
Abstract
A novel pour point depressant was synthesized by developing a polymeric nanocomposite using polymethacrylate and magnetite nanoparticles. The primary objective was to assess and compare the efficacy of PMA and PMA/Fe3O4 nanocomposite in reducing the gelation point, yield stress, apparent viscosity, and pour point of waxy crude oil. Extensive assessments were conducted to evaluate the performance of these additives. Rheometry tests were employed to measure the pour point of the lubricating oil pour point following the addition of PMA and PMA/Fe3O4 nanocomposite. The findings demonstrated a significant reduction in pour point, reaching values of − 18 °C, − 27 °C, − 24 °C, and − 36 °C for CP1, CP2, NP1, and NP2, respectively, at an optimal concentration of 10,000 ppm. Various characterization techniques such as Fourier Transform Infrared Spectrometer, Proton Nuclear Magnetic Resonance, X-ray Diffraction, Scanning Electron Microscope, Differential Scanning Calorimetry, Dynamic Light Scattering, Polarized Optical Microscope, and Gel Permeation Chromatography were utilized to analyze the polymers. Furthermore, the effectiveness of each polymer as a viscosity index improver (VII) and pour point depressant for mineral-based oil was evaluated. The mechanism of action of the polymers as pour point depressants was investigated through photomicrographic analysis. Additionally, the rheological properties of the formulated lubricant were assessed and reported. Thermogravimetric analysis was used to determine the thermal stability of the polymers, revealing that the copolymer nanocomposites exhibited higher thermal stability, viscosity index (VI), and molecular weights compared to the copolymers alone. These enhancements in thermal stability and molecular properties contributed to the improved pour point depressant (PPD) properties. Overall, the study successfully synthesized a novel pour point depressant and evaluated its performance using various tests and characterization techniques. The results demonstrated the effectiveness of the additives in reducing the pour point and improving the thermal stability of the lubricating oil.
Article highlights
-
Novel PPD synthesized using PMA and magnetite nanoparticles.
-
Significant reduction in pour point (− 18 to − 36 °C) achieved with optimal concentration.
-
Copolymer nanocomposites exhibited enhanced thermal stability and molecular properties.
Similar content being viewed by others

Explore related subjects
Find the latest articles, discoveries, and news in related topics.Avoid common mistakes on your manuscript.
1 Introduction
Since the invention of the first mechanical device, there has been a continuous pursuit of new machinery and advanced technologies. Lubrication is crucial for the design and improvement of such equipment [1, 2]. Lubrication technology has continuously evolved to meet the demands of new applications and mechanical systems. Lubricants, whether they be solid, liquid, or gas, are used at the boundary where two surfaces interact to optimize the effectiveness of machines [3]. Failure to adhere to proper lubrication practices can result in abundant wear and the potential for perpetual damage to equipment. The primary components of lubricants are base fluids, but they often have certain limitations in terms of performance. To overcome these limitations, specialty chemicals known as additives are blended with base fluids [4,5,6]. These additives include corrosion inhibitors, detergents, viscosity modifiers (VM), cold flow improvers (FI), extreme pressure agents, antioxidants, and more. Additives serve multiple purposes and recent research has focused on developing multifunctional additives [7, 8]. FIs and VMs are two of the numerous design parameters that are of utmost significance for the superior performance of lubricants. One key requirement of lubricating oil is its ability to remain fluid over a variety of temperatures. The minimum temp. for which the oil begins to flow beneath cold circumstances is indicated by the pour point (PP) [9, 10]. FIs are additives that enhance the fluidity of oil at temperatures below the standard pour point. When temperatures are low as well, paraffinic hydrocarbons existing in the basic fluid tend to separate owing to their poor solubility [11]. Such waxy hydrocarbons attract each other through the forces of Van der Waals, resulting in the crystallization of wax. As the temperature drops further, a solid, interconnecting crystalline structure is produced as the wax crystals expand which causes cold flow issues [12, 13]. FIs hinder wax crystal formation, and inhibit the development of complicated interconnecting networks. Viscosity is another critical property of lubricating fluids [14]. A fluid’s viscosity changes depending on temperature, and it is necessary to maintain a wide variety of lubricant viscosities within the optimal performing conditions of the apparatus being used [15, 16]. When the viscosity is excessively low, the fluid is delicate sufficient to form an adequate lubricant film, leading to increased surface wear and friction. On the other hand, high-viscosity lubricants result in increased fluid friction and decreased energy efficiency [17]. VMs are additives that enhance the quality of viscosity of lubricants and help sustain adequate viscosity across a variety of temperatures. The reliance of the viscosity of lubricant upon temperature is quantified using the Viscosity Index (VI), an empirical variable describing the lubricant’s application temperature range [18, 19]. The Lubricants that have higher VI values exhibit an increase in viscosity resistance to changes regarding temperature variations and are generally prominent in the majority of mechanical systems [14, 20].
Nanotechnology is gaining a huge interest in the oil industry [21]. The utilization of nanotechnology in the development of pour point depressants (PPDs) of crude oil has gained significant attention in recent years [22,23,24]. Nanocomposites, in particular, offer unique advantages and properties that can enhance the performance and efficiency of PPDs [25]. Here are some key aspects of nanotechnology-based PPDs:
Improved Dispersion Nanocomposites facilitate better dispersion and distribution of PPDs in lube oil [26]. By incorporating nanoscale particles or additives, the PPDs can interact more effectively with wax crystals, inhibiting their growth and enhancing the oil’s flow properties at lower temperatures [27].
Increased Surface Area Nanoparticles used in PPDs possess an enormous ratio of surface to volume. This increased surface area allows for enhanced interactions with waxy components in lube oil. The nanoparticles can adsorb onto the wax crystals’ surface, disrupting their expansion and preventing agglomeration, thereby lowering the pour point of the oil [28].
Tailored Properties Nanocomposites can be designed with specific properties to address the challenges associated with wax deposition and flow properties of lube oil. By controlling the size, composition, and surface characteristics of nanoparticles, the performance of PPDs can be optimized for different types of crude oils and operating conditions [29].
Synergistic Effects Defined as the combined effects of at least substances making an impact that is more significant than both of them could have shown by themselves. Nanotechnology-based PPDs can exhibit synergistic effects by combining different nanoparticles or additives. The careful selection and combination of nanomaterials with complementary properties can enhance the overall effectiveness of PPDs, resulting in greater pour point reduction and improved flow properties [30].
Reduced Dosage Requirements Nanocomposite PPDs have shown the potential to reduce the dosage required for effective pour point depression. The improved dispersion and interaction achieved through nanotechnology enable lower concentrations of PPDs to achieve the desired effect, reducing costs and potential environmental impact.
While nanotechnology-based PPDs offer promising benefits, further evaluation is necessary to assess their long-term performance, safety, and environmental impacts. Regulatory considerations and the scalability of nanocomposite production should also be taken into account for widespread adoption. In summary, the application of nanotechnology, particularly nanocomposites, in the development of PPDs for lubricating oil holds great potential for improving the efficiency and a pour point depression’s effectiveness. This advancement may enhance the flow attributes and transportation of the crude oils that are waxy, contributing to the overall efficiency for the oil industry [31].
The purpose of this research was to synthesize copolymers by combining 1-dodecene (DD) or 1-hexadecene (HD) with octadecyl methacrylate (ODMA) through free radical polymerization. Additionally, the researchers aimed to prepare ODMA-DD and ODMA-HD nanocomposites utilizing magnetite nanoparticles (Fe3O4) via emulsion polymerization. These newly synthesized copolymers and their nanocomposites were evaluated for their potential as FIs and PPDs for local lubricating oils. Comparative analysis revealed that a nanocomposite displayed superior performance as a cold flow improver for lubricating oil. The effectiveness of these newly developed flow improvers was validated through measurements of the viscosity index (VI), the pour point temperature (PPT), and the rheological properties (RP). With the necessity to gain a comprehensive knowledge of the chemical and physical properties of the synthesized copolymers and nanocomposites, a range of analytical techniques were employed. These techniques included scanner electron microscope (SEM), X-ray diffraction (XRD), dynamic light scattering (DLS), differential scanning calorimetry (DSC), as well as Fourier-transform infrared spectroscopy (FT-IR), proton nuclear magnetic resonance spectroscopy (1HNMR). Through these measurements, valuable insights into the morphological as well as structural characteristics of the prepared materials have been obtained. The successful synthesis and characterization of copolymers consisting of 1-dodecene (DD) or 1-hexadecene (HD) with octadecyl methacrylate (ODMA), (CP1 and CP2 respectively), as well as their nanocomposites (NP1 and NP2), were achieved. Notably, the nanocomposites demonstrated enhanced performance as flow improvers for lubricating oil. The properties of these materials were thoroughly investigated using various analytical techniques, contributing to the manufacturing of innovative compounds for the improvement of the flow properties of lubricating oils.
The innovation in this work lies in the synthesis of a novel pour point depressant using a polymeric nanocomposite. By incorporating magnetite nanoparticles into the polymethacrylate matrix, the researchers aimed to enhance the performance of the pour point depressant. This approach represents a new and unique solution for addressing the challenges associated with waxy crude oil.
Additionally, the study innovatively assessed and compared the efficacy of the synthesized pour point depressant and the individual polymers in reducing various properties of the crude oil, including gelation point, yield stress, apparent viscosity, and pour point. The extensive assessments conducted using rheometry tests and various characterization techniques demonstrate a comprehensive and innovative approach to evaluating the performance and mechanisms of action of the additives.
2 Materials and methods
2.1 Materials
The chemicals utilized for this investigation were sourced from reputable vendors. Methacrylic acid (99%), Stearyl alcohol (> 99), 1-dodecene, 1-hexadecene, benzoyl peroxide (initiator), p-toluenesulfonic acid (P-TSA), sodium salt of dioctyl-sulfosuccinate (surfactant), and hydroquinone were obtained via Sigma Aldrich Chemical Company. Iron (II) sulfate heptahydrate (> 99%), potassium hydroxide (99.9%), and potassium nitrate are all sourced by Merck Specialties Private Limited. The solvents used in the experiment that containing xylene, hexane, methanol, toluene, and sodium carbonate, were provided by Edwic Co. All substances used in the study were of scientific quality, except for benzoyl peroxide, which was of chemical quality. The lubricating oil used in the experiment was obtained from a reputable Co-operation Company in Egypt.
2.2 Octadecyl methacrylate synthesis
In order to synthesize octadecyl methacrylate (ODMA), an esterification reaction was carried out in a molar ratio of 1:1 of stearyl alcohol and methacrylic acid. The reaction was conducted whenever there is toluene, hydroquinone, and p-PTSA (para-toluenesulfonic acid), using a flask with three necks possessing a Dean-Stark device and condenser [32, 33]. The Dean-Stark apparatus was employed to collect the water generated during the reaction process. The reaction mixture’s heat was elevated incrementally to a maximum of 110 °C from the ambient temperature. By observing the total volume of water collected in the Dean-Stark apparatus, the progression of the reaction could be evaluated. To obtain the desired product, the resultant ester, stearyl methacrylate, underwent multiple washes using a 5% Na2CO3 solution until the solution achieved clarity. Subsequently, it was washed by distilled water and subjected to vacuum drying. Reaction process is presented in the Scheme 1.

Chemical reaction for synthesizing esters and their copolymers (CPs)
2.3 Copolymers synthesis
Reaction of polymerization involved a combination of 1-dodecene (DD) or 1-hexadecene (HD) and octadecyl methacrylate (ODMA) in a 1:1 molar ratio to produce ODMA-DD polymer and ODMA-HD polymer, respectively. The reaction mixture also included an initiator and toluene. The reaction was performed at a temperature of 95 °C over 6 h. For stopping the reaction, the mixture was dropped onto methanol while stirring, causing a precipitate to form as a result. A copolymer was then repeatedly precipitated from a solution of hexane using methanol, and then dry it at 70 °C under vacuum. A reaction process is shown through Scheme 1.
2.4 Magnetite nanoparticles synthesis
The process explained by Bruce et al. [34] was used for synthesizing magnetite nanoparticles. A solution of Iron (II) sulfate heptahydrate, potassium hydroxide, and potassium nitrate solution was prepared. To the iron salt solution, surfactant (CTAB) was introduced at a rate of 1% (w/w) and stirred vigorously for 2 h. Then potassium nitrate was introduced and the mixture was agitated for another 30 min. Slowly adding a potassium hydroxide solution, the reaction solution was heated till 100 °C for two hours in an atmosphere of nitrogen. After cooling, a black precipitate had been washed, centrifuged, and finally dried under a vacuum.
2.5 Synthesis of polymeric nanocomposites
To prepare the polymer-Fe3O4 nanocomposites, the polymer/toluene solution was blended with nano-Fe3O4 particles. The suspension had been prepared by dissolving 5 from polymer to toluene with adding a desired quantity of nano-Fe3O4 particles (0.5, 1, or 1.5 mg) under an ultrasonic wave that is vigorously stirring. On a glass surface, the suspension was subsequently poured and allowed to naturally evaporate the toluene, resulting polymer-nano-composites mass that is semisolid. The acquired material had been subsequently characterized. The reaction is demonstrated in the Scheme 2.

The reactions involved in synthesizing copolymers and their nanocomposites (NPs)
2.6 Measurements
To obtain Fourier Transform Infrared Spectrometer (FT-IR) spectra, potassium bromide (KBr) was used to analyze the synthezied polymers and their nanocomposites in the 4000–400 cm−1 wavenumber spectrum. FT-IR (USA) was employed for this purpose.
The synthesized polymers’ chemical composition and their nanocomposites were identified via 1HNMR, it is a technique with the Avance III Switzerland-based 500 MHz frequency instrument. Tetramethylsilane was utilized as an internal standard, and deuterated chloroform was provided as the solvent [35].
The dynamic light scattering (DLS) was performed using a Brookhaven + 90 model (USA) equipped with a size/zeta potential analyzer to determine the particle sizes.
The NPs’ magnetic characterization: utilizing a vibrating sample magnetometer (VSM) at 300 K with a magnetic field ranging from 10 kOe to + 10 kOe, the NPs’ magnetic properties were determined [36].
X-ray diffraction (XRD, Advance D8, Bruker) and the Field Emission Scanning Electron Microscope (FE-SEM) were used to characterize the nanoparticles and their composites.
The SHI-MADZU DTG-60 thermo gravimetric analyzer (Japan) was used to carry out TGA and differential scanning calorimetry experiments to examine the produced copolymers’ thermal stability. The analysis was conducted in an alumina crucible in air, with a 10 °C/min rate of heating and a 0 to 550 °C for a testing range of temperature.
Gel Permeation Chromatography (GPC) method using the HLC-8320 instrument was used for determining the molecular weights as well as polydispersity of the polymers.
A Lecia DM4 polarised microscope (Germany) was used to analyze the wax crystal structure of lubricating oil samples. Pictures have been captured at approximately 0 °C with a magnification of 100x.
The pour points of lubricating oils that had been treated and those that hadn’t were determined utilizing ASTM D-97 Standard technique [37, 38].
The rheological properties of the lubricating oils were investigated by utilizing an Anton-Paar MCR302 rheometer at various temperatures (0, 15, 25, and 35 °C) and with a shear rate of 5 s−1.
Viscosity indices of the lubricating base oil, prior to and following treatments with additives at 10,000 ppm, were calculated following the ASTM D2270 standard procedure. At 40 °C and 100 °C, the kinematic viscosities were determined for this purpose [38, 39].
3 A discussion of the results
3.1 FTIR evaluation
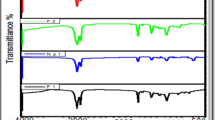
The FTIR spectra of CP1, CP2, NP1, and NP2 were exhibited within Fig. 1.The obtained peaks in the spectra are as follows: 2922 cm−1 and 2917 cm−1 are observed concerning the stretching vibration for paraffinic C–H bonds in the –CH2– groups, 1734.56 cm−1 is attributed to C=O bonds and 1207 and 1335 cm−1 are attributed to C–C and C–O bonds. Notably, no notable peaks were identified in the range of olefinic bonds at 1639 cm−1, which further supports the formation of the polymer. However, in the charts of the nanocomposites, additional peaks were observed. Specifically, a peak at 1152 cm−1 can be attributed to Si–O–Si bonding, with SiO2 having a peak at 625 cm−1, confirming the composition of the polymer nanocomposites. For polymer/Fe3O4 nanocomposite, absorption was observed for the ester carbonyl group at 1726.12 cm−1. This change in the frequency of carbonyl stretching could be caused by an interaction between nano magnetite and poly methacrylates [40].

a FT-IR of copolymer CP1, b FT-IR of copolymer CP2, c FT-IR of copolymer NP1, and d FT-IR of copolymer NP2
3.2 The 1H NMR spectrum of the CPs as well as their NPs
The copolymers’ and their nanocomposites’ 1HNMR spectra are displayed in Fig. 2. CH3, CH2, and CH, respectively, are responsible for the resonances at 0.878 ppm, 1.21 ppm, and 1.47 ppm. The resonance within the 1.96–2.37 ppm range is attributed to COCH, while the peak at 3.61 ppm corresponds to COCH2. Additionally, a peak in the range of 4.013–4.23 ppm is attributed to OCH. In the NMR, there is no singlet signal between 5 and 6 ppm spectrum evidence indicates there are no vinylic protons present in the polymers. In this case, the absence of vinylic protons suggests that the polymer does not contain any vinyl groups or unsaturated bonds in its structure [41, 42].

a 1HNMR of CP1, b 1HNMR of CP2, c 1HNMR of NP1, and d 1HNMR of NP2
3.3 TGA and DSC analysis
Thermal gravimetric analysis was used to study the heat behavior concerning the copolymers and their nanocomposite and was demonstrated in Fig. 3. Nano-Fe3O4 has been incorporated into prepared polymers to enhance the composites’ thermal stability. Degradation percentages for CP1, CP2, NP1, and NP2 at 380 °C were measured to be 32.42%, 21.35%, 20.64%, and 20.1%, respectively. Similarly, the percentages of loss of weight around 490 °C for CP1, CP2, NP1, and NP2 were found to be 93.71%, 69.56%, 69.12%, and 68.12%, respectively. The addition of nano-Fe3O4 effectively inhibited the degradation of the polymer, resulting in improved thermal stabilities of the polymer composites. These enhancements can be attributed to the reduction in the movement of the chain of polymers and the ability that magnetite nanoparticles to scavenge free radicals, which are crucial factors in enhancing the thermal stability of the composites [43, 44].

TGA data of polymer/Fe3O4 nanocomposites
Applying a technique known as (DSC), allows us to determine whether a compound undergoes endothermic or exothermic reactions by measuring the transformation temperatures and enthalpy changes as a function of temperature [45]. In this study, we used DSC to analyze the nanocomposite of the produced polymers. The DSC curves, illustrated in Fig. 4, revealed that between 75 and 500 °C, there are multiple endothermic peaks, which represent the polymers’ melting and degrading temperatures. Interestingly, an addition of nanoparticles to the polymers increased their thermal stability. This results from the interaction of the polymer particles with the magnetite nanoparticles, which coagulated on the polymer surface [46].

DSC investigation of two distinct polymers and their nanocomposites
3.4 X-ray diffraction
For the magnetite nanoparticles, we examined their (XRD) pattern. This pattern, taken in 20°–70° (2θ) range, exhibited six distinct peaks at 30.3°, 35.6°, 43.2°, 53.6°, 57.1°, and 62.8° are shown in Fig. 5. These peaks closely matched the patterns reported for magnetite nanoparticles in previous studies [47], confirming the purity of our sample. Notably, there were no peaks corresponding to various shapes of iron oxides such like maghemite or hematite.

Synthesized nano-Fe3O4 XRD pattern
3.5 DLS, VSM, and SEM analysis
A technique known as dynamic light scattering (DLS) has been employed to analyze how the particles are sized in polymer nanocomposites [48]. In this study, the DLS results Fig. 6a and b showed particle sizes of 78 nm and 82 nm for NP1 and NP2, correspondingly, showing that a successful nanocomposite was produced.

a DLS photos of NP1 and b DLS photos of NP2
The magnetite nanoparticles’s morphology and the composite were inspecte utilizing scanning electron microscopy (SEM) [49]. Based on SEM pictures illustrated in Fig. 7a and b it is evident that the particles exhibited a nearly spherical shape with a size of average approximately 29 ± 2 nm.

a SEM images of prepared nano-Fe3O4 and b SEM photos of the composite made from nano-Fe3O4 and polymers
To investigate magnetic behavior of nanoparticles, we employed a 300 K VSM (vibrating sample magnetometer). The magnetization analysis revealed a superparamagnetic behavior, as indicated by the symmetric hysteresis loop with coercivity and remanence values both zero. The magnetization of saturation (Ms) for the magnetic nanoparticles was observed to be 74.25 emu/g. This value is directly relating to the nanoparticles’ size, with larger nanoparticles exhibiting higher saturation magnetization. The higher Ms value observed in our study aligns with the average nanoparticle size determined through SEM analysis [50]. A detailed diagram illustrating the nanoparticles’ magnetic characteristics may be found in a supplementary material. In summary, our study utilized DSC, XRD, SEM, and VSM techniques to characterize the prepared polymers and magnetite nanoparticles. The results revealed that the inclusion of nanoparticles enhanced the polymers’ thermal stability, likely owing to interactions within the polymer particles and the coagulated magnetite nanoparticles. The magnetite nanoparticles exhibited a pure phase with a nearly spherical shape and an average size of approximately 29 nm. Furthermore, they displayed behavior of superparamagnetic when the saturation magnetization value of 74.23 emu/g, which correlated with their size as observed in the SEM analysis [51].
3.6 Evaluation of the CPs and NPs as PPDs
When oil becomes too viscous to flow under the force of gravity, that temperature is identified as the oil pour point. In cold climates, high pour point oils can pose challenges or even prevent the startup of machines [52, 53]. This is because cold oil contains paraffin wax, which tends to crystallize and make the oil harder. To address this issue, pour-point depressants are added to the oil. These additives reduce the ability of the wax to crystallize and lower the pour-point temperature [54]. The presence of waxes in lubricating oils can significantly hinder their storage and functionality. To assess the efficiency of various concentrations of pour-point depressants, pour-point temperatures have been measured and recorded in Table 1. The data was then plotted in Fig. 8. Increasing the dosage of the prepared additives enhances their effectiveness in reducing pour points. For instance, the addition of the depressant caused the pour points of CP1 and CP2 oils to decrease from 0 °C to, respectively, − 18 and − 27 °C. Notably, the most significant decrease was observed when using a polymer nanocomposite treatment. With this treatment, the pour points decreased for NP1 and NP2 from 0 to − 24 °C and − 36 °C, respectively.

Relationship between concentration and pour-point temperature
3.7 Determination of viscosity index
To investigate the efficacy of viscosity-modifying synthetic polymeric additives, the lubricating oil’s viscosity index was determined. Prior to and following the lubricating oil was treated with 10,000 ppm of polymers and composites, the kinematic viscosity of the oil was assessed at 40 and 100 °C [55]. The results are displayed in Table 2. The viscosity index (VI) was raised by adding additives to the lubricating oil. Comparing NPs and CPs revealed that NPs were the most potent flow improver. The VI for the blank sample of lube oil was calculated to be 86.57. Treatment with CP1 or CP2 resulted in VIs of 93.25 and 92.41, respectively. However, treating the oil with NP1 and NP2 increased the VI to 112.34 and 129.36, respectively. These copolymers and their composites show promising potential as flow improvers, particularly NP formulations which yielded superior results.
3.8 Rheological properties
The presence of numerous different scales in the system, including the diameter of the particles (d), the radius of the polymer chains’ gyration (Rg), and the interactions between the particles and the polymer, is primarily responsible for the rheological behavior [56, 57]. The rheological behavior of lubricating oil that has been treated as well as untreated is assessed by conducting dynamic viscosity measurements at different temperatures [32, 58]. Figures 9 and 10 show the curve of viscosity-shear rate and shear stress versus shear rate curve Figs. 11 and 12 were plotted to analyze the effects. It was observed that as the temperature and shear rate increased, the viscosity decreased. However, when comparing the viscosity of the lubricating oil following the addition of additives relative to the viscosity of the pure lubricating oil, the experimental results revealed a notable increase in viscosity upon the introduction of additives. This is explicable by an increase in shear rate, which decreases waxy aggregates as well as releases the immobilized ongoing phase [59, 60]. The viscosity reduction with increasing shear rate was found to be approximately linear, especially at higher temperatures. The aggregation of wax crystals in lubricating oils is stopped due to the highly polar ester group of oxygen throughout the polymer chain. This polarity induces intermolecular interactions and attractions that hinder wax molecules from aggregating and crystallizing, preserving a more homogeneous and flowing lubricating oil [61, 62]. The Bingham plastic model was used to analyze the experimental shear rate and shear stress observations, where the apparent viscosity is the shear rate’s infinite viscosity. Table 3 provides the conclusions of the apparent viscosity and yield stress derived from the shear stress charts at different temperature levels. The apparent viscosity is a measure of the material’s resistance to flow, whereas the yield stress is a measure of the least amount of force needed to start a flow. These factors are crucial for comprehending the flow behavior and determining out how well the material will withstand deformation and maintain its shape when shear pressures are applied. So it is possible to learn a lot about the rheological characteristics and performance of the material in different applications by analyzing these results. In general, the Bingham model consistently showed that apparent viscosity and yield stress values increased with decreasing temperatures for the samples of lubricating oil that have been both untreated and treated. The treated lube oil with CP1, CP2, NP1, and NP2 exhibited higher values for yield stress and apparent viscosity compared to the pure lube oil. For instance, for CP1, CP2, NP1, and NP2, respectively, the yield stress increased from 651.19 to 816.61, 1075, 1104, and 1424.27, while the apparent viscosity increased from 54.863 cP to 68.31, 118.41, 110.28, and 165.89 cP.

Correlation between apparent viscosity and shear rate for lubricant oils treated with 10,000 ppm from CP1 and NP1 and those that haven’t at temperatures of a 35 °C, b 25 °C, c 15 °C, and d 0 °C

Correlation between apparent viscosity and shear rate for lubricant oils treated with 10,000 ppm from CP2 and NP2 and those that haven’t at temperatures of a 35 °C, b 25 °C, c 15 °C, and d 0 °C

Correlation between shear rate and shear stress for lubricant oils treated with 10,000 ppm from CP1 and NP1 and those that haven’t at temperatures of a 35 °C, b 25 °C, c 15 °C, and d 0 °C

Correlation between shear rate and shear stress for lubricant oils treated with 10,000 ppm from CP and NP2 and those that haven’t at temperatures of a 35 °C, b 25 °C, c 15 °C, and d 0 °C
3.9 POM
The impact of temperature on the crystals of lubricating wax, including their size, dispersion, and morphology was investigated using a polarized optical microscope (POM) [63]. Figure 13 presents microscope images of pure oil and samples of treated oil with CP1, CP2, NP1, and NP2 at 0 °C. The image in Fig. 13a shows that the pure lubricating oil wax crystals were larger in size and appeared unorganized. These crystals raised in size rapidly as the temperature decreased. Consequently, the lubricating fluid lost its ability to flow as the crystals stacked on top of each other, forming a 3D network. Figures 13b and c depict the modified shape, quantity, and size of the wax crystals developed in the oil after treatment with CP1 and CP2 at low temperatures. Compared to oil that’s pure, the wax crystals are reduced in size and number. The most significant effect was observed in the lubricating oil treated with NP1 and NP2 (Figs. 13d and e) at low temperatures. In these samples, only a few wax crystals precipitated, and the oil had no difficulty dissolving them.

Pictures captured via a microscope at 0 °C of a Pure oil and oil treated with b CP1, c CP2, d NP1, and e NP2
4 Conclusions
Researchers focused on preparing ODMA copolymers with α-olefins (HD or DD) using solution polymerization. Following that, they prepared nanocomposites through emulsion polymerization. Synthesized additives were evaluated using various techniques such as FTIR, 1HNMR, DLS, SEM, and thermal analysis (TGA and DSC), which confirmed their high thermal stability. The polymer nanocomposites exhibited well-defined structures at the nanoscale, as evidenced by SEM and DLS images. These additives were found to effectively lower the pour point and raise the cold flow properties of lube oil due to their excellent solubility. Comparing the copolymers and their nanocomposites revealed that the last one yielded superior results in terms of pour point depression (PPD), friction index (FI), and viscosity index (VI). For instance, NP2 exhibited a PPD of − 33 °C and VI of 93.103.
Analysis using polarized optical microscopy (POM) demonstrated that the addition of additives caused modification within the shape as well as size of wax particles in the lubricating oil, resulting in smaller and separated particles. Comparing the performance of the lube oil that has been treated with the copolymers and nanocomposites to commercially available products, concluded that the former exhibited more effectiveness at less cost.
Furthermore, a nanocomposite showed enhanced acting as viscosity modifiers for lube oil. This study highlights the potential of designing multifunctional additives for lubricating oil by incorporating nanoparticles.
Overall, the synthesis of the novel pour point depressant, the comprehensive evaluation of its performance, the exploration of its applications as viscosity index improvers, and the application of advanced characterization techniques collectively represent the innovation in this work. These contributions advance the field of pour point depressants and offer potential solutions for improving the flow properties of waxy crude oil and lubricating oils.
Data availability
The data used in this study are available upon reasonable request. Due to privacy and ethical considerations, the dataset cannot be made publicly available. However, interested researchers may contact the corresponding author at [alshaimaahamdy410@gmail.com] to request access to the data. Requests will be evaluated by the research team, and access will be granted to qualified researchers who agree to adhere to strict data protection and confidentiality protocols. The data will be provided in a de-identified and aggregated format to ensure the privacy of the study participants. The availability of the data is subject to any legal or ethical restrictions that may apply. The dataset will be available for a period of 5 years from the publication date of this paper. Please contact the corresponding author for any additional information or clarification regarding the data.”
References
Pirro DM, Webster M, Daschner E. Lubrication fundamentals, revised and expanded. Boca Raton: CRC Press; 2016.
Khonsari MM, Booser ER. Applied tribology: bearing design and lubrication. Hoboken: Wiley; 2017.
Marian M, Berman D, Rota A, Jackson RL, Rosenkranz A. Layered 2D nanomaterials to tailor friction and wear in machine elements—a review. Adv Mater Interfaces. 2022;9(3):2101622. https://doi.org/10.1002/admi.202101622.
Hu C, et al. Ester oils prepared from fully renewable resources and their lubricant base oil properties. ACS Omega. 2021;6(25):16343–55. https://doi.org/10.1021/acsomega.1c00808.
Wu X, Gong K, Zhao G, Lou W, Wang X, Liu W. Surface modification of MoS2 nanosheets as effective lubricant additives for reducing friction and wear in poly-α-olefin. Ind Eng Chem Res. 2018;57(23):8105–14.
Fink J. Petroleum engineer’s guide to oil field chemicals and fluids. Houston: Gulf Professional Publishing; 2021.
Saha DK, Ghosh P. Synthesis, characterization and performance evaluation of long chain methacrylate-octene copolymer for lubricant formulation. J Macromol Sci Part A. 2019;56(11):1050–9. https://doi.org/10.1080/10601325.2019.1651205.
Saha DK. Modification of lube oil properties by addition of organic polymeric additives. Siliguri: University of North Bengal; 2018.
Carvalho M, Seidl P, Belchior C, Sodre J. Lubricant viscosity and viscosity improver additive effects on diesel fuel economy. Tribol Int TRIBOL INT. 2010;43:2298–302. https://doi.org/10.1016/j.triboint.2010.07.014.
Sparnacci K, et al. Core-crosslinked star copolymers as viscosity index improvers for lubricants. ACS Appl Polym Mater. 2022;4(12):8722–30.
Paul SK. Synthesis and application of chemical additives in the field of lubricant formulation. Siliguri: University of North Bengal; 2021.
Kurniawan M, Subramanian S, Norrman J, Paso K. Influence of Microcrystalline wax on the properties of model wax-oil gels. Energy Fuels. 2018;32:5857–67. https://doi.org/10.1021/acs.energyfuels.8b00774.
Gupta U, Mishra A. Wax formation and rheology study of crude oil sample from Cambay Basin. 2020.
Martini A, Ramasamy US, Len M. Review of viscosity modifier lubricant additives. Tribol Lett. 2018;66(2):58. https://doi.org/10.1007/s11249-018-1007-0.
Wenhao Z. Influence of temperature and concentration on viscosity of complex fluids. J Phys Conf Ser. 2021;1965:12064. https://doi.org/10.1088/1742-6596/1965/1/012064.
Ghriga MA, Lebouachera SEI, Drouiche N, Grassl B. Investigating the viscoelastic behavior of partially hydrolyzed polyacrylamide/polyethylenimine mixtures. J Polym Res. 2021;28(8):275. https://doi.org/10.1007/s10965-021-02636-5.
Panwar P, Schweissinger E, Maier S, Hilf S, Sirak S, Martini A. Effect of polymer structure and chemistry on viscosity index, thickening efficiency, and traction coefficient of lubricants. J Mol Liq. 2022;359:119215. https://doi.org/10.1016/j.molliq.2022.119215.
Khalafvandi SA, Pazokian MA, Fathollahi E. The investigation of viscometric properties of the most reputable types of viscosity index improvers in different lubricant base oils: API groups I, II, and III. Lubricants. 2022;10(1):6.
LotfizadehDehkordi B. Pressure-temperature viscosity measurements and simulations of lubricants with polymer viscosity modifiers. 2015.
John AR, Anoop PV, Kuriyakose A, Krishnan A, Mohan L, Aravind A. Characterization and formulation of an environment-friendly lubricant from Pongamia (Millettia Pinnata) oil using biodegradable additives. Mater Today Proc. 2023.
Ghriga MA, et al. Review of recent advances in polyethylenimine crosslinked polymer gels used for conformance control applications. Polym Bull. 2019;76(11):6001–29. https://doi.org/10.1007/s00289-019-02687-1.
Liu Y, Sun Z, Jing G, Liu S, Yang Y, Xu J. Synthesis of chemical grafting pour point depressant EVAL-GO and its effect on the rheological properties of Daqing crude oil. Fuel Process Technol. 2021;223:107000.
Liu Y, Jing G, Sun Z, Yang Y. A mini-review of nanocomposite pour point depressants. Pet Chem. 2023:1–10.
Yao B, Li C, Yang F, Zhang Y, Xiao Z, Sun G. Structural properties of gelled Changqing waxy crude oil benefitted with nanocomposite pour point depressant. Fuel. 2016;184:544–54.
Sharma R, Deka B, Mahto V, Vuthaluru H, Li C-Z. Investigation into the flow assurance of waxy crude oil by application of graphene-based novel nanocomposite pour point depressants. Energy Fuels. 2019;33(12):12330–45.
Xia X, et al. Asphaltene dispersants weaken the synergistic modification effect of ethylene-vinyl acetate and asphaltene for model waxy oil. Fuel. 2023;341:127628. https://doi.org/10.1016/j.fuel.2023.127628.
Boublia A, et al. The curious case of polyaniline-graphene nanocomposites: a review on their application as exceptionally conductive and gas sensitive materials. Crit Rev Solid State Mater Sci. 2023. https://doi.org/10.1080/10408436.2023.2274900.
Ghriga MA, Hasanzadeh M, Gareche M, Lebouachera SEI, Drouiche N, Grassl B. Thermal gelation of partially hydrolysed polyacrylamide/polyethylenimine mixtures using design of experiments approach. Mater Today Commun. 2019;21:100686. https://doi.org/10.1016/j.mtcomm.2019.100686.
Boublia A, et al. State-of-the-art review on recent advances in polymer engineering: modeling and optimization through response surface methodology approach. Polym Bull. 2023;80(6):5999–6031. https://doi.org/10.1007/s00289-022-04398-6.
Ghriga MA, et al. Structure–property relationships of the thermal gelation of partially hydrolyzed polyacrylamide/polyethylenimine mixtures in a semidilute regime. Polym Bull. 2020;77(3):1465–88. https://doi.org/10.1007/s00289-019-02817-9.
Hefny AMK, Ashmawy A, Elazabawy SR, Abdallah A, Elnaggar EM. Novel homo-and co-polymers based on 7-methacryloyloxy-4-methylcoumarin: synthesis, antimicrobial activity, pour-point depressants and their effects on the rheology of the waxy crude oil. Egypt J Chem. 2021;64(4):1941–55. https://doi.org/10.21608/ejchem.2021.56228.3206.
Xie M, et al. Synthesis and evaluation of benzyl methacrylate-methacrylate copolymers as pour point depressant in diesel fuel. Fuel. 2019;255:115880. https://doi.org/10.1016/j.fuel.2019.115880.
Khadraoui S, et al. Numerical and experimental investigation of hydraulic fracture using the synthesized PMMA. Polym Bull. 2021;78(7):3803–20. https://doi.org/10.1007/s00289-020-03300-6.
Bruce IJ, et al. Synthesis, characterisation and application of silica-magnetite nanocomposites. J Magn Magn Mater. 2004;284:145–60.
Lin H, Yin S, Su B, Xue Y, Han S. Research on combined-pour point depressant of methacrylate-acrylamide copolymers and ethylene-vinyl acetate copolymers for diesel fuel. Fuel. 2021;290:120002.
Almessiere MA, et al. Magnetic and structural characterization of Nb3+-substituted CoFe2O4 nanoparticles. Ceram Int. 2019;45(7):8222–32.
Al-Shafey HI, et al. Comparative strategy between masterly flow improver and its nanocomposite. Polym Bull. 2022;79(5):2725–45. https://doi.org/10.1007/s00289-021-03655-4.
Radwan I, Ibrahim AG, Ashmawy A, Mohammedy M, Abdel Hai F. Synthesis, characterization, and evaluation of allyl polymeric additives as pour point depressant. Al-Azhar Bull Sci. 2022;33(1A):15–25.
Elagouz A, Ali MKA, Xianjun H, Abdelkareem MAA. Thermophysical and tribological behaviors of multiwalled carbon nanotubes used as nanolubricant additives. Surf Topogr Metrol Prop. 2021;9(4):45002.
Ding D, et al. Preparation and enhanced properties of Fe3O4 nanoparticles reinforced polyimide nanocomposites. Superlattices Microstruct. 2015;85:305–20. https://doi.org/10.1016/j.spmi.2015.03.008.
Ghosh P, Das M, Das T. Polyacrylates and acrylate-α-olefin copolymers: synthesis, characterization, viscosity studies, and performance evaluation in lube oil. Pet Sci Technol. 2014;32(7):804–12. https://doi.org/10.1080/10916466.2011.608398.
Ghriga MA, Khoukh A, Lebouachera SEI, Grassl B. NMR investigation on the thermogelation of partially hydrolysed polyacrylamide/polyethylenimine mixtures. Soft Matter. 2022;18(37):7075–81. https://doi.org/10.1039/D2SM00996J.
Dallas P, Sharma VK, Zboril R. Silver polymeric nanocomposites as advanced antimicrobial agents: classification, synthetic paths, applications, and perspectives. Adv Colloid Interface Sci. 2011;166(1–2):119–35.
Dallas P, Georgakilas V, Niarchos D, Komninou P, Kehagias T, Petridis D. Synthesis, characterization and thermal properties of polymer/magnetite nanocomposites. Nanotechnology. 2006;17(8):2046. https://doi.org/10.1088/0957-4484/17/8/043.
Silvester L, Touloumet Q, Auroux A. Calorimetry techniques. In: Springer handbook of advanced catalyst characterization. Berlin: Springer; 2023. p. 1031–59.
Madkour M, Bumajdad A, Al-Sagheer F. To what extent do polymeric stabilizers affect nanoparticles characteristics? Adv Colloid Interface Sci. 2019;270:38–53. https://doi.org/10.1016/j.cis.2019.05.004.
Nosrati H, Salehiabar M, Attari E, Davaran S, Danafar H, Manjili HK. Green and one-pot surface coating of iron oxide magnetic nanoparticles with natural amino acids and biocompatibility investigation. Appl Organomet Chem. 2018;32(2):e4069.
Jia Z, Li J, Gao L, Yang D, Kanaev A. Dynamic light scattering: a powerful tool for in situ nanoparticle sizing. Colloids and Interfaces. 2023;7(1):15.
Solodov AN, et al. Tribological properties of an epoxy polymer containing a magnetically oriented graphene oxide/iron oxide nanoparticle composite. Diam Relat Mater. 2023;138:110211. https://doi.org/10.1016/j.diamond.2023.110211.
Abdullah JAA, Díaz-García Á, Law JY, Romero A, Franco V, Guerrero A. Quantifying the structure and properties of nanomagnetic iron oxide particles for enhanced functionality through chemical synthesis. Nanomaterials. 2023;13(15):2242.
Mohapatra J, Xing M, Liu JP. Inductive thermal effect of ferrite magnetic nanoparticles. Materials. 2019;12(19):3208. https://doi.org/10.3390/ma12193208.
Elkatory MR, et al. Mitigation and remediation technologies of waxy crude oils’ deposition within transportation pipelines: a review. Polymers. 2022;14(16):3231. https://doi.org/10.3390/polym14163231.
Kamal RS, Shaban MM, Raju G, Farag RK. High-density polyethylene waste (HDPE)-waste-modified lube oil nanocomposites as pour point depressants. ACS Omega. 2021;6(47):31926–34.
Soliman EA, Elkatory MR, Hashem AI, Ibrahim HS. Synthesis and performance of maleic anhydride copolymers with alkyl linoleate or tetra-esters as pour point depressants for waxy crude oil. Fuel. 2018;211:535–47. https://doi.org/10.1016/j.fuel.2017.09.038.
Hoque M. Viscosity index improver and pour point depressant properties of additives for lubricating oil. Siliguri: University of North Bengal; 2016.
Lebouachera SEI, et al. Rheological behaviour and adsorption phenomenon of a polymer–particle composite based on hydrolysed polyacrylamide/functionalized poly(styrene-acrylic acid) microspheres. Soft Matter. 2019;15(27):5449–54. https://doi.org/10.1039/C9SM00844F.
Lebouachera SEI, et al. Optimization of zero-shear viscosity for HPAM-Polystyrene microspheres formulations through experimental design approach. J Polym Res. 2021;28(4):135. https://doi.org/10.1007/s10965-021-02473-6.
Al-Sabagh AM, Sabaa MW, Saad GR, Khidr TT, Khalil TM. Synthesis of polymeric additives based on itaconic acid and their evaluation as pour point depressants for lube oil in relation to rheological flow properties. Egypt J Pet. 2012;21(1):19–30.
Majhi A, Sharma YK, Kukreti VS, Bhatt KP, Khanna R. Wax content of crude oil: a function of kinematic viscosity and pour point. Pet Sci Technol. 2015;33(4):381–7.
Elganidi I, Elarbe B, Ridzuan N, Abdullah N. Synthesis, characterisation and pre-evaluation of a novel terpolymer as pour point depressants to improve the Malaysian crude oil flowability. J Pet Explor Prod Technol. 2022;12(7):2067–81. https://doi.org/10.1007/s13202-021-01445-2.
Mahmoud T, Betiha MA. Poly (octadecyl acrylate-co-vinyl neodecanoate)/oleic acid-modified nano-graphene oxide as a pour point depressant and an enhancer of waxy oil transportation. Energy Fuels. 2021;35(7):6101–12.
Al-Sabagh AM, Betiha MA, Osman DI, Hashim AI, El-Sukkary MM, Mahmoud T. Preparation and evaluation of poly (methyl methacrylate)-graphene oxide nanohybrid polymers as pour point depressants and flow improvers for waxy crude oil. Energy Fuels. 2016;30(9):7610–21.
Wang H, et al. Effects of comb-like poly-α-olefins on the cold flow properties of diesel fuel. Fuel. 2024;356:129562.
Acknowledgements
The authors gratefully acknowledge the financial support provided by the Academy of Scientific Research and Technology (ASRT) through the Scientific Research Generation (SNG) scholarship. Additionally, the authors express their sincere appreciation to the Egyptian Petroleum Research Institute (EPRI) for their consistent support and valuable assistance throughout the course of this study.
Funding
Open access funding provided by The Science, Technology & Innovation Funding Authority (STDF) in cooperation with The Egyptian Knowledge Bank (EKB). The authors gratefully acknowledge the financial support provided by the Academy of Scientific Research and Technology (ASRT). Additionally, the authors express their sincere appreciation to the Egyptian Petroleum Research Institute (EPRI) for their consistent support and valuable assistance throughout the course of this study. The authors have not disclosed any additional funding.
Author information
Authors and Affiliations
Contributions
Author Contributions Statement AE is the one who performed the research experiments SA and AE wrote the main manuscript text. HS and NG interpreted the results and prepared tables & and figures. OE is consultant. All authors have read and agreed to the published version of the manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
El-Bahnasawi, A.H., Albohy, S.A.H., El-Azabawy, O.E. et al. Comparison between methacrylate copolymers and their magnetite nanocomposite as pour point depressant for lubricating base oil. Discov Appl Sci 6, 69 (2024). https://doi.org/10.1007/s42452-024-05686-8
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-024-05686-8