitution of material—and energy intensive products, which are characterized by high emissions—is particularly effective in reducing environmental impacts by fully taking advantage of the structural properties of the WTB. If additional virgin raw material or energy intensive manufacturing processes are required for the repurposed application, the savings potential is reduced.
For the E40 WTB repurpose, transport processes to the intended operation location have a major impact. High volumes of the transported structures result in less efficient transport processes and thus higher emissions. However, the substitution of energy-intensive raw materials offers a clearly greater advantage. The influence of transportation will increase with larger and thus heavier WTBs and needs to be further investigated.
The repurposing strategy may become a promising alternative if recycling is still not economical, and incineration is not possible due to circular economy efforts. But the challenge to upscale a repurposed application to mass production is still unsolved. Compared to the expected amount of EoL WTB composite material, the need for, e.g., climbing towers or playgrounds is rather small. Consequently, further research is needed to transfer repurposed ecosystems to the relevant industries.
Data Availability
The datasets used and/or analyzed during the current study are available from the corresponding author on reasonable request.
References
Aarikka-Stenroos L, Ritala P, Thomas L (eds) (2021) Research handbook of sustainability agency. Edward Elgar Publishing Limited, Cheltenham, UK
Albers H, Greiner S, Seifert H, Kuehne U (2009) Recycling of wind turbine rotor blades. Fact or fiction?: Recycling von Rotorblaettern aus Windenergieanlagen. Fakt oder Fiktion? DEWI-Magazin, Germany, pp 32–41
Alshannaq AA, Bank LC, Scott DW, Gentry R (2021) A decommissioned wind blade as a second-life construction material for a transmission pole. Cons Mater 1:95–104. https://doi.org/10.3390/constrmater1020007
Antypa D, Petrakli F, Gkika A, Voigt P, Kahnt A, Böhm R, Suchorzewski J, Araújo A, Sousa S, Koumoulos EP (2022) Life cycle assessment of advanced building components towards NZEBs. Sustain 14:16218. https://doi.org/10.3390/su142316218
Bank L, Arias F, Yazdanbakhsh A, Gentry T, Al-Haddad T, Chen J-F, Morrow R (2018) Concepts for reusing composite materials from decommissioned wind turbine blades in affordable housing. Recycling 3:3. https://doi.org/10.3390/recycling3010003
Bauer L (2023) Enercon E-40/5.40 - 500,00 kW - windkraftanlage. https://www.wind-turbine-models.com/turbines/67-enercon-e-40-5.40. Accessed 2 Feb 2023
Beauson J, Brøndsted P (2016) Wind turbine blades: an end of life perspective. In: Ostachowicz W, McGugan M, Schröder-Hinrichs J-U, Luczak M (eds) MARE-WINT. Springer International Publishing, Cham, pp 421–432
Beauson J, Laurent A, Rudolph DP, Pagh Jensen J (2022) The complex end-of-life of wind turbine blades: a review of the European context. Renew Sust Energ Rev 155:111847. https://doi.org/10.1016/j.rser.2021.111847
Bender B, Gericke K (eds) (2021) Pahl/Beitz konstruktionslehre: methoden und anwendung erfolgreicher produktentwicklung, 9th edn. Springer Berlin Heidelberg, Berlin, Heidelberg
Beukers A, van Hinte E (2020) Designing lightness - principles of weight reduction. https://www.lightness-studios.nl/wp-content/uploads/2016/10/Brochure-Designing-Lightyness_2019_bklein.pdf. Accessed 20 Feb 2023
Böhm R, Hufenbach W (2010) Experimentally based strategy for damage analysis of textile-reinforced composites under static loading. Combust Sci Technol 70:1330–1337. https://doi.org/10.1016/j.compscitech.2010.04.008
Colledani M, Turri S (eds) (2022) Systemic circular economy solutions for fiber reinforced composites. Springer International Publishing, Cham
Cromwell OR, Chung J, Guan Z (2015) Malleable and self-healing covalent polymer networks through tunable dynamic boronic ester bonds. J Am Chem Soc 137:6492–6495. https://doi.org/10.1021/jacs.5b03551
Delaney EL, McKinley JM, Megarry W, Graham C, Leahy PG, Bank LC, Gentry R (2021) An integrated geospatial approach for repurposing wind turbine blades. Resour Conserv Recycl 170:105601. https://doi.org/10.1016/j.resconrec.2021.105601
Ellen MacArthur Foundation (2012) Towards the circular economy: economic and business rationale for an accelerated transition. https://emf.thirdlight.com/file/24/xTyQj3oxiYNMO1xTFs9xT5LF3C/Towards%20the%20circular%20economy%20Vol%201%3A%20an%20economic%20and%20business%20rationale%20for%20an%20accelerated%20transition.pdf. Accessed 20 Feb 2023
Enercon (1995) Enercon-40 / 500 kW: betriebsbeschreibung. https://www.pjwindpower.com/wp-content/uploads/2017/11/Tech-data-E40.pdf. Accessed 24 Feb 2023
European Commission (2023) A European green deal: striving to be the first climate-neutral continent: Europe’s new growth strategy - a climate-neutral EU by 2050. https://commission.europa.eu/strategy-and-policy/priorities-2019-2024/european-green-deal_en. Accessed 13 Apr 2023
Fingersh L, Hand M, and Laxson A (2006) Wind turbine design cost and scaling model. https://www.nrel.gov/docs/fy07osti/40566.pdf. Accessed 2 Feb 2023
García Márquez FP, Peco Chacón AM (2020) A review of non-destructive testing on wind turbines blades. Renew Energy 161:998–1010. https://doi.org/10.1016/j.renene.2020.07.145
Gentry TR, Al-Haddad T, Bank L, Arias FR, Nagle A, Leahy P (2020) Structural analysis of a roof extracted from a wind turbine blade. J Archit Eng 26:04020040. https://doi.org/10.1061/(ASCE)AE.1943-5568.0000440
Gopalraj SK, Kärki T (2020) A review on the recycling of waste carbon fibre/glass fibre-reinforced composites: fibre recovery, properties and life-cycle analysis. SN Appl Sci 2:433. https://doi.org/10.1007/s42452-020-2195-4
Guzzo D (2019) Blade made | RE-USE.EU. https://re-use.eu/blade-made/. Accessed 24 Jan 2023
Hauschild MZ, Rosenbaum RK, Olsen SI (2018) Life cycle assessment. Springer International Publishing, Cham
Hechler J (2019) Optimization of the dismantling process of wind turbine blades from offshore wind farms during decommissioning. Master’s thesis, Western Norway University of Applied Sciences
Hernandez RJ, Miranda C, Goñi J (2020) Empowering sustainable consumption by giving back to consumers the ‘right to repair’. Sustainability 12:850. https://doi.org/10.3390/su12030850
ISO 14040 (2006) Environmental management - life cycle assessment - principles and framework. International Organization for Standardization, Switzerland
Jensen JP, Skelton K (2018) Wind turbine blade recycling: experiences, challenges and possibilities in a circular economy. Renew Sust Energ Rev 97:165–176. https://doi.org/10.1016/j.rser.2018.08.041
Johst P, Kucher M, Schulz P, Knorr A, Kupfer R, Böhm R (2023) Identification of circular eco-subsystems for end-of-life aviation composite components based on a systematized R6-strategy. J Phys: Conf Ser 2526:12055. https://doi.org/10.1088/1742-6596/2526/1/012055
Jonkman J, Butterfield S, Musial W, and Scott G (2009) Definition of a 5-MW reference wind turbine for offshore system development: technical report NREL/TP-500-38060. https://www.nrel.gov/docs/fy09osti/38060.pdf. Accessed 20 Feb 2023
Joustra J, Flipsen B, Balkenende R (2021) Structural reuse of wind turbine blades through segmentation. Compos C: Open Access 5:100137. https://doi.org/10.1016/j.jcomc.2021.100137
Kraft R, Kahnt A, Grauer O, Thieme M, Wolz DS, Schlüter D, Tietze M, Curbach M, Holschemacher K, Jäger H, Böhm R (2022) Advanced carbon reinforced concrete technologies for façade elements of nearly zero-energy buildings. Materials 15:1619. https://doi.org/10.3390/ma15041619
Lahuerta F, Gesto D, Prieto C, Johst P, Kucher M, Mozas E, Gracia O, Böhm R, Bielsa J (2023) Decommissioning inventory for wind turbine blades installed until 2022 in Europe. Materials Circular Economy in print. https://doi.org/10.1007/s42824-023-00084-8
Larsen K (2009) Recycling wind turbine blades. Renew Energy Focus 9:70–73. https://doi.org/10.1016/S1755-0084(09)70045-6
Leahy PG (2020) End-of-life options for composite material wind turbine blades: recover, repurpose or reuse? https://doi.org/10.13140/RG.2.2.16039.37287
Liu P, Barlow CY (2017) Wind turbine blade waste in 2050. Waste Manag 62:229–240. https://doi.org/10.1016/j.wasman.2017.02.007
Marsh G (2017) What’s to be done with ‘spent’ wind turbine blades? Renew Energy Focus 22:20–23. https://doi.org/10.1016/j.ref.2017.10.002
McDonald A, Bank L, Kiernicki C, Bermek M, Zhang Z, Poff A, Kakkad S, Lau E, Arias F, Gentry R (2021) Re-wind design catalog fall 2021. https://static1.squarespace.com/static/5b324c409772ae52fecb6698/t/61e95d5f4ef3ad0d5eddd595/1642683746379/Re-Wind+Design+Catalog+Fall+2021+Nov+12+2021+%28low+res%29.pdf. Accessed 28 Jan 2023
Mishnaevsky L, Branner K, Petersen HN, Beauson J, McGugan M, Sørensen BF (2017) Materials for wind turbine blades: an overview. Materials 10:1285. https://doi.org/10.3390/ma10111285
Murphy J (1994) Recycling of reinforced plastics. In: The reinforced plastics handbook. Elsevier, pp 318–338
Nagle AJ, Mullally G, Leahy PG, Dunphy NP (2022) Life cycle assessment of the use of decommissioned wind blades in second life applications. J Environ Manage 302:113994. https://doi.org/10.1016/j.jenvman.2021.113994
Pearce DW, Turner RK (eds) (1990) Economics of natural resources and the environment. John Hopkins University Press, Baltimore [etc.]
Phillips MA, Ritala P (2019) A complex adaptive systems agenda for ecosystem research methodology. Technol Forecast Soc Chang 148:119739. https://doi.org/10.1016/j.techfore.2019.119739
Potting J, Hekkert M, Worrell E, Hanemaaijer A (2017) Circular economy: measuring innovation in the product chain. Planbureau voor de Leefomgeving
Ruane K, Soutsos M, Huynh A, Zhang Z, Nagle A, McDonald K, Gentry TR, Leahy P, Bank LC (2023) Construction and cost analysis of blade bridges made from decommissioned FRP wind turbine blades. Sustainability 15:3366. https://doi.org/10.3390/su15043366
Ruane K, Zhang Z, Nagle A, Huynh A, Alshannaq A, McDonald A, Leahy P, Soutsos M, McKinley J, Gentry R, Bank L (2022) Material and structural characterization of a wind turbine blade for use as a bridge girder. Transp Res Rec 2676:354–362. https://doi.org/10.1177/03611981221083619
Saxena KK, Bellotti M, Qian J, Reynaerts D, Lauwers B, Luo X (2018) Overview of hybrid machining processes. In: Hybrid machining. Elsevier, pp 21–41
Schauer G, Szeless A (1997) Windenergie. Elektrotech. Inftech 114:572–579. https://doi.org/10.1007/BF03159081
Schmid M, Ramon N, Dierckx A, Wegman T (2020) WindEurope-Accelerating-wind-turbine-blade-circularity. https://windeurope.org/wp-content/uploads/files/about-wind/reports/WindEurope-Accelerating-wind-turbine-blade-circularity.pdf. Accessed 23 Jan 2023
Shuaib NA, Mativenga PT (2016) Energy demand in mechanical recycling of glass fibre reinforced thermoset plastic composites. J Clean Prod 120:198–206. https://doi.org/10.1016/j.jclepro.2016.01.070
Smol M, Marcinek P, Duda J, Szołdrowska D (2020) Importance of sustainable mineral resource management in implementing the circular economy (CE) model and the European green deal strategy. Resources 9:55. https://doi.org/10.3390/resources9050055
Suhail R, Chen J-F, Gentry TR, Tasistro-Hart B, Xue Y, Bank LC (2019) Analysis and design of a pedestrian bridge with decommissioned FRP windblades and concrete. Fiber Reinforced Polymers in Reinforced Concrete Structures FRPRCS14
The Re-Wind Network (2023) Repurposing wind blades: driving innovation in wind farm decommissioning. https://www.re-wind.info/. Accessed 19 Jan 2023
UNDP (2023) Sustainable development goals | United Nations development programme: the SDGS in action. https://www.undp.org/sustainable-development-goals?gclid=EAIaIQobChMI6f2r1cexgAMV5JqDBx3qywhtEAAYASAAEgKCYfD_BwE. Accessed 28 Jul 2023
Wang S, Xing X, Zhang X, Wang X, Jing X (2018) Room-temperature fully recyclable carbon fibre reinforced phenolic composites through dynamic covalent boronic ester bonds. J Mater Chem A 6:10868–10878. https://doi.org/10.1039/C8TA01801D
Witten E, Mathes V (2019) The market for glass fibre reinforced plastics (GRP) in 2019: market developments, trends, outlooks and challenges. https://www.avk-tv.de/files/20190911_avk_market_report_e_2019_final.pdf. Accessed 20 February 2023
Yazdanbakhsh A, Bank LC, Rieder K-A, Tian Y, Chen C (2018) Concrete with discrete slender elements from mechanically recycled wind turbine blades. Resour Conserv Recycl 128:11–21. https://doi.org/10.1016/j.resconrec.2017.08.005
Zhang J, Chevali VS, Wang H, Wang C-H (2020) Current status of carbon fibre and carbon fibre composites recycling. Compos B: Eng 193:108053. https://doi.org/10.1016/j.compositesb.2020.108053
Acknowledgements
We acknowledge the support of the Faculty of Civil Engineering of Leipzig University of Applied Sciences for the provision of the LiDAR scanning devices. For proof reading, we are thanking Chiara Enderle (Leipzig University).
Funding
Open Access funding enabled and organized by Projekt DEAL. The study has been performed within the HORIZON-CL4-2021-RESILIENCE-01 project “European recycling and circularity in large composite components (EuReComp)”, called “A Digitized, Resource-Efficient and Resilient Industry 2021”, HORIZON Research and Innovation Actions, Contract Number 101058089.
The publication was funded by the Open Access Publication Funds of the HTWK Leipzig.
Author information
Authors and Affiliations
Contributions
The authors PJ and MK carried out the conceptualization of the study. Data collection and analysis were performed by PJ, MK, MB, PS, and LS. The three-dimensional CAD-model was conducted by MB. The LCA was carried out and interpreted by PS, LS, and RK. The manuscript was written by PJ and PS, while RS and CC reviewed critically. Supervision was performed by PV, RK, NM, and RB. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Competing Interests
The authors declare no competing interests.
Disclaimer
Views and opinions expressed are however those of the author(s) only and do not necessarily reflect those of the European Union or HADEA. Neither the European Union nor HADEA can be held responsible for them.
Appendix
Appendix

Manufacturing process of repurposed WTB playground and reference playground (S2)

Manufacturing process of repurposed WTB PV-floating pontoon, lounger, and concrete filler material as well as reference PV-floating pontoon and lounger (S3)
The icons for the reference application in the manufacturing process flows (Fig. 6, Fig. 10, and Fig. 11) are from https://thenounproject.com/.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Johst, P., Kucher, M., Bühl, M. et al. Identification and Environmental Assessments for Different Scenarios of Repurposed Decommissioned Wind Turbine Blades. Mater Circ Econ 5, 13 (2023). https://doi.org/10.1007/s42824-023-00085-7
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42824-023-00085-7