
Abstract
Fiber-reinforced plastics (FRP) are finding more and more applications in many industrial sectors. The growth in material use simultaneously leads to larger volumes of end-of-life materials and FRP are generally difficult to recycle. This also applies to FRP with a thermoplastic matrix. One possibility is the approach of structural reuse by reshaping continuous fiber-reinforced thermoplastics (organosheets). In this process, end-of-life (EOL) components are remelted and formed back into semi-finished products. However, the multiple thermal processes can damage the matrix. In addition, the frequent forming processes lead to fiber breaks and displacements of the reinforcement architecture. In order to assess the level and impact of matrix and fiber damage, various forming and reforming processes were performed on selected materials, which were then investigated using attenuated total reflectance (ATR) spectroscopy and tensile tests. The results of the ATR spectroscopy show no evidence of damage to the matrix. In contrast, slight to moderate decreases in the characteristic values as a result of multiple deformations can be observed in the results of the tensile tests. However, the experiments and material tests show the potential that this approach can produce high quality secondary materials. A comparison is made here with mechanically recycled and compounded injection molding materials.
Article highlights
-
High potential was demonstrated for the new circular economy approach for thermoplastic composite materials.
-
Secondary material with high mechanical properties can be obtained by reforming processes.
-
Longer and multiple use of the material in high quality condition enables new applications for thermoplastic composites due to low cost.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
1.1 Fiber-reinforced thermoplastics
Continuous fiber-reinforced plastics (FRP) with glass (GF) or carbon fibers (CF) are among the materials with the highest lightweight potential due to their high specific strengths and stiffnesses. Therefore, an increased use of these materials in various applications with moving masses has been observed for years and forecasts predict further growth in the future [1, 2]. Challenges that prevent even greater use of these materials, especially in the automotive industry, are the high material costs resulting from the complex fiber production process. Depending on the polymer matrix used, FRPs are divided into fiber-reinforced thermoplastics (FRTP) and thermosets [3]. While the macromolecules of the thermosets are closely linked to each other via strong covalent bonds, the more regular molecular chains of the thermoplastics are linked to each other via secondary bonds (dipole or van der Waals forces). These different types of chemical bonds are the reason for the different thermal properties of polymers. In the case of thermosets, it is not possible to change the state of aggregation after the crosslinking of the macromolecules by heating and thus to carry out a shaping process.
In contrast, adding heat to thermoplastics allows the molecular chains to shift in relation to each other and the polymer enters a plastic state, which enables shaping. This process is reversible and enables shorter cycle times in component production of FRTP, as the reaction and curing phase is eliminated [4,5,6]. This results in an increasing market share of FRTP, especially in the automotive and aerospace industries. Other advantages of FRTP include less hazardous chemical compositions, the ability to be quickly joined using welding techniques, and better fracture toughness and impact strength compared to conventional thermoset resins [3, 7]. In the field of continuous FRTP, pre-impregnated semi-finished products, so-called organosheets, which are based on textile reinforcing materials such as scrims or fabrics, are frequently used for component manufacture. The reversible state change allows the organic sheets to be processed under a thermal influence in a subsequent forming process. The intention of the production and use of organosheets is to separate the time-intensive process of impregnation and consolidation from the forming process. This enables a short cycle time and high production speed in the forming process [8,9,10]. In principle, FRPs make products more sustainable, such as vehicles emitting less CO2 due to a lower vehicle mass. However, when considering the entire life cycle, the environmental advantage of FRPs is reduced due to energy-intensive production and difficult recycling. Therefore, against the background of the expected large volumes of end-of-life (EOL) FRP products, the relevance of new sustainable recycling and reuse solutions for these materials is increasing [11]. The challenge concerning the recycling of FRP is the combination of two different materials and the resulting variety of FRP materials with various properties. For this reason, various recycling and reuse support technologies are necessary for the different material combinations. The present work focuses on circular economy approaches of continuous fiber-reinforced thermoplastics.
1.2 Literature review: recycling and reuse of continuous fiber reinforced thermoplastics
Landfilling is the easiest and most cost-effective way to dispose of EOL FRP today, and the most widely used disposal method worldwide [12, 13]. However, this route is becoming increasingly limited as landfilling is being banned in more and more countries, such as the European Union [14]. Incineration is not a viable alternative due to the incineration residues and the need for air filtration in the case of GF [12, 15]. This results in the need to develop more sustainable alternatives for a circular economy of FRP. A distinction is made between recycling solutions and reuse strategies. Recycling is defined here as converting EOL products and materials into secondary raw materials. Reuse enables products, components or structures to have another life cycle. This can be done through repair, refurbishment or remanufacturing. At FRP, research activities focus on various recycling approaches, but reuse is also becoming increasingly important. Due to the thermoplastic matrix intrinsic fusibility, FRTP are considered easier to recycle compared to FRP with a thermoset matrix [7, 16]. Mechanical, thermal and chemical processes are used in the recycling of FRTP. While thermal and chemical processes separate the fiber and matrix, mechanical processes are based on shredding the composite and further processing the shredded material [7]. Under pressure and temperature, the crushed material can be processed into new components using conventional methods such as compression molding (hot pressing), extrusion or injection molding due to its thermoplastic properties. As a result of the shredding process, the fibers are shortened, which is why the resulting recycled products can no longer be described as endless FRTP. In addition, the fibers are also trimmed in the shear-intensive composing and injection molding processes. This has a negative effect on mechanical properties, in particular on impact strength. Nevertheless, mechanical recycling currently seems to be the most favored route for endless FRTP, due to its simple and thus low-cost processing technologies [7, 16]. An alternative approach to the sustainable use of EOL FRP is the so-called structural reuse, which has already been researched in several studies, particularly for thermosetting FRP. In this process, standard structural elements such as plates or profiles are removed by machining from large EOL FRP structures such as wind rotor blades and assembled into new products (e.g. furniture). The advantage of this approach is that the material's structural integrity is preserved. This means that the composite of fiber and matrix is not separated and the continuous fibers are retained within the construction elements. The challenge of this approach with thermosetting FRP is that these cured materials are no longer formable. Therefore, the secondary products are dependent on the geometry of the primary products [11, 17]. Transferring the structural reuse approach to FRTP results in the possibility of multiple reforming due to the thermoplastic matrix properties. This allows more freedom in the design of secondary products from EOL FRTP. The reforming of continuous FRTP, so-called organosheets, has so far received minimal attention compared to many recycling approaches. In their study, Cousins et al. show the recovery of a slightly curved spar cap of a wind rotor blade made with Elium liquid thermoplastic resin. However, these were parts with a very low degree of forming and over a very long period of time (8 h) [18]. The structural reuse by reverse forming is more extensive in the work of Kiss et al. In this study, 1-mm-thick organosheets made of polyamide 6 with carbon fiber reinforcement (PA6-CF) and polypropylene with glass fiber reinforcement (PP-GF) were processed into hemispheres and pyramid stubs by a vacuum-based thermoforming process. In the first step, the reforming occurs via temperature and built-up tension. In the second step, the material cools under vacuum pressure to reconsolidate. Due to incomplete reconsolidation due to insufficient pressure during vacuum forming, a variothermal pressing process was carried out again for complete reconsolidation. The challenge during forming is preventing wrinkling due to thread slippage. In the case of the hemisphere with PP-GF, the greatest filament slip occurs during component manufacture. Correspondingly large is the wrinkle formation in the reverse molding process. In the case of PA6-CF, this effect is more minor, while in the case of the pyramid stump, no filament slip can be detected in either of the materials used, and wrinkle-free formed-back sheets are produced. In bending, tensile and impact tests, only a minimal decrease in properties could be demonstrated under the assumption of wrinkle-free and completely reconsolidated materials [16].
This shows the high potential of the approach of structural reuse by reforming in continuous FRTP. The present study is based on these basic findings and investigates further aspects. For example, it was demonstrated by Kiss et al. that the displacement of fibers has a significant influence. However, the damage caused by the multiple thermal processes to the matrix is not known. This is to be investigated. In addition, the work of Kiss et al. only investigates the one-time reforming. Ideally, however, organic sheets can be reused several times, so that multiple component production and reforming is carried out. This aspect will also be investigated in the following chapters. The present work focuses in particular on the reforming processes and their effects. Not included are the impact of the life cycle of a component, i.e. thermal, mechanical and chemical influences. However, this is an important aspect to be investigated in further studies.
2 Materials and methods
2.1 Material
Three different Tepex dynalite organic sheets consisting of glass and carbon fiber reinforcement fabrics (2/2 twill weave) as well as polypropylene and polyamide 6 matrix polymers were used to investigate the influence of multiple thermoforming processes on the material properties. The materials used, which were manufactured by Bond-Laminates GmbH (Brilon, Germany), are listed in Table 1.
2.2 Methods
2.2.1 Thermoforming, reforming and reconsolidation processes
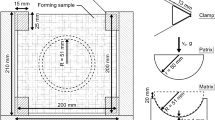
In the first step, generic structures in a hat profile are produced in the thermoforming process. The hat profile is not a real component with a specific function in a product. Instead, it is used for research purposes to investigate various forming behaviors of fiber-reinforced plastics, metals or hybrid compounds. The hat profile was used for the present study because it only allows forming in one direction and along clear straight forming edges. Thus, the complexity of the forming is kept low to be able to study the simple effects on the fiber architectures. For the thermoforming process, organic sheet blanks (280 × 280 mm) are heated on a fabric-reinforced PTFE release film in a circulating air chamber furnace from ThermConcept (model KU 270/04/A) at the melting temperature of the respective matrix (PA6: 250 °C, PP: 190 °C) and then transferred to the forming tool. The geometry of the heated forming tool (PA6: 150 °C, PP: 90 °C) can be found in Fig. 1. The organic sheet is then formed by closing the mold at a speed of 20 mm/s and applying a clamping force of 160 kN (PP) or 300 kN (PA6). After a holding time of 20 s, the tool is opened again and the formed structure is removed.

Tool for press production of the generic component
The reforming was carried out in a forced-air oven above the melting temperature (PA6: 250 °C, PP: 190 °C) of the matrix polymers determined in preliminary tests. After softening of the matrix, the components were formed back into an approximately flat plate by the effect of the gravitational force. Figure 2 shows the step-by-step reforming of the organosheet component.

Steps of the reforming process in the convection oven
The reconsolidation was carried out with a calendar direct impregnation system of the Fraunhofer Institute for Machine Tools and Forming Technology at the Wolfsburg site. The operating principle of the plant can be compared with a conventional double belt press. The material is processed between two rotating steel belts under the influence of surface pressure and temperature. The temperature is provided to the system by three heated rolls over which the steel belt run, and by an infrared heater on the back of roll 2. The rollers and the infrared heater do not heat the organic sheets directly, but the steel belts, which transfer the heat to the materials. The principle of the plant is shown in Fig. 3.

Principle sketch of the calender machine for reconsolidation
Two different process variants were investigated. In process 1, the reconsolidation was carried out in the calendar after each reforming step. In process 2, the material is formed again directly in the tool without reconsolidation after reforming in the oven. The different processes were run through with varying frequency. The two process chains are shown in Fig. 4.

Illustration of the different process chains for the reforming process
Finally, Table 2 shows which process variants were carried out with which materials and lists all relevant parameters.
2.2.2 Optical examinations
Images for the optical studies were taken with a Canon EOS 700 D SLR camera with a 60 mm macro lens (Canon EF-S 60 mm f/2.8 Macro USM). The camera is mounted in a height-adjustable tripod above the imaging surface. Measurements can be made via the Imagic IMS image processing software.
2.2.3 Attenuated total reflectance (ATR)-spectroscopy
ATR spectroscopy belongs to the group of vibrational spectroscopies, is operated using infrared radiation (IR radiation) and is an absorption spectroscopy method. The main field of application is the identification of plastics. In the mid-infrared range (4000–400 cm−1), valence, deformation and framework vibrations are generated, and functional groups, partial structures and isomers of a molecule can be drawn. In the present work, ATR spectroscopy was used to detect chemical changes in the matrix due to multiple thermal stresses. ATR spectroscopy has a high sensitivity in the surface region, with a penetration depth of a few μm. Due to the thermal damage starting at the surface, ATR spectroscopy thus represents a target-oriented technique for characterizing thermal degradation. A Nicolet Continuum FTIR microscope from Thermo Scientific was used to perform the ATR spectroscopy. The OMNIC Atlus imaging software performs the analysis of the measurement data. The spectrum to be investigated is defined by the wavenumber and set to the range between 4000 and 650 cm−1. To investigate possible chemical changes of the matrix due to the thermal processes, the reference material (PP-GF, PA-GF) and the repeatedly remelted material are tested and the results are compared.
2.2.4 Tensile tests
In order to gauge the influence of reforming and thermal treatment on the mechanical properties, tensile tests according to DIN EN ISO 527-4 were performed on all organosheet materials. The only deviation from the norm is the thickness of the test bars, which is only 1 mm instead of the required 2 mm. The specimen type 3B with bonded force introduction elements made of a ± 45° glass fiber reinforced epoxy resin was used. All specimens were taken in the warp direction by waterjet cutting, so that the two small forming radii of the component are within the measuring range of the tensile test specimens.
3 Results
3.1 Visible material changes
Following, the results of the optical examinations for process 1 (reconsolidation after each forming), performed with PPGF, are described. From the left side of Fig. 5, the displacement of the matrix to the edges of the plate can be observed with increasing number of cycles of reconsolidation. The small and large forming radii can be seen on the test plates, indicating increasing fiberondulation and fabric distortion with increasing number of reforming cycles.

Results of the optical examination for PPGF material after process variant 1
The right side of Fig. 5 shows the damage of several cracked rovings. It can be assumed that the failure was caused by the forming process, since the damage is on the outside of the inner radius, where stretching of the fabric takes place. On the inner side of a radius, the tissue is compressed. On the other hand, no roving failure can be seen on the image of the non-reconsolidated specimen plate.
The three different materials used (PPGF, PA6GF, PA6CF) are considered in the evaluation of the optical examinations for process 2 and illustrated in Fig. 6.

Results of the optical examination for PPGF, PA6GF and PA6CF material after process variant 2
When comparing the PPGF forming areas of the front sides of the test panels, it can be seen that the area increases and the intensity of the fabric displacement increases over the number of process passes. In contrast, the fabric structure in the areas outside the radii of the hat profile is almost unchanged. The outside also shows the areas of the changed tissue structure, but the matrix displaced to the outside dominates.
The PA6GF material behaves significantly differently than PPGF, despite having the same fabric. On the front side, the fibers are clearly lighter in the forming radius area, indicating a reduction of the matrix content in these areas. However, a comparable intensity to PPGF is not observed. The same can be seen when comparing the back surfaces. The displacement of the matrix has taken place to a lesser extent. Small air pockets directly on the surface are noticeable in contrast to the PPGF. These are illustrated enlarged. The air inclusions occur next to the rovings.
Concerning tissue distortion, roving damage and matrix displacement, the PA6CF material exhibit significantly more resistant aging compared to the other two materials investigated. Only minimal deviations from the original tissue structure can be seen on both the front and back. This can be attributed to the significantly finer mesh. Due to the higher number of intersection points, shifting, thinning, or compressing the mesh is substantially more difficult. Darker areas can be seen in the section of 5 cycles outside, which the matrix displaces to the outside. This can also be seen at 1 cycle, but are significantly weaker. With regard to defect orientation, it can be observed that fiber cracks occur both in the forming edge direction and perpendicular to it. In the forming radius area, the fabric stretches perpendicular to the forming edge, followed by compression in the adjacent areas.
3.2 Matrix changes as a result of the multiple thermal shaping processes
The IR spectrum can be divided into two major regions. The region above 1500 cm−1 in which the absorption bands can be assigned to the individual functional groups and the region below 1500 cm−1 which contains a large number of bands that characterize the molecule as a whole. The intensity of the bands can be distinguished between strong, medium or weak absorption. The ratio of the intensities can be influenced by the changed number of molecular bonds and can thus be used, for example, as a degree of aging. Aging can be detected by ATR spectroscopy in three ways.
-
(1)
The changed intensity of the absorption bands. The peaks of the absorption bands are in the same wavenumber range. Still, their intensity decreases compared to other absorption bands due to the changed percentage distribution of the affected bonds in the molecule, increasing or decreasing.
-
(2)
New peaks appear in the spectrum due to the formation of new molecules. In this case, the concentration must be quite high, > 3%, to allow identification.
-
(3)
The absorption bands shift towards higher or lower wavenumbers. This is caused by small structural changes in the molecule. Thereby the frequency range is slightly changed [19].
In the experimental evaluation, a subdivision is made between the PP-GF material and the PA6-CF and -GF materials. The thermoplastics PP and PA6 exhibit different behaviors during thermal aging, so a joint consideration is not expedient.
3.3 Polypropylene (PPGF)
Figure 7 shows the results of ATR spectroscopy for the starting material (reference) and the materials thermally formed and reformed at different rates. Within the spectrum, the molecules responsible for the absorption are identified by the corresponding wavelength. In addition, group areas in which aliphatic hydrocarbons or aliphatic carboxylic acid esters cause the absorption are marked. All CH2 and CH3 bands characteristic for PP taken from the literature could be detected. The manufacturer usually does not disclose which additives are mixed into the plastic matrices. However, bands caused by additives can be identified when comparing PP spectra from the literature. A faint C=O band at about 1725 cm−1 often indicates an additive [19]. The strongly pronounced peaks at 1736.78 cm−1 and 1246.19 cm−1 indicate other additives. In PP, aging manifests itself in “aging spots”. These are initiated by imperfections (e.g. impurities) of the matrix. From there, aging begins to propagate. A homogeneous aging process is established across the thickness of the cross-section. Degradation in PP, by thermal oxidation, is manifested by the increased formation of carbonyl (C=O), hydroxyl (OH), vinyl (CH=CH2) and methylene compounds (C=C). [20] When evaluating the samples from process 2, the three criteria mentioned above are considered (intensity, new peaks, shift). The intensities must always be considered relative to other IR spectrum peaks. In the case of PP, it offers itself that always most strongly most pronounced peak at 2917.64 cm−1.No representative new peaks or shifts were detected within the IR spectra. This indicates that the matrix is still in the induction period. A reduction in absorbance can be seen at the bands at 1736.11 cm−1 and 1246.55 cm−1, which were assigned to additives. The peaks at 2918.31 cm−1 show an almost constant height. This allows the conclusion that the additives are thermal stabilizers that are consumed by the multiple melting process.

ATR spectra for polypropylene as a function of the number of process passes
3.4 Polyamide 6 (PA6GF)
Figure 8 shows the results of ATR spectroscopy for the starting material (reference) and the materials thermally formed and reformed at different rates. Within the spectrum, the molecules responsible for the absorption are identified by the corresponding wavelength. The NH bands can evidence the typical features of the PA6 spectrum at 3297.33 cm−1, the CH2 bands at 2935.10 cm−1 and 2866.4 cm−1 and the strongly pronounced C=O band at 1636.01 cm−1. Due to the structure of the repeating unit, bands generated by aliphatic hydrocarbons can be detected. Additives for long-term thermal stabilization can probably be assigned to the aromatic amines, since aromatic amines have proven to be suitable long-term stabilizers [21].

ATR spectra for polyamide 6 as a function of the number of process passes
In polyamides, thermal oxidative degradation results in the formation of aldehyde and amino groups. The bimolecular termination reactions form carbonyl compounds (C=O), ketones and aldehydes. These are oxidized by the oxygen and become carboxylic acids (COOH) such as ether. Furthermore, thermal oxidation results in the decrease of amino groups, which is accompanied by the formation of gaseous ammonium [22]. The aging of polyamide manifests itself in the near-surface area, most likely in an increase in CH2 bonds and a decrease in C=O bonds. This change is attributed to chain scission. Likewise, chain scission can cause an increase in OH groups at 3200 cm−1 and an intensification and broadening of the CH3- band around 3000 cm−1 [19].
By IR spectroscopy, no change in the spectra of the polyamide matrix could be detected. Neither the decrease of the C=O band or an increase in the CH2 band was detected. Likewise, no existing bands shifted or new ones were formed.
3.5 Influence of multi-process forming and reforming on the tensile properties
Tensile tests were performed to determine and evaluate the influence of multiple forming and reforming of the organic sheet materials on the tensile properties. Figures 9, 10 and 11 show the results for Young’s modulus, tensile strength and elongation for all materials (PPGF, PA6GF, PA6CF) and for PPGF for the different process variants. The results show the mean of at least 5 valid tests with associated standard deviation.

Tensile test results for Young’s modulus

Tensile test results for tensile strength

Tensile test results for elongation
First, the results for Young’s modulus are described and analyzed. For the PPGF material from process 1, an almost constant Young’s Modulus is observed with a maximum reduction of 2.4% for 3 process cycles. However, a high standard deviation is also detected. In comparison, an increase in Young’s Modulus of approx. 35% is initially observed for cycle numbers 1 and 2 in process variant 2. After 3 process runs, an identical result is observed compared to the reference before a very large reduction of about 75% is observed after 5 cycles. For the PA6GF material (process 2), a slight decrease of approx. 10% compared to the reference can be observed consistently over all cycle numbers. The high standard deviations for cycles 3 and 5 are noticeable. The results of the PA6CF material (process 2) show an ambiguous picture. After one process cycle, there is a substantial reduction (25%). In contrast, for cycle numbers 3 and 5 a significantly lower reduction could be determined (8%, 13%) and for 2 cycles, almost no change can be observed compared to the reference. Also noted are the high standard deviations for cycle numbers 3 and 5, which could support both the thesis of a decrease and that of constant characteristic values resulting from multiple shaping.
In conclusion, slight reductions in the characteristic values and isolated outliers with strong decreases in stiffness can be observed as a result of the multiple deformations. However, no clear trend of an increasing reduction in Young's modulus with the number of process cycles can be observed.
While for Young’s modulus, no clear influence of multiple forming on the characteristic values could be proven and rather the tendency of constant characteristic values can be observed, this is different for the tensile strength. For this purpose, the results of the individual materials and process variants are examined in the following, analogously to Young’s modulus.
For the PPGF material from process 1, a substantial reduction in tensile strength can be observed. Even running through the process cycle once leads to a reduction of around 27% and this trend continues with increasing number of cycles, with the largest reduction when running through the process three times. This trend continues for the PPGF material processed in Process 2. With increasing process cycles, the tensile strength is reduced to about half of the reference value at 4 process cycles. For the PA6GF material, the reduction in tensile strength is independent of the number of process cycles. Over all cycle numbers, the decrease is 13–16% compared to reference. The results of the PA6CF material also show a reduction in tensile strength compared to the reference. Still, they do not allow any conclusions to be drawn about the relationship of the reduction in the number of cycles. The reduction in tensile strength at 2 and 4 process runs was about twice as large, 36%, compared to 3 and 5 process runs.
In the case of elongation, a reduction of the characteristic values is shown for all glass fiber-reinforced organic sheets, with the most significant reduction occurring in comparison to the reference. Between the number of process cycles, the reduction is slight to non-existent. According to the results, the initial deformation leads to a decrease in toughness or to embrittlement of the glass fiber-reinforced materials. For the PA6CF, the elongation and thus the toughness remains almost constant.
In conclusion, the multiple forming processes significantly decrease up to half of the tensile strength, regardless of the process variant. For the PPGF material, it can be observed that the decrease is magnified with increasing number of process runs. This could not be proven for the materials with PA6 matrix, but it cannot be ruled out either. In general, it can be observed that the first forming process run leads to the largest characteristic value reductions.
4 Discussion
The processes and tests carried out aim to evaluate the potential of refurbishing by reforming for EOL continuous fiber-reinforced thermoplastic composite materials as an alternative to mechanical recycling with subsequent compounding into injection molding material. To this end, various materials were formed into a generic component and reformed in a different number of cycles. The materials were then analyzed using multiple methods. The aim was to gain insights into the extent to which the matrix is damaged due to the numerous thermal processes and the effects of the multiple geometric forming processes on the reinforcing fiber architecture.
Concerning the matrix, no thermal damage could be detected. However, the results of ATR spectroscopy allow the assumption that additives for thermal stabilization of the polymer were degraded. However, the optical examinations show that the matrix is more unevenly distributed due to the reforming, leading to an inhomogeneous fiber volume content of the refurbished material. Also through the optical examinations, fabric and fiber displacements as well as fiber breaks can be identified. It can be assumed that these are also the cause of the reduced mechanical properties, particularly the tensile strength, since the fiber architecture significantly influences these.
In order to assess whether the chosen approach of reprocessing organic sheets has an advantage over the approach of mechanical recycling with subsequent compounding, the first step is to compare the results of the tensile tests for 5 times reformed organosheets from Chapter 3.3 with results of mechanical recycled and compounded materials from scientific publications [23, 24] for PA6GF and PPGF with different fiber content. During compounding, additional unreinforced virgin polymer material is usually added to the shredded EOL material to enable processing by injection molding, since lower fiber contents are required. Therefore, the fiber contents of the comparative materials from Fig. 12 are lower compared to those of the organic sheets (PPGF:PA6GF:). During compounding, additional unreinforced virgin polymer material is usually added to the shredded EOL material to enable processing by injection molding, since lower fiber contents are required. Therefore, the fiber contents of the comparative materials from Fig. 12 are lower than those of the organic sheets (PPGF:PA6GF:). This must be taken into account when comparing the results. The recycled PA6 material consists of offcuts from production, while the PPGF is EOL material from the hull of a recreational craft. It should be noted that the fiber content of 50% also contains 16% balsa wood residues (Fig. 12).

The results of the comparison show better tensile properties for the back-molded organosheets compared to the mechanically recycled and compounded materials. In the tensile modulus of the PA6, no difference can be seen between the injection-molded material with 60% GF and the back-molded organosheet with also about 60% GF, which underlines the importance of the fiber content. Overall, this comparison shows that the reforming approach has the potential to provide higher-performance secondary materials by retaining the composite and the continuous fiber. Against this background, further research on this topic appears to be sensible and necessary.
However, the transferability of the approach to real components must be critically questioned. In the present study, the organic sheets were formed in only one direction and with limited complexity, facilitating the reforming accordingly. Real components, however, are usually formed in several directions and have recesses or are additionally reinforced or functionalized with injection molding material. Developing processes and methods for preparing such components are further necessary for frogging frames. It can be assumed that the component design must also be adapted to subsequent structural reuse through reforming. In this context, design guidelines must be developed. Another critical aspect is that the usable area for a possible new component is reduced by each reforming process, since edge areas are no longer functional. Therefore, material from a component cannot be used again for the same component. The new component must be smaller in geometry.
In the end, it can be concluded that the presented methodology of reforming EOL organic sheets can enable high quality secondary materials and extend the lifetime of thermoplastic continuous fiber reinforced materials. Due to the properties of fiber-plastic composites, a complete closed-loop recycling with consistent properties is difficult, if not impossible, to achieve. Against this background, the goal must be to extend fiber-plastic materials service life and maintain the properties as best as possible. In this sense, the presented approach can contribute to such a cascade utilization. The prerequisite for this is a further development and solution of the described challenges.
5 Conclusions
The sustainable use of EOL fiber-reinforced plastics is one of this industry's biggest challenges. The present study investigated the new approach of reprocessing organic sheets by back forming. The results show the potential of this approach compared to current recycling routes. The mechanical properties of the refurbished materials are still superior to many alternative materials even after 5 cycles of processing. However, there is still a considerable need for development before the approach can be implemented on real components. Particular attention must be paid to the interaction between the design of the primary and secondary component or product, the process chains for remanufacturing and the materials used.
Data availability
The datasets generated during and/or analyzed during the current study are available from the corresponding author on reasonable request.
References
Sauer M (2019) Composites-Marktbericht 2019: Der globale CF- und CC-Markt 2019. Marktentwicklungen, Trends, Ausblicke und Herausfordeungen
Witten E, Mathes V (2019) Der Markt für Glasfaserverstärkte Kunststoffe (GFK) 2019. Marktentwicklungen, Trends, Ausblicke und Herausforderungen
Yao S-S, Jin F-L, Rhee KY, Hui D, Park S-J (2018) Recent advances in carbon-fiber-reinforced thermoplastic composites: a review. Composites B. https://doi.org/10.1016/j.compositesb.2017.12.007
Rösler J (2012) Mechanisches Verhalten der Werkstoffe, 4th edn. Springer, Wiesbaden
Ehrenstein G (2011) Polymer-Werkstoffe: Struktur; Eigenschaften; Anwendung, 3rd edn. Carl Hanser Fachbuchverlag, s.l.
Koltzenburg S (2014) Polymere: Synthese Eigenschaften und Anwendungen. Springer Spektrum, Berlin
Pegoretti A (2021) Towards sustainable structural composites: a review on the recycling of continuous-fiber-reinforced thermoplastics. Adv Ind Eng Polym Res 4(2):105–115
Neitzel M, Mitschang P, Breuer U (eds) (2014) Handbuch Verbundwerkstoffe: Werkstoffe, Verarbeitung, Anwendung, 2nd edn. Hanser, München
Ostgathe M (1997) Zur Serienfertigung gewebeverstärkter Halbzeuge für die Umformung. Zugl.: Kaiserslautern, Univ., Diss., 1997 (Nicht für den Austausch). Fortschritt-Berichte VDI Reihe 2, Fertigungstechnik 440. VDI-Verl., Düsseldorf
Mayer C (2000) Prozeßanalyse und Modellbildung zur Herstellung gewebeverstärkter, thermoplastischer Halbzeuge. Zugl.: Kaiserslautern, Univ., Diss., 1999. Schriftenreihe / Institut für Verbundwerkstoffe GmbH, IVW 5. Inst. für Verbundwerkstoffe GmbH, Kaiserslautern
Joustra J, Flipsen B, Balkenende R (2021) Structural reuse of wind turbine blades through segmentation. Composites Part C 5:100137
Krauklis AE, Karl CW, Gagani AI, Jorgensen JK (2021) Composite material recycling technology—state-of-the-art and sustainable development for the 2020s. J Compos Sci 5:28
Thomason J, Jenkins P, Yang L (2016) Glass fibre strength—a review with relation to composite recycling. Fibers 4(2):18
Naqvia SR, Mysore Prabhakara H, Bramer EA, Dierkes W, Akkerman R, Brem G (2018) A critical review on recycling of end-of-life carbon fibre/glass fibre reinforced composites waste using pyrolysis towards a circular economy. Resour Conserv Recycl 136:118–129
Jacob A (2011) Composites can be recycled. Reinf Plast 55:45–46
Kiss P, Stadlbauer W, Burgstaller C, Stadler H, Fehringer S, Haeuserer F, Archodoulaki V-M (2020) In-house recycling of carbon- and glass fibre reinforced thermoplastic composite laminate waste into high performance sheet materials. Composites A 139:106110
Joustra J, Flipsen B, Balkenende R (2021) Structural reuse of high end composite products: a design case study on wind turbine blades. Resour Conserv Recycl 167:105393
Cousins DS, Suzuki Y, Murray RE, Samaniuk JR, Stebner AP (2019) Recycling glass fiber thermoplastic composites from wind turbine blades. J Clean Prod. https://doi.org/10.1016/j.jclepro.2018.10.286
Brunner S (2015) Fouriertransformations-Infrarotspektroskopie (FTIR) in Abgeschwächter Totalreflexion (ATR) und Externer Reflexion (ER) an Kunststoffen: Aufbau einer Spektren-Datenbank, Identifikation der Zusammensetzung und Alterungserscheinungen mittels FTIR. Seminararbeit, München
Klocker CP (2016) Alterungsverhalten von Carbon Nanotube-pigmentierten Polypropylen-Werkstoffen. Masterarbeit, Linz
Maier R-D, Schiller M (eds) (2016) Handbuch Kunststoff-Additive, 4th edn. Hanser, München
Pongratz S (2000) Alterung von Kunststoffen während der Verarbeitung und im Gebrauch. Zugl.: Erlangen-Nürnberg, Univ., Diss., 2000. Technisch-wissenschaftlicher Bericht / Lehrstuhl für Kunststofftechnik, Universität Erlangen-Nürnberg. Lehrstuhl für Kunststofftechnik, Erlangen-Nürnberg
Moritzer E, Heiderich G (2016) In: AIP Publishing LLC, p 120013
Otheguy ME, Gibson AG, Findon E, Cripps RM, Mendoza AO, Castro MTA (2009) Recycling of end-of-life thermoplastic composite boats. Plast Rubber Compos. https://doi.org/10.1179/146580109X12540995045642
Acknowledgements
The German Federal Ministry of Research and Education BMBF funded this research under funding number: L1FHG42421. Additionally, the authors thank the Fraunhofer-Gesellschaft für angewandte Forschung e.V., the Fraunhofer-Institute for Machine Tools and Forming Technology IWU and the Open Hybrid LabFactory e.V. for their support.
Funding
Open Access funding enabled and organized by Projekt DEAL. The German Federal Ministry of Research and Education BMBF funded this research under funding number: L1FHG42421.
Author information
Authors and Affiliations
Contributions
All authors have worked together on the new approach to FKV recycling. BR conducted the experiments and subsequent material tests according to joint planning with JvF. JvF and DN worked out the manuscript. BR performed the critical review and the revision of the manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors have no relevant financial or non-financial interests to disclose.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
von Freeden, J., Rodenwaldt, B. & Nebel, D. Investigation of the influence of multiple thermoforming processes on the properties of continuous fiber-reinforced thermoplastics to enable structural reuse. SN Appl. Sci. 5, 54 (2023). https://doi.org/10.1007/s42452-023-05273-3
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-023-05273-3