
Abstract
Silicomanganese (SiMn) slag is a by-product of ferromanganese and SiMn alloy production poses significant challenges in terms of environmentally sound disposal given its substantial volume. This brief review aims to assess the physicochemical attributes of SiMn slag and explore its potential applications in construction materials recycling. To accomplish this, we systematically evaluated 20 relevant articles, categorizing them into segments covering reutilization methods, key considerations, enhancement strategies, and the recent challenges and prospects associated with SiMn slag reutilization. Our analysis encompassed SiMn slags from five countries, revealing consistent chemical compositions characterized by SiO2, Al2O3, CaO, MnO, MgO, FeO + Fe2O3, and K2O + Na2O at similar proportions. We identified two distinct types of SiMn slag, i.e., air-cooled and water-quenched, each possessing unique physical properties influencing their suitability for reutilization. SiMn slag has been successfully repurposed into various construction materials, including cement paste, mortar, concrete, alkali-activated matrices, bricks, backfill materials, Mn extracts, and binder/cement. Several critical factors must be considered when reutilizing SiMn slag in construction materials, including cooling methods, moisture content, particle size (fineness), equipment, energy requirements, and cost considerations. To enhance the reutilization process, we propose a structured approach consisting of four key steps, i.e., incoming waste assessment, pre-treatment, physical/chemical treatment, and product development. Furthermore, this review suggests several avenues for future research, including the development of industrial-scale recycling applications, exploring environmentally friendly landfilling methods for SiMn slag, and assessing the practicality and feasibility of SiMn-slag-based products in real-world construction projects.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Silicomanganese (SiMn) slag emerges as a by-product within industrial processes, originating from combustion furnaces that produce ferromanganese (FeMn) and SiMn alloys. The generation of SiMn slag unfolds through two distinct procedures: (i) a carbothermic reduction of oxidic raw materials carried out within electric submerged arc furnaces [1, 2] and (ii) a sequence of processes involving the smelting of manganese (Mn) ore in furnaces, entailing the incorporation of smelting ores, coke, fluxes, and quartz, followed by tapping, casting, refining, and crushing of the resultant slag [3]. The SiMn alloy production often coalesces with the production of high carbon FeMn alloy (HC FeMn), as the slag from the HC FeMn smelting process can be reprocessed by integration into the subsequent SiMn alloy production. Thus, this approach is widely used to ensure the maximal extraction of Mn composites from the Mn ore [4,5,6].
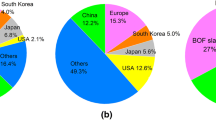
Figure 1 provides a visual representation outlining the process of producing 1 tonne of SiMn alloy by introducing 3 tonnes of raw materials (Fig. 1a), accompanied by the methods employed for segregating the slag and metal, specifically the SiMn alloy (Fig. 1b and c). The production commences with inputting Mn ore, HC slag, quartz, dolomite, Si-sculls, and coke into a 27-MW submerged arc furnace. The ensuing smelting and fusing yield a composite mixture of slag, metal, and gases (CO2, CO, and H2), along with water (H2O) and dust comprising SiO, Mn, carbon, and raw material particles (Fig. 1a). A portion of the slag and metal composite (i.e., about 390 kg) is remelted with raw materials. At the same time, the remainder is separated using skimmer or cascade tapping based on the density disparities between the slag and metal. This procedure is reiterated for successive slag separation [4].
In Malaysia, we aim to reutilize SiMn slag to substitute a fraction of the coarse aggregate in cement [7]. Despite a remarkable 50% enhancement in the concrete strength, consistency in concrete mix quality remained elusive. Other nations, including China, India, Iran, Spain, and South Korea, have undertaken recent studies exploring the utilization of SiMn slag as aggregate substitutes in concrete, mortar, and paste. Encouragingly, their findings highlighted favorable outcomes concerning compression and flexural strength. Furthermore, the redirection of SiMn slag from landfills to alternative construction materials offers a potential remedy for the diminishing availability of river sand. Yet, the classification of slag as hazardous waste might pose challenges for certain countries. Consequently, a more comprehensive investigation is imperative to ascertain that reutilized SiMn slag products pose no threats to both human health and the environment.

Schematic diagrams that illustrate the (a) production of 1 tonne of SiMn alloy with 3 tonnes of raw materials and slag and metal separation methods by (b) skimmer and (c) cascade tapping [4]
This review seeks to overview the physicochemical attributes of SiMn slag and explore its potential applications in recycling as construction materials. To achieve this, we have meticulously combed through the primary database within the pertinent field and shortlisted 20 articles, as described in the subsequent section. These selected studies are subsequently organized based on their approaches to reutilization, the pivotal factors for successful repurposing, and the strategies to enhance the reutilization process. Moreover, we explore the contemporary challenges associated with repurposing SiMn slag, followed by an all-encompassing conclusion that presents a panoramic outlook on the prospects of SiMn slag reutilization. This review also presents guidance for future evaluations encompassing recycling methodologies, the viability of applications, and the fulfillment of environmental requisites for incorporating slag-based SiMn products into actual projects.
2 Systematic Review Methodology
This review embraced the reviewing protocols delineated by [8], seamlessly integrating their methodologies into the fabric of this systematic review. Our approach commences with meticulously exploring published articles and formulating stringent selection criteria to preempt any bias. This methodological framework encompasses the development of targeted article search strategies and delineating selection benchmarks, laying the foundation for a meticulous data collection process. This process encompasses meticulously screening articles by scrutinizing titles, abstracts, and pertinent data.
2.1 Search Strategies and Selection Criteria
Figure 2 illustrates the systematic flowchart governing the article collection process for this review. We designated ScienceDirect, Scopus, SpringerLink, and ResearchGate as the principal databases for sourcing published articles. Our initiation of the search protocol involved the careful selection of keywords. The central keyword for this review contains phrases: Silico manganese slag OR silicomanganese slag OR SiMn slag OR silico-manganese slag in the title, abstract, and keywords. The search and selection endeavors spanned from September 2019 to April 2020. We also formulated a set of inclusive and exclusive criteria, as follows:
-
(a)
We encompassed research articles published between 2005 and 2020, a time frame derived from the prominence spanning 2005 to 2009 concerning the initial reutilization of SiMn slag as a construction material [9]. Consequently, research articles before 2005 were excluded.
-
(b)
We encompassed research articles with affirmative findings regarding the reutilization of SiMn slag. Conversely, research articles yielding unfavorable outcomes were omitted, as they do not inherently dismiss the feasibility of SiMn slag reutilization.
-
(c)
Only research articles in English were considered, warranting the exclusion of non-English articles without translation resources.

A systematic approach for collecting articles in this review
2.2 Data Collection
Figure 3 summarizes the literature search outcome, showcasing the article count after the stages of database search, selection, and subsequent exclusion based on the established criteria. At the outset, the database yielded a total of 265 articles. ScienceDirect yielded 55 results, among which only 14 pertained to SiMn slag, while the remaining entries explored alternative types of slag like Mn slag or Fe slag. Scopus mirrored the outcomes of ScienceDirect. SpringerLink produced 143 results, mainly duplicating the content found in the previous two sources (i.e., ScienceDirect and Scopus). Among these, the relevance of SiMn slag was retained only in the initial segment of results. Concurrently, ResearchGate furnished distinct articles beyond the previously duplicated findings. Subsequent steps entailed scrutiny of titles and abstracts to gauge the relevance of the papers to SiMn slag reutilization, its advantages, and its credibility as a construction material. In this assessment, we identified 200 articles featuring irrelevant types of slag, 14 results that were duplicates from other sources, and 3 articles written in languages other than English. Ultimately, 20 articles were culled from the four sources and underwent a more comprehensive evaluation.

Summary of articles identified, excluded, and considered in this review
3 Results and Discussion
Table 1 presents a comprehensive summary of the carefully chosen 20 articles from the systematic review process. It organizes the selected articles according to categories such as production type, authors, country of origin, title, journal, source, and reutilization methodologies. The articles have been classified under various headings such as mortar, paste, concrete, brick, backfilling, raw Mn, and binder/cement, reflecting the diverse reutilization avenues. After the categorization, each article underwent meticulous evaluation. We scrutinized the physicochemical attributes of SiMn slag and its potential advantages in serving as construction materials. This evaluation encompassed an analysis of the recycling application techniques employed, the interpretations drawn, outcomes of the applications, identifications of gaps in knowledge, and suggestions for future studies. Finally, we synthesized the pivotal factors governing the successful reutilization of SiMn slag. This synthesis involved crafting arguments and establishing connections between various authors’ viewpoints throughout the review.
3.1 Physicochemical Characteristics of SiMn Slag
SiMn slag is a by-product of the carbothermal reduction process applied to oxide ores to produce SiMn and FeMn alloys, commonly detached from the primary product within electric arc furnaces [10]. The investigation of SiMn slag has yielded two distinct categories, i.e., air-cooled SiMn slag and water-quenched SiMn slag. The air-cooled approach entails standard industrial practice, allowing the slag to cool gradually and segregate from the furnace through exposure to air. This gradual cooling leads to the formation of lumps featuring both glassy and crystalline attributes. Conversely, the water-quenching technique involves rapidly pouring molten SiMn slag into water, leading to prompt cooling and solidification. This swift solidification results in a glassy and fragile slag, enabling more efficient grinding with lower energy consumption. Besides that, water-quenched SiMn slag exhibits more reactivity than its air-cooled counterpart [11, 12].
Consequently, a total of 19 researchers, hailing from five different nations, conducted investigations into the chemical compositions of SiMn slag, employing a range of diverse methodologies. One prevailing and widespread identification approach involved pulverizing the SiMn slag into fine powder, thereafter, subjecting it to phase scrutiny via a powder X-ray diffraction (XRD). For example, Zhang et al. [11] employed the water-quenching technique to obtain SiMn slag from Guangxi, China. Their examination unveiled a slag featuring granules measuring 3–5 mm, characterized by a density of 2.8 g cm−3, a glassy appearance, and a light green hue. Chemical analysis of the slag disclosed notable concentrations of SiO2, CaO, Al2O3, MgO, and MnO (wt%). Likewise, Shao et al. [19] undertook a similar course, acquiring water-quenched SiMn slag from Wuhan, China. This particular slag variant displayed a porous structure and exhibited a gray-green coloration. Following drying at 110 °C for 24 h, the slag underwent analysis using inductively coupled plasma-atomic emission spectroscopy (ICP-AES), reaffirming the presence of comparable constituents and quantities such as SiO2, CaO, Al2O3, and various other oxides.
In India, Nath et al. conducted similar studies involving water-quenched SiMn slag collected from Chhattisgarh [12, 15]. The ground sample underwent characterization through ICP-AES, X-ray fluorescence (XRF), and conventional wet chemical methods. Results revealed comparable content and amounts of SiO2, CaO, Al2O3, MgO, and MnO, aligning with SiMn slag characterizations conducted in China. In another investigation, Nath and Kumar [14] explored the reutilization of air-cooled SiMn slag from Durgapur, India, distinct from the water-quenched Chhattisgarh sample. They found similar composition with differences in CaO and Al2O3 contents between the two types of slags. On the other hand, Ganesh et al. [26] studied SiMn slag’s reutilization as a coarse aggregate without specifying chemical composition origin and identification methods. Their characterization demonstrated analogous contents but varying quantities of SiO2, CaO, Al2O3, MgO, FeO, and MnO. In a separate investigation, Bhagath Singh et al. [16] gathered SiMn slag from Kothagudem, India, characterizing it through XRF coupled with X-flash silicon. Their outcomes displayed similar compositions but differing oxide compound quantities compared to prior studies. Allahverdi et al. [13] explored SiMn slag reutilization in the mechanical activation of Portland slag cement, using slag from Iran’s Hormozgan province. The slag’s properties were determined through wet chemical analysis, powder XRD, Fourier transform infrared spectroscopy (FTIR) spectroscopy, and thermogravimetry analysis, revealing resemblances in composition and quantity as observed in previous studies [12, 14].
Another study explored the behavior of SiMn slag as a pozzolanic material in Portland cement [9]. Their sample originated from Guarnizo, Cantabria, Spain, with chemical compositions analyzed via ICP-AES and powder XRD. The findings demonstrated minimal variations in content and quantity compared to earlier studies. Similar evaluations were conducted by several other studies [17, 20, 25], reaffirming SiMn slag’s characteristics through powder XRD. Ayala et al. [10] proposed a hydrometallurgical Mn recovery process for Spanish SiMn slag, employing atomic absorption spectroscopy (AAS) to identify oxides after acid digestion. Their results aligned closely with previous studies. Navarro et al. [18] assessed SiMn slag’s feasibility as a raw material for alkali-activated binders in Spain. Similar characterization methods were employed, yet differences emerged, notably lower SiO2 and Al2O3 but higher CaO and MnO. These findings were consistent with Navarro’s subsequent studies [23, 24]. Choi et al. [22] investigated the water-quenched method and its hydrothermal reaction on the SiMn slag obtained from D. Co. Ltd. in South Korea. Chemical analysis revealed SiO2, Al2O3, MnO, CaO, and MgO, with slight quantity discrepancies from other studies. Kim et al. [28] explored Mn recovery from SiMn slag through mechanical separation. They employed X-rays for composition determination, though their results significantly diverged from prior research. Notably, identified oxides included SiO2, Al2O3, MnO, and CaO, alongside distinct pure elements like Zn, Mn, Cr, Pb, P, Na, K, and Fe.
Table 2 presents the chemical compositions identified through various characterizations in the selected articles. The SiMn slag originated from FeMn alloy, SiMn alloy, and other alloy industries. Predominant compositions include oxides like SiO2, CaO, MnO, Al2O3, MgO, FeO, Fe2O3, K2O, Na2O, TiO2, and SO3, alongside other unreported compositions. All studies concur that SiMn slag prominently features SiO2 content, comprising over a quarter of the total wt%, followed by significant portions of CaO, MnO, and Al2O3. Loss on ignition (LOI) indicates mass loss upon heating. Figure 4 displays average SiMn slag chemical compositions based on Table 2, excluding the one by Kim et al. [28] because their measured oxide elements differed slightly from other studies. To summarize, SiMn slag encompasses approximately 36.98 wt% SiO2, 22.82 wt% CaO, 10.71 wt% MnO, 15.81 wt% Al2O3, 4.75 wt% MgO, 1.25 wt% FeO + Fe2O3, 3.42 wt% K2O + Na2O, and 1.90 wt% of other compositions. Despite the different measurements of oxide elements by Kim et al. [28], their study aligns closely regarding SiO2, CaO, Al2O3, and MgO quantities [28].

Chemical compositions of SiMn slag obtained from the shortlisted articles in average wt%
3.2 Reutilization of SiMn Slag
Each year, with the production of a ton of SiMn alloy, approximately 1.2 to 1.4 tonnes of SiMn slag are generated. Unfortunately, these substantial volumes of SiMn slag continue to be disposed of through landfill practices, a method inherently incompatible with environmental sustainability [10].
While steel slag recycling has garnered significant attention in recycling initiatives, SiMn slag has somewhat remained in the shadows. However, there has been a shift in recent studies, redirecting focus towards SiMn slag. Notably, China, India, Iran, and South Korea experimented with SiMn slag recycling as construction materials during the 2010s. Conversely, Spain pioneered these endeavors as early as 2005, achieving commendable progress. The subsequent sections delineate a range of potential recycling approaches for repurposing SiMn slag into construction materials.
3.2.1 Binder/Cement
Several studies have demonstrated the feasibility of integrating ground SiMn slag into Portland cement to create alkali-activated binders or formulate Portland composite or slag cement. Allahverdi et al. [13] explored the mechanical activation of SiMn slag and its implications for producing Portland slag cement. They employed granulated air-cooled SiMn slag as a supplementary cementing material. A mixture of SiMn slag, clinker, and gypsum was ground at varying Blaine-specific surface areas in a ball mill. Subsequently, water was introduced to shape the blends into 40 × 40 × 160 mm prisms, which were cured accordingly. The experimental findings demonstrated the efficacy of mechanical activation, enabling the incorporation of SiMn slag up to 35 wt% (in conjunction with 65 wt% of clinker and gypsum) with negligible fluctuations in setting times, chemical requisites, and volume stability. As a result, it was inferred that adding 1 to 35 wt% of SiMn slag to Portland slag cement could yield compressive strengths ranging from 25 to 40 MPa after 28 days of curing.
Moreover, Nath et al. [12] assessed the integration of SiMn slag into Portland slag cement. After undergoing water quenching, rapid solidification, and granulation, the SiMn slag exhibited a predominantly glassy nature. Following grinding in a ball mill to achieve a grain size below 45 μm, SiMn slag and blast furnace slag were combined in different proportions with Portland cement to fashion Portland slag cement. This cement was subsequently mixed with sand and water to formulate sample mortars. The sample mortars, shaped into 70 × 70 × 70 mm molds with a sand-to-cement ratio of 3:1, underwent curing periods of 7 to 28 days. Among these samples, the mortar fashioned from Portland slag cement, containing 60 wt% cement clinker, 10 wt% SiMn slag, and 30 wt% granulated blast furnace slag and sand and water, demonstrated an optimal compressive strength exceeding 42 MPa after 28 days of curing. This outcome suggested the potential of SiMn slag as a viable substitute for granulated blast furnace slag in the production of Portland slag cement.
Nath and Kumar [14] conducted an extended exploration into the reutilization of SiMn slag to develop alkali-activated cement. The SiMn slag utilized in this study was initially air-cooled into lumps, subsequently crushed, and ball-milled to achieve a powder size under 30 μm. This powdered form was combined with fly ash to create a blended powder, which was then mixed with an alkali solution at a ratio of 2 parts powder blend to 1 part alkali solution. Different batches were prepared by varying the proportions of SiMn slag and fly ash, with reference batches using 100% fly ash as the binder. Cubic batch samples measuring 50 × 50 × 50 mm were employed for compressive testing. Results unveiled that the peak compressive strength reached 25 MPa after 28 days of curing when the powder blend consisted of 80 wt% SiMn slag and 20 wt% fly ash. In contrast, the reference batch demonstrated a meager strength of approximately 2 MPa. These findings revealed the limitations of using fly ash alone as an alkali-activated cement binder. However, the incorporation of SiMn slag effectively addressed this limitation when blended, given that the slag comprised a higher calcium oxide and reactive phase than using fly ash alone. In other words, the slag enhanced the blend reactivity, reorganizing the structure, forming more hydrated gels, and resulting in a compact microstructure with low porosity and enhanced mechanical properties. As a result, the study proposed that this blend could serve as a source material for an alkali cement binder cured at ambient temperatures.
In a subsequent study by Nath and Kumar [15], the impact of SiMn slag on the compressive strength and microstructure of alkali-activated fly ash binder was investigated. In contrast to using air-cooled SiMn slag, this study employed water-quenched SiMn slag. The slag underwent ball milling for 2 h to achieve a powder size of less than 25 μm. Following a methodology like the previous study, various batches were formulated by substituting 10, 30, 50, 60, and 80 wt% of fly ash with SiMn slag. Each batch was mixed with 27 wt% of 6 M NaOH and subjected to 7- and 28-day curing periods. Results indicated that the batch featuring 20 wt% fly ash and 80 wt% SiMn slag as the binder displayed the highest compressive strength (35 MPa) after 28 days of curing. Similar to the previous study [14], the inclusion of SiMn slag increased the compressive strength as curing time progressed, attributable to the enhanced reactivity and formation of Ca-rich gel within the mixture. Consequently, utilizing a blend encompassing fly ash and SiMn slag emerged as a viable strategy for synthesizing alkaline cement. Further recommendations were made to explore the durability and leaching aspects of the developed binder. Meanwhile, Bhagath Singh et al. [16] devised methodologies to harness SiMn slag for the production of PCC. The production constituents encompassed 65% clinker, 22% fly ash, 10% SiMn slag, 2% gypsum, 0.5% sodium sulfate, and 0.5% sodium hydroxide were ground together to yield PCC.
The reactivity of SiMn slag has been observed to correlate with mechanical activation through mills. Thus, Kumar et al. [17] investigated the mechanical activation of SiMn slag’s reactivity using three distinct mill types, i.e., ball mill (BM), vibration mill (VM), and attrition mill (AM). The SiMn slag, sourced from Spain, was crushed using a lab-scale jaw crusher and subsequently subjected to milling using various mills under diverse conditions. The milled slag was then combined with 6 M NaOH alkaline activator solutions at a slag powder-to-solution ratio of 0.35. For sample preparation, cubic molds measuring 7 × 7 × 7 cm were employed for the paste prepared by vibration cast methods, followed by curing for 7 and 28 days. Findings indicated that mechanical activation elevated the slag’s reactivity contingent upon the specific mill employed, thereby inducing structural reorganizations within the slag. These factors, coupled with variations in particle size, influenced the alkaline activation reaction. Consequently, these results may underscore the potential viability of incorporating SiMn slag into an alkali-activated cement binder.
Navarro et al. [18] undertook a study to assess the feasibility of utilizing SiMn slag as a raw material for an alkali-activated binder. The SiMn slag, procured from Spain, was dry-ground in a laboratory ball mill for 25 min, yielding a fineness of 5512 cm2 g−1. The utilized slag was ground-granulated SiMn slag with a basicity index of 0.8 and a hydraulicity index of 0.85. The slag’s elemental compositions paralleled those of Portland cement. A paste was created by combining 1800 g of SiMn slag with an alkaline solution in a mixer for 3 min. The paste was subsequently cast into cubic molds measuring 4 × 4 × 4 cm for compressive strength testing. The optimum compressive strength, reaching 46 MPa at 90 days of curing, was achieved under specific conditions, i.e., a SiO2-to-Na2O ratio of 1, an alkaline activator solution-to-slag mass ratio below 0.375, and Na2O at 4.5%.
3.2.2 Brick
The feasibility and techniques for crafting unburned water-permeable bricks using SiMn slag were explored and proposed by Shao et al. [19]. They created these permeable bricks by employing water-quenched SiMn slag as the primary aggregate, alongside Portland cement acting as the adhesive, 2 to 6 mm retail gravel, and polycarboxylate superplasticizer. Conforming to the Chinese brick standards JC/T 945-2005 and GB/T 25993-2010, the brick fabrication process included weighing the materials, blending them in a mixer, and molding them at 5 MPa pressure into 200 × 100 × 50 mm cubes. These formed bricks were then subjected to a curing period of 28 days. The water-to-cement ratio was set at 0.34, with a cement content of 25 wt% and SiMn slag content of 10 wt%. Evaluation of the brick’s performance revealed that a 5-mm surface layer exhibited a permeability of 1.08 × 10−2 cm s−1 and a compressive strength of 33.15 MPa, satisfying the national standard requirements of 1 × 10−2 cm s−1 permeability and 30 MPa compressive strength.
3.2.3 Cement Mortar
Several studies have explored the application of SiMn slag in the context of mortar. Diverse mortar formulations, encompassing alkali-activated mortar, Portland cement mortar, Portland slag mortar, Portland composite mortar, and other variants incorporating SiMn slag, have presented promising prospects for construction. Many test methods have been devised to ascertain the viability of slag incorporation, with outcomes illuminating the favorable potential of reutilizing SiMn slag in mortar production.
Pioneering this endeavor, Frias et al. [9] explored SiMn slag reutilization by investigating its pozzolanic attributes within Portland cement matrices. SiMn slag, sourced from Guarnizo, Cantabria, Spain, underwent crushing and grinding, achieving a specific Blaine fineness of 4500 cm2 g−1. Two mortar samples were created for experimentation, i.e., one with SiMn slag replacing Portland cement at 5 wt% and the other at 15 wt%. These samples were subjected to curing periods of 28 and 90 days, followed by rigorous testing. The results revealed the moderate reactivity of the slag when subjected to a lime solution, showcasing distinct pozzolanic characteristics. The mortar samples also displayed mechanical strength at the 90th-day curing mark, satisfying the stipulated standards for commercial cement, ranging from 42.5 to 62.5 MPa. Furthermore, cement blended with SiMn slag demonstrated compliance with chemical requisites. Consequently, the study highlighted the feasibility of replacing up to 5 wt% cement with SiMn slag.
Then, Frias et al. [20] embarked on an extended exploration of SiMn slag-incorporated cement, seeking more comprehensive insights. Employing a procedure akin to Frias et al. [9], this study ground SiMn slag to a fineness of 456.9 m2 kg−1, followed by 5 and 15 wt% replacements with SiMn slag. A sand-to-binder ratio of 3:1 and a water-to-binder ratio of 0.5 were maintained. The resultant samples were fashioned into prism shapes measuring 4 × 4 × 16 cm for preparation and curing. The outcomes affirmed pozzolanic activity and exhibited stability in cement properties, including volume and setting times. Notably, the mechanical strength experienced a significant surge from 7 to 90 days, aligning almost identically with control mortars. Specifically, on the 90th day, the compressive strengths for the control sample and 5 and 15 wt% SiMn slag blends were measured at 60, 60, and 58 MPa, respectively. Correspondingly, flexural strengths were approximately 10, 10, and 9.5 MPa, respectively. This observation substantiated the feasibility of employing SiMn slag as a pozzolanic material in blended cement.
In line with previous studies, Frias et al. [21] investigated the characteristics of SiMn slag and Mn oxides, exploring their potential as supplementary cementitious materials. SiMn slag and Mn oxides were partially substituted by adopting analogous methods for Portland cement. Findings accorded well with Frias et al. [21], where SiMn slag inclusion up to 5 and 15 wt% demonstrated consistent behavior. However, the mechanical strengths of MnO inclusion exhibited slightly lower values than those involving SiMn slag. Notably, MnO inclusion displayed a loss of strength after the 90-day curing period. Ultimately, both by-products were deemed suitable for Portland cement production, meeting the requisite chemical, physical, and mechanical benchmarks.
The hydration mechanism of water-quenched SiMn slag within mortar was scrutinized by Zhang et al. [11]. The slag, characterized by its light green hue, glassy texture, and a density of 2.8 g cm−3, underwent an experimental process. SiMn slag and anhydrite were first subjected to drying in a ball mill at 378 K. Subsequently, the slag was ground to attain a surface area of 500 m2 kg−1, and lime was incorporated with anhydrite before being ground to a fineness of 400 m2 kg−1. The mortar bar samples were formulated with 80 wt% SiMn slag powder, 10 wt% anhydrite, and 10 wt% lime, with a water-to-cement ratio of 0.45. These samples were then subjected to curing for 7 and 28 days. On the 7th day, the experimental results indicated that the mortar samples exhibited slightly diminished flexural and compressive strength compared to the reference ordinary Portland cement (OPC) bars. However, by the 28th day, optimal outcomes emerged, with the flexural strength of the mortar bars reaching 8.81 MPa, exceeding OPC’s approximate 6.5 MPa. The compressive strength of the mortar bars reached 51.48 MPa, surpassing OPC’s value of around 42.5 MPa. Their study suggested further exploration into enhancing physical properties through optimizing particle size distribution and adjusting additives.
Choi et al. [22] introduced an innovative approach that harnessed water-quenched SiMn slag for a pozzolanic reaction under room temperature, employing it in mortar bars. This process involved water quenching the slag and pulverization in a ball mill to attain a remarkable fineness exceeding 6000 cm2 g−1. Subsequently, the slag underwent reheating at 900 °C, followed by gradual cooling to facilitate the formation of mineral crystals. The SiMn slag powder was then used to partially replace OPC at various wt% (i.e., 0, 5, 10, or 50) in preparing mortar for compressive testing. The water-to-binder ratio remained at 0.5, and the binder-to-sand ratio was maintained at 1:3. An optimal outcome was achieved at a compressive strength of 34 MPa when the mortar was formulated with 17 wt% cement and 83 wt% SiMn slag powder, featuring a 1.0 CaO/SiO2 mole ratio. Their study substantiated the capacity of water-quenched SiMn slag to serve as a silica source via a hydrothermal synthesis reaction.
Bhagath Singh et al. [16] investigated an alternative form of mortar incorporating SiMn slag. To produce the mortar, Portland composite cement (PCC) containing 10 wt% SiMn slag was blended with fine and coarse aggregates, utilizing a 0.43 water-to-cement ratio. The mortar was molded into standard 150-mm cubes and subjected to curing to assess its compressive strength. The results unveiled an exponential upsurge in compressive strength, peaking at 40 MPa on the 90th day of the curing process. Remarkably, the PCC outperformed OPC samples, which exhibited a compressive strength of approximately 34 MPa. Further endeavors are recommended to bolster reaction mechanisms and strengthen development, thereby enabling the utilization of PCC as a conventional cement substitute.
Conversely, Navarro et al. [23] continued exploring the mechanical efficacy and stability of mortars enriched with SiMn slag in the binder. Based on earlier research, two activators were employed, i.e., NaOH and waterglass solutions [18]. The study involved three types of aggregate, i.e., silica sand, limestone sand, and recycled sand sourced from recycled concrete. The procedural framework mirrored that of Navarro et al. [18]. Results indicated optimal mechanical performance for the mortar reaching 68 MPa when waterglass was utilized as the activator, alongside silica sand as the aggregate, with 4.5–5 wt% Na2O at 90 days and an aggregate-to-slag ratio of 2:1. Similarly, favorable outcomes were achieved using limestone as the aggregate. Future research highlighted the potential need for incorporating shrinkage-reducing admixtures into these binders. Continuing their line of research, Navarro et al. [24] ventured into the corrosion resistance of steel reinforcement within alkali-activated mortars containing ground-granulated SiMn slag. The methodology adhered to that of Navarro et al. [23]. Steel-reinforced mortars were subjected to two aggressive conditions, i.e., carbonation and chloride ingress. Results showcased that waterglass offered superior resilience against carbonation, while NaOH exhibited lower resistance than waterglass. Mortars with embedded steel and waterglass demonstrated higher chloride migration coefficients, whereas those with embedded steel and NaOH exhibited lower corrosion rates.
3.2.4 Cement Paste
Building upon prior investigations [9, 20, 25], the research team explored further the implications of SiMn slag on resistance against diverse aggressive solutions [25]. The study examined three paste samples, i.e., the baseline paste comprising Portland cement alongside blended pastes incorporating 5 and 15 wt% SiMn slag content. Each paste variant interacted with four distinct solutions, i.e., 0.5 M sodium sulfate, 0.5 M sodium chloride, artificial seawater, and reference water. These pastes were molded into 1 × 1 × 6 cm specimens and subjected to curing. Subsequent analysis unveiled that the blended cement pastes, enriched with 5 and 15 wt% SiMn slag content, exhibited commendable resilience when exposed to specific aggressive solutions. Weight loss was absent, and a notable resistance index was observed compared to the reference matrix. This study, therefore, not only contributes to the existing body of work but also holds implications for the prospective utilization of SiMn slag in the construction of bridges or structures near marine environments.
3.2.5 Concrete
Ganesh et al. [26] investigated concrete’s mechanical and durability attributes that featured partial incorporation of SiMn slag as a coarse aggregate, intending to develop OPC at grade M30. The constituents employed encompassed Portland cement, river sand, crushed granite, and water, with a water-to-cement weight ratio of 0.45. Four distinct mortar samples were meticulously prepared at 25, 50, 75, and 100% replacement levels, respectively, with SiMn slag as a partial substitute for crushed granite. The samples were cast in a laboratory setting and subjected to curing periods of 7 and 28 days after mixing. The findings elucidated that optimal compressive strength, amounting to 38.52 MPa at 28 days, was achieved when SiMn slag replaced crushed granite by 50%. This value closely paralleled the compressive strength of the control concrete mixture (38.80 MPa). Notably, the 50% replacement exhibited heightened resistance against both acidic and alkaline environments. Moreover, a practical application was conducted involving a minor concrete structure. Recommendations were proposed for future endeavors, including microstructural analysis to glean a more comprehensive understanding of the underlying mechanisms.
3.2.6 Backfill Materials
The geotechnical characteristics of SiMn slag, intended for repurposing as a substitute for sand, were investigated by Kumar et al. [27]. The SiMn slag used in the study was sourced from Visakhapatnam, India, albeit without the accompanying chemical compositions being specified. The slag underwent heavy compaction tests to assess its suitability utilizing a 1000-cc mold to remove moisture and achieve maximum dry density. A sieve analysis was performed on the slag to analyze how compaction affected its grain size distribution. The findings indicated that the slag exhibited a reasonable permeability level of 2 × 10−3 cm s−1, rendering it suitable as a lightweight fill material for applications like retaining walls. The slag’s density was measured at 1.12 g cc−1, whereas sand had a density of 1.8 g cc−1. Consequently, the slag could be considered an alternative to traditional fine aggregates to produce lightweight concrete. Additionally, the slag’s friction characteristics made it a viable option for use in reinforced earth retaining walls and soil beds.
3.2.7 Raw Mn Materials
Two methodologies were proposed and assessed for the recovery of raw Mn from SiMn slag, with applications in SiMn production and construction-related purposes. The initial approach, presented by Kim et al. [28], involved a mechanical separation process. The SiMn slag sourced from Dongbu Metal Company in Korea was subjected to a sequence of operations. First, the slag was subjected to grinding using a jaw crusher, hammer, and pulverizer, achieving a particle size of 500 μm. Subsequently, the resulting slag powder was sieved into four sizes, i.e., +0.280, +0.200, +150, and +75 mm. Dry magnetic separation, utilizing cross-belt type magnets, was then performed within a magnetic field ranging from 5000 to 10,000 Tesla for each particle size. Magnetic particles were captured and collected within the magnetic field, while non-magnetic particles were removed. The outcome revealed that around 20 wt% of Mn from SiMn slag could be collected at a magnetic field strength of approximately 6000 Tesla, with the slag size ranging from −500 to +75 μm. This process has the potential to recover as much as 33% of the contained Mn, contingent upon the original Mn content present in the slag. The primary objective of this method was to mitigate the volume of slag deposited in landfills, addressing environmental concerns associated with waste disposal. The second recovery method relied on a hydrometallurgical process, as elucidated by Ayala et al. [10]. The SiMn slag was initially collected and crushed using this approach, followed by a series of sequential steps. The process encompassed the dissolution of Mn, purification of leach solutions, and electrowinning. The SiMn slag was treated with sulfuric acid (10 wt%) in a furnace operating at 200 °C for 30 min, utilizing 10 wt% excessive acid to facilitate Mn dissolution. Subsequently, the sample underwent leaching using a 15 w/v% lime slurry supplemented with 1 w/v% KOH to achieve a pH of 6. This procedure yielded the recovery of 94% of Mn from the residue, boasting a purity level of 99.99%.
3.3 Critical Governing Factors of SiMn Slag Reutilization
3.3.1 Cooling Methods
The cooling methods are critical in determining SiMn slag types suitable for reutilization, as distinct methods necessitate different pre-treatment procedures. Two predominant cooling techniques have been identified, i.e., air-cooling and water-quenching, forming two distinct SiMn slag varieties, i.e., air-cooled SiMn slag and water-quenched SiMn slag. Air-cooled SiMn slag adopts a lumpy structure characterized by a composite of glassy and crystalline attributes. This specific composition necessitates higher energy and power inputs for the grinding process to attain the desired fineness requisite for diverse production endeavors. In contrast, water-quenched SiMn slag primarily assumes a glassy composition coupled with brittleness. This inherent brittleness considerably diminishes the energy required for the grinding process. However, this variant of SiMn slag mandates supplementary reheating steps to alleviate moisture content [11, 12, 15].
3.3.2 Moisture Content
Water-quenched SiMn slag retains moisture because of the water-quenching procedure. Consequently, subjecting the slag to grinding and drying processes is imperative to eliminate the residual moisture content. This treated slag is then amenable to blending and combining with other cementitious components to generate cement or binder. However, any lingering moisture within the slag post-blending can trigger premature interactions with the cementitious constituents. This outcome can significantly compromise the overall quality and strength of the end product.
3.3.3 Fineness
Fineness is a pivotal factor that significantly impacts and enhances the hydraulic properties of SiMn slag. As demonstrated by Nath et al. [14], mechanical activation methods like ball milling play a role in achieving the desired fineness. Consequently, securing an appropriate fineness level is a fundamental prerequisite for successful reutilization of SiMn slag in construction applications. SiMn slag is typically procured in a raw lump format, making it suitable for applications as backfill material in retaining walls owing to its notable frictional attributes, as highlighted by Kumar et al. [27]. Similarly, it finds utility as a substitute for coarse aggregates in concrete [26]. However, to produce binders, cement, mortar, and paste, SiMn slag necessitates further processing via ball milling or crushing to achieve specific fineness levels ranging from 2900 to 5512 cm² g−1 or 30 to 45 μm.
In the context of raw Mn extraction, tailored fineness becomes critical. For instance, for the magnetic separator process [28], the specific fineness must remain below 500 μm. Similarly, hydrometallurgical processes require a specific fineness of 300 μm [10]. This fine-tuning of fineness ensures the efficacy of processes like raw Mn extraction and aligns with the requirements of diverse SiMn slag reutilization endeavors.
3.4 Other Considerations
3.4.1 Equipment
Current ovens and ball mills remain confined to laboratory-scale dimensions and specifications. This limitation raises concerns about their suitability for accommodating the demands of large-scale SiMn slag reutilization. A crucial step would involve upgrading these tools to industrial standards to facilitate the future mass recycling of SiMn slag.
3.4.2 Energy
The energy consumption linked to equipment usage, including ovens, ball mills, crushers, and magnetic separation setups, holds significant relevance. The endeavor of mass recycling SiMn slag involves the operation of more extensive equipment and, subsequently, higher energy consumption. For instance, processing in ovens and ball mills could extend up to 24 and 2 h, respectively [14, 15, 19].
3.4.3 Cost
Cost factors weigh heavily in determining the overall benefits derived from the reutilization of SiMn slag. It is worth noting that water-quenched SiMn slag tends to be less cost-effective than air-cooled SiMn slag. Water quenching necessitates additional expenses related to water treatment facilities and labor [13]. Furthermore, equipment installation and energy consumption entail supplementary financial commitments. Besides that, Tripathy et al. [29] reported that the cooling pattern of the slag significantly affects the particle morphology and phase formation, determining their usage and reutilization. On the one hand, air-cooled slag contains a substantial quantity of crystalline phases (> 50%), which prevents the slag from exhibiting cementitious properties. On the other hand, water-quenched slag mainly contains amorphous phases (> 90%). In other words, water-quenched slag closely matches the properties required in the Portland slag cement manufacturing process. However, air-cooled slag is suitable as an aggregate for application in the construction industry. Therefore, the choice of cooling methods may affect the product properties, resulting in the variation of overall production cost and profit. In short, this intricate interplay of costs holds a pivotal role in shaping the economic viability of SiMn slag reutilization initiatives.
3.5 Strategies to Improve SiMn Slag Reutilization
Figure 5 shows the conceptual process for improving SiMn slag reutilization. The inception of the SiMn slag recycling process is rooted in a meticulous approach that commences by categorizing the incoming waste materials. This initial step hinges on the discernment and segregation of distinct SiMn slag types. Subsequently, the process advances to a pivotal phase known as pre-treatment, where the slag undergoes essential physical transformations, aligning it with the intended production objectives. Finally, the journey culminates in the physical/chemical treatment stage, wherein a medley of methodologies is employed to metamorphose the slag into a diverse array of valuable products.
3.5.1 Incoming Waste
The incoming waste contains two types of SiMn slag, i.e., air-cooled and water-quenched SiMn slag. The former boasts a partially glassy and crystalline composition, rendering it relatively robust in nature. Conversely, the latter exhibits a predominantly crystalline structure characterized by its comparably pliable attributes [11, 12, 15]. Air-cooled SiMn slag finds its niche as an optimal candidate for employment as backfilling material, requiring no preparatory treatment before practical implementation. In contrast, both varieties of slag can be seamlessly recycled to craft an alkali-activated binder in tandem with fly ash [14, 15].
3.5.2 Pre-treatment
Three types of equipment are suggested for the pre-treatment process, all of which alter the slag’s physical characteristics, such as fineness (particle size) and moisture. A ball mill is a fundamental tool for grinding ores and materials into a fine powder. In the context of SiMn slag, a ball mill is essential for finely grinding the slag to the desired particle size. This finely ground SiMn slag can then be seamlessly blended with specific ratios of cementitious materials like clinker, gypsum, or Portland cement, facilitating the creation of SiMn-slag-based cement. Another invaluable tool in the pre-treatment process is the crusher machine. This equipment employs mechanical force to reduce the slag’s size to a gravel-like consistency. A jaw crusher, for instance, operates based on a compression mechanism, effectively crushing the SiMn slag by coordinating the movement of fixed and movable jaws. This process yields SiMn slag particles resembling gravel in size, making them ideally suited for concrete production. Lastly, a laboratory oven assumes a critical role in the pre-treatment phase. It is used to heat and dry water-quenched SiMn slag, eliminating residual moisture content. This step is vital in preparing the slag for subsequent applications, ensuring it is moisture-free.

Summary of strategies to improve SiMn slag reutilization as construction materials
3.5.3 Physical/Chemical Treatment
Four treatment methods are suggested for physical/chemical treatment to create the final product from SiMn slag. The first method entails mixing the slag with other materials or elements within a mixer. Depending on the intended purpose, SiMn slag can act as a binder, cement, or coarse aggregate, creating versatile SiMn-slag-based products tailored to various construction needs. Another practical approach involves magnetic separation, where specialized apparatus is utilized to separate components within the slag, with a particular focus on extracting Mn. This technique is pivotal for recycling and repurposing the Mn content found in the slag. A more intricate method involves several steps, including dissolution, leaching, purification, and electrowinning using an electrode. The objective here is to extract Mn from the SiMn slag, resulting in purified Mn suitable for various applications. Finally, SiMn slag can be molded in combination with other materials, producing bricks. This treatment approach highlights the versatility of SiMn slag in construction applications, contributing to the creation of durable and functional building materials.
3.5.4 Process and Products
The reutilization of SiMn slag opens the door to the creation of eight distinct construction products. Beginning with air-cooled SiMn slag in its raw form, it finds application as backfill material, constructing earth retaining walls and preparing reinforced soil beds [27]. Air-cooled SiMn slag undergoes grinding in a ball mill to cater to diverse cement production needs, attaining the required fineness. This finely ground SiMn slag, typically with a fineness of < 456.9 m2 kg−1, can substitute 5–15% of Portland cement [9, 20, 21, 25]. Furthermore, the same slag, in combination with clinker and gypsum at proportions of 35 wt% and 65 wt%, respectively, undergoes ball milling to yield Portland slag cement, characterized by fineness ranging from 2900 to 4100 cm2 g−1 [13]. Another cement variation, PCC, is achieved by grinding a mixture of 10 wt% SiMn slag, 65 wt% clinker, 22 wt% fly ash, 2 wt% gypsum, 0.5 wt% sodium sulfate, and 0.5 wt% sodium hydroxide [30].
Moreover, the SiMn-slag-based cement can be readily transformed into a paste by adding water, extending its applicability further. This cement is combined with water and fine aggregate for mortar production and is commonly sourced from river sand. In essence, two distinctive types of concrete can be derived from SiMn slag. The first type utilizes ball-mill-processed SiMn slag, partially replacing Portland cement or other cementitious materials in a mixture with fine aggregates and water. The second type capitalizes on crushed SiMn slag, substituting for up to 50% of coarse aggregates in concrete production, with the recommended size of the crushed slag aligning with that of gravel for optimal concrete manufacturing [31].
The extraction of raw Mn from SiMn slag offers two distinct pathways. One is a physical method involving separating crushed SiMn slag particles within the range of −500 to +75 μm using a magnetic separator apparatus equipped with a magnetic field of approximately 6000 Tesla [28]. The alternative method is a hydrometallurgical process that revolves around the dissolution of Mn through sulfuric acid, followed by leaching with a lime slurry and KOH, and subsequent purification of the leach solution through the application of Na2S at a pH range of 5–7, concluding with electrodeposition via electrodes [10].
Water-quenched SiMn slag, akin to air-cooled SiMn slag, finds utility in cement production. However, before incorporation, it undergoes a critical step involving heating and drying in an oven to eliminate moisture content. Subsequently, the slag is subjected to grinding in a ball mill and combined with cementitious materials. It plays a role in the production of Portland slag cement, achieved by grinding a composition consisting of 10 wt% water-quenched SiMn slag, 30 wt% blast furnace slag, and 60 wt% clinker [12]. For brick production, water-quenched SiMn slag is the recommended choice. This slag is crushed and subjected to an oven treatment at 110 °C for 24 h. It is then used as an aggregate within a mixture of cement, gravel, and water. This amalgamation is subsequently molded into bricks, utilizing a pressure of 5 MPa [19].
Finally, the alkali-activated binder/cement, which is a final product from either type of SiMn slag, necessitates specific processing steps. The slag undergoes preliminary grinding in a ball mill and is subsequently blended with fly ash and Portland cement. This alkali-activated binder/cement serves as a versatile precursor. It can be employed in the mortar preparation by an additional step, which involves mixing with an alkali-activator solution containing 27 wt% of 6 M NaOH [14, 15].
3.6 Our Perspectives
Currently, limited recycling methods are available to effectively manage and reduce the volume of SiMn slag. The water-quenching process, while producing predominantly glassy and crystalline SiMn slag for cement, mortar, and brick production applications, imposes additional expenses associated with water-quenching facilities and treatment processes. Moreover, the existing technology, including equipment like ball mills, ovens, and crushers, is ill-suited for large-scale production of SiMn-slag-based products, and considerations of energy and cost become paramount in the context of mass SiMn slag recycling. Numerous studies have demonstrated that the mechanical strength of mortar and concrete incorporating SiMn slag exhibits gradual strength development within the initial 7 days, with substantial strength gains occurring from the 28th to the 90th day of curing [12, 18, 20, 21]. Consequently, extended curing periods are necessary for SiMn-slag-based mortar and concrete.
Additionally, these materials have exhibited high shrinkage levels, ranging from 1.5 to 3.0% [18]. While some successes in SiMn slag recycling within various construction materials have been documented in the current literature, several areas warrant further investigation and development for future enhancements. These areas include:
-
Development of industrial-scale machinery: There is a need to design and manufacture industry-level equipment, such as ball mills, ovens, and crushers, capable of handling substantial quantities of SiMn slag during the pre-treatment phase.
-
Environmentally compatible landfilling methods: Research into safe and environmentally friendly landfilling methods for the disposal of SiMn slag is essential.
-
Cross-country analysis: Conduct comprehensive investigations into the physicochemical characteristics of SiMn slag from various countries, encompassing chemical compositions and ensuring a more accurate analysis and a broader perspective.
-
Lightweight concrete production: Explore the feasibility and practicality of integrating SiMn slag into the production of lightweight concrete, further expanding its potential applications.
-
Practical applications: To assess their practicality and efficacy, use more real-world applications of SiMn-slag-based materials or products in actual construction projects.
4 Conclusion
This review focuses on the physicochemical characteristics of SiMn slag, drawing from 20 selected articles to provide a comprehensive understanding of its essence and utilization prospects. Across China, India, Iran, Spain, and South Korea, SiMn slag exhibits consistent chemical compositions, primarily comprising oxides such as SiO2, Al2O3, CaO, MnO, MgO, FeO + Fe2O3, and K2O + Na2O. Beyond the physicochemical characteristic aspect, this review also covers the potential recycling applications in construction, spanning a spectrum encompassing binder/cement, bricks, mortar, paste, concrete, backfill materials, and even raw Mn components. At the heart of this endeavor, six pivotal factors emerged, dictating the trajectory of SiMn slag repurposing, i.e., cooling methods, moisture content, fineness, equipment prerequisites, energy consumption, and the financial implications therein. Air-cooled and water-quenched SiMn slag variants exhibit different characteristics, with water-quenched slag requiring additional heating but displaying greater brittleness. Moisture content affects cement quality, while particle fineness impacts reactivity and production processes. Equipment, energy demands, and cost considerations also play significant roles in SiMn slag recycling.
This review also establishes the foundation for enhancing SiMn slag reutilization strategies. The initial phase involves preprocessing the slag through reheating, crushing, or ball milling to achieve specific fineness or particle size. Subsequently, the processed slag is subjected to one or more of four physical/chemical treatments, including blending with cementitious components, water, sand, coarse aggregates, magnetic separation, hydrometallurgical processes, and molding techniques. This approach yields eight distinct SiMn-slag-based products, including backfill material, cement, paste, mortar, concrete, raw Mn, bricks, and the innovative realm of alkali-activated binders. However, challenges in SiMn slag recycling include inadequate disposal practices, untapped recycling applications, increased expenses from water quenching, and the absence of industry-scaled recycling equipment. Attention should be given to understanding early 7-day strength enhancement and managing significant shrinkage attributes. Consequently, there is a call for further research to develop industry-scale recycling strategies, establish secure landfill techniques, explore SiMn slag properties globally, assess the feasibility of SiMn-slag-based products, and outline a roadmap for tangible, viable projects.
Data Availability
All data is available in the manuscript.
References
Olsen SE, Tangstad M (2004) Siliconmanganese production - process understanding, in: Proceedings: Tenth International Ferroalloys Congress; INFACON X: Transformation through Technology, Cape Town, p 238
Wallin M, Ekstrøm KE, Tranell G (2018) Production of ferromanganese alloys from silicomanganese sludge and an iron source, in: B.R. Davis, M.S. Moats, S. Wang, D. Gregurek, J. Kapusta, T.P. Battle, M.E. Schlesinger, G.R. Alvear Flores, E. Jak, G. Goodall, M.L. Free, E. Asselin, A. Chagnes, D. Dreisinger, M. Jeffrey, J. Lee, G. Miller, J. Petersen, V.S.T. Ciminelli, Q. Xu, R. Molnar, J. Adams, W. Liu, N. Verbaan, J. Goode, I.M. London, G. Azimi, A. Forstner, R. Kappes, T. Bhambhani (Eds.), Extraction Springer International Publishing, Cham, 2018: pp 939–951
Digernes MN, Rudi L, Andersson H, Stålhane M, Wasbø SO, Knudsen BR (2018) Global optimisation of multi-plant manganese alloy production. Comput Chem Eng 110:78–92. https://doi.org/10.1016/j.compchemeng.2017.12.001
Olsen SE, Olsen S, Tangstad M, Lindstad T (2007) Production of manganese ferroalloys. Tapir Akademisk Forlag
Ringdalen E, Gaal S, Tangstad M, Ostrovski O (2010) Ore melting and reduction in silicomanganese production. Metall Mater Trans B 41:1220–1229. https://doi.org/10.1007/s11663-010-9350-z
El-Faramawy H, Mattar T, Fathy A, Eissa M, Ahmed AM (2004) Silicomanganese production from manganese rich slag. Ironmak Steelmaking 31:31–36. https://doi.org/10.1179/030192304225012132
Sarawak CM (2018) Sustainability report. https://cmsb.irplc.com/investor-relations/sustainability2018/CMS-SR2018.pdf. Accessed 28 Apr 2024
Mengist W, Soromessa T, Legese G (2020) Method for conducting systematic literature review and meta-analysis for environmental science research. MethodsX 7:100777. https://doi.org/10.1016/j.mex.2019.100777
Frías M, Sánchez de Rojas MI, Menéndez I, García de Lomas M, Rodríguez C (2005) Properties of SiMn slag as apozzolanic material in Portland cement manufacture. Materiales De Construción 55:53–62. https://doi.org/10.3989/mc.2005.v55.i280.206
Ayala J, Fernández B (2015) Recovery of manganese from silicomanganese slag by means of a hydrometallurgical process. Hydrometallurgy 158:68–73. https://doi.org/10.1016/j.hydromet.2015.10.007
Zhang X, Ni W, Wu J, Zhu L (2011) Hydration mechanism of a cementitious material prepared with Si-Mn slag. Int J Minerals Metall Mater 18:234–239. https://doi.org/10.1007/s12613-011-0428-7
Nath SK, Kumar S (2016) Evaluation of the suitability of ground granulated silico-manganese slag in Portland slag cement. Constr Build Mater 125:127–134. https://doi.org/10.1016/j.conbuildmat.2016.08.025
Allahverdi A, Ahmadnezhad S (2014) Mechanical activation of silicomanganese slag and its influence on the properties of Portland slag cement. Powder Technol 251:41–51. https://doi.org/10.1016/j.powtec.2013.10.023
Nath SK, Kumar S (2017) Reaction kinetics, microstructure and strength behavior of alkali activated silico-manganese (SiMn) slag – fly ash blends. Constr Build Mater 147:371–379. https://doi.org/10.1016/j.conbuildmat.2017.04.174
Nath SK, Kumar S (2019) Influence of granulated silico-manganese slag on compressive strength and microstructure of ambient cured alkali-activated fly ash binder. Waste Biomass Valorization 10:2045–2055. https://doi.org/10.1007/s12649-018-0213-1
Bhagath Singh GVP, Subramaniam KVL (2019) Production and characterization of low-energy Portland composite cement from post-industrial waste. J Clean Prod 239:118024. https://doi.org/10.1016/j.jclepro.2019.118024
Kumar S, García-Triñanes P, Teixeira-Pinto A, Bao M (2013) Development of alkali activated cement from mechanically activated silico-manganese (SiMn) slag. Cem Concr Compos 40:7–13. https://doi.org/10.1016/j.cemconcomp.2013.03.026
Navarro R, Zornoza E, Garcés P, Sánchez I, Alcocel EG (2017) Optimization of the alkali activation conditions of ground granulated SiMn slag. Constr Build Mater 150:781–791. https://doi.org/10.1016/j.conbuildmat.2017.06.064
Shao L, Ma G, Liu J, Zhang X (2017) Recycling of Si-Mn slag in the preparation of unburned water permeable bricks. DEStech Trans Environ Energy Earth Sci. https://doi.org/10.12783/dteees/gmee2017/16616
Frias M, Sánchez de Rojas MI, Santamaría J, Rodríguez C (2006) Recycling of silicomanganese slag as pozzolanic material in Portland cements: basic and engineering properties. Cem Concr Res 36:487–491. https://doi.org/10.1016/j.cemconres.2005.06.014
Frias M, Rodriguez C (2008) Effect of incorporating ferroalloy industry wastes as complementary cementing materials on the properties of blended cement matrices. Cem Concr Compos 30:212–219. https://doi.org/10.1016/j.cemconcomp.2007.05.004
Choi S, Kim J, Oh S, Han D (2017) Hydro-thermal reaction according to the CaO/SiO2 mole-ratio in silico-manganese slag. J Mater Cycles Waste Manag 19:374–381. https://doi.org/10.1007/s10163-015-0431-6
Navarro R, Alcocel EG, Sánchez I, Garcés P, Zornoza E (2018) Mechanical properties of alkali activated ground SiMn slag mortars with different types of aggregates. Constr Build Mater 186:79–89. https://doi.org/10.1016/j.conbuildmat.2018.07.093
Navarro R, Alcocel EG, Sánchez I, Garcés P, Zornoza E (2020) Corrosion resistance of steel reinforcements embedded in alkali activated ground granulated SiMn slag mortars. Constr Build Mater 230:116917. https://doi.org/10.1016/j.conbuildmat.2019.116917
Frías M, de Rojas MIS, Rodríguez C (2009) The influence of SiMn slag on chemical resistance of blended cement pastes. Constr Build Mater 23:1472–1475. https://doi.org/10.1016/j.conbuildmat.2008.06.012
Ganesh S, Ramesh KV, Sudhakar C, Jagadeesh S (2018) Influence of silico manganese slag on mechanical and durability properties of concrete. Int J Civil Eng Technol (IJCIET 1597–1604). https://iaeme.com/MasterAdmin/Journal_uploads/IJCIET/VOLUME_9_ISSUE_7/IJCIET_09_07_171.pdf. Accessed 28 Apr 2024
Kumar KR, Lokesh JL, Reddy CNVS (2013) Geotechnical characterization of silico manganese slag for civil engineering application, in: 4IYGEC, Chennai, India. https://www.researchgate.net/profile/Cnv-Reddy/publication/316526633_GEOTECHNICAL_CHARACTERIZATION_OF_SILICO_MANGANESE_SLAG_FOR_CIVIL_ENGINEERING_APPLICATIONS/links/59022d214585156502a2f740/GEOTECHNICAL-CHARACTERIZATION-OF-SILICO-MANGANESE-SLAG-FOR-CIVIL-ENGINEERING-APPLICATIONS.pdf. Accessed 28 Apr 2024
Kim B-S, Jeong S-B, Jeong M-H, Ryu J-W (2011) Upgrading of manganese from waste silicomanganese slag by a mechanical separation process. Mater Trans 52:1705–1708. https://doi.org/10.2320/matertrans.M2011114
Tripathy SK, Dasu J, Murthy YR, Kapure G, Pal AR, Filippov LO (2020) Utilisation perspective on water quenched and air-cooled blast furnace slags. J Clean Prod 262:121354. https://doi.org/10.1016/j.jclepro.2020.121354
Bhagath Singh GVP, Subramaniam KVL (2019) Production and characterization of low-energy Portland composite cement from post-industrial waste. J Clean Prod 239. https://doi.org/10.1016/j.jclepro.2019.118024
Ganesh S, Venkata Ramesh K, Sudhakar C, Jagadeesh S (2018) Influence of silico manganese slag on mechanical and durability properties of concrete. Int J Civil Eng Technol 9:1597–1604
Funding
Open Access funding enabled and organized by CAUL and its Member Institutions.
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception and design phase. Jibril Adewale Bamgbade performed material preparation, data collection, and analysis. Ngie Hing Wong and Chang Saar Chai wrote the first draft of the manuscript. All authors commented on previous versions of the manuscript. Ali Raza Khoso, Ratanak Sambo, Zong Yang Kong, and Jaka Sunarso revised the draft. All authors read and approved the final manuscript.
Corresponding authors
Ethics declarations
Ethical Approval
Not applicable.
Consent to Participate
Consent from all authors has been obtained, and all authors have agreed on the provided content.
Consent for Publication
All authors agreed to publish the data.
Competing Interests
The authors declare no competing interests.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Wong, N.H., Kong, Z.Y., Sambo, R. et al. Physicochemical Characteristics of Silicomanganese Slag as a Recycling Construction Material: An Overview. Mining, Metallurgy & Exploration 41, 1891–1907 (2024). https://doi.org/10.1007/s42461-024-00987-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s42461-024-00987-3