
Abstract
Sublevel caving operation relies on the estimation of ore grade at drawpoints, as the mine management uses grade to decide whether the material at a certain ring should be loaded or abandoned. Grade is estimated in various ways, including visual estimation, density-based calculation, and sampling and assay methods. The grade estimation at the world’s two largest underground iron ore mines owned by LKAB in northern Sweden is based on the density difference between ore and waste. The calculations assume a constant swell factor, a theoretical fill of 100%, and a linear relationship between bucket weight and material grade. This study evaluated these assumptions in detail based on the loading data for 12,237 buckets and concluded that the method has some shortcomings which render the assumptions invalid. Further research is required to deal with these shortcomings to improve estimation of the material grade.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Sublevel caving (SLC) is a large-scale mining method where the ore is blasted and mined out, and the overlying waste is caved and intended to be left behind. However, the separation of ore and waste at the drawpoints is not so straightforward. The caved waste lying over and in front of the ore tends to mix with and dilute the ore at the drawpoints. Grade control, or the ore grade estimation at the drawpoints [1], is important in sublevel caving, as it can monitor the extent of dilution. It assists in the decision-making on whether to continue or abandon the loading of ore from a particular ring and proceed to the next ring. Incorrect measurement of ore grade, which ultimately can affect the decision to continue or abandon the material loading from a particular ring, can cause either the loss of ore in the abandoned ring or the loading of extra waste, thus increasing the mining cost [2]. The grade control can be continuous [3] or periodic [4], based on the frequency of information about the ore grade. It is typically based on either faster and cheaper techniques, including visual estimation and density-based ore grade calculation, or more time-consuming and expensive sampling and assay systems [5].
Visual estimation is effective when ore and waste can be differentiated based on the color, texture, or shape of the blasted material. The operators of load-haul-dump (LHD) machines, geologists or specially assigned grade control officers, can make such visual estimations continuously or periodically as per requirement. This type of system has been used in numerous mines, for example, Shabanie mine in Zimbabwe [6], Craigmont mine in Canada [7], Perseverance mine in Australia [1], Frood-Stobie mine in Canada [8], Kazansi mine in South Africa [9], and Koffiefontein mine in South Africa [10]. Density-based ore grade calculation is effective when the ore density is significantly different from the waste density. In such conditions, the ore grade in an LHD bucket can be calculated from the bucket weight using the density difference. Such a system is used in Luossavaara-Kiirunavaara AB’s (LKAB) Kiruna and Malmberget mines [5]. The sampling and assay technique is normally used when the ore and waste cannot be differentiated visually or by density. This method involves taking regular samples from drawpoints and analyzing them in a laboratory. However, this method is slow, interrupts normal loading operation, and requires different resources and equipment, making it expensive. Mines using such a system include Telfer mine in Australia, Northparkes mine in Australia, Mount Lyell mine in Australia, Big Bell mine in Australia, Capricorn copper mine in Australia, Bultfontein SLC mine in South Africa, Dutoitspan NWC SLC mine in South Africa, Finsch mine in South Africa, Black Rock mine in South Africa, Venetia K01 and K02 mines in South Africa, Mount Wright mine in Canada, Ridgeway mine in USA, and Subika mine in Ghana [10].
This paper evaluates the density-based ore grade calculation method used at LKAB’s underground iron ore mines in northern Sweden. It examines the function and performance of the current ore grade calculation system and the assumptions on which the system is based and highlights the problems with the current assumptions. It uses the results from fragmentation and volumetric measurements of the LHD buckets to provide evidence of the problems with grade calculations.
2 Current Practice
LKAB operates two of the world’s largest underground iron ore mines, the Kiruna and the Malmberget mines. Both use the sublevel caving method for ore extraction. The major iron ore being mined is magnetite with small quantities of hematite.
The iron content of pure magnetite ore is 72.36% and that of pure hematite ore is 69.90% [11, 12]. In the grade control system, the percentage of the iron ore inside the LHD bucket is assumed to be 71% [12] even though it slightly differs from the theoretical values of pure magnetite and hematite. The grade control system used in both mines uses the density difference between the ore and waste [13]. The ore is considerably heavier (4.6–4.8 tonnes/m3) than the waste (2.7–2.8 tonnes/m3) [14]. LKAB’s grade control system uses a Wireless Online Loader Information System (WOLIS) to calculate and store the ore grade information continuously [15]. The grade of the ore inside the LHD bucket is calculated in two steps.
-
Step 1: The LHD machines in LKAB’s underground mines use a Loadrite system to determine the weight of the loaded material [12]. A load cell is placed at the hydraulic cylinders of the LHD bucket. The hydraulic pressure in the cylinders is monitored by the load cell and converted to the weight of the ore in tonnes [5, 12].
-
Step 2: The weight of the material determined by the Loadrite system is then converted to the grade of the material using a set of equations in WOLIS. The equations are briefly described below:
$$Waste \ rate= \frac{Ore \ bucket \ weight - Bucket \ weight}{Ore \ bucket \ weight- Waste \ bucket \ weight}$$(1)- Ore bucket weight :
-
weight of the bucket containing only ore and no waste.
- Waste bucket weight :
-
weight of the bucket containing only waste and no ore.
- Bucket weight :
-
weight of the bucket given by the Loadrite system.
$$Waste \ weight= Waste \ rate \times Bucket \ weight$$(2)- Waste weight :
-
weight of the waste for a given bucket with a mix of ore and waste.
$$Ore \ weight= Bucket \ weight-Waste \ weight$$(3)- Ore weight :
-
weight of the ore for a given bucket with a mix of ore and waste.
$$Ore \ percentage= {~}^{Ore \ weight}\!\left/ \!{~}_{Bucket \ weight}\right.$$(4)- Ore percentage :
-
ore content of a given bucket with a mix of ore and waste.
Using Eqs. 1, 2, and 3, Eq. 4 can be rewritten as:
For iron grade calculation, considering 71% iron content, on average, for the ore, Eq. 5 can be written as:
Equation 6 represents the basic formula for iron ore grade calculation used in WOLIS. The grade calculation involves three variables, as shown in Eq. 6, i.e., “Bucket weight,” “Ore bucket weight,” and “Waste bucket weight.” Ore bucket weight and Waste bucket weight are constant values and are predetermined for different bucket sizes used in mines for 100% ore and 100% waste considering a theoretical fill of 100%. These weights are calculated using the density of ore or waste and bucket volume, as given below in Eqs. 7 and 8:
Ore and waste densities are calculated by dividing the in situ ore density (4.6–4.8 t/m3) and waste density (2.7–2.8 t/m3) by a swell factor. The bucket volume is calculated by multiplying the theoretical volume of the bucket by the degree of bucket fill:
These ore grade calculations are based on three major assumptions:
-
1.
Constant swell factor. To calculate the density of loaded material, i.e., loose density, a single constant value of 1.6 is used as the swell factor [14] in Eq. 9.
-
2.
Constant fill factor. The bucket is considered to be 100% filled with material [14], so a constant fill factor of 1 is used to calculate bucket volume in Eq. 10.
-
3.
Linear interpolation. LKAB’s mines mostly use LHDs with a theoretical bucket volume of 8 m3 and 10 m3 for the loading operation. The mines use a set of pre-defined limits for bucket weights for maximum and minimum iron grade based on bucket size considering a theoretical fill of 100% as shown in Table 1. These limits are approximate and are calculated using Eqs. 7 and 8.
Table 1 Truncation limits for buckets of different sizes
All the buckets having a weight equal to or more than the upper limit are assigned a maximum grade of 71%, and all the buckets having a weight equal to or less than the lower limit are considered waste and assigned a grade of 0%, i.e., there is no ore at all in the loaded material. The relationship between bucket weight and material grade is considered linear, and the grades are linearly interpolated for different bucket weights between the upper and lower limits [14] as shown in Fig. 1.

Iron grade vs bucket weight (linear interpolation)
3 Identified Problems with Current Assumptions
In order for the grade estimation in WOLIS to be accurate, the underlying assumptions must be correct. The following sections evaluate each assumption and highlight its problems.
3.1 Problem with Constant Swell Factor: the Fragmentation Effect
As mentioned earlier, a constant swell factor of 1.6 is used regardless of the nature of the material or fragmentation in the LHD bucket. One thing affecting the swell factor is the type of fragmentation [16]. Coarser fragmentation typically has more voids between the rock fragments than finer fragmentation, resulting in a higher swell of material. Therefore, bucket weights will be different for different types of fragmentation, resulting in the assignment of different ore grades. To validate the effect of fragmentation on bucket weight, the weight of 9736 loaded buckets is plotted against four types of fragmentation: “Fine” (X50 < 50 mm), “Medium” (X50 = 50–400 mm), “Coarse” (X50 = 400–1000 mm), and “Oversize” (X50 > 1000 mm) material. The details of the data collection and fragmentation classification can be found in [17, 18]. Figure 2 shows the distribution and box plots for these fragmentation categories.

Effect of fragmentation on bucket weight
It is clear from Fig. 2 that fragmentation tends to affect the mean bucket weights of the different categories. Finer material tends to result in higher bucket weight than coarser material, so a higher ore grade is estimated for the former than for the latter. Table 2 compares ore grades for an 8 m3 bucket calculated using Eq. 6 for different fragmentation categories.
Table 2 shows a significant difference in the ore grades calculated for different fragmentation categories. A decrease in bucket weight due to the presence of more voids, as in the case of coarse fragmentation, will result in a decrease in the grade of the loaded material. However, there can be another reason for this change. Several studies [17, 19,20,21] have shown a relative coarsening of material with increasing extraction ratio from a ring. The extraction ratio represents the ratio of extracted tonnage and planned tonnage from any ring. An extraction ratio of 100% shows that the planned tonnage for the given ring has been extracted. The origin of the material after 100% extraction ratio is highly uncertain as it can be ore from the upper or neighboring drifts or caved waste material. Finer material is more often found at the start of loading from a ring when there is less or no dilution, and coarser material appears more towards the end of material loading from a ring when more dilution causes a decrease in bucket weight. Figure 3 shows a decrease in bucket weight with increasing extraction ratio from the rings.

Box plots showing bucket weights with increasing extraction ratio
Therefore, it is important to consider bucket weights at smaller intervals, as the grade can be assumed more consistent, than to consider the whole ring, as the grade of the loaded material changes significantly overall. Figure 4 shows the distribution curves of the bucket weight for different fragmentation categories for every 10% extraction ratio.

Bucket weights for different fragmentation for every 10% extraction ratio
Figure 4 also suggests there is a difference in bucket weights due to fragmentation which is translated into different grades just because of different fragmentation. Therefore, different formulae/swell factors based on the different fragmentation categories should be used to calculate the grade of loaded material from the bucket weight. Hence, the assumption of a constant swell factor and a single value is not valid.
3.2 Problem with Constant Fill Factor: the Overloading Effect
The bucket volume in Eq. 10 is calculated considering a theoretical fill of 100%, i.e., a fill factor of 1. However, buckets are normally filled more than their theoretical capacity, i.e., overloaded, as shown in Fig. 5.

a LHD bucket outline; b profile of material loaded in the bucket
The fill factor will be considered 1 if the loaded material follows the bucket outline as shown in Fig. 5a. However, the material profile (dotted line above the bucket outline in Fig. 5b) and the bucket profile are normally different. This means the fill factor is normally higher than 1. To validate this finding, the volume of the loaded material in 2501 LHD buckets with a theoretical bucket volume of 10 m3 is plotted in Fig. 6. The details of data collection and volumetric measurements are given in [22].

Bucket volume vs bucket weight and distribution of bucket volumes
The scatter plot in Fig. 6 shows a positive correlation between bucket volume and bucket weight, and this means a higher weight for a higher volume. However, fixing the volume at 100% will result in an incorrect grade calculation, as the increased weight due to increased volume will be translated as high-grade material in the bucket. Moreover, the volume of the majority of the loaded buckets (approximately 90%) is greater than the theoretical volume of 10 m3. The distribution of bucket volume in Fig. 6 suggests a mean of 11.2 m3 which results in a mean fill factor of 1.12. The effect of this change in fill factor on grade calculation can be seen in Table 3.
The average bucket weight for 10 m3 LHD buckets is 25 tonnes. Using a more realistic fill factor (higher than 1) can significantly affect the grade of the material loaded in the LHD bucket, as shown in Table 3. A higher bucket weight due to overloading is actually translated into higher material grade. Therefore, the assumption of using a constant fill factor of 1 is not valid.
3.3 Problem with Linear Relationship
Tonvall [22] reported a non-linear instead of a linear relationship between bucket weight and material grade. To validate this finding, the formula for iron grade calculation was re-derived, as shown in Eqs. 11–19.
The grades of material for different bucket weights for an 8 m3 LHD bucket are calculated using Eqs. 6 (current practice) and 19 (suggested practice) and plotted in Fig. 7.

Relationship between bucket weight and iron grade
The grades calculated using the new formula follow a non-linear path, instead of a linear relationship assumed in current iron grade calculations. Therefore, the assumption of linear interpolation becomes uncertain and needs further investigation.
3.4 Problem of Moisture Content
Current calculations do not consider the presence of moisture or water in the loaded material. The weight of water is considered as the weight of ore and translated into iron grade which is incorrect. For example, a bucket weighing 25 tonnes with a moisture content of 2% by weight actually contains 24.5 tonnes of ore and grade should be calculated for the actual weight. However, the grade is calculated for the weighted 25 tonnes which leads to over-estimation due to moisture content. The effect of 2% moisture content on the grade calculation of a 10 m3 bucket having a weight of 25 tonnes is demonstrated in Table 4.
A bucket with an iron ore grade of 50.71% and with 2% moisture will, with the current grade estimation system, be shown as 54.10%. It means that buckets containing moisture will over-estimate the iron content. The effect of different percentages of moisture content on iron grade calculation for an average bucket weight of 25 tonnes is visualized in Fig. 8.

Effect of moisture on grade calculation
As Fig. 8 shows, there is a significant difference in actual and calculated iron grade with different levels of moisture content. Therefore, the formula for calculating the iron grade from the bucket weight should consider the effect of moisture; otherwise, the grade may be incorrectly estimated.
4 Proposed Solutions to the Identified Problems
4.1 Swell Factor Problem
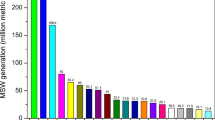
Different values of swell factor based on different types of fragmentation should be used to better estimate material grade. Figure 9 shows the swell factor calculated using 723 buckets for different fragmentation categories from the volumetric data discussed in “Section 3.2.” These buckets were chosen since they have the grade 0.71, which is the maximum grade any bucket can get in the system.

Swell factor for different fragmentation categories
As the figure shows, the swell factor is higher than the one currently used at the mine, i.e., 1.6 for all fragmentation categories. Hence, fragmentation should be considered when loading the material and estimating the ore grade either by using an automatic bucket scanning and fragmentation analysis mechanism for every loaded LHD bucket or by asking the LHD operator to estimate the fragmentation visually and select the corresponding fragmentation manually in the system.
However, both solutions need additional installations, and the second solution requires the operator’s involvement and thus increases the operator’s duties during loading. Another way of dealing with this problem is to identify the areas in the mine with a dominant fragmentation type and using a swell factor accordingly. The value of swell factor corresponding to the nature of the material will be selected in the calculations, leading to a better estimation of the ore grade.
4.2 Fill Factor Problem
As majority of buckets are overloaded, a more realistic fill factor, i.e., greater than 1, should be used. Average bucket volume was found to be 8.71 m3 for a loaded 8 m3 bucket and 11.2 m3 for a loaded 10 m3 bucket. Therefore, a bucket fill factor of 1.09 for an 8 m3 bucket and 1.12 for a 10 m3 bucket is recommended for better ore grade estimation.
4.3 Problem of Linear Relationship
As suggested earlier, the ore grade should be estimated by the new equation (Eq. 19), as the linear relationship between the ore grade and bucket weight was not supported. Ore grades estimated by Eq. 19 are similar to those estimated by the equation given in Tonvall [22], supporting a non-linear relationship.
4.4 Moisture Content Problem
It is not easy to handle the problem of moisture content, as the moisture content of every loaded bucket cannot be determined. However, moisture is not present in every bucket. There are certain areas in the mine where ground water causes problems. Therefore, the areas with the ground water inflow should be identified and the average moisture content for a tonne of loaded ore should be determined for those areas. The bucket weight, then, should be calculated by subtracting the weight of the water from the total bucket weight before using it for grade estimation.
4.5 Problem of Fixed Iron Ore Grade
The assumed iron ore grade in WOLIS, i.e., 71%, is less than the actual grade of the pure magnetite ore, i.e., 72.36%, and lacks the basis of selecting this exact value. For a better estimation of ore grade, an iron grade value estimated from the block model should be used for each ring; there should not be a fixed value for every ring.
5 Conclusions
The grade estimation at LKAB’s underground mines is based on the difference in the density of ore and waste. However, if the ore and waste densities are similar, such a grade estimation method cannot be applied. In that case, ore grade can be estimated by assaying or visual estimation. The study evaluated the underlying assumptions of the density-based grade estimation method. Based on the discussions in “Section 3,” the conclusions, and the proposed recommendations to improve such a system are given below:
-
1.
The assumptions of using a single constant swell factor and fill factor are not valid. Instead, different values of swell and fill factors should be used based on the nature of rock fragmentation and the bucket size.
-
2.
The assumption of linearity is uncertain and not supported by the new formula developed herein (Eq. 19).
-
3.
The effect of moisture content is not considered in current calculations, leading to incorrect grade estimations if moisture is present. The weight of the water should be subtracted from the bucket weight before estimating the ore grade.
-
4.
An iron ore grade estimated from the block model should be used for individual rings instead of using a fixed value of 71% for all the rings.
References
Booth G, Gaspar E, Dunham S, Sharrock G (2004) Visual grade control techniques and sub-level cave draw optimisation — Perseverance Nickel Mine, Leinster, Western Australia. In: Karzulovic A, Alfaro MA (eds) Proceedings of the 4th International Conference and Exhibition on Mass Mining (2004). Instituto de Ingenieros de Chile, 646–649
Shekhar G (2020) Draw control strategy for sublevel caving mines: a holistic approach. PhD dissertation. Luleå University of Technology
Quinteiro CR, Larsson L, Hustrulid W (2001) Theory and practice of very-large-scale sublevel caving. In: Hustrulid WA, Bullock RL (eds) Underground mining methods: engineering fundamentals and international case studies. Metallurgy and Exploration, Society for Mining, pp 381–384
Cokayne EW (1982) Section 4: caving methods. 4.1: Sublevel caving. In: Hustrulid WA, (ed) Underground mining methods handbook. The American Institute of Mining, Metallurgical, and Petroleum Engineers, Inc., 872–879
Shekhar G, Gustafson A, Boeg-Jensen P, Malmgren L, Schunnesson H (2018) Draw control strategies in sublevel caving mines — a baseline mapping of LKAB’s Malmberget and Kiirunavaara mines. J South Afr Inst Min Metall 118(7):723–733. https://doi.org/10.17159/2411-9717/2018/v118n7a6
McMurray DT (1982) Sub-level caving practice at Shabanie mine, Rhodesia. In: Hustrulid WA (ed) Underground mining methods handbook. Metallurgical and Petroleum Engineers Inc., Society of Mining Engineers of the American Institute of Mining, pp 945–952
Baase RA, Diment WD, Petrina AJ (1982) Sublevel caving at Craigmont Mines Ltd. In: Hustrulid WA (ed) Underground mining methods handbook. Society of Mining Engineers of the American Institute of Mining, Metallurgical and Petroleum Engineers, Inc., 898–915
Nickson SD, Niemi R, Pegues C, Santi J (2012) Sublevel cave practices at the Frood-Stobie Complex. In: Proceedings of the 6th International Conference and Exhibition on Mass Mining (2012). Canadian Institute of Mining, Metallurgy and Petroleum, Montreal
Suglo RS, Opoku S (2012) An assessment of dilution in sublevel caving at Kazansi Mine. Int J Min Miner Eng 4(1):1–16. https://doi.org/10.1504/IJMME.2012.047996
Campbell A (2022) A global review of recovery, dilution and draw control in sublevel caving mines. In: Caving Fifth International Conference on Block and Sublevel Caving, 909–926. https://doi.org/10.36487/ACG_repo/2205_62
Shekhar G, Gustafson A, Schunnesson H (2017) Draw control strategy and resource efficiency in sublevel caving. Research report. Luleå University of Technology
Shekhar G, Gustafson A, Hersinger A, Jonsson K, Schunnesson H (2019) Development of a model for economic control of loading in sublevel caving mines. Min Technol 128(2):118–128. https://doi.org/10.1080/25726668.2019.1586371
Gustafsson P (1998) Waste rock content variations during gravity flow in sublevel caving analysis of full-scale experiments and numerical simulations. PhD dissertation. Luleå University of Technology
Klemo S (2005) Styning Av Raslastning Med Hjälp Av Skopvåg i Kiirunavaaragruvan (Loading control using bucket weighing system in the Kiirunavaara Mine). Master’s Thesis. Luleå University of Technology
Adlerborn B, Selberg M (2008) GIRON and WOLIS — two mine applications. In: Schunnesson H, Nordlund E (eds) Proceedings of the 5th International Conference and Exhibition on Mass Mining (2008). Division of Mining and Geotechnical Engineering, Luleå University of Technology, 637–642
Heit A (2011) An investigation into the parameters that affect the swell factor used in volume and design calculations at Callide open cut coal mine. Bachelor’s dissertation. University of Southern Queensland
Manzoor S, Gustafson A, Johansson D, Schunnesson H (2022) Rock fragmentation variations with increasing extraction ratio in sublevel caving: a case study. Int J Min Reclam Environ 36(3):159–173. https://doi.org/10.1080/17480930.2021.2000826
Manzoor S, Danielsson M, Söderström E et al (2022) Predicting rock fragmentation based on drill monitoring: a case study from Malmberget Mine, Sweden. J South Afr Inst Min Metall 122(3):155–166. https://doi.org/10.17159/2411-9717/1587/2022
Power G (2004) Modelling granular flow in caving mines: large scale physical modelling and full-scale experiments. PhD dissertation. University of Queensland
Wimmer M, Nordqvist A, Ouchterlony F (2012) 3D mapping of sublevel caving (SLC) blast rings and flow disturbances in the LKAB Kiruna Mine. Research report. Luleå University of Technology
Brunton ID, Fraser SJ, Hodgkinson JH, Stewart PC (2010) Parameters influencing full scale sublevel caving material recovery at the Ridgeway gold mine. Int J Rock Mech Min Sci 47(4):647–656. https://doi.org/10.1016/j.ijrmms.2009.12.011
Tonvall T. Nyttoanalys Av Volym-Och Fragmenteringsmätning: För En Bättre Uppskattning Av Järnhalt Vid Lastning i Kiruna Skivrasgruva (Analysis of volume and fragmentation measurement: for a better estimation of iron c)
Acknowledgements
The authors acknowledge Luossavaara-Kiirunavaara AB (LKAB), Sweden for financial support through the SUM (Sustainable Underground Mining) Academy program, and the staff and management at the Malmberget and Kiruna mines, especially Matthias Wimmer, Gurmeet Shekhar, Sandy Doull, Daniel Eliasson, and Michal Grynienko, for their valuable input and support.
Funding
Open access funding provided by Lulea University of Technology.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of Interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Manzoor, S., Gustafson, A. & Schunnesson, H. Challenges with Density-Based Grade Estimation at LKAB’s Underground Iron Ore Mines. Mining, Metallurgy & Exploration 39, 2301–2310 (2022). https://doi.org/10.1007/s42461-022-00688-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s42461-022-00688-9