
Abstract
The manufacturing by thermocompression of flax fiber composites requires a good understanding of process parameters. This work focuses on the influence of key parameters in the manufacture of quality unidirectional flax/polypropylene composites by thermocompression. To this effect, a number of matrix and process parameters have been studied and ranked according to their influence on composite morphology and tensile properties. Among tested parameters, process time and temperature tend to decrease tensile strength as they increased from 3 to 11 min and from 180 to 200 °C. As a result, decrease of cooling speed from 15 to 5 °C min−1 also decreased tensile strength. Temperature of 180 °C also led to composites with no dispersion of fibers. Using a compatibilized agent, maleic anhydride grafted polypropylene (PP), also increased tensile strength of composites. Increasing its percentage from 3 to 5% increased tensile properties in the 90° direction. Pressure had no significant effect on mechanical properties, though lower pressures increase fiber dispersion.
Article Highlights
-
Consolidation time and temperature have major effect on tensile strength and fiber dispersion in the matrix.
-
Process temperature influences flax fiber components degradation from 190 °C.
-
Pressure, in the tested range, does not influence mechanical properties but has an effect on fiber dispersion.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Nowadays, a large majority of the produced structural composites are composed of non-renewable resources such as synthetic fibers with a thermoset matrix. However, due to environmental concerns, public opinions and governments push towards the development of a sustainable society; laws to reduce environmental impact of produced materials are voted. Some industries, such as the automotive, the packaging and the building industries are particularly impacted by these new regulations. For example, in 2008, the 2008/98/EC Directive increased the amount of non-hazardous demolition wastes to recycle at 70% minimum, with an implementation date of 2020. This obligation led the building industry to actually recycle 80% by weight of its non-hazardous wastes.
Vegetal fibers possess advantages that foster researchers to use them in composites [1]. They can be locally produced and are 40 to 60% less dense than glass fibers [2]. Among vegetal fibers, flax fibers are very interesting since they have specific mechanical properties close to glass [3]. However, some drawbacks limit their use: some of their components are highly hydrophilic which reduces their usability in outdoor applications [4, 5]. In addition, temperature has an impact on fiber degradation. As Bourmaud et al. [6] highlights in their review, flax fiber amorphous polymers such as pectins and hemicelluloses degrade at temperatures around 180 °C. This leads to reduced mechanical properties of flax fibers. After 15 min of exposition to 180 °C, Van de Velde and Baetens [7] observed a loss of up to 11% of tensile stress and up to 18% of tensile strain of their fibers. Similarly, Gassan and Bledzki [8] observed a loss of 10% of fiber tenacity after 2 h at 170 °C. Bourmaud et al. [9] observed a severe loss of strength at break of the fibers of 32.8% and 64.8% after an exposure to temperatures of 210 and 250 °C for 8 min. Such losses of mechanical properties [7,8,9,10] is an issue when manufacturing thermoplastic composites due to their comparatively high melting temperature.
To manufacture sustainable materials, thermoplastics are preferred. Unlike thermoset polymers, they can be reprocessed and easily recycled. Among the most commonly used and recycled polymers, polyethylene and polypropylene (PP) are particularly advantageous to manufacture vegetal fiber composites, thanks to their low process temperatures.
Environmental considerations on materials are not the only key driver to decide how to manufacture a good structural composite. While performance of a composite is highly dependent on its components, it is also influenced by its manufacturing process. When manufacturing flax fiber reinforced thermoplastic composites using thermocompression, several steps must be taken into account: (i) the preparation of the initial materials (conditioning, compounding of the matrix…), (ii) the use of specific molding pressure, temperature and duration during the consolidation step and (iii) the cooling step following consolidation. Obtaining good morphology and mechanical properties requires optimization each of these three steps.
One of the issues of thermoplastic reinforced with flax composites is the quality of their interface. Due to their hydrophilic nature, flax fibers tend to have a poor interface with hydrophobic polymers such as PP [11, 12]. The interface presents no chemical interactions. For this reason, many authors have studied the improvement of flax/PP interface using fiber or matrix treatments such as alkaline treatments [13]. Alkaline treatment increases surface roughness by removing hydrogen bonding—though other elements covering the fiber surface such as lignin, wax and oil are also affected by this treatment. Another possibility is the incorporation of maleic anhydride grafted polypropylene (MAPP) [14, 15]. The maleic anhydride reacts with the hydroxyl groups of the fiber, forming ester links, but also tangles itself with the polymer matrix [16]. These interactions improve the interface. In case of unidirectional flax/PP composite, Merotte et al. observed a 115% improvement of interfacial shear strength (IFSS) of the fiber/matrix interface when using 4% of MAPP [17]. Arbelaiz et al. [18] have observed, for short fiber composites containing 30 wt% of flax, an optimal concentration of coupling agent of 3 to 5% depending on the length of the PP chain the maleic anhydride is grafted on. This optimal concentration leads to an increase of tensile strength from 30 to 40%.
Another issue when manufacturing flax/thermoplastic composites by thermocompression is the selection of parameters for the consolidation phase: pressure, temperature and duration of thermocompression. These parameters usually depend on the viscosity and melting temperature of the matrix [19] and the fiber’s sensitivity to temperature as well as its wettability by the matrix [20].
High process temperatures are an issue due to fiber degradation [6]. The degradation of the flax fibers reduces their mechanical properties and, as a result, those of the manufactured composites [21, 22]. For example, Rokbi et al. [23] observed a loss of 40% of tensile strength when increasing process temperature of plain weave jute/PP composites from 190 to 250 °C. Alternatively, if the temperature is too low, the matrix is too viscous to allow impregnation of fibers [24, 25]. When processing plain weave flax/PP composites at 175 °C, Dobah et al. [22] observed that elastic modulus and tensile strength of composites were lowered by 50% when compared to composites manufactured at 185 °C.
Consolidation pressure has significant influence on the composite’s morphology. The use of higher pressures allows to reduce porosity content and obtain better mechanical properties [22, 26]. In particular, Ramakrishnan et al. [27] when manufacturing commingled flax/PP composites using fast induction-heated compression moulding at various temperatures and duration of consolidation phase have observed a decrease of porosity content from 3.5% down to 1.1% when comparing composites manufactured at 20 or 40 bars. However, authors who studied a wider range of pressures observed an optimal pressure: when exceeded, mechanical properties drop due to damage to the fibers. For Medina et al. the optimal pressure is 5 MPa for an mat hemp/acrylic composite manufactured under vacuum [28]. For Rubio-Lopez et al. it is 32 MPa for woven flax fiber reinforced polylactic acid manufactured by thermocompression [29].
Consolidation duration is highly dependent on the previous parameters, particularly process temperature. Usually, increasing thermocompression duration lowers porosity content. It gives more time to eliminate voids present in the matrix that are due to air bubbles entrapped during the thermocompression process [30]. However, when considering the use of natural fibers, the thermal stability of the fibers must be taken into account and a balance between pressure, temperature and duration must be found. As a result, discrepancies in chosen temperature and duration are observed in literature [21, 22, 31, 32], some favor lower duration at high temperatures [9], others favor lower temperature for long period of time [23].
The effect of the cooling speed on the properties of flax fiber composites has not been widely studied [18, 29] and the values of cooling speeds largely vary in the literature from 1 °C min−1 [18] to 4 °C s−1 [15]. A faster cooling speed increases macroscopic mechanical properties of composites due to shorter exposition time to high temperatures [18, 27, 29].
As described in this introduction, the matrix and process parameters for manufacturing flax/thermoplastic composites used in the literature are extremely diverse. These studies allow to establish a relationship between the evolution of those parameters and their effect on morphology and mechanical properties of flax fiber composites. However, those studies can refer to different fiber types [13, 14, 24], disposition [17, 18, 20, 22, 32], matrix [6, 9, 12, 23, 28, 29, 33, 34] or processes [27, 35], leading to different behavior, in particular when it comes to fiber impregnation [35]. What is more, fiber dispersion in unidirectional composites is seldom studied.
This study focuses on the determination of the key parameters involved in the thermocompression of unidirectional flax/PP composites. To do that, the influence of MAPP percentage, the consolidation step and the cooling step on (i) the fiber and porosity content, (ii) the dispersion rate of fibers and (iii) the tensile properties of falx/PP composites are studied. Additionally, the level of influence of the porosity content and 0° tensile properties was ranked using an analysis of variance in order to determine the parameters that can be used to tune the manufactured composites’ properties. This study’s aim is to explore the influence of several parameters on the thermocopression of flax/PP composites not only by considering their mechanical properties, but also their impregnation and dispersion of fibers.
In the next section, we consider the materials and experimental methods used in this study. Section 3 presents the results obtained on composite’s morphology, and on mechanical properties. The results are described in the following order: time and temperature, MAPP content, pressure, then cooling speed and exit temperature. Section 4 summarizes the results and presents a conclusion to this study.
2 Materials and methods
2.1 Materials
Unidirectional (UD) fibers FlaxTape 110 supplied by Lineo are used in this study. Those fibers possess an area density of 110 g m−2 and a density of 1.51. The interest of using them is that, contrary to most UD fabric, they are not maintained by cotton sewing yarns, but by pectin. It is advantageous because sewing yarns interfere with the impregnation of the fabric by the matrix, leading to lower mechanical properties [34]. Before being manufactured in composites, flax fibers are conditioned for 1 week at 23 °C ± 1 °C and 50% ± 1% of relative humidity in a climatic chamber.
The PP used as the matrix is supplied by ExxonMobil (PP7064L1). It has a density of 0.9 g cm−3 and an MFI of 16 g 10 min−1 (230 °C – 2.16 kg). A MAPP is used as a coupling agent—the Polybond 3200—supplied by Addivant©. It has an MFI of 115 g 10 min−1 (190 °C–2.16 kg) and 0.8 to 1.2% of maleic anhydride. Films of 100 ± 5 µm were manufactured with 0, 3, 4 and 5% MAPP percentage using a calender extruder. The screw speed was 43.7 rpm, the temperature profile used for the extruder was: 175 °C for the feeding zone, 190 °C for the melting zone and 200 °C for the melting zone and die. The opening of the lip of the die was 0.5 mm.
The PP/MAPP formulations’ physicochemical characteristics and mechanical properties have been determined. Physico-chemical tests have been realized on the PP/MAPP films while mechanical tests were realized on dogbone specimen. Melt flow index was determined according to method B of ISO 1133-1:2011. Melting temperature and crystallinity were determined by differential scanning calorimetry. The cycle applied was a ramp of 10 °C min−1 from − 50 to 280 °C to samples of 13 ± 0.5 mg. Mn and Mw were determined by high temperature gel permeation chromatography equipped with three different detectors (refractive index, viscosimeter and light scattering). The eluent was 1,2,4-tri-chlorobenzene (TCB) stabilized by 0.025 wt% of butylhydroxytoluene (BHT). The PP samples were dissolved in TCB at 140 °C for 1 h before being filtered in a 1 µm pore size membrane. Finally, the mechanical tests were carried out according to ISO 527-1 on 1A specimen of the polymers at 1 mm min−1 for the tensile strength and modulus and at 5 mm min−1 for strain at break. The results of these analyses are presented in Table 1.
2.2 Manufacturing process
In this study, the influence of multiple parameters on the morphology and the tensile properties of flax/PP composites has been studied: (i) the use of a coupling agent, (ii) the percentage of coupling agent used, (iii) the consolidation temperature, (iv) consolidation duration and (v) consolidation pressure as well as (vi) the cooling speed and (vii) exit temperature of thermocompression.
The UD composites are manufactured using the film stacking method on a thermocompression press with a mold of 35 × 35 cm2. The mold possesses two opposite borders of 10 mm high in the direction perpendicular to the fibers to limit fiber disorientation by the matrix due to the application of an out-of-plane pressure. Composites that presented clear global or local warping of the fibers were removed from this study (Fig. 1). Thirteen PP films and twelve linen fiber films were stacked alternately to obtain a UD multi-layer composite.

Typical molded plate used in this study
The thermocompression cycle used is presented in Fig. 2. Chosen temperatures are 180, 190 and 200 °C. 200 °C is chosen to limit thermal degradation of fibers [8, 9] while 180 °C is chosen to ensure impregnation of fibers as preliminary tests demonstrated that, at 170 °C, fibers were not. Tested pressures are 10, 20 and 30 bars to limit damages to fibers due to crushing under pressure. Chosen values for duration of consolidation are 3, 7 and 11 min to allow low exposition time of the fibers to high temperatures and limit their degradation [7,8,9]. The cold unit maximum cooling speed was 15 °C min−1, which is why tested cooling speeds are 15 °C min−1 for the high speed and 5 °C min−1 for the low speed. The pressure is maintained until exit temperature (40 or 80 °C) is reached. Those exit temperatures are below the crystallization temperature of PP (115 °C) but can make an economical difference in process time.

Thermocompression cycles
Due to the fact that thermocompression was realized at controlled pressure, thickness of composites was not constant. Table 2 describes the fiber volume fraction and thickness of the manufactured composites.
2.3 Specimen preparation
Specimen are cut using a laser cut machine equipped with a CO2 laser. 60% of laser capacity is used with a speed of 15 mm s−1. Tensile specimen dimensions are chosen according to ASTM D3039 standard. Specimen are conditioned for at least 7 days at 23 °C and 50% RH in a climatic chamber before testing. Tensile specimens are equipped with flax/PP tabs glued using a Loctite SF770 primer and a Loctite 406 adhesive.
2.4 Characterization and testing
2.4.1 Determination of volumetric composition
The volumetric composition, in particular the porosity content of the obtained composites is measured according to ASTM D3171-99 standard. All tensile specimens of produced composites are weighed using a scale (precision of 0.005 g), their length is measured with a ruler (precision of 0.5 mm), their width with a numeric caliper (precision of 0.01 mm) and their thickness with a micrometer (precision of 0.005 mm). The formulas used to measure the volumetric composition are as follow:
where Wf is the fibers weight (g); Warea. the area weight of fabric (g m−2); N the number of plies; L the length of specimen (m); l the width of specimen (m); Vf the volumic fiber content (%); ρf the fiber density (g m−3); Vc the composite volume (m3); Vm the volumic matrix content (%); Wc the composite weight (g); ρm the matrix density (g m−3) and Vp the volumic porosity content (%).
2.4.2 Mechanical testing
Tensile tests are carried out according to ASTM D3039 on a test machine equipped with a load cell of 100kN and a mechanical extensometer with a gauge length of 50 mm. These tests are performed on two types of specimen: in the fiber direction (0°) and in the transverse direction (90°). Specimens at 90° were studied to assess the quality of the fiber/matrix interface. For each orientation, 6 specimens are tested. For the 0° tests, the crosshead speed is 2 mm min−1. For 90°, it is 1 mm min−1.
According to ASTM D3039, elastic modulus is calculated within strain ranged 0.1% to 0.3%. However, UD flax fiber composites have a bilinear behavior in this strain range as previously observed [8]. Thus, two moduli, calculated by linear regression, are used. E1 is located on the linear part before the inflection point while E2 is located after the inflection point, as presented in Fig. 3. Both moduli are calculated by a program that finds the line comprised of at least 50 points with the highest correlation coefficient in their respective location on the curve. The strain range of E1 and E2 varied depending on the specimen. For E1, it was comprised in the [0.01;0.13]% strain range and for E2 in the [0.2;1.12]% strain range. For a majority of the specimen, the strain range was [0.01;0.1]% for E1 and [0.5;1.12]% for E2.

Stress–strain curve of an UD flax/PP composite for specimen having an orientation of 0°
2.4.3 Microscopic observations
Microscopic observation of the specimen was conducted in order to study the impregnation, individualization, dispersion and homogeneity of the flax fibers in the matrix. Observation of the specimen is conducted on a numerical microscope. The images taken correspond to a portion of 7 × 2.5 mm of the composite. The image’s contrast is enhanced and a Gaussian blur applied. Then, a threshold allows the differentiation of fiber and matrix. The length of the images presented in this article show the whole thickness of the composite.
2.4.4 Thermogravimetric analysis
Thermogravimetric analyses are performed on flax fibers in order to evaluate the degradation of the fiber during process. For this purpose, flax fibers are heated to 180 °C, 190 °C and 200 °C under air, followed by an isotherm of 11 min.
2.4.5 Analysis of variance (ANOVA)
The influence of the studied parameters on the composites’ 0° tensile properties and porosity volume is assessed using an analysis of variance. This test is used to measure the significance of the variation of one entry parameter on the studied responses through the probability parameter P. P determines the probability of the variation of a parameter to be random. The smaller it is, the most significant the associated parameter. P parameter is calculated using the statistical computing software R©.
The level of influence is classified as null (X) or 1 to 3. Level 1 represents a low level of influence and level 3 a high level of influence. A parameter with a level 1 influence corresponds to 5% probability of the variability being random while a level 3 influence corresponds to 0.1% or lower probability.
3 Results
In this study, the different parameters studied were presented in Table 3. First, temperature (T) and duration of thermocompression (t) are studied simultaneously. For those parameters, MAPP content is fixed at 4% since it is a percentage commonly used in studies on long fibers composites [14, 17]. Then, MAPP content from 3 to 5% is studied. Next, pressure is investigated. Finally, cooling speed and exit temperatures are studied. This study aims to identify and select the optimal process parameters that result in the highest mechanical properties while maintaining dispersion of fibers of the composite and an economically efficient process. For this purpose, the experimental design approach was not chosen. The selection of parameters and the experiments carried out were based on the literature review and previous tests.
3.1 Influence of duration and temperature of process
The effect of time and temperature on morphological characteristics and mechanical properties were first studied.
3.1.1 Influence on the morphological properties
Porosity content of flax/PP composites for the tested temperatures and duration conditions is presented in Table 4. Porosity content did not vary significantly with time and temperature. In fact, variation of Vp was mostly within the range of standard deviation.
Figure 4 shows microscopic images of composites manufactured at 180 °C, 190 °C and 200 °C for 3, 7 and 11 min of consolidation. At 180 °C, the plies of matrix are clearly distinguished while at 190 °C and 200 °C, fibers are scattered in the matrix. It shows that, at 180 °C, the high viscosity of the PP limits the penetration of the matrix in the fiber network. This phenomenon is further enhanced when manufacturing composites for 3 min at 180 °C (Fig. 5) where a clear lack of impregnation of the flax fibers in the matrix is observed and there was formation of intra-bundle porosities in the fiber linen. At 190 °C, the dispersion of fibers increases when rising process duration from 3 to 7 min and then seems to stabilize between 7 and 11 min. Finally, at 200 °C, fibers seem to be well dispersed at 3 and 7 min. However, there appears to be an increase of matrix rich regions in the composite at 11 min, leading to a dispersion of the fibers that is not as homogeneous at 11 min as it is at lower process durations.

Non-thresholded (left) and thresholded (right) microscopic images of flax/MAPP/PP composite at different process conditions. White areas = fibers, black areas = matrix

Microscopic image (×500) of a flax/MAPP/PP composite manufactured at 180 °C, 3 min with enhanced contrast
It is interesting to notice that, at 180 °C, the thickness of the composite is higher for composites manufactured at 3 min (Table 2). The poor impregnation of the fibers in those conditions may be responsible for this higher thickness; due to the lack of interpenetration of the matrix in the fiber layer, both the matrix and the flax layers are thicker. At 190 °C, thickness and fiber content appear to be stable which is in accordance with the observed good dispersion of fibers at that temperature. Then, at 200 °C, there appears to be a reduction of thickness accompanied by an increase of fiber content when increasing process time from 3 to 7 and 11 min. This suggests that the decrease in homogeneity of fiber dispersion observed in Fig. 4 could be due to the fact that fibers have been moved by the flow of molten matrix at the higher process duration, leading to lower thickness and subsequent increase of fiber content.
Higher consolidation temperature and duration did not significantly affect porosity content. As a result, it was not considered an essential parameter in the ANOVA analysis (Table 5). At 180 °C, the temperature was too low and viscosity of matrix too high. This hindered fiber dispersion and enhanced formation of intra-bundle porosities. As a result, 180 °C is not recommended as process temperature. In order to investigate those results, mechanical properties of composites are studied.
3.1.2 Influence on mechanical properties
Figure 6 represents the influence of process temperature and duration on composite’s Elastic moduli—both E1 and E2 and tensile strength. While no significant effect of temperature or time can be observed on E1 and E2 of composites (Fig. 5a), significant variations of tensile strength can be noticed (Fig. 5b). With the exception of 180 °C, a drop of tensile strength is observed when increasing time and temperature. An increase of time from 3 to 11 min at 190 °C is responsible for a drop of tensile strength of 13%, and a drop of 22% at 200 °C. The drop of tensile strength at 200 °C and 11 min could be related to the appearance of local fiber disorientation due to matrix flow as seemed to be observed in Fig. 4. At 190 °C, there is no variation of thicknesses and fiber content or appearance of local fiber disorientation as process duration increases. For this reason, loss of tensile strength must be due to the increase of process time [21, 23].

Influence of molding time and temperature on a E1 and E2 modulus and b tensile strength
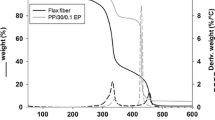
Figure 7 presents the mass loss measured by TGA analysis applied on flax fibers during the heating phase and the isotherm at 180, 190 or 200 °C. Most of the mass loss is due to water evaporation and happens during the heating phase. However, it is important to notice that for fibers heated to 190 and 200 °C, there appears to be an additional loss of mass above 180 °C. According to Van de Velde and Baetens [7]; this mass loss may be due to the degradation of pectins. What is more, Stamboulis et al. [36] had noticed an increase of 15 to 20% of tensile strength when increasing conditioning relative humidity of flax fibers from 33 to 66%. This increase of tensile strength is explained by the plasticizing effect of water. Moreover, the evaporated water may be entrapped in the matrix during process, reducing the quality of the interface by the formation of water-filled voids [37]. As a result, the combination of water evaporation and the degradation of the fiber may be the reason why tensile strength decreases with consolidation temperature and duration.

Thermogram of flax fibers when submitted to an increase of temperature to 180, 190 or 200 °C at a rate of 5 °C min−1
According to the ANOVA study in Table 5, temperature and time both proved to be highly influential parameters on tensile strength. Moreover, their synergistic effect is also a rank 3 parameter, which highlights the importance of choosing process duration according to process temperature. At 180 °C, there was no dispersion of the flax fibers in the matrix and at 200 °C an important drop in tensile strength is observed. So, among the tested temperatures, 190 °C seems to be more suitable. As for process duration, a lower duration is better since its increase leads to a drop of tensile strength. It is also the most economical solution. For these reasons, in following experiments, temperature and time are set to 190 °C and 3 min.
3.2 Influence of MAPP
The next studied parameter is MAPP content. Its influence on the morphology of composites and, subsequently, their mechanical properties is studied.
3.2.1 Influence on morphological properties
A drop of porosity content is observed when using MAPP. When no MAPP is used, porosity content is 5.1 ± 0.3. Using 3, 4, 5% of MAPP respectively reduces porosity content to 3.7 ± 0.5, 3.2 ± 1.1, 3.7 ± 0.8%. Use of MAPP most likely reduces interfacial voids in the composite due to better wetting of the flax fibers and, as a result, better interfacial adhesion. Unfortunately, microscopic observations did not allow to confirm this hypothesis.
Using coupling agents reduces the porosity content by improving interfacial adhesion. In order to confirm the effects of MAPP on the composite’s interface, mechanical properties at 0° and 90° are studied.
3.2.2 Influence on mechanical properties
Figure 8 represents the influence of MAPP content on the composites elastic modulus and tensile strength in the 0° direction. While no significant effect of coupling agent content can be observed on E1, an increase of 9% of E2 was observed when adding 3% of MAPP in the matrix (Fig. 8a). An increase of 13% of composite tensile strength was also observed (Fig. 8b). Further increase of coupling agent content from 3 to 5 wt% does not increase E2 or tensile strength. This is in accordance with results found in the literature when comparing UD flax/PP composites containing 0 and 4% of MAPP [17].

Influence of MAPP percentage on 0° a E1 and E2 modulus and b tensile strength of flax/PP composites
Tests on specimen with fibers oriented at 90° were carried out to better evaluate the influence of MAPP percentage on composite mechanical properties. Figure 9 shows the influence of MAPP content on composites’ elastic modulus and tensile strength in the 90° direction. Figure 9a presents an increase in elastic modulus of composites in the 90° direction, from 2.08 ± 0.21 GPa when no coupling agent was added to 2.36 ± 0.05 GPa, 2.61 ± 0.10 GPa and 2.48 ± 0.04 GPa respectively for 3, 4 and 5 wt% of MAPP. In Fig. 9b, an increase of tensile strength of 40% (from 6 to 10 MPa) is observed with 3 wt% of MAPP, increasing amount of coupling agent leads to further increase of tensile strength up to 11.5 MPa at 5 wt%. This reveals that further addition of MAPP promotes the enhancement of the fiber/matrix interface quality.

Influence of MAPP percentage on a elastic modulus and b tensile strength of flax/PP composites at 90°
The addition of 3 wt% of MAPP to the matrix improves the fiber/matrix adhesion. As a result, in the 0° direction, the elastic modulus E2 improves by 9% and the tensile strength by 13% by adding 3 wt% of coupling agent. Further addition of MAPP from 3 to 5 wt% does not have significant effect on composite’s morphology or mechanical properties at 0°. For this reason, the ANOVA (Table 5) considered MAPP content to be a relevant parameter on both elastic modulus and tensile strength at 0° at a level of 2 and 3 respectively. Mechanical properties in the 90° direction showed improvement through the use of a higher percentage of coupling agent, proving that amount of MAPP did improve the quality of the interface. According to Qiu et al. [35], a critical amount of coupling agent can be determined, at which its interaction with natural fibers is the strongest. Above that value, the concentration of MAPP is too high at the interface and the PP chains of the compatibilizer entangle themselves with each other rather than with the matrix, resulting in fiber pull out as the main fracture mechanism. In this study, observations at 90° prove that this critical value is at least 5 wt%. As a result, 5 wt% of MAPP is chosen as the optimal value in this study.
3.3 Influence of consolidation pressure
The consolidation step of the manufacturing process has previously been studied through its temperature and duration. In this section, the pressure applied to the composite with 5% of MAPP is studied.
3.3.1 Influence on morphological properties
A decrease of porosity content is determined when increasing consolidation pressure. At 10 bars, porosity content is 5.1 ± 1.1% and drops to 3.7 ± 0.8% at 20 bars and 3.7 ± 0.5% at 30 bars. This tendency can be explained by the fact that higher pressure helps with the evacuation of gas embedded in the composite during the process. Another possibility is that at higher pressures, fiber lumen can be either crushed or penetrated by the polymer resin during the process. This decrease in porosity content is accompanied by a drop of thickness of 2.27 ± 0.01 mm at 10 bars to 2.13 ± 0.04 mm at 20 bars and 2.1 ± 0.04 mm at 30 bars and an increase of fiber content from 38.5 ± 0.2% at 10 bars to 40.6 ± 0.8% and 41.4 ± 0.7%. This evolution of thickness and fiber content further suggests that a higher compaction rate is obtained at higher pressures.
Figure 10 presents the results of microscopic images analysis. Studied data are the number (N) and area (S) of fiber bundles as a function of the consolidation pressure. Microscopic analysis showed that increased pressure leads to decreased dispersion of the fibers in the composite as number of bundles decreased while area of bundles increase. This lower dispersion of fibers may be due to a decrease in fiber permeability or to the higher compaction rate of fiber bundles at higher pressures [38, 39].

Number (N) and area (S) of fiber bundles measured by microscopic analysis as a function of consolidation pressure
The influence of pressure on composite’s morphology shows a dual effect. Increasing pressure will result in lower porosity content but also lower fiber dispersion in the matrix. Though, similarly to the effect of MAPP, the decrease in porosity content was not enough for pressure to be considered a relevant parameter in the ANOVA (Table 5). In order to determine which pressure is the most appropriate to these composites’ process, the mechanical properties are studied.
3.3.2 Influence on mechanical properties
Table 6 presents the influence of pressure on composites’ elastic moduli and tensile strength in the 0° direction. Despite the variation of morphological properties, there is no significant changes to mechanical properties. It is due to the fact that for the studied composites, a pressure of 30 bars most likely does not physically damage the fibers and lower their mechanical properties.
Consolidation pressure shows no effect on mechanical properties despite the small influence observed on composite morphology. In following experiments, the pressure is set at 20 bars to manufacture composites as the porosity content is lower than at 10 bars.
3.4 Influence of cooling speed and exit temperature
After the pressure, in this section, the influence of the cooling step, at 5 or 15 °C min, and the exit temperature of the composite, at 40 or 80 °C, is studied.
3.4.1 Influence on morphological properties
At a speed of 15 °C min−1, porosity content was 3.7 ± 0.8 with an exit temperature of 40 °C and 3.7 ± 1.5 at 80 °C. At 5 °C min−1, porosity content was 5.3 ± 0.6 at 40 °C and 5.3 ± 1.4 at 80 °C. Exit temperature of 40 or 80 °C proved to have no effect on porosity content, while cooling rate had a high influence. This consistent change of porosity content with cooling speed at both exit temperatures made cooling speed a parameter of rank 3 on porosity content (Table 5). One possible explanation for the increase of porosity could have been an increase of PP crystallinity, in particular in the transcrystalline layer at the interface; however, DSC tests showed that all composites presented a similar crystallinity at 41 ± 1%. So, the measured increase of porosity content is due to the slower decrease of temperature that favors the formation of volatile sub-products from water evaporation or degradation fiber’s constituents such as pectin [6, 7].
3.4.2 Influence on mechanical properties
As previously observed for porosity content, exit temperature of 40 or 80 °C does not seem to influence mechanical properties. At the same time, decreasing cooling speed from 15 to 5 °C min−1 generates a very small decrease of moduli and a larger decrease of tensile strength from 281 ± 9 to 258 ± 4 MPa at an exit temperature of 40 °C and from 276 ± 9 to 262 ± 11 MPa at an exit temperature of 80 °C. This decrease is due to longer exposition time to temperatures higher than 180 °C during cooling. This leads cooling speed to be a rank 1 parameter for E1 and E2 and of rank 3 for tensile strength.
Exit temperature, when lower than the crystallization temperature of the polymer matrix, does not influence structural and mechanical properties of the composite. However, lower cooling speed will result in longer exposition to high temperatures and negatively impact both microstructure and mechanical properties of the composite. In industrial processes, a shorter duration process is economically interesting. Therefore, the highest cooling speed or 15 °C min−1 is preferred for both mechanical properties and porosity content.
4 Conclusion
The aim of this study was to provide a better understanding of the impact of several key parameters on the morphological and mechanical properties of manufactured unidirectional flax/PP composites by thermocompression. The influence of six parameters was studied. The impact of those parameters on porosity content and 0° tensile properties was analyzed using an ANOVA and ranked by order of importance. In terms of porosity content, cooling speed appeared to be the most crucial parameters. While MAPP content and pressure seemed to lower porosity content, the variation was not considered as significant. In terms of E1 modulus, the cooling speed was the only parameter that showed an influence on its variation. For E2, once again, cooling speed proved to be a parameter of small influence and MAPP content appeared to have a rank 2 influence. Finally, MAPP content, cooling speed, time, temperature and their synergistic effect proved to be a rank 3 parameter on tensile strength. MAPP improves the quality of the interface, leading to better mechanical properties. As for cooling speed, time and temperature, those parameters had an effect on fiber degradation when they spent more time at higher temperatures, leading to a decrease of mechanical properties of composites. In order to obtain flax/PP composites with good mechanical properties, one has to be particularly attentive to parameters related to temperature and time spent at high temperatures as those are the most influent parameters. Pressure, while proving to be a parameter of small influence on porosity content and mechanical properties in this study, had an impact on the dispersion of fibers. Lower pressures lead to better dispersion of the fibers in the matrix. This is interesting, because it means that, when a better dispersion of the fibers is needed, changing the pressure might affect the dispersion without affecting the mechanical properties.
So in this study, the optimal process parameters that result in the highest mechanical properties while maintaining dispersion of fibers of the composite and an economically efficient process are: a composite with 5 wt% of MAPP, a thermocompression temperature at 190 °C during 3 min, a cool down temperature speed of 15 °C/min, an exit temperature of 80 °C and an applied pressure of 20 bars.
While this paper has not studied an exhaustive list of parameters, it constitutes a useful database on the manufacturing of flax/PP composites by thermocompression, in particular, few other studies have considered the performance of such composites in terms of fiber dispersion.
Data availability
The datasets generated during and/or analysed during the current study are available from the corresponding author on reasonable request.
References
Bourmaud A, Baugrand J, Shah DU, Placet V, Baley C (2018) Towards the design of high-performance plant fiber composites. Prog Mater Sci 97:347–408. https://doi.org/10.1016/j.pmatsci.2018.05.005
Saheb SN, Jog JP (1999) Natural fiber polymer composites: a review. Adv Polym Technol 18:351–363. https://doi.org/10.1002/(SICI)1098-2329(199924)18:4%3c351::AID-ADV6%3e3.0.CO;2-X
Brouwer WD (2000) Natural fibre composites: where can flax compete with glass? SAMPE J 36(6):18–23
Baley C, Morvan C, Grohens Y (2005) Influence of the absorbed water on tensile strenght of flax fibers. Macromol Symp 222:195–201. https://doi.org/10.1002/masy.200550425
Célino A, Fréour S, Jacquemin F, Casari P (2013) Characterization and modeling of the moisture diffusion behavior of natural fibers. J Appl Polym Sci 130:297–306. https://doi.org/10.1002/app.39148
Bourmaud A, Shah DU, Beaugrand J, Dhakal HN (2020) Property changes in plant fibres during the processing of bio-based composites. Ind Crops Prod 154:112705–06. https://doi.org/10.1016/j.indcrop.2020.112705
Van de Velde K, Baetens E (2001) Thermal and mechanical properties of flax fibres as potential composite reinforcement. Macromol Mater Eng 286:342–349. https://doi.org/10.1002/1439-2054(20010601)286:6%3c342::AID-MAME342%3e3.0.CO;2-P
Gassan J, Bledzki AK (2001) Thermal degradation of flax and jute fibers. J Appl Polym Sci 82:1417–1422. https://doi.org/10.1002/app.1979
Bourmaud A, Le Duigou A, Gourier C, Baley C (2016) Influence of processing temperature on mechanical performance of unidirectional polyamide 11-flax fibre composites. Ind Crops Prod 84:151–165. https://doi.org/10.1016/j.indcrop.2016.02.007
Gourier C, Le Duigou A, Bourmaud A, Baley C (2014) Mechanical analysis of elementary flax fibre tensile properties after different thermal cycles. Composites Part A 64:159–166. https://doi.org/10.1016/j.compositesa.2014.05.006
Graupner N, Rossler J, Ziedmann G, Mussig J (2014) Fibre/matrix adhesion of cellulose fibres in PLA, PP and MAPP: a critical review of pull-out test, microbond test and single fibre fragmentation test results. Composites Part A 64:133–148. https://doi.org/10.1016/j.compositesa.2014.04.011
Le Duigou A, Bourmaud A, Gourier C, Baley C (2016) Multi-scale shear properties of flax fibre reinforced polyamide 11 biocomposites. Composites Part A 85:123–129. https://doi.org/10.1016/j.compositesa.2016.03.014
Suardana NPG, Piao Y, Lim JK (2011) Mechanical properties of hemp fibers and hemp/PP composites: effects of chemical surface treatment. Mater Phys Mech 11:1–8
Keener TJ, Stuart RK, Brown TK (2004) Maleated coupling agents for natural fibre composite. Composites Part A 35:357–362. https://doi.org/10.1016/j.compositesa.2003.09.014
Ramesh M (2019) Flax (Linum usitatissimum L.) fibre reinforced polymer composite materials: a review on preparation, properties and prospects. Prog Mater Sci 102:109–166. https://doi.org/10.1016/j.pmatsci.2018.12.004
Zhou Y, Fan M, Chen L (2016) Interface and bonding mechanisms of plant fibre composites: an overview. Composites Part B 101:31–45. https://doi.org/10.1016/j.compositesb.2016.06.055
Merotte J, Le Duigou A, Kervoelen A, Bourmaud A, Behlouli K, Sire O et al (2018) Flax and Hemp nonwoven composites: the contribution of interfacial bonding to improving tensile properties. Polym Test 66:303–311. https://doi.org/10.1016/j.polymertesting.2018.01.019
Arbelaiz A, Fernandez B, Ramos JA, Retegi A, Llano-Ponte R, Mondragon I (2005) Mechanical properties of short flax fiber bundle/polypropylene composites: Influence of matrix/fibre modification, fiber content, water uptake and recycling. Compos Sci Technol 65:1582–1592. https://doi.org/10.1016/j.compscitech.2005.01.008
Simeoli G, Sorrentino L, Touchard F, Mellier D, Oliviero M, Russo P (2019) Comparison of falling dart and Charpy impacts performances of compatibilized and not compatibilized polypropylene/woven glass fiber composites. Composites Part B 165:102–108. https://doi.org/10.1016/j.compositesb.2018.11.090
Cantero G, Arbelaiz A, Llano-Ponte R, Mondragon I (2003) Effects of fibre treatment on wettability and mechanical behaviour of flax/polypropylene composites. Compos Sci Technol 63(9):1247–1254. https://doi.org/10.1016/S0266-3538(03)00094-0
Bhanu Kiran G, Suman KNS, Mohan Rao N, Uma Maheswara Rao R (2011) A study on the influence of hot press forming process parameters on mechanical properties of green composites using Taguchi experimental design. Int J Eng Sci Technol 3(4):253–263. https://doi.org/10.4314/ijest.v3i4.68557
Dobah Y, Zampetakis I, Ward C, Scarpa F (2020) Thermoformability characterisation of Flax reinforced polypropylene composite materials. Composites Part B 184:107727. https://doi.org/10.1016/j.compositesb.2019.107727
Rokbi M, Khaldoune A, Sanjay MR, Senthamaraikannan P, Ati A, Siengchin S (2020) Effect of processing parameters on tensile properties of recycled polypropylene based composites reinforced with jute fabrics. Int J Lightw Mater Manuf 3(2):144–149. https://doi.org/10.1016/j.ijlmm.2019.09.005
Khanlou HM, Woodfield P, Summerscales J, Hall W (2017) Consolidation process boundaries of the degradation of mechanical properties in compression moulding of natural-fiber bio-polymer composites. Polym Degrad Stab 138:115–125. https://doi.org/10.1016/j.polymdegradstab.2017.03.004
Van de Velde K, Kiekens P (2003) Effect of material and process parameters on the mechanical properties of unidirectional and multidirectional flax/polypropylene composites. Compos Struct 62:443–448. https://doi.org/10.1016/j.compstruct.2003.09.018
Aslan M, Mehmood S, Madsen B (2013) Effect of consolidation pressure on volumetric composition and stiffness of unidirectional flax fiber composites. J Mater Sci 48:3812–3824. https://doi.org/10.1007/s10853-013-7182-3
Ramakrishnan KR, Le Moigne N, De Almeida O, Regazzi A, Corn S (2019) Optimized manufacturing of thermoplastic biocomposites by fast induction-heated compression moulding: Influence of processing parameters on microstructure development and mechanical behavior. Composites Part A 124:105493. https://doi.org/10.1016/j.compositesa.2019.105493
Medina L, Schledjewski R, Schlarb AK (2009) Process related mechanical properties of press molded natural fiber reinforced polymers. Compos Sci Technol 69:1404–1411. https://doi.org/10.1016/j.compscitech.2008.09.017
Rubio-Lopez A, Olmeda A, Diaz-Alvarez A, Santiuste C (2015) Manufacture of compression moulded PLA based biocomposites: a parametric study. Compos Struct 131:995–1000. https://doi.org/10.1016/j.compstruct.2015.06.066
Leterrier Y, G’Sell C (1994) Formation and elimination of voids during the processing of thermoplastic matrix composites. Polym Compos. https://doi.org/10.1002/pc.750150203
Mat Kandar MI, Akil HM (2016) Application of design of experiment (DoE) for parameters optimization in compression molding for flax reinforced biocomposites. Procedia Chem 19:433–440. https://doi.org/10.1016/j.proche.2016.03.035
Zuhudi NZM, Minhat M, Shamsuddin MH, Isa MD, Nur NM (2017) Optimum processing parameters for the fabrication of twill flax fabric-reinforced polypropylene (PP) composites. AIP Conf Proc. https://doi.org/10.1063/15010467
Cadu T, Berges M, Sicot O, Person V, Piezel B, Van Schoors L et al (2018) What are the key parameters to produce a high-grade bio-based composite? Application to flax/epoxy UD laminates produced by thermocompression. Composites Part B 150:36–46. https://doi.org/10.1016/j.compositesb.2018.04.059
Clement G (2016) Contribution à l’étude de matériaux biocomposites à matrice thermoplastique polyamide-11 et renforcés par des fibres de lin. PhD dissertation, Université de Bretagne Sud
Qiu W, Zhang F, Endo T, Hirotsu T (2003) Preparation and characteristics of composites of high-crystalline cellulose with polypropylene: effects of maleated polypropylene and cellulose content. J Appl Polym Sci 87(2):337–345. https://doi.org/10.1002/app.11446
Stamboulis A, Baillie CA, Peijs T (2001) Effects of environmental conditions on mechanical and physical properties of flax fibers. Compos A Appl Sci Manuf 32(8):1105–1115. https://doi.org/10.1016/S1359-835X(01)00032-X
Moudood A, Hall W, Ochsner A, Li H, Rahman A, Francucci G (2019) Effect of moisture in flax fibres on the quality of their composites. J Nat Fibers 16(2):209–224. https://doi.org/10.1080/15440478.2017.1414651
Madsen B, Lilholt H (2003) Physical and mechanical properties of unidirectional plant fiber composites—an evaluation of the influence of porosity. Compos Sci Technol 63:1265–1272. https://doi.org/10.1016/S0266-3538(03)00097-6
Kim SH, Park CH (2017) Direct impregnation of thermoplastic melt into flax textile reinforcement for semi-structural composites parts. Ind Crops Prod 95:651–663. https://doi.org/10.1016/j.indcrop.2016.11.034
Funding
This work was supported by the French Bourgogne Regional Council.
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception and design. Material preparation, data collection and analysis were performed by Agnes Mattlet. The first draft of the manuscripts was written by Agnes Mattlet and all authors commented on previous versions of the manuscript. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no relevant competing financial or non-financial interests to disclose.
Ethical approval
This article does not contain any studies with human participants or animals performed by any authors.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Mattlet, A., Sicot, O., Van Schoors, L. et al. Influence of processing and matrix parameters on the manufacturing of unidirectional flax/polypropylene composites. SN Appl. Sci. 5, 314 (2023). https://doi.org/10.1007/s42452-023-05457-x
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-023-05457-x