
Abstract
The current study strives to improve the precision and accuracy of a die and reduce unnecessary production steps. Upset cold forging for thick coin-like carbon steel parts were studied and redesigned for a single operation. The slug used in this experiment was an annealed AISI 1020 carbon steel bar sheared into cylinders having a height to diameter ratio (h0/d0) of 2.07. The design problem is to prevent an inclined slug surface due to surface roughness when it is loaded in the die cavity. The redesigned die is semi-closed with a fixed support at a position 0.25 of the initial height of the slug. Six springs were employed to set the start-to-finish position during forging. The results showed that slugs with rough and uneven surfaces, with an h0/d0 ratio of 2.07, could successfully undergo a single forging. Furthermore, the upset forged coin was designed to have a straight 2.4 mm outer edge, providing area for a set of mechanical fingers to grasp the workpiece during transfer to subsequent steps in the work process of a vertical and/or horizontal forging die set.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The forging industry has become increasingly involved with producing complex upset parts applying new processes with rigorous standards. Much research has been conducted to examine the capacity of metals for cold forging, warm forging and hot forging. The primary problem is to find a suitable die design, which is the first step of production. This is especially true when multiple steps are employed using established procedures, or when several machines are used for one part. When the die design is suitably developed and the slug shape and size are close to those of the final workpiece dimensions, the number of production steps and associated costs are reduced [1,2,3]. In upset forging, which is the first step of multi-stage forging, many factors are considered to design a die suitable for a desired workpiece. These factors include the maximum upset ratio for one operation and two operations, 2.6 and 4.5, respectively [1]. The recommended upset ratios for various processes are as follows. For one cold upset forging operation (single-stroke process), two operations (two-stroke process), three operations (three-stroke), multi-stroke operations (more than three strokes) with a whole die (limited by trouble arising during ejection) and multi-stroke operations (more than three strokes) with a split die, requires maximum upset ratios of 2.3, 4.5, 8.0, 10.0 and 20.0, respectively [2]. If lu (the upset length) and d (the diameter of the work material), upset forging without buckling is more likely at lu/d ratios of up to 2.3, if mild steel is used. Two and three upset forging processes would be required if this ratio was between 2.3 and 4.5 and between 4.5 and 8.0, respectively [3]. Therefore, the upset ratio has a very significant role in determining die design to select forging steps and to drive a die along a pressing path during forging to assure a material flow that completely fills the die. Removal of the workpiece also needs to be considered as well [4, 5].
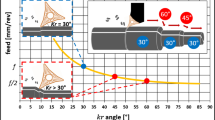
Additionally, die angle also affects the flow of material during forming. For example, at die design shoulder angles of 30°, 45° and 60° for a drive shaft, it is revealed that a die angle of 45° produces the most accurate and precise drive shaft [4]. Also, high precision cold forging of gears with three die angles, 90°, 120° and 140°, showed that greater angles resulted in poorer material flow [5]. Moreover, high surface roughness (Ra) at the slug/die interface affects the material flow and forging force required. A slug with surface roughness induces higher friction that contributes to poorer material flow and shorter die life [6]. However, at high temperatures and optimal friction, workpiece flow is improved with lower forging force [7]. Another important factor in the die design process is determination of the tolerance values of the die for high accuracy and precision. The die tolerance depends on each production process and surface roughness. There is a roughness/tolerance graph to determine the most suitable tolerance value for specific surface roughness [2].
Die design is a critical factor in forming operations. Poor design can lead to external and/or internal defects in the workpiece [1,2,3, 8]. For example, internal or external cracks were found in gas fitting parts that were caused by residual stress resulting from an unsuitable design of a multi-stage upset forging process [9]. Furthermore, the angle and radius of the die is also important. If they are too small, the material flow will be very poor, resulting in higher residual stress that may easily cause cracks and folds at the external surface [10,11,12,13]. Furthermore, internal cracks may be found in the workpiece [14,15,16]. Recently, there have been some improvements to the multi-stage upset forging processes to address the workpiece cracking issue using a finger tool to flip the billet upside down. This method diminished cracks on a gas filling part produced by a five-step upset forging process [9]. Once a pressing force is applied, the distribution and direction of metal flow must be investigated since mechanical properties, such as tensile and impact strength, are significantly affected by metal flow lines [17]. Therefore, when a sudden change occurs in the geometry of a material, the distribution of stress is considerably altered across the cross-section of the workpiece. Permanent deformation leads to work hardening by increased dislocation density and subsequent hardness of the workpiece [18, 19], which is a major cause of cracking and some other defects in cold forgings.
Using the above literature as a guide, the die used in the current research were of both the open and closed types. Most importantly, the slug surface was smooth and flat as this helped to keep the billets positioned upright with regard to surfaces of the upper and lower die. This contributed to meeting specimen requirements. However, there is no one-step cold forging die to achieve a thick coin-like workpiece with straight edges on the sides and with the slung as an uneven or non-parallel surface, because it will change the angle of the slug before the punch will press the slug into the dies. That will affect the defects in the part after forging. Therefore, this article presents a new design of a single-operation forging for shaping a thick coin-like workpiece by applying a new approach for a rough and uneven slug processed by shear cutting. It also involves a design that helps keep the slug upright with respect to the surfaces of the upper and lower die. Our research presents a one-step upset forging process to prepare a slug for a constant multi-stage forging process using a robot and/or finger tools instead of manpower for securing the workpiece. This is done to achieve the highest efficiency while decreasing production and labor costs. Inspection of internal and external defects was conducted.
2 Research methods
2.1 Preparation of specimens
The starting material consisted of AISI 1020 steel rods. Their chemical composition (mass fraction) was 0.2% C, 0.2% Si, 0.007% S, 0.02% P, 0.45% Mn, 0.01 Ni, 0.03% Cr and 0.044% Al. The tensile strength of the finished products was 49 kgf/mm2 (483 MPa) with a diameter of 10.00 ± 0.02 mm. The starting material underwent annealing and shear cutting to form slugs with a length of 20.70 mm, as shown in Fig. 1. They were forged into thick coin-like workpieces with a diameter of 18.25 mm and a thickness of 6.25 mm. The height of the straight outer edge was greater than or equal to 2.10 mm. This provided sufficient area for automatic fingers to grasp and move the workpieces to the next operation. The diameter of the bottom part of the workpiece was 10.00 mm with an inclined edge angle of 8° from a line perpendicular workpiece diameter, 18.25 mm, as shown in Fig. 1b.

Dimensions of a initial slug and b upset forged workpiece
2.2 Die design
Permissible deformations must be considered in the design of a closed forging die for a single-forging operation, as depicted in Fig. 1. Two criteria were considered. The first was measuring the extent of deformation, while the second was the reduction ratio of the upset portion of the workpiece as a function of the applied force [1].
Measurement of the extent of deformation is done to ensure deformability and maximum upset strain \(({\varepsilon }_{p})\), degree of upsetting \({(\varphi }_{\mathrm{p}}),\) upset ratio \((S)\) and upset force (F) according to Eqs. (1–3). [1]
The upset ratio is the initial stock length (\({h}_{0}\)) in mm divided by the initial diameter (\({d}_{0}\)) in mm. This parameter is used to determine the degree of upset.
Upset forging force [1] can be calculated from
where F is the upset force in N, A1 is surface area after upset forging in mm2, kstr1 is flow stress at the end of upset forging in N/mm2, \(\upmu \) is coefficient of friction (\(\upmu \)= 0.1 to 0.15), \({h}_{1}\) is specimen length after upset forging in mm, and \({d}_{1}\) is the diameter after upset forging in mm.
The \({\varphi }_{\mathrm{p}}\) value for AISI 1020 is around 1.3 to 1.5. For open die forging, S must be less than or equal to 2.6 [1]. In the current study, the upset ratio is 2.07. Figure 2 shows the results of the present work. Figure 2a shows the geometry of the newly designed upset die. It has a slot with a height X that is approximately 25% of the initial height of the slug (0.25 h0) or 0.25 × 20.7 = 5.18 mm. Its die diameter is the slug diameter plus 0.03 mm, as shown in Fig. 2b. Six springs are used to adjust the die to its maximum height before upset forging. The length of coil spring collapse, Y, is equal to the length of die movement as it is lowered from the height of the die holder, Z (3.4 mm). For safe operation, there must be a 1 mm gap between the punch and die. Figure 2c shows the design tolerance of the pin is − 0.07 to − 0.03 mm. Components of the die used in the experiment are shown in Table 1.

Die design for a upset die forging, b die tolerance, and c pin tolerance
2.3 Upset forging process
Upset forging was performed using a machine press (Model TS-25, Taksin, Bangkok, Thailand). The slugs, with a diameter of 10 mm, shearing length of 20.7 mm and a weight of 12.56 g, underwent annealing and phosphate soap coating. Figure 3a shows the designed punch and die. A slug is put into the die forging apparatus. The upper portion of the apparatus in Fig. 3b is the punch while bottom portion is a die with springs to adjust the workpiece position. The maximum applied force was 390.98 kN. Positioned and ready-to-use dies are shown in Fig. 3b. Figure 3c illustrates the specimen after upset forging.

Upset forging process, a upsetting die, b positioned slug of annealed AISI 1020, c upset forged specimen
2.4 Internal and external defect inspection
Penetrant testing (PT) was conducted to detect surface cracks. This testing relies upon capillary action using a PT solution that meets the ASTM E165 standard. It requires three steps: pre-cleaning using the penetrant for 5 min, followed spraying a developer to remove the penetrant on the surface, and visual crack inspection. Penetrant testing was used by Huang et al. to locate internal cracks in an original process and to verify that there were no cracks resulting from a new process [9].
2.5 Metallography
The specimens were cut in half and mechanically ground using 200–1200 grit sandpaper to investigate flow lines. Then, the specimens were soaked in a boiling Nital solution (66.67% nitric acid: 33.33% H2O, a 1:3 ratio) for 7–12 min. Microstructural analysis of these samples, after exposure to 2% nitric acid in ethanol, was performed using optical microscopy (Olympus BX60, Olympus Optical Co., Ltd., Tokyo, Japan).
2.6 Hardness testing
Hardness was measured in hardness Rockwell scale B by a Rockwell hardness testing machine (ERGOTEST DIGI 25 RS, GALILEO Durometria, Antegnate, Italy) using randomly selected specimens. The testing positions are shown in Fig. 4. Reported results for each position are the averaged values of three specimens.

Hardness testing positions across the cross-sectional area of the specimens
3 Results and discussion
3.1 Upset forged specimens
Images of the forged samples of the current study are shown in Figs. 5 and 6. It was found that the workpieces achieved the correct specified dimensions, as detailed in Fig. 1b. The slugs shown in Fig. 5 have an upset ratio (h0/d0) of 2.07, which is a good proportion for a one-step upset forging process and met the advised upset ratio maximum of 2.60 [1, 20] Bending or laps and folds in the workpieces were not found. After forging using this new semi-closed die, the outer edge of the workpiece was straight with an average height of 2.40 mm, which complies with the condition in Fig. 1b that this straight edge is should be not less than 2.10.

Successfully forged specimens showing a slug and b smooth edges on the forged part

Dimensions of the upset forged specimens
3.2 The new die design
In practice, slugs were cut to length using shearing [21] or band saw [22, 23]. During shear, the cut surface was often slanted, due improper clearance, increasing the burring. When the slug is inserted into the positioning hole of the die, it is kept vertically upright by both the upper and lower die, as shown in Fig. 7. The size of the positioning die hole must not be greater than 0.03 mm larger than the slug size (\({\mathrm{d}}_{\mathrm{Die}}\) ≤ \({\mathrm{d}}_{\mathrm{Slug}}\) + 0.03). In other experiments using upset forging to form coin and dish shapes or compression tests [24, 25], the upset with rough upper and lower die [26], produce slugs with straight-surface edges. If the surface of a slug is not perpendicular to the direction of the applied force, failure may occur [12, 20]. The slanted surface after shearing often required a turned face and/or ground surface, which increases production costs and time.

The characteristic position of a slug and final part for upset forging
3.3 Importance of the new die design
Figure 8 shows a new design of a one-step upset forging die for a thick coin-like workpiece. This die is especially designed for high precision and safe performance. It has not ever been produced before or discussed in the literature. Its advantage is that it is a combination of open and close dies. The dominant feature is that the slug stands upright as this semi-closed die provides a hole for slug-insertion (shown as L is the pre-forging position is designed to be approximately 25% of the initial part length Fig. 7). This feature is not found in an open die or a closed die. It is to keep the slug securely in place during the upset forging process, achieving precise values of d, h, and h1. Figure 9a shows the characteristics of open-die forging. In open-die forging, the issue that needs to be address is that the surface of the slug must be smooth and flat when placing it on the die surface. Otherwise, the slug will lean and then bending as well as laps and folds may form in the final workpiece. Also, the d1 value will be difficult to control as the material flows freely, in accordance with the characteristic of an open die. Figure 9b shows a closed die that has the same issue as that of an open die and is at risk of having the punch collide with the die. The surface of the slug is improved by the redesigned die. Certainly, there is no crash in the designed die in this research as the closest distance between punch and die is 1 mm regardless of how much it moves during operation. More importantly, the punch does not enter the die hole as it would in a closed die.

New design of an upset forging die

Die design a an open upset forging die and b a closed upset forging die
3.4 Benefits of a straight surface of the forged specimen
A sulg with a flat edge is crucial for continuous operation of a multi-station automatic part-forming machine (Fig. 10a) and automatic machine presses (Fig. 10b). This is even true for a manual upset forging processes using robots and finger tools to grasp and move workpieces to subsequent positions, as shown in Fig. 10a, b. More area results for robot fingers to grasp workpieces, resulting in more precise and efficient operation.

Characteristics and position for fixing slugs using mechanical fingers for continuous forging
3.5 Application of multiple die
Generally, forging dimensions are defined by the die size, D, and the slug size, d. These values are determined so that the upset ratio is less than or equal to 2.6. When changing the D and/or d values, the whole die set has to be redesigned and re-fabricated, increasing both the costs and lead time. Therefore, as shown in Fig. 11, the re-designed die dimensions show a die diameter (D) and slug size (d) that are reduced. If the slug size is changed, while forging is constant, then die adjustment would be done only for the slug size (d). Alternatively, when the same slug size is used to forge larger or smaller parts, modification of the D value needs be done for the die. From Fig. 11, the D and d values should not exceed 0.5 of a diameter of a die set. However, the dimension of the slug cannot exceed an upset ratio of 2.6 for successful one-step upset forging [1, 20].

Size and shape of die components
3.6 Macrostructure and flow lines of specimen
Figure 12 shows the flow pattern in the transverse section of a workpiece along with stress diagrams. According to the degree of deformation, specimen macrostructure can be divided into four deformation zones. Zone I is called “the hard deformation zone” [27]. This is the area in contact with both the upper and the lower dies. In this zone, the workpiece is subjected to triaxial compressive stresses, as indicated by the stress diagram. Due to friction at the interface, material flow in this area is difficult. Therefore, to reduce the effective stress and induce material flow in this experiment, an 8° slanted surface is introduced. Zone II is called the “large deformation zone”. It is located at the center between upper and lower Zone I. In this zone, the material remains under triaxial compressive stresses and undergoes compression, deformation, and then radial flow. Zone III is located near the free surface of the coin and is called “the free deformation zone”. In this zone, the material is subjected to biaxial compressive stress and tangential tensile stress [3]. These presence of three deformation zones agrees with the work of Chen et al. [28] and Lei et al. [29]. However, in this experiment, the flow front of the material is contained by the semi-closed die, resulting in increased compression at the interface. Retardation of the flow front resulted in a flat peripheral edge. This Zone IV is called “a sticking deformation zone”.

a Transverse section showing flow lines and b stress diagrams of each deformed zone
3.7 Microstructure of forged specimens
Figure 13 shows specimen microstructure before and after upset forging. The initial annealed AISI1020 microstructure consists of ferrite and pearlite. Grains are elongated along the hot rolled direction. After upset forging, a symmetrical upset-forged workpiece indicates symmetry of deformation during upset forging. Zone I presents elongated grains in P1-I and P3-I that remain aligned in the direction of the initial condition with a small amount of compression. These grains are hard to deform as a result of friction at the interface. In Zone II, deformation is the most severe, as shown in the P2-II area. This is caused by triaxial compression stresses. Deformed structures appear in the P4-III and P6-III areas, where the grains have flowed. The presence of these three microstructural zones agree with the work of Kim et al. [30] and Jayanthi et al. [31]. The P5-IV and P7-IV microstructure represent Zone IV, where grains appeared more severely deformed due to compression [3]. In this experiment, internal cracks were not found as a result of pre-annealing and low effective stress [23].

Transverse microstructure of the initial slug and forged specimen om various areas
3.8 Hardness of the forged specimen
Figure 14 shows the average hardness of the forged specimens. The initial hardness of low carbon steel is 78 HRB. It was found that the average hardness values of Zones I–IV are 91, 100, 98 and 96 HRB, respectively. The maximum hardness obtained from Zone II, which is the most severely deformed zone, agrees with the work of Szala et al. [32]. Additionally, high hardness is also a result of an increase in the effective strain of Zone II [1,2,3, 33].

Hardness of forged specimens
This study applies the principle of an open die upset ratio to a semi-closed die for use in a forging process for slugs with non-parallel faces. The new die is designed for one-step forging to achieve a thick coin-like workpiece with an upset ratio of less than 2.6. The pre-forging position is designed to be approximately 25% of the initial part length. Six springs are used to adjust the pre-forging position. The final distance between punch and die is 1 mm, where the X, Y, and Z positions must the same 1 mm distance from the specimen. The design tolerance between the die and pin was set to − 0.07 to − 0.03 mm to improve die set accuracy. This design can be used in both vertical and horizontal continuous forging processes.
4 Conclusion
From the experimental results, the following conclusions can be drawn:
-
(1)
The new design of a one-step upset forging die for a thick coin-like workpiece was specially designed for high precision and die safety. An slug upset ratio (h0/d0) of 2.07 is an acceptable ratio for a one-step upset forging process as it is less than the advised maximum upset ratio, 2.60.
-
(2)
This is a hybrid die. It is a combination of an open and a closed die that provides several benefits. First, it contains a positioning die hole enabling a slug to stay upright even with nonparallel slug faces. The size of the positioning die hole must not be more than 0.03 mm larger than the slug size (\({\mathrm{d}}_{\mathrm{Die}}\le {\mathrm{d}}_{\mathrm{Slug}}\) + 0.03). Second, the flat peripheral surface of the thick coin-like workpiece can enable use a robot and finger tools to hold and move specimens to subsequent positions because there is more area for the robot and finger tools to grasp. This technique can be applied to multi-station machines and presses or in a manual upset forging process. Finally, it leads to cost and leadtime reduction since re-frabication of a die would require only the replacement of an upper and lower dies while the other parts of the die set are common.
-
(3)
The macrostructure of the specimens can be divided into four deformation zones according to the degree of deformation. The center of the coin is the most severely deformed under triaxial compression stress, producing the greatest hardness. At the edge of the coin, i.e., Zone IV, where grains flow to the edge of the die but are contained by the die wall, grains are deformed by compression. Inspection for internal and external defects indicates no surface and internal cracking occurred.
References
Tschatsch H (2006) Metal forming practise: processes, machines, Tolls. Springer, Cham
Altan T, Ngaile G, Shen G (eds) (2004) Cold and hot forging: fundamentals and applications, vol 1. ASM international, Netherlands
Aida K (1967) Aida press handbook.
Dean TA (2000) The net-shape forming of gears. Mater Des 21(4):271–278
Rohrmoser A, Hagenah H, Merklein M (2021) Adapted tool design for the cold forging of gears from non-ferrous and light metals. Int J Adv Manuf Technol 113(7):1833–1848
Politis DJ, Politis NJ, Lin J, Dean TA (2018) A review of force reduction methods in precision forging axisymmetric shapes. Int J Adv Manuf Technol 97(5):2809–2833
Hong JJ, Yeh WC (2018) Application of response surface methodology to establish friction model of upset forging. Adv Mech Eng 10(3):1687814018766744
de Vries MAJ (1993) Defects and defect avoidance in cold forging. Department of Production Engineering and Automation, Faculty of Mechanical Engineering, Eindhoven University of Technology, p 27
Mohan Kumar A, Parameshwaran R, Rajasekar R (2021) Simulation of 1.2765 DIN steel billet and crack analysis during the forging process using DEFORM 3D software. Materialwiss Werkstofftech 52(3):332–338
Chan WL, Fu MW, Lu J, Chan LC (2009) Simulation-enabled study of folding defect formation and avoidance in axisymmetrical flanged components. J Mater Process Technol 209(11):5077–5086
Chan WL, Fu MW, Lu J (2010) FE simulation-based folding defect prediction and avoidance in forging of axially symmetrical flanged components. J Manuf Sci Eng, DOI 10(1115/1):4002188
Gao PF, Yang H, Fan XG, Lei PH (2015) Quick prediction of the folding defect in transitional region during isothermal local loading forming of titanium alloy large-scale rib-web component based on folding index. J Mater Process Technol 219:101–111
Gao PF, Fei MY, Yan XG, Wang SB, Li YK, Xing L, Keyim Z (2019) Prediction of the folding defect in die forging: a versatile approach for three typical types of folding defects. J Manuf Process 39:181–191
Hawryluk M, Jakubik J (2016) Analysis of forging defects for selected industrial die forging processes. Eng Fail Anal 59:396–409
Kim DK, Kang SY, Lee S, Lee KJ (1999) Analysis and prevention of cracking phenomenon occurring during cold forging of two AISI 1010 steel pulleys. Metall Mater Trans A 30(1):81–92
Nagendharan S, Kishore R, Gurusamy P, Subash P (2020) Finite element analysis with experimental validation of crack initiation in valve housing. Mater Today-Proc 33:3564–3569
Huang HS, Hsia SY (2016) New design of process for cold forging to improve multi-stage gas fitting. Adv Mech Eng 8(4):1687814016641571
Zhang YY, Yi YP, Li Y, Huang SQ (2011) Simulation and experiment research on forging flow lines for aluminum alloy wheel-hub. J Central South Univ 42:1967–1972
Kolpak F, Hering O, Tekkaya AE (2021) Consequences of large strain anisotropic work-hardening in cold forging. Int J Mater Form. https://doi.org/10.1007/s12289-021-01641-9
Zhbankov IG, Markov OE, Perig AV (2014) Rational parameters of profiled workpieces for an upsetting process. Int J Adv Manuf Technol 72(5–8):865–872
Joun MS, Jeong SW, Park YT, Hong SM (2021) Experimental and numerical study on shearing of a rod to produce long billets for cold forging. J Manuf Process 62:797–805
Yang C, Ngaile G (2010) Preform design for forging and extrusion processes based on geometrical resemblance. Proc Inst Mech Eng B J Eng Manuf 224(9):1409–1423
Dalbosco M, da Silva LG, Schmitt PD, Pinotti L, Boing D (2021) Improving fatigue life of cold forging dies by finite element analysis: a case study. J Manuf Process 64:349–355
Park JH, Kim YH, Jin YE (2001) Experimental investigation of the forming parameters of the rotational upset forging process. J Mater Process Technol 111(1–3):103–106
Baskaran K, Narayanasamy R (2008) Some aspects of barrelling in elliptical shaped billets of aluminium during cold upset forging with lubricant. Mater Des 29(3):638–661
Matsumoto R, Kou J, Utsunomiya H (2017) Reduction in axial forging load by low-frequency torsional oscillation in cold upsetting. Int J Adv Manuf Technol 93(1):933–943
Dai Q, Zhang D, Chen X (2011) On the anisotropic deformation of AZ31 Mg alloy under compression. Mater Des 32(10):5004–5009
Chen X, Du Y, Lian T, Du K, Huang T (2020) Hot workability of ultra-supercritical rotor steel using a 3-D processing map based on the dynamic material model. Materials 13(18):4118
Lei J, Ma L, Jia W, Le Q, Pan H, Yuan Y (2021) Zonal differences in deformation characteristics of AZ31 Mg alloy constrained by heterogeneous metals. J Mater Res Technol 13:2161–2179
Kim KM, Kang CG (2016) Forgebility evaluation of SNCM 220 steel by warm compression test and microstructure behaviors characteristics. Int J Precis Eng Manuf-Green Technol 3(1):105–110
Jayanthi A, Anilkumar M, Ravisankar B (2022) Study on multi stage forging process with combination of different strain rate and temperature region in IMI685 aero engine compressor disc forging. Mater Today-Proc 2022:1–10
Szala M, Winiarski G, Wójcik L, Bulzak T (2020) Effect of annealing time and temperature parameters on the microstructure, hardness, and strain-hardening coefficients of 42CrMo4 steel. Materials 13(9):2022
Narayanan RG, Gopal M, Rajadurai A (2008) Influence of friction in simple upsetting and prediction of hardness distribution in a cold forged product. J Test Eval 36(4):371
Acknowledgements
Authors would like to express out deepest appreciation to Rajamangala University of Technology Isan, Sakon Nakhon Campus, Research and Graduate Studies, Supply Chain and Logistics System Research Unit, and Faculty of Engineering, Khon Kaen University for playing a decisive role in facilitating and providing all the precious research tools and funding.
Funding
Author Napatsakorn Jhonthong has received research support from Rajamangala University of Technology Isan, grant number 10/2561. Author Sukangkana Talangkun has received research support from Research and Graduate Studies, Supply Chain and Logistics System Research Unit, Khon Kaen University.
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception and design. material preparation, data collection performed by NJ and analysis was performed by NJ and ST. The first draft of the manuscript was written by NJ and ST and all authors commented on previous versions of the manuscript. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Jhonthong, N., Talangkun, S. Design of the semi-closed die for shaping the thick coin-like carbon steel parts in a single operation. SN Appl. Sci. 5, 176 (2023). https://doi.org/10.1007/s42452-023-05399-4
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-023-05399-4