
Abstract
This work presents surface nanocomposites of aluminum alloy AA1050, reinforced with zirconium oxide (ZrO2) nanoparticles developed through multipass friction stir processing (FSP). This article attempts to study the effects of the number of passes on the wear rate, microhardness profile, tensile properties, and macrostructure of surface nanocomposites. The results demonstrate that an improved distribution of ZrO2 nanoparticles is obtained following each FSP pass, and that the number of passes increases with a decrease in stir zone (SZ) grain size. Consequently, it was found that applying FSP passes continuously enhances the materials' microhardness and tensile characteristics. In the microstructure development of the stir zone during the ZrO2 nanoparticle FSP, dynamic recrystallization (DRX) was an essential mechanism. The main reason for this is that surface nanocomposites with homogenous ZrO2 particle dispersion and no discernible particle clustering in the stir zone were shown by microstructural studies conducted through FSP, which significantly reduced the matrix grain size. The AA1050 base metal (BM) has an ultimate tensile strength, yield strength, and hardness of 59.2 MPa, 24 MPa, and 30.1 respectively. The nanocomposite generated by 5 FSP passes exhibits improved yield stress (55 MPa), tensile strength (94.5 MPa), and microhardness (86.5 HV), but its tensile ductility decreased from 34% to 23.8% when compared to the base metal. Tensile strength that is higher is the outcome of fine dimples' ability to pin the dislocation movement during tensile loading. According to fractographic studies, the ductile–brittle mode replaced the dimple-shaped ductile fracture mode.
Highlights
-
ZrO2/AA1050 surface nanocomposites were produced by multipass FSP.
-
Significant strength and microhardness are demonstrated by the ZrO2 nanoparticle reinforcement build, along with a refined microstructure.
-
The results demonstrate the potential of FSP in producing composite materials for specific functional requirements.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Modern advancements in vital industries of manufacturing such as aerospace, automotive, defense, and naval require an increasing number of lightweight materials to be used in the construction of their structural parts [1]. Aluminum alloys are widely utilized in numerous industries because of their many potential applications and advantages, including their low density (approximately one-third that of steel), superior formability, and resistance to corrosion [2, 3]. Their application has, however, occasionally been restricted due to their low wear resistance, low hardness and strength, and vulnerability to pitting corrosion [4, 5].
Many scientists are now focused on improving these qualities because of these shortcomings. Equal-channel angular pressing is one of the severe plastic deformations (SPD) techniques used to enhance the mechanical characteristics of Al alloys [6], accumulative roll-bonding (ARB) [7], high-pressure torsion (HPT) [8, 9], and constrained groove pressing (CGP) [10]. These techniques involve obtaining a notable level of grain refinement in the structure, wherein the strength can be significantly increased by the fine or ultrafine grain structure. However, because of a sharp rise in dislocation density during the operations, using SPD techniques may result in a noticeable decline in the formability of the Al alloys [11]. The latest additive manufacturing (AM) method known as friction stir additive manufacturing (FSAM) can create metal matrix composites using various grades of aluminum alloys [12, 13]. Three-layered construction made of 3 mm thick sheets of AA5083 (upper and bottom layer) and AA7075-T6 (middle layer) alloys was created using FSAM technique [14].
FSP is a solid-state method that has been employed recently to modify the matrix microstructure, mechanical and corrosion behavior to create particle-reinforced metal matrix composites (MMCs) [15, 16]. Friction stir welding is the basis for FSP, a useful treatment for microstructural refinement [17]. This procedure involves inserting a non-consumable rotating tool into an integrated workpiece to provide frictional heating and mechanical mixing [18]. FSP tools are primarily utilized for the objective of heating the workpiece, inducing material flow, limiting heated metal flow beneath tool shoulder. When the tool rotates, the material escapes from its front to its back [19]. The FSP procedure is an excellent SPD technique for manufacturing surface composites because it only modifies the surface, leaving the material's properties unaltered. Furthermore, casting flaws may be eliminated, and secondary particulates dissolved using FSP. Change the granular structure, replace tiny, equiaxed grains with dendritic ones, and homogenize the microstructure of an alloy [20,21,22,23,24,25,26]. The creation of surface nanocomposites is significantly hampered by the homogeneous distribution of nanoparticles within aluminum matrix because these particles have high surface area, a tendency to agglomerate, and high energy. One method to create surface nanocomposites that can disperse nanoparticles uniformly and remove their agglomerates is FSP, which involves multiple passes [27,28,29,30,31]. The most common kind of particles applied in compositing are probably ceramic micro and nanoparticles. This is because these composites offer better strength, wear, and creep resistance together with appropriate ductility [32].
Increasing resilience to wear and producing a more consistent distribution of hardening particles have been demonstrated using ceramic nanoparticles [33]. Friction stir spot welding was utilized to successfully create a joint between copper and aluminum sheets with an interlayer of SIC nanoparticles [34, 35]. Moreover, to improve optical and dielectric characteristics, carbon nanotubes, for instance, can also increase electrical and heat conductivity [36]. The synthesis of MMCs has also been done via FSP [16], particularly for light metals like Al/SiC [37, 38], CNT [39,40,41], TiC [42, 43], and Al2O3 [44,45,46]. Numerous processing parameters, including the pin's geometry, rotational and linear speeds, and the number of FSP cycles, influence the FSP procedure [47, 48].
Research has not focused much on how the number of passes affects the size, dispersion, and mechanical attributes of particles produced by FSP in MMCs [49, 50]. Using a modified friction stir manufacturing technique, AZ91 composite layers' mechanical properties, wear, and corrosion have all been studied in relation to vibration [51, 52]. Agglomeration of the hardening particles during the producing process is a significant issue that reduces the mechanical performance and durability of these composites. The aggregated nanoparticles size reduces from 650 to 70 nm when the number of FSP cycles is increased from one to four, according to Sharifitaba et al. [53]. One of these unique and appealing reinforcing particles is ZrO2, which has greater mechanical properties, low thermal expansion, and good thermal conductivity. Better physical, chemical, and wear qualities are possessed by C particles, another reinforcing ingredient. AMMCs are often created using techniques for both solid and liquid states. The AMMCs materials were produced by stir casting, which improved the homogenies distribution of reinforcement materials within matrix [54, 55].
Several reinforcing particles are integrated during the creation of surface material matrix composites (MMC) utilizing FSP. The significance variety of reinforcing particles during FSP and their effects on surface characteristics like hardness, tribological behavior, and corrosion behaviors are covered in numerous of recently published works. Many industries, including the aerospace, automotive, defense, naval, and biomedical sectors, may find use for the manufacturing of functionally nanocomposite materials with graded properties and microstructure. The objectives of the present research are to identify which of the pass numbers 1, 2, 3, 4, and 5 is ideal for creating a surface hybrid aluminum matrix nanocomposite (AMNC) reinforced with ZrO2 using (FSP). The fabrication of the hybrid nanocomposite has undergone extensive analysis and comparison with BM in terms of microstructural development, hardness, tensile properties, wear, and fracture behavior.
2 Materials and procedures
2.1 Materials
Table 1 indicates the chemical composition of the as-received AA1050, which was utilized to be the base material. Zirconium oxide (ZrO2) nano particles were supplied by US Research Nanomaterials, Inc. With size range of < 100 nm was utilized as the reinforcement particles. Figure 1 demonstrates the size and shape of reinforcement nano particles as identified by scanning electron microscopy (SEM).

SEM micrograph and EDX of the as-received ZrO2 reinforcing particulates
2.2 Friction stir processes (FSP)
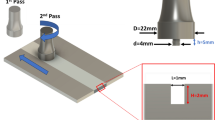
Aluminum alloy sheets (AA1050) were wire-cut with dimensions of 200 mm × 50 mm × 6 mm. FSP was conducted using a milling machine. Rectangular grooves with dimensions of 3 mm in depth and 1 mm in width appeared on specimen’s surface. The processing conditions for each prepared sample are displayed in Table 2. Based on the optimum parameters discovered through previous research, the FSP process window was chosen [56, 57]. As illustrated in Fig. 2a, a special fixture was used to securely position the specimens. After creating the groove in the middle of the sheet, fill it with ZrO2 particles, and seal it is using a pin-less tool to prevent ZrO2 particles from escaping Throughout the FSP procedure. Reinforcement particles were inserted into the matrix using a hardened H13 steel tool, as demonstrated in Fig. 2b, which had an M6 threaded pin profile, a 5 mm height, and an 18 mm shoulder diameter. A wire electrical discharge machine (EDM) was used to cut FSP specimens, both with and without ZrO2 particles, from the middle of the pass in a direction perpendicular to the processing method to perform a mechanical, wear, and microstructural examination.

a Macrograph of FSP procedure and b developed FSP tool and its dimensions
2.3 Microstructural evaluations
Microstructural evaluations were conducted at the Tabbin Institute for Metallurgical Studies (TIMS), Egypt, exploiting optical microscopy (Leco LX 31-USA) and SEM. A Model Quanta 250FEG (Field Emission Gun) is proceeding to analyze the reinforcement particles dispersion following FSP. At the friction stir processing cross section, transverse cuts were made in samples measuring 20 mm × 10 mm × 6 mm. The surfaces of all the specimens were polished and ground to a mirror-like sheen prior to displaying the surface morphology of each one. The specimens were polished mechanically, and then Keller's reagent (190 mL distilled water, 5 mL nitric acid, 3 mL hydrochloric acid, and 2 mL hydrofluoric acid) was observed to etch them.
2.4 Mechanical characterization
Vickers microhardness tester was employed to evaluate the microhardness. of the FSP samples, with a 100-g load and a 10-s dwell time. The tensile sample is made with dimensions of 2.5 mm thick, 4 mm broad, 58 mm long, and a gauge length of 26 mm, parallel to the composite direction by wire cut EDM consequently, ASTM E8M-04 standards [58].
2.5 Wear test
The pin-on-disk method is observed to evaluate wear. Wear tests on BM surface and the FSP surfaces were carried out in compliance with ASTM G99 standard [59]. The test is achieved using a K110 steel disc with 58 HRC hardness. The disc speed, load, and sliding velocity were all set at 230 rpm 30 N and 0.6 m/s, respectively. Sliding velocity and applied load were fixed to allow comparison of the active wear mechanism under similar conditions. An electronic weighting balance was used to measure and record the samples' weight loss in grammes every 400 m before and after the wear test. The wear rate was calculated by dividing the weight loss by the distance. SEM was performed to evaluate wear track at small magnifications to conduct discussions about wear behavior.
3 Results and discussion
3.1 Effects of multi-pass FSP AA1050/ZrO2 on microstructure, and particle dispersion investigations
Investigating microstructure was conducted across the FSP region by using optical microscope. An elongated and rough grain structure was identified in the optical microstructure of base metal AA1050, as depicted in Fig. 3a. The microstructure of stir zone (SZ) for various FSP passes with reinforcement particles is depicted in Fig. 3b–f. A fine and equiaxed grain structure was found in the SZ, and heat input had valuable influence on the microstructure due to frictional heat and strong plastic deformation [60, 61]. As illustrated in Fig. 3a, lower FSP passes during the first pass (Z1P sample) and inappropriate stirring tool action caused ZrO2 particles to aggregate in multiple areas [62]. A majority of the ZrO2 particles stayed in the middle of the SZ due to problematic flow because of their concentration inside the groove and lower formability than the base material. ZrO2 particles were found to be more uniformly distributed and to exhibit less agglomeration as the number of passes increased [63, 64]. FSP passes increased along with the refinement and uniform distribution of the primary ZrO2 nanoparticles. As illustrated in Fig. 3b, grain size was drastically reduced following the second pass FSP (Z2Psample), improving material mixing and reinforcement particle dispersion. Consequently, with an increase in FSP stir effects and material flow, as shown in Fig. 3c (Z3P sample), the ZrO2 particles are more thoroughly mixed with AA1050 matrix.

Microstructure for specimens a base metal (BM), b Z1P, c Z2P, d Z3P, e Z4P and f Z5P
Grain equiaxed are finely visible in the micrograph. Finely equiaxed grains are produced by dynamic recrystallization (DRX) and have the largest heat input in SZ regions [46, 47]. In the Z4P sample, grain size is more refined, and distribution of reinforced particles is more uniform (Fig. 3e). Since the extreme plastic deformation, and high temperature throughout FSP, the DRX is the primary cause of the refining grain of composites. Furthermore, the DRX is supported by the pinning and refining action of ZrO2 particles [65]. Finer recrystallized grains and a higher proportion are seen in the Z5P sample (Fig. 3f). This is a result of FSP pass being increased, which increases the materials' cumulative heat input and enhances the DRX effect to refine the grains [66, 67]. Furthermore, Fine grains form in SZ during FSP as a result of severe plastic deformation increasing dislocations density, which prevents grain boundary from slipping [68, 69]. As FSP number of passes increased, grain size decreased, the reinforcement particle clustering decreased, and the powder dispersion within the matrix became more homogeneous [70]. Following the fourth and fifth passes, respectively, ZrO2 particles are dispersed gradually and noticeably. The ZrO2 area fraction rises with number of FSP passes, demonstrating a direct correlation between FSP passes and particle dispersion because of reduction in ZrO2 particle dispersion. The distribution of various elements is spread out in the ZrO2 nanoparticle-reinforced AA 1050 surface nanocomposite is illustrated in Fig. 4 from the SEM and EDS analysis. There was no discernible clustering among the evenly dispersed reinforcing ZrO2 nanoparticles in the SZ. As a result, the Zr element is evenly distributed throughout the AA 1050 matrix and there are no noticeable aggregations or vacancies.

SEM and EDS evaluation in SZ with ZrO2/AA 1050 reinforcement
3.2 Mechanical performance of AA1050/ZrO2 surface nanocomposites
3.2.1 Effects of multi-pass FSP AA1050/ZrO2 on the microhardness
Figures 5 and 6 show the microhardness profiles of the investigated specimens perpendicular to the FSP direction and the average Vickers microhardness number (VMHN) for the SZ of processed specimens. The FSP joints' hardness increased caused by the increasing number of passes, with hardness values of 47.7 HV, 56.1 HV, 70.1 HV, 77 HV, and 86.5 HV found in SZ for Z1P, Z2P, Z3P, Z4P, and Z5P, respectively. The microhardness of base metal AA1050 (BM) is observed to be 30.1 HV. Whereas the Z5P sample exhibits an improvement of 188%, which is attributable to its fine, homogenous, and recrystallized microstructure. The presence of hard reinforcing particles, along with larger dislocation density and finer size of grain, is the primary factor contributing to the FSP samples' increased hardness [35, 71]. High hardness of ZrO2 particles, homogenous distribution reinforcement, and grain refinement may have an influence on significance of microhardness during multi-pass FSP. Furthermore, consistent distribution of reinforcement at the nanoscale is thought to pinning dislocations and slowing grain growth [72, 73].

Microhardness profile of BM and FSP AA1050/ZrO2 surface nanocomposites

Average micro-hardness values of BM, Z1P, Z2P, Z3P, Z4P, and Z5P
3.2.2 Multi-pass FSP effect on tensile strength of AA1050/ZrO2
The stress–strain diagram of multi-pass FSP of AA1050/ZrO2 is represented in Fig. 7. The tensile attributes of aluminum composites that are being evaluated are illustrated in Fig. 8. The AA1050 alloys (BM) were found to have yield strength, ultimate strength, and elongation to break values of 24 MPa, 59.2 MPa, and 34%, respectively. As illustrated by Fig. 8a, b, the ultimate strength and yield strength increased from 56.3 to 94.5 MPa and 23.3 MPa to 55 MPa, respectively, as passes number increases. The malleable qualities of the SZ material were also being impacted by the restriction of grain growth development. One important factor that improved the metal's superplastic behavior was grain refinement. Due to material mixing, which demonstrated extraordinary grain refinement, the FSP AA1050/ZrO2 stirred structure equiaxed fine grains [74]. Conversely, as the number of processing passes increases, the fine-grain size of nano-sized FSP composites results in better controllable properties. Furthermore, it has revealed that as the FSP passes through more stages, it affects the Al-matrix surface composite's ability to refine its grains and strengthen its molecules [75]. The tensile results, including tensile strength (56.3, 65.7, 74.8, 86, and 94.5 MPa), yield strength (23.3, 27, 40.6, 48, and 55 MPa), and elongation (12.6, 16.8, 20.2, 22.3, and 23.8%), were thus observed following one pass (Z1P), two (Z2P), three (Z3P), four (Z4P), and five passes (Z5P). A lower enhancement of malleable properties was identified in the first FSP pass of AA 1050/ZrO2 compared to BM. This could be explained by ZrO2 agglomeration in some regions and less homogenization of matrix grains [76].

Stress–strain curve for the AA1050 alloy and AA1050/ZrO2 surface nanocomposites

Tensile properties of FSP surface nanocomposite and AA 1050 alloy
Moreover, BM and ZrO2 interfacial compatibility improved and interparticle gaping was reduced as passes number increased. This feature increases yield strength and ultimate strength. When distance between interparticle increases, material strength decreases, and grain size increases [77, 78]. More grain boundary volume within the AMC can be accomplished through adjudicating the refined grains. The AMC's grain boundary must experience less dislocation pile up and driving force during axial loading to decrease the grain size. The recovery rate is lowered by the pinning effect of nanoparticles, which stops dislocations from moving to grain boundaries [79, 80]. This phenomenon strengthened the developed composite at 5-pass and reduces the possibility of cavitation or microcracks under axial loading circumstances throughout the composite Enhanced the composites' fracture resistance and tensile strength following multiple FSP passes [81, 82]. Strengthening through interfacial shear stress, the superior interfacial bonding facilitates the efficient transfer of tensile load to the ZrO2 particle (shear lag mechanism) [83, 84].
3.3 Morphology of fractures
The fractured surface was investigated with a SEM to ascertain how the microstructure affected the processed specimens' failure pattern. The fractographic image of the BM and multi passes AA1050/ZrO2 cracked tensile test specimens was evaluated. Six samples were tested, as Fig. 9 illustrates.

Morphology of tensile specimens fracture surfaces a BM, b Z1P, c Z2P, d Z3P, e Z4P and f)Z5P
The fractured surface morphology of AA1050 (BM) as received is indicated in Fig. 9a. It turned out to have undergone a ductile failure with deep, large dimples. The ductile fracture in BM was experienced as a result of the specimen's fracture surface having several dimples. Consequently, during tensile test, voids that nucleate and join make up the dimples in fracture surfaces.
The material will neck as the plastic deformation increases, and dimples will form because of uniform growth of micro voids, which will cause the specimen to crack [70, 85, 86]. The sample (Z1P) experiences less plasticity under the axial loading condition, as indicated by the reduced number of dimples in Fig. 9b. The decreased ductility and fracture resilience of the composite after one pass are justified by this observation. The samples made with one tool pass formed large boundaries and sizes of grain because the non-fragmented ZrO2 particles were present. Because whole ZrO2 particles in AA1050 alloy matrix have been shown to function as void initiators, this could have reduced the sample's tensile strength and ductility.
As FSP number of passes rises, so does the area fraction of fracture surfaces with shallow dimples (Fig. 9c–f). This phenomenon is ascribed dispersion and fragmentation levels of ZrO2 additionally to a reduction in Al matrix's average grain sizes. The stability of the reinforcement-matrix under applied axial loading is established by the intact AA1050/ZrO2 interfaces on fracture surfaces [87]. The shallow dimples formation was encouraged by the fragmentation of ZrO2 particles and the decreased average grain sizes in the composites because of multiple FSP passes, which also increased tensile strength, and resilience to fracture.
3.4 Sliding wear of AA 1050/ZrO2 surface nanocomposites
Sliding distance and weight loss relationship in the AA1050/ZrO2 composites processed using varying numbers of passes is depicted in Fig. 10a. As FSP number of passes rises, significance of weight loss has decreased. In contrast to the AA1050 as received material (BM) and composites with predominant and sparsely distributed ZrO2particles (Z1P), the homogeneous dispersion of ZrO2 particles following multi-pass FSP provides enough hard and large surface area to counteract immediate deformation and material loss during wear test. The severity of grain refinement, hardness, and reinforcement dispersion were assessed to be the variables influencing composites resistance to wear exposed to several FSP passes [88].

a Weight loss for BM and the AA1050/ZrO2 nanocomposite varies with sliding distance. b Wear rate for BM and the AA1050/ZrO2 nanocomposite varies with sliding distance
According to Fig. 10b, as FSP number of passes increased, composites wear rate that were processed consecutively was noticeably lower than that of their initial counterparts. Among the samples with fewer passes, the AA1050/ZrO2 nanocomposites that underwent a 5-pass (Z5P) exhibited the lowest wear rate. This is in line with some of the previous study on multi-pass FSP aluminum alloys [89, 90]. Since there are more FSP passes, the wear rate has decreased. This can be identified to high hardness that is uniformly distributed, the increased area fraction and fragmentation, and the load-bearing influence of the ZrO2 particles within Al matrix [91]. Furthermore, it has been proposed that the load-bearing capacity of hard ceramic particles will contribute less direct load within reinforced composite.
4 Surface evaluation of wear
The surfaces of wear tracks or surfaces following wear test are depicted in Fig. 11. Base metal (BM) displayed pits and deep grooves that suggested adhesive wear in wear surface's morphology (Fig. 11a). The worn surface of this specimen has deeper and wider grooves, which suggest adhesive wear. Where significant plastic deformation occurs before the friction temperature between the disc-steel plate and the material of matrix rises [92]. In the AA1050/ZrO2 composites treated with different numbers of FSP passes, delamination and wear debris were noticed to be most prevalent wear mechanisms. There are fewer grooves and pit sizes in Fig. 11b (Z1P). Particles of fine loose debris were noticed on the worn of composite surface after 2-passes as presented in Fig. 11c (Z2P). Figure 11d and e demonstrate that the worn track in the Z4P and Z3P samples had a few cracks associated with abrasive mechanisms subsequently to numerous shallow scratches. Ploughing and fine grooves, which are additionally recognized as observed forms of shallow grooves, are thought to have formed by an abrasive wear mechanism, whereas cavities and craters are thought to have formed by local adhesive wears brought on by the micro-weld breaking during sliding action [93]. Through their protective role against adhesive wear and dislocation movement along the wear tracks, the ZrO2 particles reduction plastic deformation. The greatest hardness of ZrO2 particles promotes abrasive wear mechanisms, which are assumed to impede the formation of more pronounced pit sizes or worn grooves in processed specimens as FSP number of passes increases (Z5P). As FSP number of passes increased, scratches disappeared (Fig. 11f), and a smooth track with a small crater was experienced. The wear mechanism resulted from the change from an adhesive to a delamination-abrasive mechanism, whereas the delamination was associated with the interaction and accumulation acting together [94].

Morphology of the worn out surfaces a Base metal (BM), b Z1P, c Z2P, d Z3P, e Z4P and f Z5P
5 Conclusion
The current investigation conducted a comprehensive analysis to study the influence of multipass FSP ZrO2 particle reinforcement on the wear rate, microhardness profile, tensile properties, and macrostructure of the AA1050. According to results obtained, the following conclusion can be established:
-
1.
A multi-phase hybrid AMNC with a pure AA1050 matrix and ZrO2 has been manufactured.
-
2.
The hybrid AMNC reinforced by ZrO2 particles demonstrated a notable improvement in mechanical performance by raising the FSP passes. This improvement is primarily attributable to DRX, a rise in dislocation density, and grain refinement.
-
3.
Particle homogeneity increased with FSP passes up to 5 scattering because of materials flowing through a tool's rotation and finer due to DRX particle mechanism.
-
4.
As passes number increased, the microhardness improved. After 5 passes, the microhardness was found to be 86.5 HV, which is larger than the 30.1 HV of the AA1050 base metal.
-
5.
AA1050 demonstrated ultimate tensile strength and yield strength of 59.2 MPa and 24 MPa, respectively. Tensile properties were improved concurrently with a rise in FSP pass after multi-pass FSP was implemented to the AA1050 using ZrO2 nanoparticles. One pass, two passes, three passes, four passes, and five passes were found to have ultimate tensile strengths of 56.3, 65.7, 74.8, 86, and 94.5 MPa and yield strengths of 23.3, 27, 40.6, 48, and 55 MPa, respectively.
-
6.
Compared to AA1050 alloy as received, the specific resistance to wear of multi-pass FSP applied to the alloy using ZrO2 nanoparticles is significantly improved.
-
7.
The innovation of metal matrix composites with ZrO2 additives using FSP has been gaining attention regarding the growing need for high-performance and lightweight materials in automotive, aerospace, and military applications, such as defensive armor.
Data availability
All data generated or analyzed during this study are included in this published article.
References
Palanivel S, Sidhar H, Mishra RS. Friction stir additive manufacturing: route to high structural performance. Jom. 2015;67:616–21.
Mahesh VP, Alphonsa J, Arora A. Electrochemical behavior of aluminum-molybdenum surface composites developed by friction stir processing. J Mater Eng Perform. 2021;30:8663–76.
Maji P, Nath RK, Paul P, Bhogendro Meitei RK, Ghosh SK. Effect of processing speed on wear and corrosion behavior of novel MoS2 and CeO2 reinforced hybrid aluminum matrix composites fabricated by friction stir processing. J Manuf Process. 2021;69:1–11.
Melchers RE. Time dependent development of aluminium pitting corrosion. Adv Mater Sci Eng. 2015;2015: 215712.
Ostovan F, Azimifar I, Toozandehjani M, Shafiei E, Shamshirsaz M. Synthesis of ex-situ Al5083 reinforced with mechanically-alloyed CNTs and Fe2O3 nanoparticles using friction stir processing. J Mater Res Technol. 2021;14:1670–81.
Zhao Y, Guo H, Fu MW, Ning Y, Yao Z. Fabrication of bulk ultrafine grained titanium alloy via equal channel angular pressing based thermomechanical treatment. Mater Des. 2013;46:889–94.
Jamaati R, Naseri M, Toroghinejad MR. Wear behavior of nanostructured Al/ Al2O3 composite fabricated via accumulative roll bonding (ARB) process. Mater Des. 2014;59:540–9.
Sabbaghianrad S, Langdon TG. Developing superplasticity in an aluminum matrix composite processed by high-pressure torsion. Mater Sci Eng A. 2016;655:36–43.
Zhilyaev AP, Langdon TG. Using high-pressure torsion for metal processing: fundamentals and applications. Prog Mater Sci. 2008;53:893–979.
Khodabakhshi F, Kazeminezhad M. The effect of constrained groove pressing on grain size, dislocation density and electrical resistivity of low carbon steel. Mater Des. 2011;32:3280–6.
Huang GQ, Yan YF, Wu J, Shen YF, Gerlich AP. Microstructure and mechanical properties of fine-grained aluminum matrix composite reinforced with nitinol shape memory alloy particulates produced by underwater friction stir processing. J Alloy Compd. 2019;786:257–71.
Jha KK, Kesharwani R, Imam M. Microstructure, texture, and mechanical properties correlation of AA5083/AA6061/SiC composite fabricated by FSAM process. Mater Chem Phys. 2023;296: 127210.
Jha KK, Imam M. microstructure evolution and local mechanical properties of friction stir additively manufactured (FSAM) AA5083/AA6061/AA7075 gradient composite. Mater Sci Eng, A. 2024;903: 146668.
Jha KK, Kesharwani R, Imam M. Microstructure and mechanical properties correlation of FSAM employed AA5083/AA7075 Joints. Trans Indian Inst Met. 2023;76:323–33.
Ma ZY, Mishra RS, Mahoney MW. Superplastic deformation behaviour of friction stir processed 7075 Al alloy. Acta Mater. 2002;50:4419–30.
Mishra RS, Ma ZY, Charit I. Friction stir processing: a novel technique for fabrication of surface composite. Mater Sci Eng A. 2003;341:307–10.
Mishra RS, Ma ZY. Friction stir welding and processing. Mater Sci Eng R Rep. 2005;50:1–78.
Meena K, Kumar A, Pandya SN. Optimization of friction stir processing parameters for 60/40 brass using Taguchi method. Mater Today Proc. 2017;4:1978–87.
Zhang Y, et al. Review of tools for friction stir welding and processing. Can Metall Quart. 2012;51:250–61.
Khojastehnezhad VM, Pourasl HH, Vatankhah Barenji R. Effect of tool pin profile on the microstructure and mechanical properties of friction stir processed Al6061/Al2O3—TiB2 surface hybrid composite layer. Proc Inst Mech Eng Part L J Mater Design Appl. 2017;233:900–12.
Rathee S, Maheshwari S, Siddiquee AN. Issues and strategies in composite fabrication via friction stir processing: a review. Mater Manuf Processes. 2017;6914:239–61.
Aliakbari S, Ketabchi M, Mirsalehi SE. Through-thickness friction stir processing; a low-cost technique for fusion welds repair and modification in AA6061 Alloy. J Manuf Process. 2018;35:226–32.
Cavaliere P, Squillace A. High temperature deformation of friction stir processed 7075 aluminium alloy. Mater Charact. 2005;55:136–42.
Johannes LB, Mishra RS. Multiple passes of friction stir processing for the creation of SUPERPLASTIC 7075 aluminum. Mater Sci Eng, A. 2007;464:255–60.
Heidarzadeh A, et al. Friction stir welding/processing of metals and alloys: a comprehensive review on microstructural evolution. Prog Mater Sci. 2021;117: 100752.
Butola R, Tyagi L, Singari RM, Murtaza Q, Kumar H, Nayak D. Mechanical and wear performance of Al/SiC surface composite prepared through friction stir processing. Mater Res Express. 2021;8:16520.
Khodabakhshi F, Arab SM, Švec P, Gerlich AP. Fabrication of a new Al-Mg/graphene nanocomposite by multi-pass friction-stir processing: dispersion, microstructure, stability, and strengthening. Mater Charact. 2017;132:92–107.
Patel SK, Singh VP, Roy BS, Kuriachen B. Recent research progresses in Al-7075 based in-situ surface composite fabrication through friction stir processing: a review. Mater Sci Eng B: Solid-State Mater Adv Technol. 2020;262: 114708.
Khodabakhshi F, Simchi A, Kokabi AH, Sadeghahmadi M, Gerlich AP. Reactive friction stir processing of AA 5052-TiO2 nanocomposite: process-microstructure-mechanical characteristics. Mater Sci Technol. 2015;31:426–35.
Tekiyeh RM, Najafi M, Shahraki S. Machinability of AA7075-T6/carbon nanotube surface composite fabricated by friction stir processing. Proc Inst Mech Eng Part E: J Process Mech Eng. 2019;233:839–48.
Pande A, Raina JJ, Jadhav AB. Friction Stir processing of precipitate hardenable Al alloys 6061 and 7075: a review. New Arch-Int J Contemp Arch. 2021;8:631–40.
Mazahery A, Abdizadeh H, Baharvandi HR. Development of high-performance A356/nano-Al2O3 composites. Mater Sci Eng A. 2009;518:61–4.
Kumar RV, Keshavamurthy R, Perugu CS. Microstructure and mechanical behaviour of Al6061-ZrB2 In-situ metal matrix composites. In: IOP Conf Ser Mater Sci Eng. IOP Publishing; 2016;149:012062.
Abdollahzadeh A, Bagheri B, Shamsipur A. Development of Al/Cu/SiC bimetallic nano-composite by friction stir spot welding. Mater Manuf Processes. 2023;38:1416–25.
Bagheri B, Alizadeh M, Mirsalehi SE, Shamsipur A, Abdollahzadeh A. Nanoparticles addition in AA2024 aluminum/pure copper plate: FSSW approach, microstructure evolution, texture study, and mechanical properties. Jom. 2022;74:4420–33.
Xu CL, Wei BQ, Ma RZ, Liang J, Ma XK, Wu DH. Fabrication of aluminum–carbon nanotube composites and their electrical properties. Carbon. 1999;37:855–8.
Uzun H. Friction stir welding of SiC particulate reinforced AA2124 aluminium alloy matrix composite. Mater Des. 2007;28:1440–6.
Dolatkhah A, Golbabaei P, Givi MB, Molaiekiya F. Investigating effects of process parameters on microstructural and mechanical properties of Al5052/SiC metal matrix composite fabricated via friction stir processing. Mater Des. 2012;37:458–64.
Liu ZY, Xiao BL, Wang WG, Ma ZY. Singly dispersed carbon nanotube/aluminum composites fabricated by powder metallurgy combined with friction stir processing. Carbon. 2012;50:1843–52.
Liu Q, Ke L, Liu F, Huang C, Xing L. Microstructure and mechanical property of multi-walled carbon nanotubes reinforced aluminum matrix composites fabricated by friction stir processing. Mater Des. 2013;45:343–8.
Izadi H, Gerlich AP. Distribution and stability of carbon nanotubes during multi-pass friction stir processing of carbon nanotube/aluminum composites. Carbon. 2012;50:4744–9.
Bauri R, Yadav D, Suhas G. Effect of friction stir processing (FSP) on microstructure and properties of Al–TiC in situ composite. Mater Sci Eng A. 2011;528:4732–9.
Rejil CM, Dinaharan I, Vijay SJ, Murugan N. Microstructure and sliding wear behavior of AA6360/(TiC+ B4C) hybrid surface composite layer synthesized by friction stir processing on aluminum substrate. Mater Sci Eng A. 2012;552:336–44.
Shafiei-Zarghani A, Kashani-Bozorg SF, Zarei-Hanzaki A. Microstructures and mechanical properties of Al/Al2O3 surface nano-composite layer produced by friction stir processing. Mater Sci Eng A. 2009;500:84–91.
Shafiei-Zarghani A, Kashani-Bozorg SF, Zarei-Hanzaki A. Wear assessment of Al/Al2O3 nanocomposite surface layer produced using friction stir processing. Wear. 2011;270:403–12.
Koli DK, Agnihotri G, Purohit R. A review on properties, behaviour and processing methods for Al-nano Al2O3 composites. Proc Mater Sci. 2014;6:567–89.
Karami S, Jafarian HR, Kheirandish Sh EA. A study on microstructure development and mechanical properties during friction stir welding in a AISI 1018 mild steel. Metall Eng. 2018;20:240–8.
Tehrani-Moghadam HG, Jafarian HR, Salehi MT, Eivani AR. Evolution of microstructure and mechanical properties of Fe-24Ni-0.3 C TRIP steel during friction stir processing. Mater Sci Eng A. 2018;718:335–44.
Lim DK, Shibayanagi T, Gerlich AP. Synthesis of multi-walled CNT reinforced aluminium alloy composite via friction stir processing. Mater Sci Eng A. 2009;507:194–9.
Prabu SB, Karunamoorthy L, Kathiresan S, Mohan B. Influence of stirring speed and stirring time on distribution of particles in cast metal matrix composite. J Mater Process Technol. 2006;171:268–73.
Abdollahzadeh A, Bagheri B, Abbasi M, Sharifi F, Moghaddam AO. Mechanical, wear and corrosion behaviors of AZ91/SiC composite layer fabricated by friction stir vibration processing. Surf Topogr Metrol Prop. 2021;9: 035038.
Bagheri B, Abbasi M, Abdollahzadeh A, Mirsalehi SE. Effect of second-phase particle size and presence of vibration on AZ91/SiC surface composite layer produced by FSP. Trans Nonferrous Metals Soc China. 2020;30:905–16.
Sharifitabar M, Sarani A, Khorshahian S, Afarani MS. Fabrication of 5052Al/Al2O3 nanoceramic particle reinforced composite via friction stir processing route. Mater Des. 2011;32:4164–72.
Boostani AF, Tahamtan S, Jiang Z, Wei D, Yazdani S, Khosroshahi RA. Enhanced tensile properties of aluminium matrix composites reinforced with graphene encapsulated SiC nano particles. Compos Part A Appl Sci Manuf. 2015;68:155–63.
Sajjadi SA, Ezatpour HR, TorabiParizi M. Comparison of microstructure and mechanical properties of A356 aluminum alloy/Al2O3 composites fabricated by stir and compo-casting processes. Mater Des. 2012;34:106–11.
Alishavandi M, Ebadi M, Alishavandi S, Kokabi AH. Microstructural and mechanical characteristics of AA1050/mischmetal oxide in-situ hybrid surface nanocomposite by multi-pass friction stir processing. Surf Coat Technol. 2020;388: 125488.
Puviyarasan M, Senthil Kumar VS. An experimental investigation for Multi-Response optimization of friction stir process parameters during fabrication of AA6061/B 4 C p composites. Arab J Sci Eng. 2015;40:1733–41.
ASTM International. Standard test method for unconfined compressive strength of cohesive soil. ASTM International: West Conshohocken; 2016. p. 2166.
G02 Committee. Test method for wear testing with a pin-on-disk apparatus. ASTM International: West Conshohocken; 2017. p. 1–6.
Kumar N, Gautam G, Gautam RK, Mohan A, Mohan S. Wear, friction and profilometer studies of insitu AA5052/ZrB2 composites. Tribol Int. 2016;97:313–26.
Zapata-Solvas E, Jayaseelan DD, Lin HT, Brown P, Lee WE. Mechanical properties of ZrB2-and HfB2-based ultra-high temperature ceramics fabricated by spark plasma sintering. J Eur Ceram Soc. 2013;33:1373–86.
Mehdi H, Mishra RS. Effect of multi-pass friction stir processing and SiC nanoparticles on microstructure and mechanical properties of AA6082-T6. Adv Ind Manuf Eng. 2021;3: 100062.
Qiao K, Zhang T, Wang K, Yuan S, Zhang S, Wang L, et al. Mg/ZrO2 metal matrix nanocomposites fabricated by friction stir processing: microstructure, mechanical properties, and corrosion behavior. Front Bioeng Biotechnol. 2021;9:197.
Hashmi AW, Mehdi H, Mishra RS, Mohapatra P, Kant N, Kumar R. Mechanical properties and microstructure evolution of AA6082/sic nanocomposite processed by multi-pass FSP. Trans Indian Inst Met. 2022;75:1–14.
McNelley TR, Swaminathan S, Su JQ. Recrystallization mechanisms during friction stir welding/processing of aluminum alloys. Scripta Mater. 2008;58:349–54.
Jha KK, Kesharwani R, Imam M. Investigation on microstructural evolution and local mechanical performance of friction stir lap welded AA6061-T6/AA7075-T6 joints. Eng Fail Anal. 2024;160: 108258.
Kesharwani R, Jha KK, Imam M, Sarkar C. The optimization of gap width size during friction stir welding of AA 6061–T6 with Al2O3 particle reinforcement. J Mater Eng Perform. 2023;32:6008–27.
Vanani BB, Abdollahzadeh A. Fabrication of reinforced Al–Mg composite by TiC particles via FSW: microstructure and tribology study. J Market Res. 2024;30:6787–801.
Abdollahzadeh A, Vanani BB, Koohdar H, Jafarian HR. Influence of variation ambient system on dissimilar friction stir welding of Al Alloy to Mg alloy by the addition of nanoparticles and interlayer. Metals Mater Int. 2024. https://doi.org/10.1007/s12540-024-01670-4.
Yadav D, Bauri R. Processing, microstructure and mechanical properties of nickel particles embedded aluminium matrix composite. Mater Sci Eng A. 2011;528:1326–33.
AbuShanab WS, Moustafa EB. Effects of friction stir processing parameters on the wear resistance and mechanical properties of fabricated metal matrix nanocomposites (MMNCs) surface. J Market Res. 2020;9:7460–71.
Mirjavadi SS, Alipour M, Hamouda AMS, Matin A, Kord S, Afshari BM, et al. Effect of multi-pass friction stir processing on the microstructure, mechanical and wear properties of AA5083/ZrO2 nanocomposites. J Alloys Compd. 2017;726:1262–73.
Nazari M, Eskandari H, Khodabakhshi F. Production and characterization of an advanced AA6061-Graphene-TiB2 hybrid surface nanocomposite by multi-pass friction stir processing. Surf Coat Technol. 2019;377: 124914.
Guru P, Khan F, Panigrahi S, Ram GJ. Enhancing strength, ductility and machinability of a Al–Si cast alloy by friction stir processing. J Manuf Process. 2015;18:67–74.
Sethi D, Acharya U, Shekhar S, Roy BS. Applicability of unique scarf joint configuration in friction stir welding of AA6061-T6: analysis of torque, force, microstructure and mechanical properties. Defence Technol. 2022;18:567–82.
Srivastava AK, Kumar N, Dixit AR. Friction stir additive manufacturing – an innovative tool to enhance mechanical and microstructural properties. Mater Sci Eng B. 2021;263: 114832.
Matei A, Tutunaru O, Tucureanu V. Surface pre-treatment of aluminum alloys for the deposition of composite materials. Mater Sci Eng B. 2021;263: 114874.
Vedabouriswaran G, Aravindan S. Development and characterization studies on magnesium alloy (RZ5) surface metal matrix composites through friction stir processing. J Magnes Alloy. 2018;6:145–63.
Ceschini L, Boromei I, Minak G, Morri A, Tarterini F. Microstructure, tensile and fatigue properties of AA6061/20 vol.% Al2O3p friction stir welded joints. Compos A: Appl Sci Manuf. 2007;38:1200–10.
Bagheri B, Abbasi M, Sharifi F, Abdollahzadeh A. Investigation into novel multipass friction stir vibration brazing of carbon steels. Mater Manuf Process. 2022;37:921–32.
Marzoli LM, Strombeck AV, Dos Santos JF, Gambaro C, Volpone LM. Friction stir welding of an AA6061/Al2O3/20p reinforced alloy. Compos Sci Technol. 2006;66:363–71.
Bagheri B, Abbasi M. Development of AZ91/SiC surface composite by FSP: effect of vibration and process parameters on microstructure and mechanical characteristics. Adv Manuf. 2020;8:82–96.
Paidar M, Asgari A, Ojo OO, Saberi A. Mechanical properties and wear behavior of AA5182/WC nanocomposite fabricated by friction stir welding at different tool traverse speeds. J Mater Eng Perform. 2018;27:1714–24.
Ravi B, Balu Naik B, Udaya Prakash J. Characterization of aluminium matrix composites (AA6061/B4C) fabricated by stir casting technique. Mater Today Proc. 2015;2:2984–90.
Huang G, Hou W, Shen Y. Evaluation of the microstructure and mechanical properties of WC particle reinforced aluminum matrix composites fabricated by friction stir processing. Mater Charact. 2018;138:26–37.
Huang Y, et al. Joint formation mechanism of high depth-to width ratio friction stir welding. J Mater Sci Technol. 2019;35:1261–9.
Chu Q, et al. Microstructure and mechanical optimization of probeless friction stir spot welded joint of an Al-Li alloy. J Mater Sci Technol. 2018;34:1739–46.
Li Yu, Li Q-L, Li D, Liu W, Shu G-G. Fabrication and characterization of stir casting AA6061–31%B4C composite. Trans Nonferrous Met Soc China. 2016;26:2304–12.
Sirjavadi SS, Alipour M, Emamian S, Kord S, Hamouda AMS, Koppad PG, Keshavamurthy R. Influence of TiO2 nanoparticles incorporation to friction stir welded 5083 aluminum alloy on the microstructure, mechanical properties and wear resistance. J Alloy Compd. 2017;712:795–803.
Wang J, Zhou D, Xie L, Li X, Lu Y, Bai Z, Zhou J. Effect of multi-pass friction stir processing on microstructures and mechanical behaviors of as-cast 2A14 aluminum alloy. J Mater Eng Perform. 2021;30:3033–43.
Eftekharinia H, Amadeh AA, Khodabandeh A, Paidar M. Microstructure and wear behavior of AA6061/SiC surface composite fabricated via friction stir processing with different pins and passes. Rare Met. 2020;39:429–35.
Ravindranath VM, Shiva Shankar GS, Basavarajappa S, Siddesh Kumar NG. Dry sliding wear behavior of hybrid aluminum metal matrix composite reinforced with boron carbide and graphite particles. Mater Today Proc. 2017;4:11163–7.
Huq M, Celis JP. Reproducibility of friction and wear results in ball-on-disc unidirectional sliding tests of TiN-alumina pairings. Wear. 1997;212:151–9.
Alizadeh A, Maleki M, Abdollahi A. Preparation of super-high strength nanostructured B4C reinforced Al-2Cu aluminum alloy matrix composites by mechanical milling and hot press method: microstructural, mechanical and tribological characterization. Adv Powder Technol. 2017;28:3274–87.
Funding
No funding sources that supported the research were presented.
Author information
Authors and Affiliations
Contributions
All authors have read and agreed with the research presented.
Corresponding author
Ethics declarations
Ethics approval and consent to participate
Not applicable.
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Abdelhady, S.S., Elbadawi, R.E. & Zoalfakar, S.H. Evaluation the effect of multi-pass friction stir processing on the wear, mechanical properties, and microstructure of the AA1050/ZrO2 surface nanocomposite. Discov Appl Sci 6, 498 (2024). https://doi.org/10.1007/s42452-024-06137-0
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-024-06137-0