
Abstract
The most commonly used materials for cutting tools worldwide are carbide-based. Its production requires the increasingly scarce metals tungsten and cobalt, the latter is often obtained under ethically questionable circumstances. In addition, a lot of manufacturing effort along the process chain is required to produce the final tool. The intensive manufacturing efforts are what carbide-based tools have in common with other important cutting materials such as cubic boron nitride, ceramics, or synthetic diamond. For this reason, efforts are underway to expand the range of cutting materials beyond current options such as e.g. cemented carbides, high-speed steel, or cubic boron nitride. This work shows that, in principle, glass ceramics can also be included in the investigations. The glass ceramic materials examined here can be ground into indexable inserts and have been successfully used in the machining of polyether ether ketone and aluminum EN AW 2007. These first results are intended to pave the way for further research in this area.
Article Highlights
-
The study shows that it is possible to manufacture tools from glass ceramic for machining by grinding.
-
Glass ceramic tools are suitable for machining plastic and aluminum.
-
Glass ceramic tools could represent an alternative to common tool materials. More research is needed.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
More than half of the machining tools with geometrically determined cutting edges are currently made from carbide materials [1]. The raw materials tungsten and cobalt required for this material are becoming increasingly difficult to obtain for geopolitical reasons and are therefore subject to continuous price increases [2, 3]. Additionally, cobalt is sometimes obtained under ethically questionable circumstances [4]. As a result, the market price of cemented carbides is mainly driven by its material costs and can be estimated at 90,000 €/t [2]. Approximately 4,000 t cemented carbide are produced annually in Germany with an energy consumption of 0.3688 TWh, resulting in an energy demand of 92.2MWh/t [5]. Considering its density (ρWC/Co = 15g/cm3), a maximum amount of 106 tools can be manufractured from 1 t cemented carbide. The production cost of high-speed steel is significantly lower 622–722 $/t (578–971 €/t) [6]. Its annual production is approximately 42.1 106 t in Germany associated with an energy consumption of 166.8 TWh consequently 3.8962 MWh/t are needed [6]. 203 tools can be produced from 1 t steel with a density ρsteel of 7,85g/cm3. However, high-speed steel only accounts for a fifth of the world market and the extremely hard and very difficult-to-produce cutting materials such as ceramic, cubic boron nitride, or diamond only play a minor role in the percentage distribution [1, 8, 9]. This situation has sparked scientific and economic interest in the reprocessing of tungsten carbide from worn tools [9,10,11,12] and the reprocessing of tools by regrinding [13].
Simultaneously, attempts are being made to expand the existing range of cutting materials with new options that have not previously been in the focus, to eliminate the use of carbide in favor of other, cheaper or more ecologically harmless cutting materials in less demanding cutting processes. Our studies have shown that some natural rocks are generally suitable for this purpose [14, 15]. Preliminary studies showed, that even PVD coating of the natural rocks is possible [16]. In-depth studies are the subject of a research project currently underway. In this context, glasses and glass ceramics might be a good alternative. The annual production can be estimated at 6.784 103 t in Germany. The production consumes 18.52 TWh, resulting in 2.730 MWh/t [17]. Considering the density of glass (ρglass = 2,66g/cm3), a maximum amount of 601 tools could in principle be product from 1 t glass [18]. In general, glass ceramics have been known as materials for more than 70 years and according to a current definition, they are “[…] inorganic, non-metallic materials prepared by controlled crystallization of glasses via different processing methods. They contain at least one type of functional crystalline phase and a residual glass. The volume fraction of the crystalline phase may vary from ppm to almost 100%” [19]. Consequently, the group of glass ceramics represents a huge number of materials with different chemical compositions and properties that are interesting in many respects [20, 21].
Applications of glass ceramics are known for a wide variety of industrial and academic areas, e.g. for optical tasks (color filters, Q-switchers for pulsed lasers, eye protection in laser applications) [22]. Glass ceramics are also used in medicine, e.g. as a material for dentures [23], or in bone regeneration; even its use in cancer treatment is being researched [24]. In the technical area, glass ceramics are fascinating research objects that are constantly developed for application-related purposes. Research efforts investigate in depth e.g. high-speed grinding of glass ceramics [25], edge chipping [26], internal residual stresses [27], or crack propagation in glass ceramics [28]. The manufacturing and application of cutting tools from some glasses and one glass ceramic have been examined for their suitability [29].
The glass ceramic, a pore-free mica glass ceramic, showed very good machinability during grinding into indexable inserts. However, due to its low hardness, its use was limited to cutting relatively soft materials. In this work, other glass ceramics are examined for their possible use as cutting tools to machine less demanding materials such as PEEK and aluminum. Initial results are presented as an incentive for further research.
2 Materials, methods and results
2.1 Materials
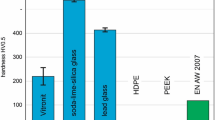
For the investigations presented here, four different glass ceramic materials have been selected: 1. Macor (Corning), a phlogopite glass ceramics, 2. Clearceram Z (Ohara), 3. Robax (Schott), and 4. Zerodur (Schott), no. 2 to 4 being lithium aluminium silicate glass ceramics. Some selected characteristics of the four materials are shown in Table 1. The important properties for the use as cutting tools (hardness HV, density and Young’s modulus) are compared to the ones of the machined materials polyether ether ketone (PEEK) and EN AW 2007 in Table 1 and Fig. 1. In addition, the commercially used cutting materials high-speed steel and hard metal are presented.

Important properties of the glass ceramics compared to aluminum EN AW 2007
X-ray diffraction patterns of the investigated glass ceramics show the crystalline phases phlogopite (Macor) or lithium aluminum silicate (Clearceram Z, Robax and Zerodur) in Fig. 2.

X-ray diffraction patterns of the investigated glass ceramics
During the testing of the glass ceramic tools, two materials were machined, the high-temperature-resistant thermoplastic PEEK, which is widely used in industry, and the aluminum copper alloy EN AW 2007 (3.1645), which is often used for work in automatic lathes.
2.2 Grinding
The blanks were ground on a face grinding machine of the tool type Wendt WAC 715 Centro, using a diamond cup grinding wheel D15 c75 with a metallic bonding and a wheel diameter of d = 400 mm. The cutting speed was vc = 30 m/s and the feed velocity in the axial direction was vfa = 1 mm/min. A mineral oil was used as a cooling lubricant. The final size of the glass tools was: Macor and Clearceram Z 10.0 × 10.0 × 4.8 mm3, Robax 12.8 × 12.8 × 4.0 mm3, Zerodur 10.0 × 10.0 × 4.7 mm3, respectively (Fig. 3). The designed corner radius was 400 µm.

Glass ceramics after grinding (a = Macor, b = Robax, c = Clearceram Z, d = Zerodur)
2.3 Tool characterization
After grinding, different tool properties have been determined at different positions of the inserts (Fig. 4). On the flank face (1) the roughness values Ra, Rz and Rmax have been determined. Corner rounding (2) (rounding between two flank faces) and edge rounding (3) (rounding between flank and rake face) have also been measured. All measurements have been performed by using an optical topography measurement system of the type Alicona Infinity Focus XL200 G5. The Robax tools are an exception; their high transparency caused the necessity to determine the previous-mentioned rounding parameters by an EVO 60 VP scanning electron microscope SEM (Zeiss, Germany).

Measuring positions for characterization
The three lithium aluminum silicate glass ceramics show comparably low roughness values of Ra = 0.3 to 0.4 µm, while the mica glass ceramic Macor shows values between 0.5 and 0.6 µm (Fig. 5). These differences may be due to lower hardness or possibly higher porosity of the material. All roughness values are given in Table 2.

Roughness values Ra after grinding
The grinding of indexable inserts was successful for all four materials. The details of the prepared tool were examined using SEM. Figures 6 and 7 show detailed micrographs of the ground corners and the cutting edges of the inserts, respectively. Selected parameters to describe the corner and edge rounding are shown in Fig. 8. The insert made of Macor, Clearceram Z, and Zerodur shows higher deviations compared to the Robax tool. This difference is caused by altering manufacturing proceedings. The raw material of Robax was a pane with a thickness of 4.0 mm and as such it was only necessary to machine the flank face in this case resulting in a significantly lower edge radius deviation for Robax. The deviation of the edge radius of the Macor tool is particularly high. Macor is the softest of the tested materials as such differences in the machining properties and consequently in the micro and macrostructure are expected. The slightly higher radii for the Robax samples are due to the smaller thickness of their blank (corner radius). In comparison, for the Robax sample, many small edge chips occurred during grinding (compare Fig. 7).

SEM micrographs of cutting corners of the ground tools

SEM micrographs of cutting edges of the ground tools

Corner and edge radii of the ground tools
2.4 Turning
To investigate the potential of ground glass ceramic tools in machining processes, turning tests were carried out with aluminum EN AW 2007 and PEEK as test material. A DMG Mori CTX Gamma 2000 TC lathe was used. The experimental settings are summarized in Table 3. Figure 9 shows the turning process.

Turning of the two materials aluminum EN AW 2007 and PEEK
Immediately at the beginning of the experiments, the Robax tools broke (Fig. 10). This behavior could indicate internal stresses or may result from the significantly lower thickness of these tools compared to the other tested tools. The lower thickness results from the pane geometry of the available raw material with a thickness of 4.0 mm. For all other tools, PEEK machining was performed until a total cutting path length of 3,700 m was reached. In these experiments, no significant wear on all tested tools could be detected. Aluminum was machined up to a total cutting path length (machining length) lc of 310 m. The machining length was kept comparable in all tests. The results from machining PEEK made it obvious that Robax could not be applied for machining the harder aluminum, and Macor showed such severe wear that the component surface was visibly damaged. As such, the aluminum component’s roughness machined with Macor was not determined. Macor is the softest material in this study. We assume that this significant difference in the mechanical properties causes the observed failure under the tested conditions. In addition, induced residual stresses in the tool during the manufacturing process could affect its performance.

Glass-like breakage of the Robax tool at the beginning of its use in machining PEEK
The roughness parameters Ra, Rz and Rmax were determined for the machined components. The parameters are shown in Figs. 11 and 12.

Roughness parameters determined for the machined aluminum

Roughness parameters determined for the machined PEEK
The lowest surface roughness parameters for both aluminum and PEEK are obtained by using the Zerodur tools, indicating that the wear is lowest with this cutting material. This assumption is in good agreement with the detailed examination of the cutting corners via SEM (Fig. 13). By using Macor, so much cutting material has already been removed that the cutting edge is partially recessed. When using Clearceram Z, larger chippings in the cutting corner can be seen, while for Zerodur only a few adhesions and small chips are observed. The width of the flank wear land VBC for the different tools are Macor 548 μm, Clearceram Z 204 μm, and Zerodur 108 μm.

Comparison of SEM micrographs recorded from corners of the tools before and after turning of aluminum EN AW 2007
Additional turning tests with Zerodur and aluminum EN AW 2007 as test material were carried out to obtain more insight into its behavior as cutting material. In these tests, the cutting speed (vc = 100 m/min; vc = 300 m/min) was varied (Fig. 14). Similarly, to the previous cutting tests with a cutting speed of 200 m/min a chipping of the cutting corner can be observed. The material is brittle and as such shock-sensitive. In addition, an increase in aluminum adhesion can be observed with increasing cutting speed.

Comparison of SEM micrographs recorded from corners of the tools made from Clearceram Z turning of aluminum EN AW 2007 with different cutting speeds
3 Conclusions and outlook
Indexable inserts were successfully made from four different glass ceramic materials by grinding. The grinding process proved to be smooth; neither cracks nor chipping could be detected. The desired macro and micro geometry of the inserts have been achieved, and cutting corners and edges show a high quality (compare SEM results). The likewise prepared inserts were used for turning both PEEK and aluminum EN AW 2007. The Robax inserts broke already under slight loads, while the three other materials (Marcor, Clearceram, Z and Zerodur) could be used without difficulties for PEEK machining. The softest cutting material investigated in the presented study is Macor. When used for machining aluminum, it showed such severe wear that the surface of the component appeared visibly uneven. While the two harder glass ceramics, Clearceram Z and Zerodur, survived the tests without any visible damage. The lowest workpiece roughness was achieved with the Zerodur tool. In the SEM image, corner chippings have been detected with Clearceram Z, while with Zerodur only adhesions of the material can be seen. In general, the glass ceramics show a potential for machining PEEK and a restricted potential for cutting aluminum.
In principle, it is possible to grind indexable inserts made of glass ceramic materials without difficulties. To optimize the findings, additional studies are crucial. As such, the material removal and the chip formation mechanisms have to be understood and the material-specific control variables must be determined. Furthermore, the usage behavior of these tools when applying cooling lubricants must be examined. However, since some glass ceramics have an extremely low thermal expansion, the risk of thermal stresses should be relatively low.
Currently, studies are being conducted to enhance the performance of glass ceramic tools via PVD coatings, their results will be presented in upcoming reports.
Data availability
All data are available at the institute.
References
Bobzin K. High performance coatings for cutting tools. CIRP J Manuf Sci Technol. 2017. https://doi.org/10.1016/j.cirpj.2016.11.004.
Dekena B, et al. Automatic regeneration of cemented carbide tools for a resource efficient tool production. Procedia Manuf. 2018. https://doi.org/10.1016/j.promfg.2018.02.119.
Young SB. Responsible sourcing of metals: certification approaches for conflict minerals and conflict-free metals. Int J Life Cycle Assess. 2018. https://doi.org/10.1007/s11367-015-0932-5.
Rizzo A, et al. The critical raw materials in cutting tools for machining applications: a review. Materials. 2020. https://doi.org/10.3390/ma13061377.
Furberg A, et al. Environmental life cycle assessment of cemented carbide (WC-Co) production. J Clean Prod. 2019;209:1126–38.
Bhaskar A, et al. Decarbonizing primary steel production: techno-economic assessment of a hydrogen based green steel production plant in Norway. J Clean Prod. 2022. https://doi.org/10.1016/j.jclepro.2022.131339.
Schlemme J et al. Energiewende in der Industrie. Branchensteckbrief der Eisen- und Stahlindustrie. Navigant Energy Germany GmbH (2019) Vorhaben: I C 4—80 14 38/42; Projekt-Nr. 42/17 Projektnummer: SISDE17915
Furberg A, et al. Environmental life cycle assessment of cemented carbide (WC-Co) production. J Clean Prod. 2019. https://doi.org/10.1016/j.jclepro.2018.10.272.
Furberg A, et al. Environmental and resource aspects of substituting cemented carbide with poly-crystalline diamond: the case of machining tools. J Clean Prod. 2020. https://doi.org/10.1016/j.jclepro.2020.123577.
Kumar R, et al. Progress in sustainable recycling and circular economy of tungsten carbide hard metal scraps for industry 5.0 and onwards. Sustainability. 2023. https://doi.org/10.3390/su151612249.
Katiyar PK, Randhawa NS. A comprehensive review on recycling methods for cemented tungsten carbide scraps highlighting the electrochemical techniques. Int J Refract Met Hard Mater. 2020. https://doi.org/10.1016/j.ijrmhm.2020.105251.
Shemi A, et al. Recycling of tungsten carbide scrap metal: a review of recycling methods and future prospects. Miner Eng. 2018. https://doi.org/10.1016/j.mineng.2018.03.036.
Denkena B et al. Resource efficient regrinding of cemented carbide milling tools. Procedia CIRP 2018; http://creativecommons.org/licenses/by-nc-nd/4.0/
Denkena B, et al. Suitability of natural rocks as materials for cutting tools. SN Appl Sci. 2022. https://doi.org/10.1007/s42452-021-04883-z.
Wolters P et al. Application of natural rocks in cutting aluminium. B-A Behrens et al. (Eds.): WGP 2021, LNPE 2021; https://doi.org/10.1007/978-3-030-78424-9_26
Breidenstein B, et al. A novel development of sustainable cutting inserts based on PVD-coated natural rocks. Mater Today Sustain. 2023. https://doi.org/10.1016/j.mtsust.2023.100507.
Leisin, M.: Energiewende in der Industrie. Branchensteckbrief der Glasindustrie. Navigant Energy Germany GmbH (2019) Vorhaben: I C 4–80 14 38/42; Projekt-Nr. 42/17 Projektnummer: SISDE17915
Datenblattb Vitronit® Glaskeramik, https://www.vitron.de/glaskeramik/technische-daten.php (abgerufen: 19.04.2024)
Breidenstein B, et al. Cutting inserts made of glass and glass ceramics. SN Appl Sci. 2021. https://doi.org/10.1007/s42452-021-04887-9.
Deubner J, et al. Updated definition of glass ceramics. J Non-Cryst Solids. 2018. https://doi.org/10.1016/j.jnoncrysol.2018.01.033.
Beall GH. Design and properties of glass ceramics. Annu Rev Mater Sci. 1992;22:91–119.
Zanotto ED. A bright future for glass ceramics. Am Ceram Soc Bull. 2010;89(8):19–27.
Alekseeva I, et al. Optical applications of glass ceramics. J Non-Cryst Solids. 2010. https://doi.org/10.1016/j.jnoncrysol.2010.05.103.
Fu L, et al. Glass-ceramics in dentistry: a review. Materials. 2020. https://doi.org/10.3390/ma13051049.
Miola M, et al. Glass-ceramics for cancer treatment: so close, or yet so far? Acta Biomater. 2019. https://doi.org/10.1016/j.actbio.2018.11.013.
Li P, et al. Machining behaviors of glass-ceramics in multi-step high-speed grinding: grinding parameter effects and optimization. Ceram Int. 2021. https://doi.org/10.1016/j.ceramint.2020.10.033.
Ng SJ, et al. Control of machining induced edge chipping on glass ceramics. Institute for Systems Research Technical Reports, University of Maryland 1996; http://hdl.handle.net/1903/5733
Serbena FC, Zanotto ED. Internal residual stresses in glass-ceramics: a review. J Non-Cryst Solids. 2012. https://doi.org/10.1016/j.jnoncrysol.2012.01.040.
Apel E, et al. Phenomena and mechanisms of crack propagation in glass-ceramics. J Mech Behav Biomed Mater. 2008. https://doi.org/10.1016/j.jmbbm.2007.11.005.
Funding
Open Access funding enabled and organized by Projekt DEAL. No funding was received for conducting this study.
Author information
Authors and Affiliations
Contributions
Bernd Breidenstein came up with the idea for the research. He planned the concept for implementation, had all the analyzes carried out, took over the evaluations, and wrote parts of the manuscript. Florian Grzeschik carried out all cutting tests with the new tools and provided all related results and information. He also checked the manuscript’s contents. Philipp Wolters performed all grinding tests and manufactured all indexable inserts. He checked the information in the manuscript. Hilke Petersen discussed the results and performed the final check of the manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare that there is no conflict of interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Breidenstein, B., Grzeschik, F., Wolters, P. et al. Manufacture and use of cutting inserts made of different glass ceramics. Discov Appl Sci 6, 301 (2024). https://doi.org/10.1007/s42452-024-05978-z
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-024-05978-z