
Abstract
Biochar, a carbon-rich material produced from biomass waste through thermal conversion, holds great environmental promise. This article offers a comprehensive overview of the various feedstocks used in biochar production, the different types of thermal degradation processes, biochar characterization, properties, modifications to engineered materials, and their applications in the environment. The quality of biochar, including surface area, pore size and volume, and functional group formation, is significantly influenced by the specific conditions under which thermal conversion takes place. Each of the diverse processes employed to produce biochar yields a distinct set of properties in the final product. In recent years, biochar has gained widespread recognition and utilization in diverse fields such as wastewater treatment, carbon sequestration, reduction of greenhouse gas emissions, biogas production, catalysis in biofuel industries, construction, and soil enhancement. In summary, biochar is a promising environmental mitigation tool to achieve a sustainable environment. In addition to its benefits, the application of biochar presents several challenges, including the selection of feedstocks, methods of biochar production, modifications to biochar, the properties of biochar, and the specific applications of biochar. The current review summarizes factors that could lead to significant advancements in future applications.
Graphical Abstract

Highlights
-
The feedstocks and production of biochar were discussed.
-
Activation of biochar and properties of biochar were narrated and summarized.
-
Application of biochar for sustainable environment was discussed.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Rapid global development and population growth have led to pollution now recognized as one of the major challenges to the earth’s ecology and living organisms (Briffa et al. 2020). The associated industrial processes lead to the emission of numerous hazardous substances such as dioxin, greenhouse gases (GHG), chlorofluorocarbon (CFC) gases, and PM2.5 that are exceedingly difficult to clean up from the atmosphere (Manisalidis et al. 2020). Numerous techniques have been applied to remove these toxins from the environment; however, these are to a large extent not sufficiently efficient. Therefore, before reaching the environment, these contaminants need to be taken out of the point source to mitigate global warming and air pollution, hence new research is needed that focuses on finding affordable treatment strategies (Amjith and Bavanish 2022). Such techniques and strategies need to remove contaminants and allow for upcycling, such as biogas and bioenergy, the use of natural adsorbents and the manufacture of organic fertiliser as waste management options.
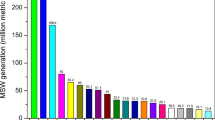
Sources of biomass waste including solid waste, animal waste, sewage sludge, industrial sludge, and forest waste are used for conversion into biochar, bio-oil, and syngas (Raud et al. 2019; Sadh et al. 2018; Kang et al. 2021). Biochar is one of the materials with a high carbon content that can naturally act as a carbon sink. The global interest in converting biomass into biochar and bioenergy is crucial to addressing climate change through reductions in GHGs (Oni et al. 2019). However, much of the biomass waste is still not properly disposed of, resulting in serious environmental consequences for the land, vegetation, and animals. According to the United Nations Environment Programme, over 140 billion metric tonnes of biomass waste are generated from crops worldwide each year. This paves the way for researchers to use biomass waste as a renewable energy source that can reduce the environmental impact. Population growth increases the demand for food crops, resulting in increased waste disposal into the environment. Indeed, the conversion of biomass into biochar and other value-added products is a rapidly growing field in waste management. This approach offers sustainable solutions for waste disposal, contributing to environmental preservation and resource utilization (Seow et al. 2022).
Biochar is referred to as a solid material formed by pyrolysis, carbonization, gasification, and torrefaction processes with high carbon content. Biochar is manufactured in a controlled atmosphere with no or limited oxygen. Biochar production has expanded due to the widespread availability of feedstock, biochar conversion technology and its uses in carbon capture, removal of organic toxins from wastewater, reduction of greenhouse gases, and the production of renewable energy (Uchimiya et al. 2011). Biochar’s enhanced qualities are also regarded as an important mitigation tool in the agricultural sector. It provides several benefits, including enhanced soil fertility, lowered pH, higher water retaining capacity, increased humidity, and increased organic content. The biochar pH, physical–chemical properties including surface area and functional groups and capability to biosorb heavy metals are among its other characteristics. Biochar also acts as one of the important tools in climate change mitigation measures and sustainable engineering. Plants utilize CO2 from the atmosphere through the process of photosynthesis, acting as a carbon sink. Biochar production from using plants as biomass will avoid the natural decay of the organic matter of biomass thereby reducing the emission of methane and nitrous oxide to the atmosphere. Additionally, the application of biochar to the soil will also result in the reduction of GHG emissions from the soil to the atmosphere. This proves that biochar will act as a sustainable method to address climate change. In this review, our exploration extends beyond conventional boundaries as we delve into the myriad conversion routes utilized to transform biomass into biochar. Furthermore, our focus extends to the activation processes and unique properties of biochar, unlocking the potential that renders it exceptionally versatile for application across diverse environmental contexts. This review not only synthesizes existing knowledge but also pioneers new insights, pushing the boundaries of biochar research and paving the way for innovative and sustainable solutions in environmental science and technology.
2 Feedstock for biochar production
The type of feedstock affects biochar production and quality. The feedstock utilized for biochar must possess low wetness and be rich in cellulose, lignin content and hemicellulose. The lower the moisture, the cheaper the drying and pre-treatment processes. Dry feedstock refers to feedstock with a moisture content of less than 30% while feedstock above 30% is referred to as wet feedstock (Jayaraju et al. 2021). Wet feedstock requires a pre-treatment process incurring additional costs. Biomass can also be categorized as energy crops and biomass waste, with the first being purpose-grown crops that play a vital role in biorefining industries. Biomass from these energy crops is used for generating liquid fuels possessing low moisture content (< 10%), hence making the drying unnecessary (Jayaraju et al. 2021). Opposite to energy crops, biomass waste is produced from several sources. The mainstream of biomass waste comes from the agricultural sector, sewage sludge and solid, animal and food waste. The wastes classified as wet feedstock have a moisture content exceeding 30% and are divided into two categories: lignocellulosic and non-lignocellulosic. Lignocellulosic biomass, which includes agricultural and forest waste, energy crops, and wood biomass, offers certain advantages over non-lignocellulosic biomass like sewage sludge, algal biomass, and animal wastes when producing biochar. These advantages may include higher carbon content, lower levels of contaminants, and improved biochar properties for environmental applications. Due to the complex nature and diverse constituents of the feedstocks, non-lignocellulosic biomass creates a significant impact on critical management than lignocellulosic biomass (Krishnan et al. 2021; Farah Amalina et al. 2020). In addition, the presence of heavy metals and other toxic chemicals in biomass waste is a disadvantage during the production and handling of biochar as they pose hazardous effects to the environment while accumulating in human food webs. Non-lignocellulosic biomass has more harmful effects on the environment due to the presence of heteroatoms namely sulfur, phosphorus and nitrogen. It is also reported that some heavy metal ions are present in the non-lignocellulosic biomass in higher concentrations. It is essential to manage non-lignocellulosic biomass properly and implement effective waste management and pollution control measures to minimize the release of toxic metals into the environment (Senthil and Lee 2021). Figure 1 depicts the biochar conversion process, showcasing the various by-products. Value-added end products derived from biomass waste include biochar, syngas, ethane, methane, ethanol, and charcoal. Biochar serves a dual purpose as it is utilized as a soil nutrient and functions as an effective adsorbent.

The overall conversion process of biomass into biochar and its application
Table 1 summarizes the lignin, hemicellulose and cellulose content of different biomass. It is seen that pine bark has a high lignin content of 38% followed by nut shells at 31%, whereas willow and softwood have a lignin content of 30%. Many researchers reported that pure lignin content will act as a substrate for biochar production and the quality of the biochar produced from lignin-rich biomass is always better than other feedstock.
3 Biochar production methods
Bio and thermochemical processes are utilized to turn biomass into a resource of renewable energy (Sadh et al. 2018). Full biomass disintegration is the primary benefit of the thermochemical processes as the biomass then transforms into charcoal, bio-oil or biogas. Biomass sources can also be degraded using biochemical procedures. The process of biochemical conversion including dark fermentation (anaerobic digestion) takes place with or without oxygen leading to the production of bio methane and carbon dioxide. Partial anaerobic digestion is performed when only 30–50% of the biomass waste is digested, but this method reflects several operational issues namely reduced biogas production, damages to process equipment, additional substrate requirements, poor mixing resulting in damages to metabolism, and nitrogen content resulting in the formation of metabolic by-products (ammonia, ammonium, nitrite, dinitrous oxide, and Nitrate) (Ambaye et al. 2020). Biomass waste is converted into organic compost during the aerobic digestion process under exposure to oxygen. Carbon dioxide, one of the greenhouse gases, emerged through aerobic decomposition. Before this conversion, the cellulose and hemicellulose must be hydrolyzed into simpler substances (Chiappero et al. 2020). The hydrolysis process is carried out using hydrothermal energy, enzymes, and acids. Yeast is employed to convert sugar into ethanol or other important by-products. In the biochemical conversion technique, the lignin content of the feedstocks is not utilized completely and it will not oxidize completely (Alkurdi et al. 2019).
The lignin is completely degraded when applying thermochemical conversion technology (TCCT) processes including pyrolysis, gasification, torrefaction, and hydrothermal carbonization (Wang and Wang 2019). The combustion process is not considered a potential TCCT method for the production of biochar since it utilizes atmospheric oxygen and therefore creates an uncontrolled environment, resulting in the release of an enormous amount of heat at temperatures between 700 and 1200 °C leading to the production of ashes, carbon dioxide, and carbon monoxide. The gasification process is considered an alternate method to the combustion process since the gasification process utilizes a small amount of air resulting in partial degradation of the biomass. The partially degraded biomass will be utilized for the production of gaseous by-products at a temperature higher than 800 °C. Table 2 summarizes the diverse operating conditions of TCCT. Figure 2 illustrates the different methods available for biochar production using TCCT.

Different methods of thermochemical conversion process
3.1 Pyrolysis methods
Pyrolysis is one of the promising techniques for the production of biochar. Biochar will be produced in the absence of oxygen or under a very limited supply of oxygen in the controlled environment at a temperature ranging from 300 to 700 °C. The end product is biochar, bio-oil and syngas (Senthil and Lee 2021). Biochar yield is maximum when the pyrolysis is performed with extended residence time. If the pyrolysis temperature is high with less residence time, it will result in the formation of bio-oil (Yaashikaa et al. 2019). So, the quality and properties of biochar depend on the type of pyrolysis process and its operating conditions. Biochar production using the pyrolysis process will happen in three-step mechanism namely char production, depolymerization, and fragmentation (Rangabhashiyam and Balasubramanian 2019). The thermal degradation of the biomass during pyrolysis will result in the rearrangement of inter and intra-molecular structures resulting in the formation of benzene rings and aromatic polycyclic compounds (Karimi et al. 2018). Depolymerization is the dissolution of polymers, which leads to the formation of monomers, dimers, and trimers. Fragmentation occurs when polymer and monomer links degrade due to thermal degradation, resulting in the formation of gaseous products (Lam et al. 2019). However, the gas products are unstable, and secondary cracking would occur and result in the formation of volatile organic compounds (Yu et al. 2019) due to partially decomposed organic matter. This process is called recombination (Dhyani and Bhaskar 2018). The primary char produced initially will catalyze the production of secondary char. Three different types of pyrolysis exist: slow, rapid, and flash pyrolysis.
Slow pyrolysis is thought to be a desirable approach for producing biochar. It is performed at a low pyrolysis temperature (300 to 550 °C), slow heating rate (< 0.8 °C s−1), and extended residence time (average: 5 to 30 min and in some cases up to 35 h) (El-Naggar et al. 2019). Secondary char is produced with the residence time increasing, maximizing the biochar yield (Das et al. 2021). Aside from these operating conditions, the composition of the biomass utilized for biochar production has a significant effect on biochar yield. The mineral-rich biomass will result in low biochar yield because the minerals will cause more complex reactions simultaneously and in different orders during pyrolysis. This complex process will produce biochar of high ash content, affecting the overall biochar yield. Mineral-rich biomass differs from conventional biomass due to the presence of more silicates, inorganic compounds, and alkaline rare earth metals. Sewage sludge from wastewater treatment plants, food waste digestates from anaerobic digestion, and biomass grown with chemical fertilizers are the common mineral-rich feedstocks (Nair et al. 2022).
Intermediate pyrolysis operates in a temperature range of 450 to 550 °C and its pyrolysis temperature is higher than that of slow pyrolysis and lower than that of fast pyrolysis. Intermediate pyrolysis can avoid the development of higher molecular weight tars that favor the creation of fine biochar together with bio-oil and syngas production. The size and shape of biomass are not crucial factors in intermediate pyrolysis as compared to fast pyrolysis (Sakhiya et al. 2020). The yields of biochar, bio-oil, and syngas produced from different feedstocks are presented in Table 3. It is clear that in most of the thermochemical conversion technology, pyrolysis temperature varied from 400 to 550 °C. Pine bark and oil sludge resulted in a biochar yield of more than 50%, whereas pitch pine, red oak, and eucalyptus resulted in higher bio-oil production of more than 60%.
Fast pyrolysis temperature operates at a temperature near 1000 °C, with a short residence time (0.5 to 2 s) and a high heating rate (10 to 1000 °C s−1) (Tomczyk et al. 2020). Fast pyrolysis produces increased bio-oil yield rather than biochar because of the rapid heat transfer rate and biochar chipping, which degrades the actual biomass’s macroscopic structure in large quantities (Bruckman and Pumpanen 2019) Generally, better results were seen during fast pyrolysis when the feedstock was small, finely ground, and less than 3 mm in size (Kapoor 2021). Organic wastes and other biosolids can be effectively pyrolyzed when the moisture content is less than 10%. Higher moisture content also led to an increase in the production of unidentified gas products, which may indicate a higher conversion rate of organic liquids. Thus, the research challenge is to determine the optimal moisture content of a given feedstock for a given thermochemical processing technology (Eke et al. 2020). If the pyrolysis temperature is increased to 1000 °C, the end product obtained will be mostly biogas. Flash pyrolysis operates at a temperature higher than 1000 °C and a rapid heating rate of 1000 °C s−1 with a shorter residence time of less than 0.5 s (Li et al. 2013). The end product of flash pyrolysis was reported to show a higher yield of bio-oil (60–80%), a low yield of syngas (10–20%), and a biochar yield of 10–15%. Fast pyrolysis results in 30–60% of bio-oil, 15–35% of syngas, and 10–15% of biochar respectively.
3.2 Microwave assisted pyrolysis
Microwave-assisted pyrolysis (MAP) is a novel addition to the TCCT process. Microwaves are well-known for converting homogeneous waste into energy feedstocks (Ge et al. 2021). The advantages of MAP over the other pyrolysis processes are a fast heating rate, high bio-oil and syngas yield, improved energy efficiency, uniform heating rate, low energy loss and high energy conservation rate. Another important advantage of the microwave process is a biomass with high moisture content dissociates at higher temperatures (Pfaltzgraff and Clark 2014).
The pyrolysis process in microwaves involves the transfer of energy within the biomass rather than transferring through its surface (Liu et al. 2021b). It also uses electromagnetic energy instead of thermal energy. In traditional pyrolysis, heat is transported from the biomass’ exterior to its interior. Many functional groups will be broken down as a result of this degradation. But microwave heating will happen from the central core to the surface of the biomass. This will expand the surface area of the biochar produced, form more pores, and result in the formation of many functional groups (Naji and Tye 2022). MAP will also result in the formation of a stable pore structure in the biochar due to a decrease in the hydrogen-to-carbon (H/C) ratio. As the reaction temperature increases in the MAP, it results in a decrease in hydrogen and oxygen content due to the cleavage of the weak bonds, and further, it increases the carbon content of the biochar (Zhang et al. 2022b). The specific surface area and pore volume of the biochar always increase with the increase in reaction temperature. As the temperature increases during MAP, more gaseous products are formed, and these gaseous products will result in the expansion of the biochar pores (Zhang et al. 2022b). Table 4 summarises the yield of biochar, bio-oil, and syngas using the MAP process. From Table 4, it is clear that any type of feedstock (dry and wet biomass) can be used for biochar production in the MAP process. Sewage sludge has more moisture content and 63% is yielded as syngas and the yield of biochar is 13% using the MAP process. Waste cooking oil resulted in 67% of bio-oil and only 13% of biochar yield. It is also observed that sawdust resulted in 61% of the biochar and a very low syngas yield of 8.6%.
3.3 Other methods
3.3.1 Torrefaction
Torrefaction is a process that uses a moderate temperature ranging from 300 to 550 °C at a heating rate of 50 °C min−1, and a moderate residence time of 20 to 40 min to transform biomass into biochar and other products namely bio-oil and syngas (Manyà et al. 2020). In this process, the moisture content of the biomass is removed and other components namely lignin, cellulose and hemicellulose are partially degraded. In addition, the torrefaction process will produce biochar as a solid product rather than liquid or gaseous by-products. The biochar produced in this process will have very good quality namely high energy density, hydrophobicity, and low oxygen-to-carbon ratio. High-quality biochar will always have a very low oxygen-to-carbon (O/C) ratio, which should be between 0.2 to 0.6 and preferably 0.4 (Daful et al. 2020). The carbon stability of the biochar depends on the O/C ratio since a higher O/C ratio will result in increased oxidation of substrate and will reduce loss of carbon in the form of carbon dioxide. Similarly lower level of O/C ratio will increase the stability of the biochar and if the O/C ratio is less than 2, the biochar half-life period will increase to 1000 years. However, the biochar produced from the torrefaction process will have an O/C ratio greater than 0.4 resulting in poor quality of biochar. Therefore, the torrefaction process is considered a pre-processing treatment method to reduce the moisture content, thereby increasing the heating rate of the biomass. Torrefaction's biochar yield will be between 30% and 70% (Enaime et al. 2020).
3.3.2 Hydrothermal carbonization (HTC)
HTC is used to produce hydrochar from biomass waste, whereas typical biochar is produced from the pyrolysis process. The properties of biochar and hydrochar will vary since biochar is produced in the dry carbonization process and hydrochar is produced in a phase mixture of solid and liquid (Kambo and Dutta 2015). HTC is considered one of the promising technologies for the conversion of waste to energy since the energy associated with the pre-treatment of the wet biomass is very low. HTC involves a three-step process namely dehydration, decarboxylation, and decarboxylation for which pre-treatment of feedstocks is not required. Biomass with a moisture content of 75 to 90% also can be converted into hydrochar, bio-oil, and syngas using HTC technology (Kumar and Ankaram 2019). The hydro char produced by the HTC technology can be used as a fuel and can be considered as an alternate source for coal. Hydro char also can be used as a feedstock for a gasification process, acts as an adsorbent in the waste and water treatment and used as an additive for soil enrichment (Kumar and Ankaram 2019).
3.3.3 Gasification
Gasification is a process that uses oxygen, atmospheric air, and steam at a temperature of more than 750 °C to create biochar, bio-oil and syngas using the heat generated from biomass waste during thermal degradation. When air is used as the gasification agent, more syngas, including hydrogen, carbon dioxide, methane, nitrogen, and acetylene, will form. When steam is used as a gasification agent with a huge heating value, hydrogen production will be at its highest (Nidheesh et al. 2021). Four steps are involved in the gasification process: drying in the first step, pyrolysis in the second, oxidation in the third, and reduction in the fourth (Umenweke et al. 2022). If gasification is carried out using the contact bed and inlet flow method, syngas is produced in greater quantities than biochar. One of the main disadvantages of gasification is controlling temperature since it uses air and oxygen. When compared to other conversion technologies, the gasification process emits more greenhouse gases and the yield of biochar is significantly less when compared to syngas. The syngas produced from the gasification process is composed of hydrogen, carbon dioxide, methane and nitrogen. When air is used as the gasifying agent, around 56 to 59% (Vol.%) is produced as nitrogen. When oxygen and steam are used as a gasifying agent, hydrogen gas is produced in 30 to 34% (Vol.%) and 24 to 50% (Vol.%), respectively (Makwana et al. 2023). So, gasification is deemed as a suitable technology for the production of syngas and hence not recommended for the production of biochar. Table 5 summarizes the advantages and disadvantages and other operating conditions of different thermochemical conversion technologies of waste biomass.
4 Properties of biochar
The duration of residence, heating rate, and pyrolysis temperature are the key operating conditions that demonstrate the biochar’s features and attributes. As discussed in the torrefaction section above, biomass waste that is high in carbon content and low in oxygen content will produce a high yield of biochar when compared to biomass with very low carbon content and high oxygen content. High oxygen content of biomass will result in oxidation of the substrate and carbon is lost in the form of carbon dioxide thereby reducing biochar yield. For instance, the yield of the biochar produced from organic manure is very low when compared to the yield of the biochar produced from wood biomass or any other crop residues. Organic manure will create very little biochar since it contains very little carbon, whereas a slightly high pH in the biomass may encourage the production of ash content. Organic manure is composed of many organic and inorganic compounds and these compounds during the pyrolysis process will result in the formation of more ash content. The ash contains more minerals and can be used as compost for organic gardening.
Due to the presence of higher amounts of lignin, hemicellulose, and cellulose, lignocellulosic feedstocks-based biochar has high carbon content. The lignin content of a biomass is composed of several functional groups with aromatic substructure and lignin is a hydrophobic polymer and amorphous with very high molecular weight. During thermal degradation, lignin is more stable when compared to cellulose and hemicellulose since cellulose and hemicellulose are made up of simple sugar monomers that can be easily degraded at 450 °C (Tomczyk et al. 2020). So, the higher lignin content of the biomass promotes more carbon content in. the biochar. Therefore the properties and yield of biochar depend on the type of feedstocks used for the biochar production. In this part, the characteristics of biochar were thoroughly reviewed and Tables 5 and 6 summarize the different properties and elemental composition of biochar.
4.1 Physical properties
Physical properties include specific surface area, particle size, pore size, pore volume, and density of the biochar (Campos et al. 2020). The properties of the biochar are outlined in Fig. 3 and pyrolysis temperature has a significant impact on the biochar’s physical properties. During pyrolysis, the moisture and volatile organic content of the biomass results in the development of pores on the biochar surface due to expulsion (Yuan et al. 2015). An increase in pyrolysis temperature will result in an increased release of volatile organic matter and creates more pores and also an increase in pyrolysis temperature increases syngas production. Also, it creates more pores in the biochar. A pore size greater than 50 nm is called a macropore, a pore size between 2 and 50 nm is called a mesopore, and a pore size less than 2 nm is called a micropore (Saleh 2022). These pores developed on the surface of the biochar are thought to be one of the crucial physical characteristics that can lead to the maximum solubilization of toxic pollutants during the adsorption process, catalytic activity, and soil bioremediation (Greenough et al. 2021).

Properties of engineered biochar
The formation of micropores and mesopores during pyrolysis plays a very important role in the adsorption process. During the sorption process, the pores present in the biochar will act as adsorption sites and the adsorbates will bind to these sites increasing the sorption capacity of the biochar. Application of porous biochar to the soil will also result in the sorption of heavy metals (electrostatic attraction and precipitation) and other pollutants (surface adsorption and partition). Similarly, carbonaceous biochar, due to its heterogeneous nature, acts as a green catalyst in many biorefinery industries due to its enhanced characteristics namely stable pore structure, presence of several functional groups and larger surface area. Several other physical and chemical techniques activate or modify the biochar’s properties to further improve the physicochemical properties of the biochar. One of the crucial physical characteristics that can improve the effectiveness of biochar in environmental applications is the pore volume and particle size. For instance, biochar particle size is very important in soil water storage capacity. Intrapores (pores inside particles) and interpores (pores between biochar and soil) play a major role when biochar is applied to the soil. Biochar particles will have different pore sizes and shapes, and they will mix with the soil resulting in changes in the interpores characteristics and affecting water storage capacity when it is applied to soil (Liu et al. 2017).
Mechanical stability, rigidity, and feedstock composition are essential variables in biochar production that significantly influence the final properties of biochar, including porosity, density, and particle size. Porosity has an inverse relationship with mechanical stability and is directly proportional to density. If the particle density of biochar is higher, it indicates the presence of more micropores since the diameter of the micropores is less than 2 nm, and during the pyrolysis process, if more mesopores are formed (diameters 2–10 nm), the particle density of the biochar will be less (Weber and Quicker 2018). Table 6 summarizes the physical characteristics of the biochar at various temperatures for diverse feedstocks.
4.2 Chemical properties
Understanding the chemical properties of biochar is crucial for tailoring its properties to specific applications. For instance, modifying the feedstock or pyrolysis conditions can be employed to enhance biochar's adsorption capacity, alter its nutrient release patterns, or improve its suitability for specific soil types. Additionally, the chemical properties play a significant role in determining the environmental impact of biochar application, especially when used to remediate contaminated soils or water bodies. The elemental composition of the various feedstocks is summarized in Table 7. Biochar's chemical characteristics are greatly influenced by the presence of carbon, oxygen, nitrogen, and hydrogen in biomass. During the pyrolysis process, chemical modifications result in the formation of several functional groups and enhance the chemical characteristics of the biochar. (Rodriguez Ortiz et al. 2020). The hydrogen and oxygen content of the biomass reduces during the pyrolysis process and the carbon content of the biomass is converted into hydroxyl and aromatic carbon bonds. Additionally, as the pyrolysis process involves raising the temperature, several changes occur. The volatile organic content of the biomass undergoes degradation, leading to the release of gases. Hydrogen bonds present in the biomass are also decomposed during this process and also increase pH. The increase in pH is due to several reasons namely the increase in ash content at elevated pyrolysis temperature, the increase in calcium and magnesium carbonates, and acidic functional groups' losing their oxygen at elevated temperatures thereby increasing the pH. Furthermore, the elevated temperature causes an increase in the formation of free radicals within the biochar. The degradation will typically take place in three different zones and it is evaluated using thermogravimetric analysis. The biomass’ moisture content was primarily eliminated during the first decomposition (Teutscherova et al. 2017). The biomass’ lignin, hemicellulose, and cellulose are partially and fully degraded during steps 2 and 3, respectively. The chemical properties of the biochar depend on the pyrolysis temperature and the higher the pyrolysis temperature, the lower the biochar yield.
5 Biochar modifications
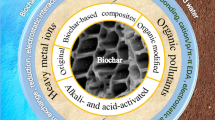
In recent years, many agricultural processes and industries have converted biomass waste into biochar to diminish the volume of waste disposed into the environment. The produced biochar is finding wide application in soil enrichment, wastewater treatment, and several other applications. The activation of biochar is done to improve its physicochemical characteristics. Biochar can be activated by physical, chemical, or biological methods, respectively. Figure 4 illustrates the different activating agents used to modify the characteristics of biochar. When compared to biological procedures, physical and chemical methods have several advantages. The biological activation phase entails the digestion of the biochar, which will increase the microbial population of the material and increase the soil’s nutritional content.

Different activation/modification methods of biochar
5.1 Physical modifications
A material’s porosity is increased using a physical method in an oxidative or oxygen-rich environment. The most popular physical activation techniques are the utilization of steam, gas, ball milling, magnetic properties, and microwave-assisted activation (Banerjee et al. 2016). The surface area and pore size of the biochar are improved using the steam created during heating. To promote pore formation, the produced biochar is heated between 700 and 900 °C. The formation of micropores rather than mesoporous structures will increase with further physical activation. The temperature, activating substance, and level of activation all contribute to the success of physical activation. The porous nature of the biochar increases with the rise in temperature and air is considered one of the most successful activating agents since it requires a very little amount of energy and is cost-effective (Cárdenas-Aguiar et al. 2017). Air oxidation is well known for its several advantages namely easy access to air, and chemicals are not used, resulting in very less wastewater generation. But the main drawback of air is that it can cause pyrolysis to switch to a combustion process, where more heat is released and less biochar is produced if it is not properly controlled. Steam pyrolysis and hydrothermal carbonization are promising approaches for the sustainable production of biochar with reduced environmental impact; nitrogen oxides and sulfur oxides dissolve in water thereby reducing air pollution, and no pre-drying is required, resulting in reduced energy consumption and greenhouse gas emission (Sun et al. 2022). These methods are being explored as potential alternatives to traditional pyrolysis and combustion techniques for the conversion of biomass into valuable carbon-rich products. This leads to the partial de-volatilization of a portion of the material and the creation of new pores on the surface, and also results in the formation of several new functional groups namely, carboxylic, carbonyl, ether, and amine groups (Tang et al. 2018b). A temperature of 800 °C is applied to biochar in the presence of hydrogen gas to increase its crystalline nature and the formation of the carbon-hydrogen (C–H) bond and it is called “heat-treated” biochar because heat is used as an activator. Table 8 summarises the different activation agents used to enhance the characteristics of biochar.
5.2 Chemical activation
Nitric acid, NaOH, KOH, H2SO4, HCl, K2SO4, and ZnCl2 are a few chemicals that act as chemical activators combined with heat (Liang et al. 2019). Dehydration and oxidation are the first two steps in the chemical activation process that result in the formation of micropores (Tang et al. 2018b). Sometimes the biochar’s carbon and volatile components are removed by the chemical activating agents, which cause tar to form. Compared to physical methods, chemical activation techniques have several advantages, namely lower pyrolysis temperatures, a high biochar yield, an increased specific surface area, increased micropore formation, increased porosity, and improved removal efficiency. A 1:10 ratio of acid to biochar is added for acid activation. Phosphoric acid is an extensively used acid-activating substance. The formation of phosphate and polyphosphate bridges by phosphoric acid will increase the pollutants’ ability to bind to them. The most extensively utilized alkaline activating agents are NaOH and KOH. KOH will increase the K+ ions on the biochar's surface, which might lead to increased metal sorption.
6 Biochar applications
When compared to commercially available activated carbon, biochar has a much higher carbon content. Therefore, biochar is widely used in the environment and serves as an environmental management tool for several pollution control techniques (Sohi et al. 2009). Biochar has a wide application in biofuel industries, soil enrichment, building industry, carbon sequestration, and improving the composting process.
6.1 Biochar for soil enrichment
In agricultural practices, biochar is regarded as “black gold”. Land overuse and recent agricultural practices have altered soil properties, resulting in a slew of ecological issues. The decreased microorganisms in the soil are causing many problems in the ecosystem. The incorporation of biochar into the soil can bring about numerous positive changes, creating a more fertile, productive, and sustainable soil environment. However, it’s essential to consider factors like biochar type, feedstock, application rates, and the specific needs of the soil and plants when utilizing biochar for soil improvement (Jones et al. 2010). Biochar is composed of stable, easily degradable carbon. The easily degradable biochar dissolves in the soil, increasing soil biomass, soil microorganism activity, and soil enzyme activity. These microorganisms will degrade the biochar’s available carbon. This process will increase soil fertility by improving the soil’s nutrient content. Additional biochar application to the soil will improve carbon dioxide capture in the soil. Biochar acts as a carbon sink since a stable carbon in the atmosphere requires 100 years for the degradation process.
Soil bulk density, porosity, water holding capacity, color, and temperature are all significant physical characteristics of the soil. Soil bulk density is very important in determining soil physical properties. The bulk density of soil must be reduced to increase nutrient release and retention. Lower soil porosity corresponds to a larger bulk density of the soil (Méndez et al. 2013). The addition of biochar will enhance the porosity of the soil because the porosity of the biochar is greater than the porosity of the soil. Several investigations have confirmed that adding biochar to soil boosts porosity by lowering the bulk density. Clayey soil is less porous in general, whereas coarse or loose sand is more porous. The more porous nature of the soil, the less the water holding capacity which affects crop yield. To overcome this disadvantage, applying biochar to lose soil diminishes the porosity of the soil and changes its structure and texture. The addition of biochar to the soil will stimulate microbial growth and enzymatic activity. Similarly, it was reported that adding biochar in various proportions ranging from 5 to 25% increased water holding capacity by 260 and 370%, respectively (Brockhoff et al. 2010). The addition of biochar will alter the color of the soil because biochar has a color similar to charcoal and it will appear black. The black color absorbs the entire wave that it receives from the sunlight and warms the soil's surface, resulting in a rise in soil temperature. The soil surface temperature will rise, promoting root formation, while the moisture in the soil will be lost on the soil’s surface. This will inhibit the growth of bushes and weeds. Many investigations demonstrated that adding biochar to the soil raises the temperature by 0.5–0.8 °C (Zhang et al. 2013).
Biochar will also improve the soil’s chemical properties, such as organic matter, nitrogen, carbon, and soil pH. Biochar contains a variety of micronutrients, including nitrogen, phosphorus, potassium, calcium, magnesium, and sulfur. The addition of biochar into the soil will boost micronutrient contents and plant growth and also increase the nitrogen content (Glaser et al. 2001). The microorganism will convert the nitrate nitrogen into organic nitrogen. This nitrogen will be absorbed by biochar, reducing nitrogen leaching. The biochar will reduce the loss of nitrogen content in the soil. The pH of the biochar ranged from 4 to 12, contingent on the type of feedstock. There is evidence to support that applying biochar to acidic soil raises its pH. The soil's biological activity is increased by the addition of biochar. The microbial population, specifically bacteria, fungi, and enzymatic activity, will be boosted. Many studies have confirmed that, compared to raw biochar, the application of enriched biochar significantly enhances soil fertility. Enriched biochar maintains higher levels of soil organic matter and releases more micronutrients (Kizito et al. 2019). Figure 5 depicts the application of biochar into the soil to enhance its properties.

Biochar application to enhance the soil properties
6.2 Biochar for wastewater treatment
The increase in population and industrial activity resulted in the release of huge quantities of wastewater into the environment. Some of the most common toxic pollutants that enter the environment are dyes and heavy metals. These toxic pollutants are non-biodegradable, and even a very small quantity (1 mg L−1) will harm the environment. The elimination of these pollutants can be accomplished using a variety of techniques. Coagulation, reverse osmosis, ion exchange, membrane filtration and biosorption are a few of the often-employed techniques. Of all the other treatment methods, biosorption is considered to be the most preferred water and wastewater treatment technique. The biosorption process utilizes biological materials for the sorption of pollutants and the cost for the treatment of one million liters of water is around 10 to 200 USD (Adewuyi 2020). So, the treatment cost is very low for biosorption when compared to all other treatment methods. Activated carbon, zeolite, and silicates were the most widely utilized adsorbents, but the cost to synthesize these materials is high, resulting in the exploration of new adsorbents that could have high removal efficiency with less treatment cost. The characteristics of the carbon-rich substance biochar are similar to those of activated carbon. The high carbon content, occurrence of pores, high surface area, and presence of several functional groups make biochar a promising tool in wastewater treatment (Oliveira et al. 2017). Many investigators have successfully produced biochar from several biomass wastes, and the removal efficiency is very high, making it comparable with activated carbon. The removal of the pollutants is based on adsorption mechanisms, namely electrostatic attraction, the ion exchange process, and binding in pores. Figure 6 depicts the application of biochar in wastewater treatment in different industries, while Table 9 summarizes the removal efficiency and adsorption capacity of different biochar. In summary, biochar, enriched with the aforementioned properties, serves as an effective adsorbent for pollutant removal. Furthermore, depending on the type of pollutants, engineered biochar plays a crucial role in their adsorption.

Application of biochar in wastewater treatment
6.3 Biochar for biogas production
Anaerobic digestion (AD) is a well-known treatment unit for the degradation and conversion of volatile organic compounds into bioenergy. Methane gases are the major by-product that is produced in the AD process (Wang et al. 2020a). In the AD process, specific quantities of CO2 and H2S are released. The CO2 emitted lowers the calorific value of the methane produced. Additionally, there are several other disadvantages, including very low methane yield, incomplete degradation of volatile organic compounds, and plant failures due to insufficient microorganisms and challenges in maintaining pH levels (Pan et al. 2019). So, technology development needs to be adopted for anaerobic digestion to enhance biogas production. Recently, it was proven by several researchers that the addition of biochar to the anaerobic process will enhance biogas production. Biochar addition will reduce the toxin inhibition, reduce the lag time for methanogenic bacteria, and enhance the transfer of electrons between acetogenic and methanogenic bacteria (Martínez et al. 2018). Further, the addition of biochar enhances the biogas production by 22 to 40% and diminishes the lag time by 28 to 64%. The methanogen bacteria were enhanced by 43.5%, and other microorganisms were increased by 24% (Zhao et al. 2021). Biochar application in anaerobic digestion for biogas production has several it acts as an adsorbent that could able to adsorb toxic metals, pesticides, and several other ions, biochar acts as a buffering agent, biochar also enhances the electron transfer between microorganisms, biochar increases the microbial metabolic activities and biochar also helps in the reduction of bacterial lag phase (Liu et al. 2021a). It has been reported that biochar derived from crop residues enhances methane production in thermophilic anaerobic digestion processes, while woody biochar boosts methane gas generation in mesophilic anaerobic digestion (Hoang Anh et al. 2022).
6.4 Biochar in the construction industry
Figure 7 depicts the use of biochar in the construction industry. In recent years, the pollution created by cement industries has been very high and has been a major environmental challenge (Abdoulmoumine et al. 2015). As a result, many researchers are focusing on alternative materials for cement replacement. The application of biochar in the construction industry has increased recently due to its properties. Biochar’s high carbon capture capacity and low thermal conductivity act as insulation and can be used to adsorb noise (Lee et al. 2019). The main properties of the cement are quick setting time, workability, and high strength (Khamlue et al. 2019). The demand for cement has risen dramatically in recent years as industrial activity has increased. Ordinary Portland cement is prepared from naturally available materials, namely clay and limestone, and industrial slag and fly ash are also used in cement production. The cement production process operates at a temperature of 1400 °C and is considered one of the energy-intensive processes. The release of CO2 is very high in the cement production process, and CO2 emissions from the construction sector are the major contributors to greenhouse gas emissions (4 to 7%). It is also estimated that nearly 900 kg of CO2 is emitted for every tonne of cement (Roberts et al. 2010). To overcome this challenge, many materials, namely fly ash, slag, rice husk ash, palm oil fuel ash, and biochar, are used as partial replacements. Many researchers have successfully applied 1 to 3% of biochar as a replacement for cement. Biochar is currently used in biochar-modified red clay composites, inorganic clay composites, asphalt mixtures, and biochar-based geopolymers. Biochar can also be used as a low-carbon filler material in the manufacturing of cement, which could result in a reduction of carbon dioxide.

Biochar application in the construction industry to enhance the properties of conventional materials
6.5 Biochar as a catalyst for the biofuel industry
Biochar produced through Thermochemical Conversion Technology (TCCT) can be used as a catalyst in the transesterification and fermentation processes (Alam et al. 2012). Biofuel is produced via chemical, biological, and thermochemical processes. Transesterification is a chemical method that is used for anaerobic digestion and dark fermentation. It is based on a biochemical method and a thermochemical method that includes torrefaction, hydrothermal carbonization, and gasification (Hossain et al. 2019). A catalyst is an accelerating agent that is added to biofuel production to enhance the rate of reaction and thus the biofuel yield. Catalysts are broadly classified as homogeneous or heterogeneous. Due to their ease of separation during the synthesis of biodiesel, heterogeneous catalysts are typically favored over homogeneous catalysts (Ribeiro et al. 2011). Carbon-rich biochar and the existence of aromatic hydrocarbons are very important in biofuel production because they act as heterogeneous catalysts. Lipase is an enzyme that is used to convert lipids into biodiesel. Recently, biochar has been utilized as a catalyst to convert lipids into biodiesel. Other reasons why biochar is used as a catalyst are its low cost, presence of multiple functional groups, increased surface area, stable structure, thermal and mechanical stability, and environmentally friendly nature (Yu et al. 2010).
6.6 Role of biochar in composting
One of the most important biodegradation methods for solid waste is composting (Fig. 8). The compost has a high organic content and will boost crop yield (Byers 2021). Composting’s main disadvantage is the release of secondary pollutants such as methane gas and other odors. This has become a major environmental concern in recent years. It has been reported that during the composting process, approximately 0.6 to 10 g kg−1 of nitrous oxide and methane gases are liberated. Furthermore, in some cases, due to oxygen depletion during the composting process, aerobic conditions are converted to anaerobic conditions (Akdeniz 2019). The release of H2S, CO2, CH4, and N2O will be increased during the anaerobic composting process. When volatile organic compounds decompose and react with the sun's ultraviolet rays, ozone is formed. This will increase the amount of ground-level ozone, which is a significant source of air pollution. The addition of biochar to compost will improve decomposition and reduce GHG emissions (Agyarko-Mintah et al. 2017). When biochar was added to the compost, the operating conditions drastically changed. The compost's pH was raised from 6.5 to 7.5, the moisture content was increased from 50 to 60%, the C/N ratio was raised from 20 to 25:1, and the biochar dose was raised from 1 to 20%. Increased oxygen availability, microbial growth, and humification were all influenced by these operating conditions. Further application of biochar to the composting process will improve thermophilic degradation, resulting in a faster decomposition process, a lower pH value, and less ammonia gas emission. Approximately 98% of ammonia gas emissions will be reduced, 80% of methane gas emissions will be reduced, and 50% of volatile organic compounds (VOCs) will be reduced. Table 10 summarizes the impact of biochar in the composting process and the emission of GHGs.

Compositing process and release of greenhouse gases (GHGs) (Yin et al. 2021)
7 An economic barrier to biochar
Financial constraint is considered one of the major barriers to biochar production for commercial enterprises and land managers (Li et al. 2023). Biochar production costs include capital and operating expenditures. The feedstock quality and availability decide the overall production cost of biochar in different regions. The capital cost includes infrastructure, equipment, and vehicles used for the transportation of the feedstocks, and the operating cost includes maintenance, repair works, manpower, and other taxes related to biochar production (Bergman et al. 2022). Globally, the current biochar production technique suggests that the cost of biochar production is very high and several new technologies need to be adopted to reduce the cost of biochar production. The major drawback is the cost associated with pyrolysis plants is very high and the incentives provided by the government for reaching carbon neutrality are comparatively much less. Table 11 summarizes the cost of biochar production in different countries.
8 Challenges
Despite several advantages of biochar, globally, still there are many challenges in biochar production and its application.
-
a.
Feedstock selection and availability: Biochar quality and quantity depend on the type of feedstock used in the thermochemical conversion process. For instance, contaminated feedstock affects the biochar quality and it has a huge impact on soil remediation and water/wastewater treatment. Feedstock shape and size are other important factors that will result in pre-treatment and increase the cost of energy during the production process. For biochar to be produced, biomass feedstock must be consistently available. It is crucial to guarantee a steady and sustainable supply of feedstock. Initiatives like encouraging the cultivation of energy-focused crops, supporting responsible land management techniques, and making use of forestry and agricultural residues can all help address this.
-
b.
Biochar production inconsistency: Several factors, including feedstocks, production techniques, pyrolysis temperature, particle size and shape, operating conditions, and heating rate, contribute to variability in biochar production. For example, an increase in pyrolysis temperature leads to a reduction in the content of volatile matter, hydrogen, and oxygen. Variations in feedstocks will result in variations in the pH of the biochar produced and physic chemical properties of the biochar. Improper application of this biochar to any environmental applications will result in a change in pH, and surface area, and these result in some chemical reactions leading to the production of some secondary pollutants.
-
c.
Technological barriers: there are several technological barriers to scaling biochar into large-scale production. Some of the major barriers are feedstock availability and quality, production cost, infrastructure and technology, quality standards and certification, market development and demand, and environmental and social considerations. Scaling up biochar production to a large scale is expensive and cost-effective production methods need to be implemented in order to overcome this issue. New novel methods for biochar production need to be developed in the future to have a sustainable cost-effective production method.
In addition to the above, government incentives and subsidies will pave the way for large-scale biochar production. For biochar to be used in a variety of industries, its quality must be consistently maintained. Setting up certification procedures and quality standards can reassure consumers and promote market expansion. To create and execute such standards, cooperation between researchers, policymakers, and industry stakeholders is required. The market for biochar needs to be expanded to grow. Educating people about the advantages of biochar in a variety of fields, such as horticulture, environmental remediation, and agriculture, can help create demand. Governments can encourage the growth of the market by implementing biochar-promoting policies, such as grants, incentives, and procurement plans. Potential effects on the environment and society should be taken into account when producing and using biochar on a large scale. Implementing biochar sustainably requires evaluating life cycle effects, such as greenhouse gas emissions, water use, and changes in land use. It is essential to interact with stakeholders and local communities to resolve issues and guarantee that benefits are distributed fairly.
9 Future perspectives
In the realm of renewable resources, biochar stands out as a promising solution to various environmental challenges. To pave the way for its commercial applications, a thorough techno-economic analysis and life cycle assessment should be undertaken to gauge its environmental impact and sustainability across different sectors. Further research is essential to optimize biochar activation methods for specific applications and to elucidate its interaction with soil microbial populations. The mechanism behind biochar’s efficacy in removing toxic contaminants remains unclear, requiring more exploration, especially in the context of electrochemical conversion and its potential use as supercapacitors. Enforcing stringent regulations on biochar quality and safety is crucial, necessitating a detailed protocol for raw material selection and production methods. Innovative technologies must be harnessed to advance scientific understanding of biochar's reactions with different materials, supporting its performance development in various sectors. Comprehensive studies on the impact of production processes on biochar characteristics are vital, especially considering variations in the types of biochar used for energy, agriculture, and water treatment. Biochar also exhibits great potential for synergistic integration with other sustainable energy technologies. When combined with renewable energy systems, such as biomass or solar power, biochar production can become an integral part of a circular bio-economy. The waste generated from renewable energy processes can be utilized as feedstock for biochar production, creating a closed-loop system that minimizes environmental impact. Ultimately, circular bio-economy practices hold the key to unlocking sustainable solutions across diverse sectors.
10 Conclusion
Waste-to-energy conversion will propel environmentally sustainable development. The various feedstock and production routes of biochar, such as pyrolysis, gasification, torrefaction, and hydrothermal carbonization, were discussed and summarised in this article. Biochar's physicochemical properties are crucial for mitigation strategies. The environmental application of biochar was also summarised. The use of biochar in wastewater treatment is being investigated to the greatest extent possible. Biochar was utilized to eliminate toxins like heavy metals, dyes, cosmetic pollutants, and merging pollutants. The construction industry, composting processes, biofuel industry, and carbon capture technology are all interested in biochar applications. Future efforts should focus on optimizing production processes, tailoring biochar properties, and exploring diverse environmental applications. Public awareness, policy support, and collaboration between research, industry, and policymakers are crucial for maximizing the environmental benefits of biochar. To support the commercialization of biochar for large-scale uses, a thorough evaluation of the advantages and disadvantages of biochar for various environmental applications in terms of technical, environmental, economic, and social issues is necessary. Further research should focus on the environmental sustainability of biochar since the rate of mineralization of carbon in biochar depends on several factors and this issue can be addressed by conducting several field studies and exploring the potential of biochar.
Availability of data and materials
All data in the manuscript are previously published.
References
Abdoulmoumine N, Adhikari S, Kulkarni A, Chattanathan S (2015) A review on biomass gasification syngas cleanup. Appl Energy 155:294–307. https://doi.org/10.1016/J.APENERGY.2015.05.095
Adewuyi A (2020) Chemically modified biosorbents and their role in the removal of emerging pharmaceutical waste in the water system. Water 12:1551. https://doi.org/10.3390/W12061551
Agyarko-Mintah E, Cowie A, Singh BP et al (2017) Biochar increases nitrogen retention and lowers greenhouse gas emissions when added to composting poultry litter. Waste Manag 61:138–149. https://doi.org/10.1016/J.WASMAN.2016.11.027
Ahmad M, Usman ARA, Rafique MI, Al-Wabel MI (2019) Engineered biochar composites with zeolite, silica, and nano-zerovalent iron for the efficient scavenging of chlortetracycline from aqueous solutions. Environ Sci Pollut Res 26:15136–15152. https://doi.org/10.1007/S11356-019-04850-7/METRICS
Akdeniz N (2019) A systematic review of biochar use in animal waste composting. Waste Manag 88:291–300. https://doi.org/10.1016/J.WASMAN.2019.03.054
Alam F, Date A, Rasjidin R et al (2012) Biofuel from algae—is it a viable alternative? Proc Eng 49:221–227. https://doi.org/10.1016/J.PROENG.2012.10.131
Alhashimi HA, Aktas CB (2017) Life cycle environmental and economic performance of biochar compared with activated carbon: a meta-analysis. Resour Conserv Recycl 118:13–26. https://doi.org/10.1016/J.RESCONREC.2016.11.016
Alkurdi SSA, Herath I, Bundschuh J et al (2019) Biochar versus bone char for a sustainable inorganic arsenic mitigation in water: what needs to be done in future research? Environ Int 127:52–69. https://doi.org/10.1016/J.ENVINT.2019.03.012
Amalina F, Razak ASA, Krishnan S et al (2022a) Biochar production techniques utilizing biomass waste-derived materials and environmental applications—a review. J Hazard Mater Adv 7:100134. https://doi.org/10.1016/J.HAZADV.2022.100134
Amalina F, Razak ASA, Krishnan S et al (2022b) Water hyacinth (Eichhornia crassipes) for organic contaminants removal in water—a review. J Hazard Mater Adv 7:100092. https://doi.org/10.1016/J.HAZADV.2022.100092
Amalina Ishak F, Haziq Jamil M, Syukor Abd Razak A et al (2019) Development of animal feed from waste to wealth using napier grass and palm acid oil (PAO) from palm oil mill effluent (POME). Mater Today Proc 19:1618–1627. https://doi.org/10.1016/J.MATPR.2019.11.190
Ambaye TG, Rene ER, Dupont C et al (2020) Anaerobic digestion of fruit waste mixed with sewage sludge digestate biochar: influence on biomethane production. Front Energy Res 8:31. https://doi.org/10.3389/FENRG.2020.00031/BIBTEX
Amjith LR, Bavanish B (2022) A review on biomass and wind as renewable energy for sustainable environment. Chemosphere 293:133579. https://doi.org/10.1016/J.CHEMOSPHERE.2022.133579
Angin D, Altintig E, Köse TE (2013) Influence of process parameters on the surface and chemical properties of activated carbon obtained from biochar by chemical activation. Bioresour Technol 148:542–549. https://doi.org/10.1016/J.BIORTECH.2013.08.164
Anwar Z, Gulfraz M, Irshad M (2014) Agro-industrial lignocellulosic biomass a key to unlock the future bio-energy: a brief review. J Radiat Res Appl Sci 7:163–173. https://doi.org/10.1016/J.JRRAS.2014.02.003
Awasthi MK, Wang M, Chen H et al (2017) Heterogeneity of biochar amendment to improve the carbon and nitrogen sequestration through reduce the greenhouse gases emissions during sewage sludge composting. Bioresour Technol 224:428–438. https://doi.org/10.1016/J.BIORTECH.2016.11.014
Awasthi MK, Duan Y, Awasthi SK et al (2020) Influence of bamboo biochar on mitigating greenhouse gas emissions and nitrogen loss during poultry manure composting. Bioresour Technol. https://doi.org/10.1016/J.BIORTECH.2020.122952
Ayaz M, Feizienė D, Tilvikienė V et al (2021) Biochar role in the sustainability of agriculture and environment. Sustainability 13:1330. https://doi.org/10.3390/SU13031330
Babel S, Kurniawan TA (2004) Cr(VI) removal from synthetic wastewater using coconut shell charcoal and commercial activated carbon modified with oxidizing agents and/or chitosan. Chemosphere 54:951–967. https://doi.org/10.1016/J.CHEMOSPHERE.2003.10.001
Badawi AK, Emam HE, Hamad HN, Idrus S (2022) Recent developments in the application of bio-waste-derived adsorbents for the removal of methylene blue from wastewater: a review. Polymers 14:783. https://doi.org/10.3390/POLYM14040783
Baldikova E, Pospiskova K, Safarik I (2020) Removal of bisphenol A using magnetically responsive spruce chip biochar. Chem Eng Technol 43:168–171. https://doi.org/10.1002/CEAT.201800616
Banerjee S, Mukherjee S, LaminKa-ot A et al (2016) Biosorptive uptake of Fe2+, Cu2+ and As5+ by activated biochar derived from Colocasia esculenta: isotherm, kinetics, thermodynamics, and cost estimation. J Adv Res 7:597–610. https://doi.org/10.1016/J.JARE.2016.06.002
Bergman R, Sahoo K, Englund K, Mousavi-Avval SH (2022) Lifecycle assessment and techno-economic analysis of biochar pellet production from forest residues and field application. Energies 15:1559. https://doi.org/10.3390/EN15041559
Briffa J, Sinagra E, Blundell R (2020) Heavy metal pollution in the environment and their toxicological effects on humans. Heliyon 6:e04691. https://doi.org/10.1016/J.HELIYON.2020.E04691
Brockhoff SR, Christians NE, Killorn RJ et al (2010) Physical and mineral-nutrition properties of sand-based turfgrass root zones amended with biochar. Agron J 102:1627–1631. https://doi.org/10.2134/AGRONJ2010.0188
Brown AE, Adams JMM, Grasham OR et al (2020) An assessment of different integration strategies of hydrothermal carbonisation and anaerobic digestion of water hyacinth. Energies 13:5983. https://doi.org/10.3390/EN13225983
Bruckman VJ, Pumpanen J (2019) Biochar use in global forests: opportunities and challenges. Dev Soil Sci 36:427–453. https://doi.org/10.1016/B978-0-444-63998-1.00017-3
Burhenne L, Messmer J, Aicher T, Laborie MP (2013) The effect of the biomass components lignin, cellulose and hemicellulose on TGA and fixed bed pyrolysis. J Anal Appl Pyrolysis 101:177–184. https://doi.org/10.1016/J.JAAP.2013.01.012
Byers JE (2021) Marine parasites and disease in the era of global climate change. Annu Rev Mar Sci 13:397–420. https://doi.org/10.1146/annurev-marine-031920-100429
Cai T, Liu X, Zhang J et al (2021) Silicate-modified oiltea camellia shell-derived biochar: a novel and cost-effective sorbent for cadmium removal. J Clean Prod 281:125390. https://doi.org/10.1016/J.JCLEPRO.2020.125390
Campos P, Miller AZ, Knicker H et al (2020) Chemical, physical and morphological properties of biochars produced from agricultural residues: implications for their use as soil amendment. Waste Manag 105:256–267. https://doi.org/10.1016/J.WASMAN.2020.02.013
Cárdenas- Aguiar E, Gascó G, Paz-Ferreiro J, Méndez A (2017) The effect of biochar and compost from urban organic waste on plant biomass and properties of an artificially copper polluted soil. Int Biodeterior Biodegrad 124:223–232. https://doi.org/10.1016/J.IBIOD.2017.05.014
Cha JS, Choi JC, Ko JH et al (2010) The low-temperature SCR of NO over rice straw and sewage sludge derived char. Chem Eng J 156:321–327. https://doi.org/10.1016/J.CEJ.2009.10.027
Chen W, Liao X, Wu Y et al (2017) Effects of different types of biochar on methane and ammonia mitigation during layer manure composting. Waste Manag 61:506–515. https://doi.org/10.1016/J.WASMAN.2017.01.014
Chen T, Luo L, Deng S et al (2018) Sorption of tetracycline on H3PO4 modified biochar derived from rice straw and swine manure. Bioresour Technol 267:431–437. https://doi.org/10.1016/J.BIORTECH.2018.07.074
Chen H, Awasthi SK, Liu T et al (2020) Effects of microbial culture and chicken manure biochar on compost maturity and greenhouse gas emissions during chicken manure composting. J Hazard Mater 389:121908. https://doi.org/10.1016/J.JHAZMAT.2019.121908
Cheng F, Luo H, Colosi LM (2020) Slow pyrolysis as a platform for negative emissions technology: an integration of machine learning models, life cycle assessment, and economic analysis. Energy Convers Manag 223:113258. https://doi.org/10.1016/J.ENCONMAN.2020.113258
Cheng N, Wang B, Wu P et al (2021) Adsorption of emerging contaminants from water and wastewater by modified biochar: a review. Environ Pollut 273:116448. https://doi.org/10.1016/J.ENVPOL.2021.116448
Chiappero M, Norouzi O, Hu M et al (2020) Review of biochar role as additive in anaerobic digestion processes. Renew Sustain Energy Rev 131:110037. https://doi.org/10.1016/J.RSER.2020.110037
Cho HJ, Baek K, Jeon JK et al (2013) Removal characteristics of copper by marine macro-algae-derived chars. Chem Eng J 217:205–211. https://doi.org/10.1016/J.CEJ.2012.11.123
Chowdhury MA, de Neergaard A, Jensen LS (2014) Potential of aeration flow rate and bio-char addition to reduce greenhouse gas and ammonia emissions during manure composting. Chemosphere 97:16–25. https://doi.org/10.1016/J.CHEMOSPHERE.2013.10.030
Contescu CI, Adhikari SP, Gallego NC et al (2018) Activated carbons derived from high-temperature pyrolysis of lignocellulosic biomass. J Carbon Res. 4:51. https://doi.org/10.3390/C4030051
Daffalla SB, Mukhtar H, Shaharun MS (2020) Preparation and characterization of rice husk adsorbents for phenol removal from aqueous systems. PLoS ONE 15:e0243540. https://doi.org/10.1371/JOURNAL.PONE.0243540
Daful AG, Chandraratne MR (2020) Biochar production from biomass waste-derived material. Encycl Renew Sustain Mater. https://doi.org/10.1016/B978-0-12-803581-8.11249-4
Dai J, Meng X, Zhang Y, Huang Y (2020) Effects of modification and magnetization of rice straw derived biochar on adsorption of tetracycline from water. Bioresour Technol 311:123455. https://doi.org/10.1016/J.BIORTECH.2020.123455
Das SK, Ghosh GK, Avasthe R (2021) Applications of biomass derived biochar in modern science and technology. Environ Technol Innov 21:101306. https://doi.org/10.1016/J.ETI.2020.101306
Demirbaş A (1997) Calculation of higher heating values of biomass fuels. Fuel 76:431–434. https://doi.org/10.1016/S0016-2361(97)85520-2
Dewayanto N, Isha R, Nordin MR (2014) Use of palm oil decanter cake as a new substrate for the production of bio-oil by vacuum pyrolysis. Energy Convers Manag 86:226–232. https://doi.org/10.1016/J.ENCONMAN.2014.04.078
Dhyani V, Bhaskar T (2018) A comprehensive review on the pyrolysis of lignocellulosic biomass. Renew Energy 129:695–716. https://doi.org/10.1016/J.RENENE.2017.04.035
Díez D, Urueña A, Piñero R et al (2020) Determination of hemicellulose, cellulose, and lignin content in different types of biomasses by thermogravimetric analysis and pseudocomponent kinetic model (TGA-PKM method). Processes 8:1048. https://doi.org/10.3390/PR8091048
Dong CD, Chen CW, Tsai ML et al (2019) Degradation of 4-nonylphenol in marine sediments by persulfate over magnetically modified biochars. Bioresour Technol 281:143–148. https://doi.org/10.1016/J.BIORTECH.2019.02.072
Eke J, Onwudili JA, Bridgwater AV (2020) Influence of moisture contents on the fast pyrolysis of trommel fines in a bubbling fluidized bed reactor. Waste Biomass Valoriz 11:3711–3722. https://doi.org/10.1007/S12649-018-00560-2/FIGURES/5
El-Naggar A, Lee SS, Rinklebe J et al (2019) Biochar application to low fertility soils: a review of current status, and future prospects. Geoderma 337:536–554. https://doi.org/10.1016/J.GEODERMA.2018.09.034
Enaime G, Baçaoui A, Yaacoubi A, Lübken M (2020) Biochar for wastewater treatment—conversion technologies and applications. Appl Sci 10:3492. https://doi.org/10.3390/APP10103492
Erdogdu AE, Polat R, Ozbay G (2019) Pyrolysis of goat manure to produce bio-oil. Eng Sci Technol Int J 22:452–457. https://doi.org/10.1016/J.JESTCH.2018.11.002
Fan YS, Cai YX, Li XH et al (2015) Comparison of the products in vacuum pyrolysis vapors derived from non-catalytic and catalytic upgrading of camphorwood sawdust. Chem Ind for Prod 35:70–76. https://doi.org/10.3969/j.issn.0253-2417.2015.01.011
Farah Amalina I, Muhammad Haziq J, Abdul Syukor AR et al (2020) Formulation of capra hircus feed to utilize artocarpus heterophyllus leaves and palm acid oil (PAO). IOP Conf Ser Mater Sci Eng 736:022016. https://doi.org/10.1088/1757-899X/736/2/022016
Fleig OP, Raymundo LM, Trierweiler LF, Trierweiler JO (2021) Study of rice husk continuous torrefaction as a pretreatment for fast pyrolysis. J Anal Appl Pyrolysis 154:104994. https://doi.org/10.1016/J.JAAP.2020.104994
Fukuda S (2015) Pyrolysis investigation for bio-oil production from various biomass feedstocks in Thailand. Int J Green Energy 12:215–224. https://doi.org/10.1080/15435075.2014.891519
Ge S, Yek PNY, Cheng YW et al (2021) Progress in microwave pyrolysis conversion of agricultural waste to value-added biofuels: a batch to continuous approach. Renew Sustain Energy Rev 135:110148. https://doi.org/10.1016/J.RSER.2020.110148
Glaser B, Haumaier L, Guggenberger G, Zech W (2001) The “Terra Preta” phenomenon: a model for sustainable agriculture in the humid tropics. Naturwissenschaften 88:37–41. https://doi.org/10.1007/S001140000193/METRICS
Goyal M, Dhawan R, Bhagat M (2008) Adsorption of dimethyl sulfide vapors by activated carbons. Colloids Surf A Physicochem Eng Asp 322:164–169. https://doi.org/10.1016/J.COLSURFA.2008.02.047
Greenhalf CE, Nowakowski DJ, Harms AB et al (2013) A comparative study of straw, perennial grasses and hardwoods in terms of fast pyrolysis products. Fuel 108:216–230. https://doi.org/10.1016/j.fuel.2013.01.075
Greenough S, Dumont MJ, Prasher S (2021) The physicochemical properties of biochar and its applicability as a filler in rubber composites: a review. Mater Today Commun 29:102912. https://doi.org/10.1016/J.MTCOMM.2021.102912
Guimarães JL, Frollini E, da Silva CG et al (2009) Characterization of banana, sugarcane bagasse and sponge gourd fibers of Brazil. Ind Crops Prod 30:407–415. https://doi.org/10.1016/J.INDCROP.2009.07.013
Guo S, Peng J, Li W et al (2009) Effects of CO2 activation on porous structures of coconut shell-based activated carbons. Appl Surf Sci 255:8443–8449. https://doi.org/10.1016/J.APSUSC.2009.05.150
Hassan MM, Carr CM (2021) Biomass-derived porous carbonaceous materials and their composites as adsorbents for cationic and anionic dyes: a review. Chemosphere. https://doi.org/10.1016/J.CHEMOSPHERE.2020.129087
He S, Wang J, Cheng Z et al (2021) Synergetic effect and primary reaction network of corn cob and cattle manure in single and mixed hydrothermal liquefaction. J Anal Appl Pyrolysis 155:105076. https://doi.org/10.1016/J.JAAP.2021.105076
Henrich E, Dahmen N, Weirich F et al (2016) Fast pyrolysis of lignocellulosics in a twin screw mixer reactor. Fuel Process Technol 143:151–161. https://doi.org/10.1016/J.FUPROC.2015.11.003
Hoang Anh T, Goldfarb JL, Foley AM et al (2022) Production of biochar from crop residues and its application for anaerobic digestion. Bioresour Technol 363:127970. https://doi.org/10.1016/j.biortech.2022.127970
Hossain N, Mahlia TMI, Saidur R (2019) Latest development in microalgae-biofuel production with nano-additives. Biotechnol Biofuels 12:1–16. https://doi.org/10.1186/S13068-019-1465-0
Howard R, Abotsi E, van Rensburg EJ, Howard S (2004) Lignocellulose biotechnology: issues of bioconversion and enzyme production. Afr J Biotechnol 2:602–619. https://doi.org/10.4314/ajb.v2i12.14892
Hu S, Jess A, Xu M (2007) Kinetic study of Chinese biomass slow pyrolysis: comparison of different kinetic models. Fuel 86:2778–2788. https://doi.org/10.1016/J.FUEL.2007.02.031
Huang YF, Te CP, Kuan WH, Lo SL (2016) Microwave pyrolysis of lignocellulosic biomass: heating performance and reaction kinetics. Energy 100:137–144. https://doi.org/10.1016/J.ENERGY.2016.01.088
Huang H, Tang J, Gao K et al (2017) Characterization of KOH modified biochars from different pyrolysis temperatures and enhanced adsorption of antibiotics. RSC Adv 7:14640–14648. https://doi.org/10.1039/C6RA27881G
Huang J, Zimmerman AR, Chen H, Gao B (2020) Ball milled biochar effectively removes sulfamethoxazole and sulfapyridine antibiotics from water and wastewater. Environ Pollut 258:113809. https://doi.org/10.1016/J.ENVPOL.2019.113809
Hussain I, Li M, Zhang Y et al (2017) Insights into the mechanism of persulfate activation with nZVI/BC nanocomposite for the degradation of nonylphenol. Chem Eng J 311:163–172. https://doi.org/10.1016/J.CEJ.2016.11.085
Ingram L, Mohan D, Bricka M et al (2008) Pyrolysis of wood and bark in an auger reactor: physical properties and chemical analysis of the produced bio-oils. Energy Fuels 22:614–625. https://doi.org/10.1021/ef700335k
Inyang M, Gao B, Zimmerman A et al (2015) Sorption and cosorption of lead and sulfapyridine on carbon nanotube-modified biochars. Environ Sci Pollut Res 22:1868–1876. https://doi.org/10.1007/S11356-014-2740-Z/METRICS
Jang HM, Kan E (2019) Engineered biochar from agricultural waste for removal of tetracycline in water. Bioresour Technol 284:437–447. https://doi.org/10.1016/J.BIORTECH.2019.03.131
Jang HM, Yoo S, Choi YK et al (2018) Adsorption isotherm, kinetic modeling and mechanism of tetracycline on Pinus taeda-derived activated biochar. Bioresour Technol 259:24–31. https://doi.org/10.1016/J.BIORTECH.2018.03.013
Jayaraju RM, Gaddam K, Ravindiran G et al (2021) Biochar from waste biomass as a biocatalyst for biodiesel production: an overview. Appl Nanosci 2021:1–12. https://doi.org/10.1007/S13204-021-01924-2
Jiang SF, Ling LL, Chen WJ et al (2019) High efficient removal of bisphenol A in a peroxymonosulfate/iron functionalized biochar system: mechanistic elucidation and quantification of the contributors. Chem Eng J 359:572–583. https://doi.org/10.1016/J.CEJ.2018.11.124
Jing XR, Wang YY, Liu WJ et al (2014) Enhanced adsorption performance of tetracycline in aqueous solutions by methanol-modified biochar. Chem Eng J 248:168–174. https://doi.org/10.1016/J.CEJ.2014.03.006
Jones BEH, Haynes RJ, Phillips IR (2010) Effect of amendment of bauxite processing sand with organic materials on its chemical, physical and microbial properties. J Environ Manage 91:2281–2288. https://doi.org/10.1016/J.JENVMAN.2010.06.013
Joubert JE, Carrier M, Dahmen N et al (2015) Inherent process variations between fast pyrolysis technologies: a case study on Eucalyptus grandis. Fuel Process Technol 131:389–395. https://doi.org/10.1016/J.FUPROC.2014.12.012
Jung S, Kim JH, Lee DJ et al (2021) Virtuous utilization of biochar and carbon dioxide in the thermochemical process of dairy cattle manure. Chem Eng J 416:129110. https://doi.org/10.1016/J.CEJ.2021.129110
Kambo HS, Dutta A (2015) A comparative review of biochar and hydrochar in terms of production, physico-chemical properties and applications. Renew Sustain Energy Rev 45:359–378. https://doi.org/10.1016/J.RSER.2015.01.050
Kameyama K, Miyamoto T, Iwata Y (2019) The preliminary study of water-retention related properties of biochar produced from various feedstock at different pyrolysis temperatures. Materials 12:1732. https://doi.org/10.3390/MA12111732
Kang K, Klinghoffer NB, ElGhamrawy I, Berruti F (2021) Thermochemical conversion of agroforestry biomass and solid waste using decentralized and mobile systems for renewable energy and products. Renew Sustain Energy Rev 149:111372. https://doi.org/10.1016/J.RSER.2021.111372
Kapoor RT (2021) Biochar a sustainable solution for wastewater treatment: current status and perspectives. Microb Ecol Wastewater Treat Plants. https://doi.org/10.1016/B978-0-12-822503-5.00008-4
Karimi S, Soofiani NM, Mahboubi A, Taherzadeh MJ (2018) Use of organic wastes and industrial by-products to produce filamentous fungi with potential as aqua-feed ingredients. Sustainability 10:3296. https://doi.org/10.3390/SU10093296
Khamlue P, Lertcumfu N, Jaita P et al (2019) The effects of biochar additive on the properties of geopolymer materials. Key Eng Mater 798:273–278. https://doi.org/10.4028/WWW.SCIENTIFIC.NET/KEM.798.273
Kim M, Day DF (2011) Composition of sugar cane, energy cane, and sweet sorghum suitable for ethanol production at Louisiana sugar mills. J Ind Microbiol Biotechnol 38:803–807. https://doi.org/10.1007/S10295-010-0812-8
Kim KH, Kim TS, Lee SM et al (2013) Comparison of physicochemical features of biooils and biochars produced from various woody biomasses by fast pyrolysis. Renew Energy 50:188–195. https://doi.org/10.1016/J.RENENE.2012.06.030
Kizito S, Luo H, Lu J et al (2019) Role of nutrient-enriched biochar as a soil amendment during maize growth: exploring practical alternatives to recycle agricultural residuals and to reduce chemical fertilizer demand. Sustainability 11:3211. https://doi.org/10.3390/SU11113211
Kołtowski M, Hilber I, Bucheli TD, Oleszczuk P (2016) Effect of steam activated biochar application to industrially contaminated soils on bioavailability of polycyclic aromatic hydrocarbons and ecotoxicity of soils. Sci Total Environ 566–567:1023–1031. https://doi.org/10.1016/J.SCITOTENV.2016.05.114
Krishnan S, Zulkapli NS, Kamyab H et al (2021) Current technologies for recovery of metals from industrial wastes: an overview. Environ Technol Innov 22:101525. https://doi.org/10.1016/J.ETI.2021.101525
Kumar S, Ankaram S (2019) Waste-to-energy model/tool presentation. Curr Dev Biotechnol Bioeng Waste Treat Process Energy Gener. https://doi.org/10.1016/B978-0-444-64083-3.00012-9
Lam SS, Russell AD, Lee CL, Chase HA (2012) Microwave-heated pyrolysis of waste automotive engine oil: influence of operation parameters on the yield, composition, and fuel properties of pyrolysis oil. Fuel 92:327–339. https://doi.org/10.1016/J.FUEL.2011.07.027
Lam SS, Wan Mahari WA, Ok YS et al (2019) Microwave vacuum pyrolysis of waste plastic and used cooking oil for simultaneous waste reduction and sustainable energy conversion: recovery of cleaner liquid fuel and techno-economic analysis. Renew Sustain Energy Rev 115:109359. https://doi.org/10.1016/J.RSER.2019.109359
Le Brech Y, Jia L, Cissé S et al (2016) Mechanisms of biomass pyrolysis studied by combining a fixed bed reactor with advanced gas analysis. J Anal Appl Pyrolysis 117:334–346. https://doi.org/10.1016/J.JAAP.2015.10.013
Lee H, Yang S, Wi S, Kim S (2019) Thermal transfer behavior of biochar-natural inorganic clay composite for building envelope insulation. Constr Build Mater 223:668–678. https://doi.org/10.1016/J.CONBUILDMAT.2019.06.215
Lee DJ, Lu JS, Chang JS (2020) Pyrolysis synergy of municipal solid waste (MSW): a review. Bioresour Technol. https://doi.org/10.1016/J.BIORTECH.2020.123912
Lee Y, Kim S, Lee J (2021) Co-pyrolysis for the valorization of food waste and oriental herbal medicine byproduct. J Anal Appl Pyrolysis 154:105016. https://doi.org/10.1016/J.JAAP.2021.105016
Leng L, Xiong Q, Yang L et al (2021) An overview on engineering the surface area and porosity of biochar. Sci Total Environ 763:144204. https://doi.org/10.1016/J.SCITOTENV.2020.144204
Li S, Chen G (2018) Thermogravimetric, thermochemical, and infrared spectral characterization of feedstocks and biochar derived at different pyrolysis temperatures. Waste Manag 78:198–207. https://doi.org/10.1016/J.WASMAN.2018.05.048
Li L, Rowbotham JS, Christopher Greenwell H, Dyer PW (2013) An introduction to pyrolysis and catalytic pyrolysis: versatile techniques for biomass conversion. New Futur Dev Catal Catal Biomass Convers. https://doi.org/10.1016/B978-0-444-53878-9.00009-6
Li R, Zhang Y, Deng H et al (2020) Removing tetracycline and Hg(II) with ball-milled magnetic nanobiochar and its potential on polluted irrigation water reclamation. J Hazard Mater 384:121095. https://doi.org/10.1016/J.JHAZMAT.2019.121095
Li Y, Gupta R, Zhang Q, You S (2023) Review of biochar production via crop residue pyrolysis: development and perspectives. Bioresour Technol 369:128423. https://doi.org/10.1016/J.BIORTECH.2022.128423
Liang J, Fang Y, Luo Y et al (2019) Magnetic nanoferromanganese oxides modified biochar derived from pine sawdust for adsorption of tetracycline hydrochloride. Environ Sci Pollut Res 26:5892–5903. https://doi.org/10.1007/S11356-018-4033-4/METRICS
Liaw SS, Zhou S, Wu H, Garcia-Perez M (2013) Effect of pretreatment temperature on the yield and properties of bio-oils obtained from the auger pyrolysis of Douglas fir wood. Fuel 103:672–682. https://doi.org/10.1016/J.FUEL.2012.08.016
Lin JC, Mariuzza D, Volpe M et al (2021) Integrated thermochemical conversion process for valorizing mixed agricultural and dairy waste to nutrient-enriched biochars and biofuels. Bioresour Technol 328:124765. https://doi.org/10.1016/J.BIORTECH.2021.124765
Liu Z, Dugan B, Masiello CA, Gonnermann HM (2017) Biochar particle size, shape, and porosity act together to influence soil water properties. PLoS ONE. https://doi.org/10.1371/JOURNAL.PONE.0179079
Liu J, Zhou B, Zhang H et al (2019) A novel Biochar modified by Chitosan-Fe/S for tetracycline adsorption and studies on site energy distribution. Bioresour Technol 294:122152. https://doi.org/10.1016/J.BIORTECH.2019.122152
Liu H, Kumar V, Yadav V et al (2021a) Bioengineered biochar as smart candidate for resource recovery toward circular bio-economy: a review. Bioengineered 12:10269. https://doi.org/10.1080/21655979.2021.1993536
Liu Z, Wang Z, Chen H et al (2021b) Hydrochar and pyrochar for sorption of pollutants in wastewater and exhaust gas: a critical review. Environ Pollut. https://doi.org/10.1016/J.ENVPOL.2020.115910
Lu JS, Chang Y, Poon CS, Lee DJ (2020) Slow pyrolysis of municipal solid waste (MSW): a review. Bioresour Technol 312:123615. https://doi.org/10.1016/J.BIORTECH.2020.123615
Ma Z, Gao N, Xie L, Li A (2014) Study of the fast pyrolysis of oilfield sludge with solid heat carrier in a rotary kiln for pyrolytic oil production. J Anal Appl Pyrolysis 105:183–190. https://doi.org/10.1016/J.JAAP.2013.11.003
Makwana J, Dhass AD, Ramana PV et al (2023) An analysis of waste/biomass gasification producing hydrogen-rich syngas: a review. Int J Thermofluids 20:100492. https://doi.org/10.1016/J.IJFT.2023.100492
Malherbe S, Cloete TE (2002) Lignocellulose biodegradation: fundamentals and applications. Rev Environ Sci Biotechnol 1:105–114. https://doi.org/10.1023/A:1020858910646/METRICS
Mamaeva A, Tahmasebi A, Tian L, Yu J (2016) Microwave-assisted catalytic pyrolysis of lignocellulosic biomass for production of phenolic-rich bio-oil. Bioresour Technol 211:382–389. https://doi.org/10.1016/J.BIORTECH.2016.03.120
Manisalidis I, Stavropoulou E, Stavropoulos A, Bezirtzoglou E (2020) Environmental and health impacts of air pollution: a review. Front Public Heal 8:14. https://doi.org/10.3389/FPUBH.2020.00014
Manyà JJ, García-Morcate D, González B (2020) Adsorption performance of physically activated biochars for postcombustion CO2 capture from dry and humid flue gas. Appl Sci 10:376. https://doi.org/10.3390/APP10010376
Mao H, Zhang H, Fu Q et al (2019) Effects of four additives in pig manure composting on greenhouse gas emission reduction and bacterial community change. Bioresour Technol. https://doi.org/10.1016/J.BIORTECH.2019.121896
Martínez EJ, Rosas JG, Sotres A et al (2018) Codigestion of sludge and citrus peel wastes: evaluating the effect of biochar addition on microbial communities. Biochem Eng J 137:314–325. https://doi.org/10.1016/J.BEJ.2018.06.010
McKendry P (2002) Energy production from biomass (part 1): overview of biomass. Bioresour Technol 83:37–46. https://doi.org/10.1016/S0960-8524(01)00118-3
Méndez A, Terradillos M, Gascó G (2013) Physicochemical and agronomic properties of biochar from sewage sludge pyrolysed at different temperatures. J Anal Appl Pyrolysis 102:124–130. https://doi.org/10.1016/J.JAAP.2013.03.006
Menéndez JA, Domínguez A, Fernández Y, Pis JJ (2007) Evidence of self-gasification during the microwave-induced pyrolysis of coffee hulls. Energy Fuels 21:373–378. https://doi.org/10.1021/ef060331i
Miura M, Kaga H, Sakurai A et al (2004) Rapid pyrolysis of wood block by microwave heating. J Anal Appl Pyrolysis 71:187–199. https://doi.org/10.1016/S0165-2370(03)00087-1
Monsalve JF, de Medina Perez VI, Ruiz colorado AA (2006) Ethanol production of banana shell and cassava starch. Dyna 73:21–27
Nair RR, Mondal MM, Srinivasan SV, Weichgrebe D (2022) Biochar synthesis from mineral-and ash-rich waste biomass, part 1: investigation of thermal decomposition mechanism during slow pyrolysis. Materials (basel). https://doi.org/10.3390/MA15124130/S1
Naji SZ, Tye CT (2022) A review of the synthesis of activated carbon for biodiesel production: precursor, preparation, and modification. Energy Convers Manag X 13:100152. https://doi.org/10.1016/J.ECMX.2021.100152
Nakagawa Y, Molina-Sabio M, Rodríguez-Reinoso F (2007) Modification of the porous structure along the preparation of activated carbon monoliths with H3PO4 and ZnCl2. Microporous Mesoporous Mater 103:29–34. https://doi.org/10.1016/J.MICROMESO.2007.01.029
Nguyen MV, Lee BK (2015) Removal of dimethyl sulfide from aqueous solution using cost-effective modified chicken manure biochar produced from slow pyrolysis. Sustainability 7:15057–15072. https://doi.org/10.3390/SU71115057
Nguyen VT, Hung CM, Nguyen TB et al (2019) Efficient heterogeneous activation of persulfate by iron-modified biochar for removal of antibiotic from aqueous solution: a case study of tetracycline removal. Catalysts 9:49. https://doi.org/10.3390/CATAL9010049
Nidheesh PV, Gopinath A, Ranjith N et al (2021) Potential role of biochar in advanced oxidation processes: a sustainable approach. Chem Eng J 405:126582. https://doi.org/10.1016/J.CEJ.2020.126582
Niu Q, Wang J, Cao C et al (2021) Comparative study of different algae pyrolysis using photoionization mass spectrometry and gas chromatography/mass spectrometry. J Anal Appl Pyrolysis 155:105068. https://doi.org/10.1016/J.JAAP.2021.105068
Oliveira FR, Patel AK, Jaisi DP et al (2017) Environmental application of biochar: current status and perspectives. Bioresour Technol 246:110–122. https://doi.org/10.1016/J.BIORTECH.2017.08.122
Oni BA, Oziegbe O, Olawole OO (2019) Significance of biochar application to the environment and economy. Ann Agric Sci 64:222–236. https://doi.org/10.1016/J.AOAS.2019.12.006
Pan J, Ma J, Zhai L et al (2019) Achievements of biochar application for enhanced anaerobic digestion: a review. Bioresour Technol 292:122058. https://doi.org/10.1016/J.BIORTECH.2019.122058
Pfaltzgraff LA, Clark JH (2014) Green chemistry, biorefineries and second generation strategies for re-use of waste: an overview. Adv Biorefineries. https://doi.org/10.1533/9780857097385.1.3
Phan BMQ, Duong LT, Nguyen VD et al (2014) Evaluation of the production potential of bio-oil from Vietnamese biomass resources by fast pyrolysis. Biomass Bioenerg 62:74–81. https://doi.org/10.1016/J.BIOMBIOE.2014.01.012
Prasad S, Singh A, Joshi HC (2007) Ethanol as an alternative fuel from agricultural, industrial and urban residues. Resour Conserv Recycl 50:1–39. https://doi.org/10.1016/J.RESCONREC.2006.05.007
Prauchner MJ, Rodríguez-Reinoso F (2012) Chemical versus physical activation of coconut shell: a comparative study. Microporous Mesoporous Mater 152:163–171. https://doi.org/10.1016/J.MICROMESO.2011.11.040
Praveen S, Gokulan R, Bhagavathi T, Jegan J (2021) Techno-economic feasibility of biochar as biosorbent for basic dye sequestration. J Indian Chem Soc 98:100107. https://doi.org/10.1016/j.jics.2021.100107
Qayyum MF, Haider G, Raza MA et al (2020) Straw-based biochar mediated potassium availability and increased growth and yield of cotton (Gossypium hirsutum L.). J Saudi Chem Soc 24:963–973. https://doi.org/10.1016/J.JSCS.2020.10.004
Rajapaksha AU, Vithanage M, Ahmad M et al (2015) Enhanced sulfamethazine removal by steam-activated invasive plant-derived biochar. J Hazard Mater 290:43–50. https://doi.org/10.1016/J.JHAZMAT.2015.02.046
Rangabhashiyam S, Balasubramanian P (2019) The potential of lignocellulosic biomass precursors for biochar production: performance, mechanism and wastewater application—a review. Ind Crops Prod 128:405–423. https://doi.org/10.1016/J.INDCROP.2018.11.041
Raud M, Kikas T, Sippula O, Shurpali NJ (2019) Potentials and challenges in lignocellulosic biofuel production technology. Renew Sustain Energy Rev 111:44–56. https://doi.org/10.1016/J.RSER.2019.05.020
Ren S, Lei H, Wang L et al (2012) Biofuel production and kinetics analysis for microwave pyrolysis of Douglas fir sawdust pellet. J Anal Appl Pyrolysis 94:163–169. https://doi.org/10.1016/J.JAAP.2011.12.004
Ribeiro BD, De Castro AM, Coelho MAZ, Freire DMG (2011) Production and use of lipases in bioenergy: a review from the feedstocks to biodiesel production. Enzyme Res. https://doi.org/10.4061/2011/615803
Roberts KG, Gloy BA, Joseph S et al (2010) Life cycle assessment of biochar systems: estimating the energetic, economic, and climate change potential. Environ Sci Technol 44:827–833. https://doi.org/10.1021/ES902266R/SUPPL_FILE/ES902266R_SI_002.XLS
Rodriguez Ortiz L, Torres E, Zalazar D et al (2020) Influence of pyrolysis temperature and bio-waste composition on biochar characteristics. Renew Energy 155:837–847. https://doi.org/10.1016/J.RENENE.2020.03.181
Rong X, Xie M, Kong L et al (2019) The magnetic biochar derived from banana peels as a persulfate activator for organic contaminants degradation. Chem Eng J 372:294–303. https://doi.org/10.1016/J.CEJ.2019.04.135
Sadh PK, Duhan S, Duhan JS (2018) Agro-industrial wastes and their utilization using solid state fermentation: a review. Bioresour Bioprocess 5:1–15. https://doi.org/10.1186/S40643-017-0187-Z/FIGURES/4
Sakhiya AK, Anand A, Kaushal P (2020) Production, activation, and applications of biochar in recent times. Biochar 2:253–285. https://doi.org/10.1007/s42773-020-00047-1
Saleh TA (2022) Properties of nanoadsorbents and adsorption mechanisms. Interface Sci Technol 34:233–263. https://doi.org/10.1016/B978-0-12-849876-7.00010-5
Sanginés P, Domínguez MP, Sánchez F, San Miguel G (2015) Slow pyrolysis of olive stones in a rotary kiln: chemical and energy characterization of solid, gas, and condensable products. J Renew Sustain Energy 7:043103. https://doi.org/10.1063/1.4923442
Senthil C, Lee CW (2021) Biomass-derived biochar materials as sustainable energy sources for electrochemical energy storage devices. Renew Sustain Energy Rev 137:110464. https://doi.org/10.1016/J.RSER.2020.110464
Seow YX, Tan YH, Mubarak NM et al (2022) A review on biochar production from different biomass wastes by recent carbonization technologies and its sustainable applications. J Environ Chem Eng 10:107017. https://doi.org/10.1016/J.JECE.2021.107017
Shahbaz M, AlNouss A, Parthasarathy P et al (2022) Investigation of biomass components on the slow pyrolysis products yield using Aspen Plus for techno-economic analysis. Biomass Convers Biorefinery 12:669–681. https://doi.org/10.1007/S13399-020-01040-1/FIGURES/8
Shan D, Deng S, Zhao T et al (2016) Preparation of ultrafine magnetic biochar and activated carbon for pharmaceutical adsorption and subsequent degradation by ball milling. J Hazard Mater 305:156–163. https://doi.org/10.1016/J.JHAZMAT.2015.11.047
Singh AK, Chandra R (2019) Pollutants released from the pulp paper industry: aquatic toxicity and their health hazards. Aquat Toxicol 211:202–216. https://doi.org/10.1016/J.AQUATOX.2019.04.007
Sohi S, Lopez-Capel E, Krull E, Bol R (2009) Biochar, climate change and soil: a review to guide future research. CSIRO Land Water Sci Rep. https://doi.org/10.4225/08/58597219A199A
Song H, Wang J, Garg A et al (2019) Potential of novel biochars produced from invasive aquatic species outside food chain in removing ammonium nitrogen: comparison with conventional biochars and clinoptilolite. Sustainability 11:7136. https://doi.org/10.3390/SU11247136
Sun P, Li Y, Meng T et al (2018) Removal of sulfonamide antibiotics and human metabolite by biochar and biochar/H2O2 in synthetic urine. Water Res 147:91–100. https://doi.org/10.1016/J.WATRES.2018.09.051
Sun Z, Dai L, Lai P et al (2022) Air oxidation in surface engineering of biochar-based materials: a critical review. Carbon Res 11(1):1–26. https://doi.org/10.1007/S44246-022-00031-3
Tang L, Yu J, Pang Y et al (2018a) Sustainable efficient adsorbent: alkali-acid modified magnetic biochar derived from sewage sludge for aqueous organic contaminant removal. Chem Eng J 336:160–169. https://doi.org/10.1016/J.CEJ.2017.11.048
Tang N, Niu CG, Li XT et al (2018b) Efficient removal of Cd2+ and Pb2+ from aqueous solution with amino- and thiol-functionalized activated carbon: isotherm and kinetics modeling. Sci Total Environ 635:1331–1344. https://doi.org/10.1016/j.scitotenv.2018.04.236
Tao Q, Li B, Li Q et al (2019) Simultaneous remediation of sediments contaminated with sulfamethoxazole and cadmium using magnesium-modified biochar derived from Thalia dealbata. Sci Total Environ 659:1448–1456. https://doi.org/10.1016/J.SCITOTENV.2018.12.361
Tao HY, Ge H, Shi J, et al (2020) The characteristics of oestrone mobility in water and soil by the addition of Ca-biochar and Fe-Mn-biochar derived from Litchi chinensis Sonn. Environ Geochem Health 42:1601–1615. https://doi.org/10.1007/S10653-019-00477-2
Tay T, Ucar S, Karagöz S (2009) Preparation and characterization of activated carbon from waste biomass. J Hazard Mater 165:481–485. https://doi.org/10.1016/J.JHAZMAT.2008.10.011
Teutscherova N, Vazquez E, Masaguer A et al (2017) Comparison of lime- and biochar-mediated pH changes in nitrification and ammonia oxidizers in degraded acid soil. Biol Fertil Soils 53:811–821. https://doi.org/10.1007/S00374-017-1222-0/METRICS
Thomas P, Lai CW, Bin Johan MR (2019) Recent developments in biomass-derived carbon as a potential sustainable material for super-capacitor-based energy storage and environmental applications. J Anal Appl Pyrolysis 140:54–85. https://doi.org/10.1016/J.JAAP.2019.03.021
Tomczyk A, Sokołowska Z, Boguta P (2020) Biochar physicochemical properties: pyrolysis temperature and feedstock kind effects. Rev Environ Sci Biotechnol 19:191–215. https://doi.org/10.1007/S11157-020-09523-3/TABLES/3
Uchimiya M, Wartelle LH, Klasson KT et al (2011) Influence of pyrolysis temperature on biochar property and function as a heavy metal sorbent in soil. J Agric Food Chem 59:2501–2510. https://doi.org/10.1021/JF104206C/SUPPL_FILE/JF104206C_SI_001.PDF
Umenweke GC, Afolabi IC, Epelle EI, Okolie JA (2022) Machine learning methods for modeling conventional and hydrothermal gasification of waste biomass: a review. Bioresour Technol Reports 17:100976. https://doi.org/10.1016/J.BITEB.2022.100976
Vandecasteele B, Sinicco T, D’Hose T et al (2016) Biochar amendment before or after composting affects compost quality and N losses, but not P plant uptake. J Environ Manage 168:200–209. https://doi.org/10.1016/J.JENVMAN.2015.11.045
Walling E, Babin A, Vaneeckhaute C (2019) Nutrient and carbon recovery from organic wastes. Biorefinery. https://doi.org/10.1007/978-3-030-10961-5_14
Wan Y, Chen P, Zhang B et al (2009) Microwave-assisted pyrolysis of biomass: catalysts to improve product selectivity. J Anal Appl Pyrolysis 86:161–167. https://doi.org/10.1016/J.JAAP.2009.05.006
Wang J, Wang S (2019) Preparation, modification and environmental application of biochar: a review. J Clean Prod 227:1002–1022. https://doi.org/10.1016/J.JCLEPRO.2019.04.282
Wang H, Srinivasan R, Yu F et al (2011) Effect of acid, alkali, and steam explosion pretreatments on characteristics of bio-oil produced from pinewood. Energy Fuels 25:3758–3764. https://doi.org/10.1021/EF2004909
Wang S, Dai G, Yang H, Luo Z (2017) Lignocellulosic biomass pyrolysis mechanism: a state-of-the-art review. Prog Energy Combust Sci 62:33–86. https://doi.org/10.1016/J.PECS.2017.05.004
Wang Q, Awasthi MK, Ren X et al (2018) Combining biochar, zeolite and wood vinegar for composting of pig manure: the effect on greenhouse gas emission and nitrogen conservation. Waste Manag 74:221–230. https://doi.org/10.1016/J.WASMAN.2018.01.015
Wang Z, Sun P, Li Y et al (2019) Reactive nitrogen species mediated degradation of estrogenic disrupting chemicals by biochar/monochloramine in buffered water and synthetic hydrolyzed urine. Environ Sci Technol 53:12688–12696. https://doi.org/10.1021/acs.est.9b04704
Wang P, Peng H, Adhikari S et al (2020a) Enhancement of biogas production from wastewater sludge via anaerobic digestion assisted with biochar amendment. Bioresour Technol 309:123368. https://doi.org/10.1016/J.BIORTECH.2020.123368
Wang RZ, Huang DL, Liu YG et al (2020b) Synergistic removal of copper and tetracycline from aqueous solution by steam-activated bamboo-derived biochar. J Hazard Mater 384:121470. https://doi.org/10.1016/J.JHAZMAT.2019.121470
Weber K, Quicker P (2018) Properties of biochar. Fuel 217:240–261. https://doi.org/10.1016/J.FUEL.2017.12.054
Westerhof RJM, Brilman DWF, Garcia-Perez M et al (2012a) Stepwise fast pyrolysis of pine wood. Energy Fuels 26:7263–7273. https://doi.org/10.1021/EF301319T
Wu J, Lu J, Zhang C et al (2019) Adsorptive removal of tetracyclines and fluoroquinolones using yak dung biochar. Bull Environ Contam Toxicol 102:407–412. https://doi.org/10.1007/S00128-018-2516-0/METRICS
Xie X, Li S, Zhang H et al (2019) Promoting charge separation of biochar-based Zn-TiO2/pBC in the presence of ZnO for efficient sulfamethoxazole photodegradation under visible light irradiation. Sci Total Environ 659:529–539. https://doi.org/10.1016/J.SCITOTENV.2018.12.401
Yaashikaa PR, Senthil Kumar P, Varjani SJ, Saravanan A (2019) Advances in production and application of biochar from lignocellulosic feedstocks for remediation of environmental pollutants. Bioresour Technol 292:122030. https://doi.org/10.1016/J.BIORTECH.2019.122030
Yan L, Liu Y, Zhang Y et al (2020) ZnCl2 modified biochar derived from aerobic granular sludge for developed microporosity and enhanced adsorption to tetracycline. Bioresour Technol 297:122381. https://doi.org/10.1016/J.BIORTECH.2019.122381
Yao Y, Zhang Y, Gao B et al (2018) Removal of sulfamethoxazole (SMX) and sulfapyridine (SPY) from aqueous solutions by biochars derived from anaerobically digested bagasse. Environ Sci Pollut Res Int 25:25659–25667. https://doi.org/10.1007/S11356-017-8849-0
Yin Y, Yang C, Li M et al (2021) Research progress and prospects for using biochar to mitigate greenhouse gas emissions during composting: a review. Sci Total Environ 798:149294. https://doi.org/10.1016/J.SCITOTENV.2021.149294
Yu JT, Dehkhoda AM, Ellis N (2010) Development of biochar-based catalyst for transesterification of canola oil. Energy Fuels 25:337–344. https://doi.org/10.1021/EF100977D
Yu X, Han Z, Fang S et al (2019) Optimized preparation of high value-added activated carbon and its adsorption properties for methylene blue. Int J Chem React Eng. https://doi.org/10.1515/IJCRE-2018-0267
Yuan H, Lu T, Huang H et al (2015) Influence of pyrolysis temperature on physical and chemical properties of biochar made from sewage sludge. J Anal Appl Pyrolysis 112:284–289. https://doi.org/10.1016/J.JAAP.2015.01.010
Zaied BK, Rashid M, Nasrullah M et al (2020) A comprehensive review on contaminants removal from pharmaceutical wastewater by electrocoagulation process. Sci Total Environ 726:138095. https://doi.org/10.1016/J.SCITOTENV.2020.138095
Zaker A, Chen Z, Wang X, Zhang Q (2019) Microwave-assisted pyrolysis of sewage sludge: a review. Fuel Process Technol 187:84–104. https://doi.org/10.1016/J.FUPROC.2018.12.011
Zhang T, Walawender WP, Fan LT et al (2004b) Preparation of activated carbon from forest and agricultural residues through CO2 activation. Chem Eng J 105:53–59. https://doi.org/10.1016/J.CEJ.2004.06.011
Zhang FS, Nriagu JO, Itoh H (2005) Mercury removal from water using activated carbons derived from organic sewage sludge. Water Res 39:389–395. https://doi.org/10.1016/J.WATRES.2004.09.027
Zhang T, Walawender WP, Fan LT et al (2005a) Corrigendum to “Preparation of activated carbon from forest and agricultural residues through CO2 activation” [Chem. Eng. J. 105 (2004) 53–59]. Chem Eng J 106:185. https://doi.org/10.1016/J.CEJ.2005.01.002
Zhang Q, Wang Y, Wu Y et al (2013) Effects of Biochar amendment on soil thermal conductivity, reflectance, and temperature. Soil Sci Soc Am J 77:1478–1487. https://doi.org/10.2136/SSSAJ2012.0180
Zhang J, Zhang C, Zhou N, Chen W (2016) The influence of microwave drying on leather properties. The National Research & Development Institute for Textiles and Leather-INCDTP, Bucharest
Zhang P, Liu S, Tan X et al (2019) Microwave-assisted chemical modification method for surface regulation of biochar and its application for estrogen removal. Process Saf Environ Prot 128:329–341. https://doi.org/10.1016/J.PSEP.2019.06.009
Zhang H, Marchant-Forde JN, Zhang X, Wang Y (2020a) Effect of cornstalk biochar immobilized bacteria on ammonia reduction in laying hen manure composting. Molecules. https://doi.org/10.3390/MOLECULES25071560
Zhang R, Zheng X, Chen B et al (2020b) Enhanced adsorption of sulfamethoxazole from aqueous solution by Fe-impregnated graphited biochar. J Clean Prod 256:120662. https://doi.org/10.1016/J.JCLEPRO.2020.120662
Zhang P, Duan W, Peng H et al (2022a) Functional biochar and its balanced design. ACS Environ Au 2:115–127. https://doi.org/10.1021/acsenvironau.1C00032
Zhang Y, Fan S, Liu T et al (2022b) A review of biochar prepared by microwave-assisted pyrolysis of organic wastes. Sustain Energy Technol Assess 50:101873. https://doi.org/10.1016/J.SETA.2021.101873
Zhao X, Zhang J, Song Z et al (2011) Microwave pyrolysis of straw bale and energy balance analysis. J Anal Appl Pyrolysis 92:43–49. https://doi.org/10.1016/J.JAAP.2011.04.004
Zhao X, Wang M, Liu H et al (2012) A microwave reactor for characterization of pyrolyzed biomass. Bioresour Technol 104:673–678. https://doi.org/10.1016/J.BIORTECH.2011.09.137
Zhao N, Zhao C, Lv Y et al (2017a) Adsorption and coadsorption mechanisms of Cr(VI) and organic contaminants on H3PO4 treated biochar. Chemosphere 186:422–429. https://doi.org/10.1016/J.CHEMOSPHERE.2017.08.016
Zhao X, Zhou H, Sikarwar VS et al (2017b) Biomass-based chemical looping technologies: the good, the bad and the future. Energy Environ Sci 10:1885–1910. https://doi.org/10.1039/C6EE03718F
Zhao W, Yang H, He S et al (2021) A review of biochar in anaerobic digestion to improve biogas production: performances, mechanisms and economic assessments. Bioresour Technol 341:125797. https://doi.org/10.1016/J.BIORTECH.2021.125797
Zhou H, Long Y, Meng A et al (2013) The pyrolysis simulation of five biomass species by hemi-cellulose, cellulose and lignin based on thermogravimetric curves. Thermochim Acta 566:36–43. https://doi.org/10.1016/J.TCA.2013.04.040
Zhou S, Han L, Huang G et al (2018a) Pyrolysis characteristics and gaseous product release properties of different livestock and poultry manures: comparative study regarding influence of inherent alkali metals. J Anal Appl Pyrolysis 134:343–350. https://doi.org/10.1016/J.JAAP.2018.06.024
Zhou X, Zhou J, Liu Y et al (2018b) Preparation of iminodiacetic acid-modified magnetic biochar by carbonization, magnetization and functional modification for Cd(II) removal in water. Fuel 233:469–479. https://doi.org/10.1016/J.FUEL.2018.06.075
Zhou Y, He Y, He Y et al (2019) Analyses of tetracycline adsorption on alkali-acid modified magnetic biochar: site energy distribution consideration. Sci Total Environ 650:2260–2266. https://doi.org/10.1016/J.SCITOTENV.2018.09.393
Zhou Y, Qin S, Verma S et al (2021) Production and beneficial impact of biochar for environmental application: a comprehensive review. Bioresour Technol 337:125451. https://doi.org/10.1016/J.BIORTECH.2021.125451
Zhu Y, Lee YY, Elander RT (2005) Optimization of dilute-acid pretreatment of corn stover using a high-solids percolation reactor. Appl Biochem Biotechnol Part A Enzym Eng Biotechnol 124:1045–1054. https://doi.org/10.1385/ABAB:124:1-3:1045/METRICS
Zhu X, Li C, Li J et al (2018) Thermal treatment of biochar in the air/nitrogen atmosphere for developed mesoporosity and enhanced adsorption to tetracycline. Bioresour Technol 263:475–482. https://doi.org/10.1016/J.BIORTECH.2018.05.041
Acknowledgements
This work was supported by Tenaga Nasional Berhad (TNB) and Universiti Tenaga Nasional (UNITEN) through the BOLD Refresh Postdoctoral Fellowships under the project code of J510050002-IC-6 BOLDREFRESH2025-Centre of Excellence. The authors would like to acknowledge the financial support from Dato’ Low Tuck Kwong (DLTK) International Grant 2023 with project code 20238005DLTK. The authors also acknowledge Saveetha Institute of Medical and Technical Sciences under a Memorandum of Understanding (MOU) for Research Collaboration with Universiti Malaysia Terengganu.
Funding
No funding was received.
Author information
Authors and Affiliations
Contributions
GR, SR, GJ, AA: Formal analysis, methodology, writing—original draft. GH, OM, SSL, CS: Supervision, Conceptualization, Project administration, writing—review and editing.
Corresponding authors
Ethics declarations
Competing interests
There are no disclosed competing interest for the authors.
Additional information
Handling editor: Xiangzhou Yuan
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Ravindiran, G., Rajamanickam, S., Janardhan, G. et al. Production and modifications of biochar to engineered materials and its application for environmental sustainability: a review. Biochar 6, 62 (2024). https://doi.org/10.1007/s42773-024-00350-1
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42773-024-00350-1