
Abstract
This study presents an algorithm to optimally adjust the input parameters of the wirecut to align its output with the customer’s expectations. For this, AHP and QFD are used to identify and prioritize customer needs in the form of a desirability function. Then, using the Taguchi method, variance analysis, and regression, a fitness function is prepared and optimized by the multi-objective genetic algorithm. Through a case study, the proposed method is validated in terms of flexibility, simplicity, speed, cost-effectiveness, and updateability. Also, customer satisfaction is calculated for two groups of 45 people, with and without using the proposed method. The growth of the customer satisfaction index (CSAT) from 57.6 to 70.3, and the customer satisfaction score from 30.2 to 54.2, show the positive performance of the method. This converts regular customers into loyal ones. It also makes them encourages others to use the mentioned services and widen the customer network. It is clearly seen in the growth of the net promoter score from 6.67 to 31.11. All in all, it can be said that this algorithm helps the survival, profitability, and expansion of an industrial organization.
Article highlights
-
Providing a simple, flexible and updatable systematic algorithm to receive and prioritize customer expectations.
-
Optimizing wirecut input settings to align outputs with each customer's needs.
-
Monitoring the customer satisfaction and its effects on the survival, profitability and expansion of a wirecut service provider.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Wire-cut EDM is widely used for the production of metal components, especially for materials of great hardness that are difficult to machining by use of the other techniques [1, 2]. This technique raises manufacturing capabilities, improves quality, and speeds up operations. Wire-cut EDM is capable of achieving very high tolerances and making complex, three-dimensional cuts with intricate features. Therefore, it reduces the need for further processing and finishing of parts, which is sometimes necessary with other manufacturing methods. Wire-cut EDM is capable of providing predictable and repeatable results. Manufacturers use the wire-cut machine for a variety of tasks due to its multi-functionality. Knowing its ability to cut tiny parts, wire-cut EDM is often an ideal option for manufacturing small and detailed items, which is usually very difficult to accomplish by other techniques. In addition, this process is cost-effective for small-scale projects. It can be suitable for fabricating models and prototypes, even if the main project is carried out by other procedures [3, 4].
Due to the importance of the optimal output of the wirecut process, many articles have been published in the past and recent years to select the process settings in order to achieve the optimal output. The input parameters and settings of the wirecut have undergone changes with the advancement of machines, the invention of new materials and algorithms, along with the new specific needs. The most important and most frequent of these parameters are: pulse on time, pulse off time, peak current, Servo voltage, wire feed rate, wire offset, dielectric pressure, wire type and, bed speed [5, 6]. On the other hand, according to the intended application, each research has subjected one or more dependent output variable to the optimization process.
In a research in 1997, Liao and Woo studied the effects of machine settings on material removal rate (MRR) and surface roughness (SR) [7]. In 2001, Lin et al., have optimized the accuracy of the machined part by using a fuzzy approach and adjusting the process parameters [8]. After that in 2005, Lin and Lin, investigated how to achieve the best value of SR by combining grey theory and fuzzy logic [9]. In 2008, Sarkar et al., optimized SR of γ-TiAl parts in a trim cutting operation [10]. In another effort in 2013, Rajyalakshmi and Venkata Ramaiah, performed a multi-objective optimization for parts made of Inconel 825 with machine settings as independent variables and MRR, SR, and spark gap (SG) as dependent variables [11]. In the same year, Rao and Krishna studied the best input settings to optimize the values of wire wear and kerf width using harmony search for ZC63/SiCp MMC [12]. Also, Durairaj et al. optimized SR and Kerf by using GRA [13], and then Shayan and others by applying RSM for SR, overcut, and cutting speed [14]. In 2014, in two different studies, Mohanty et al. optimized MRR and SR outputs for Inconel 718 [15], and then, Sultan et al. did the same for MRR and electrode wear rate (EWR) [16], both using the Box-Behnken in RSM. In the same year, Tilekar et al., by using Taguchi orthogonal arrays for SR and Kerf outputs [17], Ugrasen et al. by training an artificial neural network for MRR, SR, and dimensional accuracy [18], and Mathew et al. by utility concept for MRR, SR, and the dimensional accuracy [19], published their research results. In 2015, Hourmand et al. represented an Investigation of input parameter effects on Al-Mg2Si metal matrix composite (MMC) for high MRR and less EWR by applying RSM [20]. Then, Dongre et al. performed an optimization on SR, kerf, and dimensional accuracy for silicon wafer slicing by the same approach [21]. Reddy et al. used GRA to achieve the best point for MRR, SR, and kerf for wire EDM on Aluminum HE30 [22]. For the same outputs, in wire cutting of ceramic particulate reinforced Aluminium matrix composites, Patil et al., used Taguchi orthogonal arrays in 2016 [23]. Then, Dabade and Karidkar, optimized the same outputs along with dimensional accuracy, by the same method for Inconel 718 [24]. In 2017, Gurupavan et al. worked on estimation of SR, accuracy, volumetric MRR, and EWR based on the inputs of the wirecut machining. The material was Aluminum silicon nitride composite and the estimation tool was a sophisticated diagnosing method like Artificial Neural Network (ANN) [25]. Then, Kumar et al. performed a multi-objective optimization using NSGA-II on MRR, SR, and kerf for Inconel 718 parts [26]. Majumder et al. selected SR and machining time as outputs and find their best values by applying RSM combined with PCA-GRA. Here, the material was Inconel 800 [27]. In 2018, Sen et al. used artificial neural network models to predict cutting speed, SR, and wire consumption for effective modeling. Fuzzy logic is applied for converting the multi-objective problem into a single objective one. Both teaching–learning-based optimization (TLBO) and GA help for further parametric optimizations [28]. Also, Ramanan and Dhas used a grey fuzzy technique to optimize MRR and SR for WEDM of AA7075-PAC composite parts [29]. Pramanik et al., 2019, presented research to examine the influence of a wide range of machining variables on the morphology of machined surfaces during WEDM of Ti6Al4V alloy. In addition, they analyzed SR, kerf width, discharge gap, MRR, and degradation of wire electrodes pertaining to input variables [30]. In an article in this year, Pramanik et al. presented the results of their studies on optimizing the dimensional accuracy of the wirecut process of titanium alloys according to input settings. Here, Pareto analysis of variance (ANOVA), Taguchi design of experiments (DoE), and traditional analysis estimate the influence of variables [31]. In 2020, Chaudhari et al. applied ANOVA and an Integrated Approach of RSM–GRA for Pure Titanium parts to optimize MRR and SR. They stablished a mathematical regression based model for MRR and SR, and integrity of their manufactured samples finally checked by SEM [32]. Also, Rathi et al. performed a Grey relational analysis to obtain an optimal combination of WEDM parameters to maximize the cutting rate while minimizing SR for shape memory alloys. Predicted values obtained at an optimal condition have been validated by experimental results [33]. Devarasiddappa et al. studied on an experimental investigation of WEDM using TLBO. The experiments was designed by applying Taguchi L16 and the optimized output was SR [34]. In another study, Palanisamy et al. optimized MRR, SR, and Tool Wear Rate (TWR) for LM6-Alumina Stir casted MMC using GRA [35]. Kumar et al. [36] investigated WEDM of Nimonic alloy 75 and studied the effects of machining parameters on selected process outputs using the Taguchi method. They presented optimum parameter sets for each of their selected outputs to be optimized. Various specific output parameters have been chosen as an indication of process performance. In the other study, Jahare et al. [37] Developed mathematical models based on experimental results to determine the relationship of machining parameters on the material removal rate and cutting width as a measure of process performance. In 2021, Sibalija et al. studied on optimization of SR, Gap current, and cutting speed using a soft-computing method. Here, the Bayesian regularized neural network established a highly accurate process model that was engaged as the objective function for optimization. Particle swarm, TLBO, grey wolf, and Jaya algorithms were used to find the best setting [38]. Goyal et al. [39] used an adaptive neuro-fuzzy inference system and NSGA-II to find relations between process input and output parameters, minimize the value of WWR, and maximize the MRR in WEDM of Ti–6Al– 4 V titanium alloy. Kumar et al. [40] demonstrated the optimization by implementing regression, weighted sum method, Analytic Hierarchy Process (AHP), and Genetic Algorithm (GA) to identify optimum parametric settings MRR, Spark Gap (SG), and SR. Phate et al. [41] employed principal component analysis coupled with an artificial neural network in their research work to perform a multi-response optimization of the WEDM process of Aluminum Silicate metal matrix composite. The investigated outputs in their work were MRR, kerf width, and SR. Some of the parameters that have been frequently reviewed in articles as process outputs include material removal rate [42], geometrical accuracy [43], surface roughness [44], cutting width (kerf) [45], cutting speed [46]. In 2022, Ashish Chaudhary et al. studied on the effects of adjusting machine parameters on MRR and SR for ASSAB 88 tool steel by combining RSM and full factorial method, then generation of regression based equations [5]. Also, Kumar et al. performed Experiments on WEDM using Taguchi L16 orthogonal array-based experimental design to determine the effect of WEDM process on the MRR, SR, and corrosion rate (CR) response parameters of ZE41A Magnesium alloy by applying GRA [47]. Raj et al. published an article investigating the best arrange of input parameters for optimum values of MRR and SR. They used Box-Behnken design of response surface methodology, and finally anatomized surface topography of the post processed workpiece using SEM [48]. Another study was performed by Sinha et al. that optimized MRR and SR for Inconel 625. Here, the modeling method was based on Taguchi L16 and RSM. The desired setting was obtained using a Multi-Objective Grasshopper optimization algorithm (MOGOA) [49]. In the same year, N. Kumar et al. represented a review article about various parameters of WEDM using different optimization methods and concluded that MRR and SR are the most repeated output parameters [50].
Reviewing the current literature shows that the issue of optimizing the parameters of the wirecut process has been widely done using different methods. Also, especially in recent years, multi-objective optimization have been subjected to great interest. Here, the output is an optimal Pareto-front with many points, each of which can be an optimal point alone. In the review of the literature, there is no clear policy for choosing such a point on the Optimal Pareto-front, and mostly case-dependent methods are used that do not have the necessary comprehensiveness. Due to the service-oriented nature of the wirecut process, the key to solving this problem lies in a concept called customer satisfaction. For example, a customer may not request very tight tolerances and high precision, but the service price is very important to him/her. Another customer is not concerned about the price, but needs a very high quality final surface. Besides, the weight of these degrees of importance can be very different. Therefore, it is necessary to know the expectations of each customer in a completely specific way and to determine their priority. On the other hand, in today's competitive market, the essence of any business success is customer satisfaction [51, 52]. The competitive advantage of any company is to better identify customer needs and better meet them [53]. Customer satisfaction comes from their mental evaluation and will be provided when they have options that are appropriate or even beyond their expectations [54, 55]. In other words, it can be said that customer satisfaction is a measure of meeting his/her expectations of the requested product or service [56]. So, companies can determine their customers' needs and measure their satisfaction based on perceived quality as a strategy of continuous service/product enhancement [57].
Customer satisfaction does not have a general formula or fixed global standard and is unique from one customer to another and even for different projects of a single customer [58, 59]. For example, one customer may concentrate on surface roughness as the most crucial output parameter due to their particular application. While for another customer, the overall cost may be the first and most important priority. Therefore, a combination of parameters that lead to the customer’s desired outcome should be used to obtain customer satisfaction [60]. To achieve the predetermined outputs, the only tool of a wirecut service provider is the machine settings. Of course, this settings appear with different effects, by varying the machines and conditions. Therefore, the correlation of input settings and the output characteristics should be identified for each specific machine and adjusted in the optimal mode to produce the desired output.
Accordingly, the overall goal of this research can be summed up as “finding the best input settings of the wirecut process in a way that is maximally compatible with the customer’s demands”. This can be broken down into three sub-goals (step goals) as follows:
-
Defining customer satisfaction according to characteristics of providing wirecut services and determining a measurable, valid, and reliable index for it.
-
Representing a systematic, simple, flexible, fast and updateable algorithm to receive customer needs.
-
Providing an optimization algorithm with low computational cost, user-friendly and with the priority of finding optimal points close to the overall optimum.
It should be emphasized that the purpose of this research is not to repeat the previous studies done in order to maximize the technical features of the wirecut process or to present a new technical method in this case. Our goal is to align the output of the service process with customer expectations in order to maximize customer satisfaction. This issue keeps the customer and as a result the possibility of continuing the life of the economic enterprise and earning more profit. To check the effectiveness and efficiency of the proposed algorithm in customer satisfaction, this issue should be measured using a documented and standardized method that has sufficient validity and reliability. Finally, the defined indicators for customer satisfaction with and without applying the proposed algorithm should be calculated and its changes reported.
In this paper, Sect. 2 describes the materials and methods. Section 2.1 explains the requirements of defining and measuring customer satisfaction, including the preparation of a questionnaire, its validity and reliability, and then the indicators based on which customer satisfaction will be monitored without and with the implementation of the proposed algorithm. In Sect. 2.2, the algorithm is described in 5 steps, then its operation flow is graphically displayed in a flowchart. Section 3 deals with the results and their discussion. This section first (in 3.1 to 3.4) describes how to prepare a questionnaire for wirecut services and numerical measurement of its validity and reliability. After that, the design and implementation of the experiments will be reviewed and discussed. The final numerical results of optimization of the extracted desirability function are presented in Sect. 3.5. Then in 3.6, monitoring of the customer satisfaction indicators are presented in detailed numerical form and the effectiveness and efficiency of the process are discussed. Finally, Sect. 4 presents the conclusion and future research.
2 Materials and methods
2.1 Customer satisfaction
2.1.1 Definition of customer satisfaction
There are several definitions of customer satisfaction in different fields. A comprehensive and common definition is the degree of customer happiness after receiving a product or service and comparing it with his/her expectations. It means that the quality of the product or service received was as much as expected or even beyond it [61,62,63].
2.1.2 Developing of the questionnaire
The tool for measuring customer satisfaction is often a questionnaire that includes constructed questions. The basis of this questionnaire is several theories in marketing and business [64]. Customer satisfaction is usually obtained from the competitive advantages of a product or service compared to competitors. For the customer, these are of two types: hedonic benefits, which are sensory and experiential, and utilitarian benefits, which are instrumental and practical [65]. The questions of the customer satisfaction questionnaire are usually done in the form of multiple-choice on the odd Likert scale which is symmetric and can express qualitative variables in a quantitative form. In addition, the questions should be designed in such a way that they all be in the same direction (options of all questions from the lowest intensity to the highest one or all vice versa) [66, 67]. It is also necessary that the questions of the questionnaire be simple, short, clear, and precise and not that it takes a lot of time to answer them.
Another issue is that the questionnaire should measure exactly the variable it is intended to measure, on the other hand, it should be generalizable to the target population; which means that it should have validity. In addition, the questionnaire should have reliability or reproducibility; That is, if it is repeated after some time (with constant situations), the results will not show many changes [68].
The most famous validity indicators of a questionnaire is Content Validity Ratio (CVR). To calculate the CVR, the designed questionnaire should be given to a number of experts in the related field. Then ask them to select one of these three choices for each question: (a) “necessary”, (b) “useful but not necessary” or (c) “not useful and not necessary”. So, CVR is obtained from Eq. (1):
where ne is the total number of experts who choose “a” or “b”, and N is the total number of experts [69, 70]. The minimum acceptable value for CVR is according to the table presented by Lawshe in 1975 [71].
On the other hand, the most important criterion for measuring the reliability of a questionnaire is Cronbach’s alpha, which examines the internal consistency of a set of items. This coefficient calculates the correlation of the score of each item with the total score of each observation (usually individual respondents) and then compares it with the variance of all items [68, 72]. Cronbach's alpha is a number between 0 and 1, where 0 means the independency of all items from each other and 1 means the full dependency of them (that is, they have a common covariance and probably measure the same concept). Cronbach’s alpha can be calculated through various software such as Minitab and SPSS. In general, the acceptance threshold for this coefficient (for applications similar to this research) is about 0.65 [73].
Before conducting the main survey, the validity of the questionnaire is checked by surveying a group of experts in that field and the relevant indicators will be calculated. Also, reliability measurement is done by implementing a pilot survey on a small group similar to the target population. After verification of the questionnaire, the main survey can be done.
2.1.3 Customer satisfaction index
Several indicators have been introduced to measure customer satisfaction. Literature review shows that the most widely used indicators are CSAT, CSS and NPS [74, 75]. If we use a 5 points Likert scale for the questions of customer satisfaction questionnaire, where 1 represents the lowest and 5 represents the highest level of satisfaction in each question, CSAT is calculated according to (2):
where CSAT is customer satisfaction index, xi is the score of each question, and N is the total number of questions.
In this questionnaire, the CSS index is calculated with Eq. (3):
where CSS is Customer satisfaction score, Ns is the total number of questions that have received a score of 4 or 5 (that is, they have exceeded the threshold of customer satisfaction), and N is the total number of questions.
Also, if the customers are asked on a 10-point Likert scale (1 shows the least intensity and 10 is the most), how willing are you to introduce our product or service to your friends? If we call the customer “detractor” for scores 1 to 6, “passive” for 7 and 8, and “promoter” for 9 and 10, the NPS index is obtained from Eq. (4) as follows:
where NPS is net promoter score, Np and Nd are number of promoters and detractor, respectively, and N is the total number of questions.
Customer satisfaction indicators should be measured once before the implementation of the proposed algorithm and again sometime after the implementation, and the results should be compared with each other.
2.2 The proposed algorithm
The proposed working method in this research includes the following steps:
Step 1 Identify and selecting of the input parameters.
To do this, two sources are used: first, reviewing the literature and searching for articles in this field, especially in recent years, and preparing a list of the most frequently repeated parameters. Second, check the settings on the wire cut machine, which can be achieved by field surveys [76]. Note that the articles should be up to date in order for the selected parameters to be valid. Suppose that X = [xi] is the input vector, where xi’s are the input parameters and i = 1 to n.
Step 2 Identify and selecting of the outputs.
Due to the fact that the outputs can vary for different industrial categories, clients and projects, it is necessary to prepare a list of possible outputs by surveying experts, reviewing literature and searching for articles of recent years. Then, present it to the client and ask to select the outputs that are important for this particular project.
Now consider Y = [yj] as the output vector, when yj’s are the outputs, j = 1 to m, and m is the total number of outputs.
Step 2 Making fitness function.
The outputs are divided into two categories, "quality outputs" and "cost outputs" and denote them with Yq and Yl, respectively. If the total number of quality outputs is Q and the total number of cost outputs is L, we will have:
To obtain the relative importance of the quality outputs based on Analytical Hierarchy Process (AHP), we request the customer to complete matrix R of Eq. (6):
where R is the pairwise comparison matrix and, rij denotes the relative importance of criteria i comparing with j. The relative importance of criteria j comparing to i can calculated by Eq. (7):
And wq, the relative weight of each quality output is calculated by Eq. (4). As it can be seen, wq is the geometric mean of q-th row of the matrix R.
Then, the overall quality function Yq is defined as Eq. (9):
After it, we define the fitness function (final output as a vector) by Eq. (10):
This function should be subjected to an optimization process.
For example, qualitative outputs may include “dimensional accuracy” with the symbol y1, “amount of warpage”, and “wall roughness” with the symbols y1, y2, and y3 respectively. These outputs are presented to the customer in the form of Table 1 (unfilled) to make pairwise comparisons. Suppose that on a scale of 1 to 5, the relative importance of y1 to y2 is 4, y3 to y2 is 3, and y1 to y3 is 2.
The other cells in Table 1, are filled using Eq. (7). The matrix of pairwise comparisons, R, will be as Eq. (11):
Then, using (8), w1 = 2, w2 = 0.91, and w3 = 1. So, according to (9), Yq is as Eq. (12):
If we show the cost output by y4, F is the fitness function:
This is very similar to the operations that are performed in the QFD process in the design of engineering products, but the service nature of this work and the cumbersomeness of the QFD steps create limitations in this case. Therefore, here we are satisfied with the definition of a desirability function using a method similar to QFD.
Step 3 Obtain the equation of each output in terms of inputs.
To do this, we use “Full quadratic regression”, which is a common method of correlating parameters. Before that, we need to collect experimental data.
Considering that performing the experiments using “full factorial” method is very complex, time consuming, and therefore practically uneconomical, the Taguchi orthogonal arrays are used in the design of experiments. Here, according to the nature of each output, one of the following three strategies is used in the analysis of variance:
-
Larger is better
-
Smaller is better
-
Nominal is the best
After obtaining the output of Taguchi algorithm (signal to noise ratio), for each output, low-impact input parameters can be eliminated. This way a simpler regression equation can be achieved. The general form of a full quadratic Regression Equation is as Eq. (14):
when xi and xp are inputs, yj is the output (1 ≤ j ≤ m), cj is a constant, and aji, and bjip are coefficients of the terms. Equation (14) can be presented in the Matrix form as Eq. (15):
And in expanded form is shown in Eq. (16):
where the total number of coefficients to be calculated is “m × (1 + n + n2)”, while m is the number of inputs and n is the number of outputs. For example, in a system with 4 inputs and 3 outputs, the total number of coefficients to be calculated is 3 × (1 + 4 + 42) = 63.
Step 4 Optimizing the results.
To optimize machining processes, there are two main methods: classical techniques that include the design of experiments and iterative mathematical search, and modern techniques that are based on metaheuristic methods and problem-specific heuristics. Traditional techniques have a high computational cost, and the risk of non-convergence or falling into the trap of local extremes, so the use of modern techniques has been of great interest, especially in recent decades [77]. Among the modern techniques, the most well-known and widely used method is the genetic algorithm (GA), which is based on metaheuristic search. One of the advantages of genetic algorithm optimization is avoiding convergence to local Max. Or Min. and finding the global optimum in the search space [78]. In addition, this method is able to optimize more than one parameter in a single algorithm. This feature is very important for research in the field of machining, because, the number of machine input parameters, usually is very large. Also, the search results in the genetic algorithm can be limited in the range determined by the user, which makes the user more flexible in his choices for the machine and avoids falling into extremes [79]. A review of the existing literature shows the wide application of this algorithm for machining processes such as in Turning [80,81,82], Drilling [83], Ball end milling [84], Multi-pass milling [85], Micro tuning [86], Abrasive wafer jet machining [87], and Wirecur EDM [88, 89].
Here, the optimization process is implemented on a vector function F, with n inputs and 2 outputs, subject to the boundary conditions, using a multi-objective genetic algorithm. Obviously, the output of this step will be a 2-dimensional optimal Pareto front. Each point on this curve represents an optimal state and the customer will have a visual conception from the outputs and the possibility of selecting based on his/her demands.
Another point that should be noted is the effect of the initial settings of the genetic algorithm on the obtained answer. These parameters include Population size, Selection Function, Crossover Fraction, Mutation Function, Max. Iteration limit, and Function Tolerance, where the most effective of which are Population size, and Crossover Fraction [90]. In order to get the best settings, it is necessary to level these two parameters in the DOE process (for example, using the Taguchi method) and after normalizing the obtained responses, their best levels are selected from the signal-to-noise diagram to optimize the main problem.
Step 5 Obtaining the input settings for maximum customer satisfaction.
As mentioned in step 4, each point on the resulting Pareto Front can be a point with maximum customer satisfaction. At this stage, the Pareto Front chart is provided to the customer so that he/she can select a point on it by comparing the importance of price and quality for his/her work. Then we need to reverse step 4 and get a combination of inputs, so that by applying them to the machine settings, the desired values of YL and YQ are obtained in the output. Obviously, presenting the Pareto Front in a normalized form will give a better perception to the customer.
Figure 1 shows the flowchart of the proposed method in summary.

Flowchart of the proposed method
3 Results and discussion
3.1 Developing of the questionnaire
Before implementing the proposed algorithm, it is necessary to design a customer satisfaction questionnaire for wirecut machining services and prove its validity and reliability. Considering the characteristics mentioned in Sect. 2.1.2, a questionnaire was developed as shown in Fig. 2. In this questionnaire, the first 5 questions are designed with a one-way, 5-point Likert scale. These are used in the calculation of CSAT and CSS indicators. The sixth question is to measure the NPS index and is based on a 10-point Likert scale. To measure the validity of the questionnaire, 11 experts, including 5 wirecut service providers, 3 mold makers, 2 machine developers, and 1 design engineer, were asked to rate the necessity and usefulness of questions 1 to 5 based on Sect. 2.1.2. The obtained results are shown in Table 2. As can be seen, the values of ne, N, and CVR (Based on Eq. (1)) have been calculated in the last three columns of the table for each question and then in the last row as a cumulative score.

The Developed questionnaire for customer satisfaction
Based on the Lawshe table and with linear interpolation, the acceptable threshold for CVR for 11 samples, is 0.594, which confirms the validity of each question and the overall validity of the questionnaire.
To measure the reliability of the questionnaire, according to Sect. 2.1.2, a survey was implemented on a test group that has the role of a pilot of the target population, and Cronbach’s alpha was calculated for it. In this study, the pilot population was 18 people, including 10 mold makers, 6 machine developers, and 2 design engineers. The results obtained are listed in Table 3.
Using Minitab software, the value of Cronbach's alpha for the data of Table 3 is 0.8913, which is higher than the acceptable minimum (0.65 to 0.8). Therefore, the reliability of the created questionnaire is proven.
The proposed algorithm was implemented on a case study. Properties of the equipment, Device, Materials, and the customer survey are described in the Sect. 3.2.
3.2 Design and implementation of the experiments
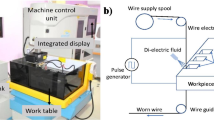
In this research, experiments are performed on a Charmilles Robofil 310F wire-cut EDM machine. Figure 3 shows this Machine with its specifications.

Charmilles Robofil 310F wire-cut EDM machine, 1994, Poland, CNC type, Axis shift in X-Direction: 400 mm, Axis shift in Y-Direction: 250 mm, Z-axis travel: 400 mm, Stroke of the U axis: 400 mm, Stroke of the V-axis: 250 mm, taper capacity: 0.1 to 0.3 mm
A coordinate measuring machine (CMM) and a digital surface roughness tester are used to measure the dimensional accuracy and surface roughness of the samples, respectively. In this process, the electrode is a brass wire with a diameter of 0.25 mm.
According to steps 1 and 2, by reviewing the literature mentioned in the introduction section, the most frequent input and output parameters of WEDM process can be presented as Table 4.
Inputs can vary because of machine type and accessory availability and outputs can vary according to the customer's requirements. considering the available machine, peripherals, and materials for testing, the selected input parameters are Pulse-on Time, Pulse-off Time, Bed-Speed and, No. of Cuts. Although Taper angle and Material are input parameters, they completely depend on the geometry and inherent characteristics of the work piece and are practically constant, so their optimization is meaningless. Duo to the effects of these last two parameters on the outputs, we should consider them as settings that are fixed in a specific project, but may change from one project to another. Then, based on the customer survey and according to the characteristics of the project in hand, the selected output parameters from Table 4 are Dimensional Accuracy, Surface Finish, Material Removal Rate, Final Price and, Delivery Time. Accordingly, 3 outputs are considered as the relative dimensional error (ERR), which includes the Dimensional Accuracy, surface roughness radius (Ra), which is a measure of the Surface Finish, and MRR, which includes all 3 parameters of Material Removal Rate, Final Price and, Delivery Time. MRR is a function of machining time, cutting area, and sample thickness and is calculated based on Eq. (17):
where Kf is machining width, t is specimen thickness, L is machining length, and Tc is the machining time.
After selecting the outputs, a table is provided to the customer and he/she is asked to make pairwise comparisons between the qualitative outputs and enter their relative importance on a scale of 1 to 5. The results are shown in Table 5.
Suppose that ERR and Ra are denoted by y1 and y2 respectively. Therefore, based on Eq. (10) and Eq. (11), R is as Eq. (18).
Then, using (12), w1 = 1.73, and w2 = 0.58. So, according to (13), Yq is as Eq. (19):
Considering that the goal in the optimization process is to minimize the fitness function and on the other hand, higher values of MRR are more desirable, we define function y3 = (1/MRR). Thus, by minimizing y3, we will reach the maximum value of MRR. Knowing that YL = y3, the fitness function is as Eq. (20):
Then based on step 3, experiments were designed using Taguchi L27. 27 samples were manufactured using wire-cut EDM. Figure 4 shows a test specimen being machined. The top and bottom views of it are presented in Fig. 5.

A sample being manufactured by the wire-cut machine

a Top and b Bottom view of a test manufactured specimen
All of the input parameters were considered in three levels that are presented in Table 6. The used materials properties are listed in Table 7. The 27 designed experiments are as shown in Table 7, columns 1–7.
Then, using the mentioned wirecut machine and according to the settings of Table 8, the samples are manufactured. Test specimens were measured using the CMM to find the relative dimensional error with the CAD models. This can be seen in Figs. 6 and 7.

Fabricated specimens by wire-cut EDM and ready for analyze

CMM results of a test specimen
The surface roughness of the samples was measured using a surface roughness tester and reported in μm. Higher Ra values are associated with rougher surfaces. Likewise, surfaces that are smoother, have a lower Ra value.
In order to accurate calculation of the MRR using Eq. (17), start and finish times of the cutting process were carefully recorded during the tests.
A summary of experiments and the results are presented in Table 8. It is necessary to explain that, the input parameter Bed Speed is proportional to the capacitor current and therefore is listed in terms of mA.
3.3 Analysis of variance for designed experiments
Based on step 3, Taguchi analysis was conducted using Minitab software for the results (Table 8). Considering the nature of the outputs ERR, Ra, and MRR, led us to use “smaller is better”, “smaller is better” and, “larger is better” strategies for them, respectively. Subsequently, analysis of variance (ANOVA) was performed to determine the signal to noise ratio of them in terms of input parameters.
Tables 9, 10 and 11 represent signal to noise ratios for ERR, MRR and, Ra, respectively. Same way, Tables 12, 13 and 14 show response table for means of them. Figures 8, 9 and 10 are main effects plot for S/N ratios of ERR, MRR and, Ra and Figs. 11, 12 and 13 are main effects plot for means of them.

Main effects plot for S/N ratios of ERR

Main effects plot for S/N ratios of MRR

Main effects plot for S/N ratios of Ra

Main effects plot for means (ERR)

Main effects plot for means (MRR)

Main effects plot for means (Ra)
According to Table 9, Pulse-on time is the most effective parameter on ERR. Pulse-off Time, Taper Angle, No. of Cuts, and Bed Speed are the next effectives, respectively. Finally, workpiece material has the smallest effect among the studied parameters. Comparing Tables 9 and 10 shows that the order of inputs 1, 2, and 6 have not changed, but priority of 3, 4, and 5 have moved. This is not a problem because their values are very close to each other.
Table 11 illustrates the parameter influences and the levels of them on the MRR. Accordingly, the Pulse-on time is highly influential among the 6 operational parameters and has the chief role in determining MRR. Sequentially, Pulse-off time, Taper Angle, No. of Cuts, and Bed Speed are the following most influential parameters. Finally, workpiece material has the least significant effect. This arrangement is consistent with physical facts, because increasing Pulse-on time provides electric sparks for a more extended period, so more thermal energy is generated, leading to an increase in MMR.
Table 13 and Fig. 12, show that Pulse-on time has the largest effect on Ra. Pulse-off time, Taper angle, No. of Cuts, and Bed Speed are the next most influential parameters. Similar to other outputs, workpiece material has the least effect among the parameters. Increasing Pulse-on time can increase surface roughness as the more extensive pulse duration is commensurate to higher discharge energy. Therefore, has a great effect on the surface roughness and justifies the presented order. Besides, since the nature of Ra is compatible with “smaller is better”, it is expected that the graphs of the signal-to-noise ratio (Fig. 12) and the mean of means (Fig. 13) will have opposite growth. This issue can be clearly seen especially in the case of factors with a high impact, i.e. Pulse-on, Pulse-off, and Taper angle.
For both MRR and Ra, consistency of the rank of the parameters can be seen, between the signal-to-noise ratio and the mean of the means. Slight differences in their shape are negligible, and so, not decisive.
3.4 Regression models
The analysis of the results listed in Table 6 to obtain the full quadratic regression model using Minitab software has led to the following results.
For ERR, the model summary is presented in Table 15, Pareto chart of standardized effects of variables are shown in Fig. 14, and the regression equation is as Eq. (21). Figure 14 shows all effective terms with a threshold of 1.5.

Pareto chart of standardized effects of inputs on ERR
For MRR, the model summary is presented in Table 16, and the regression equation is as (22).
This equation says that, only X1, X2, and X5 are effective (above threshold) parameters on MRR and this effect is only in the linear form. So, the full quadratic and linear regression equations will be the same.
Similarly, for Ra, the model summary is shown in Table 17, and the regression equation is represented as (23).
It shows that only X1, X2, and X5 are effective parameters on Ra and this effect is only in the direct form. Therefore, linear and full quadratic equations are the same.
3.5 Optimization
In our case study, the material was St 37, and the taper angle was 5 degrees based on geometry and application of the workpiece by survey of the customer. Therefore, according to Table 4, X5 = 5 (level 2), and X6 = 1 (level 1). Clearly, these values are constant during the optimization process. The fitness function is obtained by Eq. (20). y1, y2 and y3 are calculated based on the ERR, Ra, and MRR by applying Eq.’s (21), (22), and (23).
The optimization process is done on the fitness function F, with 4 inputs and 2 outputs, using multi-objective genetic algorithm. Since the variable X4 is discrete in nature, it should be replaced with round(X4), in the function written in the software. This way, we will encounter only positive integers in the reverse process. In order to get the best settings, Population size and Crossover Fraction is subjected to the DOE process (Taguchi method) and after normalizing the obtained responses, their best levels are selected from the signal-to-noise diagram. The other settings of GA are selected by analogy to similar problems [91]. This way, the settings of the used multi-objective genetic algorithm are as follows:
-
Population size: 100
-
Selection function: tournament
-
Crossover fraction: 0.8
-
Mutation function: constraint dependent
-
Max. iteration limit: 1000
-
Function tolerance: 0.0001
The output is a 2-dimensional optimal Pareto front as shown in Fig. 15.

Optimal Pareto front for the total fitness function of the case study
To provide better understanding and more accurate decision making, the Pareto-Front diagram can be presented to the customer in a normalized form. This is shown in Fig. 16.

Normalized optimal Pareto front of the case study
The customer is then asked to select a point on the Pareto-Front, regarding the relative importance of price and quality. For example, in our case study, the customer selected a point with coordinates (0.516, 0.240) from the normalized diagram. Now we should find the equivalent input coordinates for each point that is the necessary settings to achieve the desired result of the customer. Now, by use of reverse process, the input settings of the wirecut machine will be as follows:
-
Pulse-on time: 21.937 ms
-
Pulse-off time: 9.716 ms
-
Bed speed: 41.889 mA
-
No. of cuts: 2
It can now be said that these settings create the most favorable situation for the customer and his/her maximum satisfaction is achieved.
3.6 Measurement of the customer satisfaction
The main survey was conducted on two groups of customers as the target population. The first group included customers who received services without need assessment, and the second group included customers who were provided with services after need assessment by the proposed algorithm. The survey of both groups was conducted shortly after receiving the services and by completing the questionnaire of Fig. 2 in both face-to-face and online forms. There were 45 customers in each group, including 28 mold makers, 13 machine developers, and 4 design engineers. The results are shown in Tables 18 and 19, respectively.
The last two rows of each of the Tables 18 and 19 show the indices CSAT and CSS related to that table, separately for each question and then overall, based on formulas (2) and (3). For a better understanding of the comparison between these two groups, they are shown graphically in Fig. 17 for CSAT and 18 for CSS. As can be seen, the use of the proposed algorithm shows a significant growth in all items, as well as cumulatively. In other words, using the algorithm has clearly increased customer satisfaction.

CSAT indicator for Group 1 (without need assessment) and Group 2 (with need assessment)
Customer satisfaction turns ordinary customers into loyal ones, and one of the results is introducing the service company to their friends. As stated in Sect. 2.1.2, this issue is investigated in the calculation of the NPS index. 6th Question of the questionnaire has been designed for this purpose. The response results of the target population in both groups are included in Table 20. This table shows that the NPS index has reached 31.11 from 6.67 (24.44% growth), which means that the satisfaction of customers has led to the expansion of their network. This indicates the effectiveness of the proposed algorithm (Fig. 18).

CSS indicator for Group 1 (without need assessment) and Group 2 (with need assessment)
In other words, the direct result of using this algorithm has been to retain current customers, convert them into loyal customers and attract new customers through existing loyal customers (even in the short term), which means the survival, profitability and expansion of the service organization.
4 Conclusion and future research
The ever-increasing expansion of wirecut in modern machining and its service-oriented nature has caused the vital importance of customer satisfaction in the survival, profitability, and expansion of a service organization. Many valuable studies have been done in the field of optimizing the outputs of the wirecut process based on the input settings, but the main distinction of this research is to obtain the best arrangement of the input settings for the maximum alignment between the different outputs of the process with the customer's expectations and to achieve the highest level of his/her satisfaction.
In the present study, first, the input parameters were determined. Then, a simplified form of the AHP pairwise comparison matrix was completed to assessment of the customer demands and the outputs were prioritized and weighted. A two components vector desirability function generated from QFD and the optimal state of it was presented as a two-dimensional Pareto front using multi-objective genetic algorithm. Here, the customer has the option of choosing any point on the Pareto-front which makes a suitable visual concept to better decisions. A real case study was conducted for a mold manufacturer customer and the proposed algorithm was checked and validated in terms of simplicity, feasibility, measurability, flexibility, and updatability.
The monitoring of this customer satisfaction has been done through the development of a documented and standardized questionnaire whose validity and reliability have been proved. Significant growth in various items and overall satisfaction of the customer, based on indicators CSAT (from 57.6% to 70.3%) and CSS (from 30.2% to 54.2%), show the effectiveness of this algorithm in increasing Customer satisfaction. Also, this achievement has led the customers to introduce the service organization to their friends and so, the customer network will be expanded. This is clearly seen in the growth of the NPS index from 6.67 to 31.11. This effectiveness ultimately causes the survival, profitability, and expansion of the organization.
The risk of fitting the regression model with a high approximation, the effect of the initial settings of the genetic algorithm on the quality of the obtained optimum, and the presence of outlier data in the survey can be considered as "vulnerable points" of this algorithm. In contrast, the use of artificial neural networks in mathematical modeling, the application of multi-criteria decision-making techniques as well as fuzzy logic in customer surveys, and the presentation of Pareto-Front as a continuous equation can be the focus of more work on the subject.
Data availability
All data generated or analyzed during this study are included in this published article.
Abbreviations
- µ:
-
Micro
- m:
-
Meter
- s:
-
Second
- A:
-
Ampere
- Ra :
-
Average surface roughness (μm)
- mm:
-
Millimeter
- µm:
-
Micrometer
- µs:
-
Microsecond
- ANOVA:
-
Analysis of variance
- CNC:
-
Computer numerical control
- EDM:
-
Electrical discharge machining
- ERR:
-
Error
- GA:
-
Genetic algorithm
- MRR:
-
Material removal rate
- SR:
-
Surface roughness
- Ton :
-
Pulse-on time
- Toff :
-
Pulse-off time
- WEDM:
-
Wire electrical discharge machining
References
Mouralova K et al (2021) Machining of B1914 nickel-based superalloy using wire electrical discharge machining. Proc Inst Mech Eng Part E J Process Mech Eng 235:2141–2153
Maciel DT, Lauro CH, Brandão LC (2015) Characteristics of machined and formed external threads in titanium alloy. Int J Adv Manuf Technol 79(5):779–792
Chaudhari R et al (2021) Pareto optimization of WEDM process parameters for machining a NiTi shape memory alloy using a combined approach of RSM and heat transfer search algorithm. Adv Manuf 9(1):64–80
Jain VK (2009) Advanced machining processes. Allied Publishers
Chaudhary A, Sharma S, Verma A (2022) Optimization of WEDM process parameters for machining of heat treated ASSAB’88 tool steel using Response surface methodology (RSM). Mater Today Proc 50:917–922
Santosh Patro SRP (2018) A concise review on optimization of machining process variables in WEDM. Int J Eng Sci Technol (IJEST) 10(6)
Liao Y, Woo J (1997) The effects of machining settings on the behavior of pulse trains in the WEDM process. J Mater Process Technol 71(3):433–439
Lin C-T, Chung I-F, Huang S-Y (2001) Improvement of machining accuracy by fuzzy logic at corner parts for wire-EDM. Fuzzy Sets Syst 122(3):499–511
Lin J-L, Lin C (2005) The use of grey-fuzzy logic for the optimization of the manufacturing process. J Mater Process Technol 160(1):9–14
Sarkar S et al (2008) Modeling and optimization of wire electrical discharge machining of γ-TiAl in trim cutting operation. J Mater Process Technol 205(1–3):376–387
Rajyalakshmi G, Venkata Ramaiah P (2013) Multiple process parameter optimization of wire electrical discharge machining on Inconel 825 using Taguchi grey relational analysis. Int J Adv Manuf Technol 69(5):1249–1262
Babu Rao T, Gopala Krishna A (2013) Simultaneous optimization of multiple performance characteristics in WEDM for machining ZC63/SiCp MMC. Adv Manuf 1(3):265–275
Durairaj M, Sudharsun D, Swamynathan N (2013) Analysis of process parameters in wire EDM with stainless steel using single objective Taguchi method and multi objective grey relational grade. Procedia Eng 64:868–877
Shayan AV, Afza RA, Teimouri R (2013) Parametric study along with selection of optimal solutions in dry wire cut machining of cemented tungsten carbide (WC-Co). J Manuf Process 15(4):644–658
Mohanty CP, Mahapatra SS, Singh MR (2014) An experimental investigation of machinability of Inconel 718 in electrical discharge machining. Procedia Mater Sci 6:605–611
Sultan T, Kumar A, Gupta RD (2014) Material removal rate, electrode wear rate, and surface roughness evaluation in die sinking EDM with hollow tool through response surface methodology. Int J Manuf Eng 2014
Tilekar S, Das SS, Patowari P (2014) Process parameter optimization of wire EDM on aluminum and mild steel by using taguchi method. Procedia Mater Sci 5:2577–2584
Ugrasen G et al (2014) Process optimization and estimation of machining performances using artificial neural network in wire EDM. Procedia Mater Sci 6:1752–1760
Mathew B, Benkim B, Babu J (2014) Multiple process parameter optimization of WEDM on AISI304 using utility approach. Procedia Mater Sci 5:1863–1872
Hourmand M et al (2015) Investigating the electrical discharge machining (EDM) parameter effects on Al-Mg2Si metal matrix composite (MMC) for high material removal rate (MRR) and less EWR–RSM approach. Int J Adv Manuf Technol 77(5):831–838
Dongre G et al (2015) Multi-objective optimization for silicon wafer slicing using wire-EDM process. Mater Sci Semicond Process 39:793–806
Reddy VC, Deepthi N, Jayakrishna N (2015) Multiple response optimization of wire EDM on aluminium HE30 by using grey relational analysis. Mater Today Proc 2(4–5):2548–2554
Patil NG, Brahmankar P, Thakur D (2016) On the effects of wire electrode and ceramic volume fraction in wire electrical discharge machining of ceramic particulate reinforced aluminium matrix composites. Procedia CIRP 42:286–291
Dabade U, Karidkar S (2016) Analysis of response variables in WEDM of Inconel 718 using Taguchi technique. Procedia Cirp 41:886–891
Gurupavan H et al (2017) Estimation of machining performances in WEDM of aluminium based metal matrix composite material using ANN. Mater Today Proc 4(9):10035–10038
Kumar A et al (2017) NSGA-II approach for multi-objective optimization of wire electrical discharge machining process parameter on inconel 718. Mater Today Proc 4(2):2194–2202
Majumder H et al (2017) Use of PCA-grey analysis and RSM to model cutting time and surface finish of Inconel 800 during wire electro discharge cutting. Measurement 107:19–30
Sen R et al (2018) Optimization of wire EDM parameters using teaching learning based algorithm during machining of maraging steel 300. Mater Today Proc 5(2):7541–7551
Ramanan G, Dhas JER (2018) Multi objective optimization of wire EDM machining parameters for AA7075-PAC composite using grey-fuzzy technique. Mater Today Proc 5(2):8280–8289
Pramanik A, Basak A, Prakash C (2019) Understanding the wire electrical discharge machining of Ti6Al4V alloy. Heliyon 5(4):e01473
Pramanik A et al (2019) Optimizing dimensional accuracy of titanium alloy features produced by wire electrical discharge machining. Mater Manuf Processes 34(10):1083–1090
Chaudhari R et al (2020) Multi-response optimization of WEDM parameters using an integrated approach of RSM–GRA analysis for pure titanium. J Inst Eng (India) Ser D 101(1):117–126
Rathi P, et al (2020) Multi-response optimization of Ni55. 8Ti shape memory alloy using taguchi–grey relational analysis approach. In: Recent advances in mechanical infrastructure, pp 13–23. Springer
Devarasiddappa D, Chandrasekaran M, Arunachalam R (2020) Experimental investigation and parametric optimization for minimizing surface roughness during WEDM of Ti6Al4V alloy using modified TLBO algorithm. J Braz Soc Mech Sci Eng 42(3):1–18
Palanisamy D et al (2020) Experimental investigation and optimization of process parameters in EDM of aluminium metal matrix composites. Mater Today Proc 22:525–530
Kumar UA, Saidulu G, Laxminaryana P (2020) Experimental investigation of process parameters for machining of Nimonic alloy 75 using wire-cut EDM. Mater Today Proc 27:1362–1368
Jahare MH, Idris MH, Hassim MH (2020) Effect of WEDM parameters on material removal rate and kerf’s width of cobalt chromium molybdenum using full factorials design. Adv Mater Process Technol 1–14
Sibalija TV, Kumar S, Patel G (2021) A soft computing-based study on WEDM optimization in processing Inconel 625. Neural Comput Appl 33(18):11985–12006
Goyal A, Gautam N, Pathak VK (2021) An adaptive neuro-fuzzy and NSGA-II-based hybrid approach for modelling and multi-objective optimization of WEDM quality characteristics during machining titanium alloy. Neural Comput Appl 1–16
Kumar A, et al (2021) Multi-objective optimization of WEDM of aluminum hybrid composites using AHP and genetic algorithm. Arab J Sci Eng 1–13
Phate MR, Toney SB, Phate VR (2021) Multi-parametric optimization of WEDM using artificial neural network (ANN)-based PCA for Al/SiCp MMC. J Inst Eng India Ser C 102(1):169–181
Doreswamy D et al (2021) Optimization and modeling of material removal rate in wire-EDM of silicon particle reinforced Al6061 composite. Materials 14(21):6420
Straka Ľ, Piteľ J, Čorný I (2021) Influence of the main technological parameters and material properties of the workpiece on the geometrical accuracy of the machined surface at wedm. Int J Adv Manuf Technol 115:3065–3087
Aiyar H, Chauhan G, Gupta N (2021) Soft modeling of WEDM process in prediction of surface roughness using artificial neural networks. In: Recent advances in smart manufacturing and materials, pp 465–474. Springer
Shinde B, Pawade R (2021) Study on analysis of kerf width variation in WEDM of insulating zirconia. Mater Manuf Processes 36(9):1010–1018
Zahoor S et al (2021) WEDM of complex profile of IN718: multi-objective GA-based optimization of surface roughness, dimensional deviation, and cutting speed. Int J Adv Manuf Technol 114(7):2289–2307
Kumar R, Katyal P, Mandhania S (2022) Grey relational analysis based multiresponse optimization for WEDM of ZE41A magnesium alloy. Int J Lightweight Mater Manuf 5(4):543–554
Raj A, et al (2022) Design, modeling and parametric optimization of WEDM of Inconel 690 using RSM-GRA approach. Int J Interact Des Manuf (IJIDeM) 1–11
Sinha A, Majumder A, Gupta K (2022) A RSM based MOGOA for process optimization during WEDM of Inconel 625. Proc Inst Mech Eng Part E J Process Mech Eng 09544089221074837
Kumar N, et al (2022) Study on various parameters of WEDM using different optimization techniques: a review. Mater Today Proc
Jamal A, Naser K (2002) Customer satisfaction and retail banking: an assessment of some of the key antecedents of customer satisfaction in retail banking. Int J Bank Mark
Zamry AD, Nayan SM (2020) What is the relationship between trust and customer satisfaction? J Undergrad Soc Sci Technol 2(2)
Minta Y (2018) Link between satisfaction and customer loyalty in the insurance industry: moderating effect of trust and commitment. J Mark Manag 6(2):25–33
Bloemer J, De Ruyter K (1998) On the relationship between store image, store satisfaction and store loyalty. Eur J Mark
Nguyen DT et al (2020) Impact of service quality, customer satisfaction and switching costs on customer loyalty. J Asian Finance Econ Bus 7(8):395–405
Fornell C et al (1996) The American customer satisfaction index: nature, purpose, and findings. J Mark 60(4):7–18
Apornak A (2017) Customer satisfaction measurement using SERVQUAL model, integration Kano and QFD approach in an educational institution. Int J Prod Qual Manag 21(1):129–141
Dam SM, Dam TC (2021) Relationships between service quality, brand image, customer satisfaction, and customer loyalty. J Asian Finance Econ Bus 8(3):585–593
Wreden N (2004) What’s better than customer satisfaction. Viewpoint, destination CRM. com (Customer Relationship Management)
Ali BJ et al (2021) Impact of service quality on the customer satisfaction: case study at online meeting platforms. Int J Eng Bus Manag 5(2):65–77
Anandaraja E, Hariharan K, Biswas AK (2022) Disconfirmation model. J Posit Sch Psychol 6(7):2363–2370
Bakhtiyari M (2019) Customer satisfaction management: a mini review. Authorea Preprints
Nassiri Pirbazari K, Jalilian K (2020) Designing an optimal customer satisfaction model in automotive industry. J Control Autom Electr Syst 31(1):31–39
Aigbavboa C, Thwala W (2013) A theoretical framework of users’ satisfaction/dissatisfaction theories and models. In: 2nd International conference on arts, behavioral sciences and economics issues (ICABSEI’2013) Dec
Parker CJ, Wang H (2016) Examining hedonic and utilitarian motivations for m-commerce fashion retail app engagement. J Fashion Mark Manag Int J
Anjaria K (2022) Knowledge derivation from Likert scale using Z-numbers. Inf Sci 590:234–252
Cheng C et al (2021) Can Likert scales predict choices? Testing the congruence between using Likert scale and comparative judgment on measuring attribution. Methods Psychol 5:100081
Singh AS (2017) Common procedures for development, validity and reliability of a questionnaire. Int J Econ Commerce Manag 5(5):790–801
Mohammadbeigi A, Mohammadsalehi N, Aligol M (2015) Validity and reliability of the instruments and types of measurments in health applied researches. J Rafsanjan Univ Med Sci 13(12):1153–1170
Heravi-Karimooi M, et al (2010) Designing and determining psychometric properties of the Domestic Elder Abuse Questionnaire. Iran J Ageing 5(1)
Lawshe CH (1975) A qualitative approach to content validity. Pers Psychol 28(4):563–575
Cronbach LJ (1951) Coefficient alpha and the internal structure of tests. Psychometrika 16(3):297–334
DeVellis RF, Thorpe CT (2021) Scale development: theory and applications. Sage Publications
Wenninger A, Rau D, Röglinger M (2022) Improving customer satisfaction in proactive service design. Electron Mark 1–20
Tovmasyan G (2019) Assessment of tourist satisfaction index: evidence from Armenia
Gorgani HH (2016) Improvements in teaching projection theory using failure mode and effects analysis (FMEA). J Eng Appl Sci 100(1):37–42
Zolpakar NA, et al (2020) Application of multi-objective genetic algorithm (MOGA) optimization in machining processes. In: Optimization of manufacturing processes. Springer, pp 185–199
Haghshenas Gorgani H, Jahantigh Pak A (2018) A genetic algorithm based optimization method in 3D solid reconstruction from 2D multi-view engineering drawings. J Comput Appl Mech 49(1):161–170
Deb K (2011) Multi-objective optimisation using evolutionary algorithms: an introduction. In: Multi-objective evolutionary optimisation for product design and manufacturing, pp 3–34. Springer
Sangwan KS, Kant G (2017) Optimization of machining parameters for improving energy efficiency using integrated response surface methodology and genetic algorithm approach. Procedia CIRP 61:517–522
Sahali M, Belaidi I, Serra R (2015) Efficient genetic algorithm for multi-objective robust optimization of machining parameters with taking into account uncertainties. Int J Adv Manuf Technol 77(1):677–688
Kumar KP et al (2018) Optimisation of machining parameters in aluminium alloy composite using genetic algorithm. EPH-Int J Sci Eng (ISSN: 2454-2016) 1(1):395–400
Kant G, Sangwan KS (2015) Predictive modelling and optimization of machining parameters to minimize surface roughness using artificial neural network coupled with genetic algorithm. Procedia Cirp 31:453–458
Sekulic M et al (2018) Prediction of surface roughness in the ball-end milling process using response surface methodology, genetic algorithms, and grey wolf optimizer algorithm. Adv Prod Eng Manag 13(1):18–30
An LB (2011) Optimal selection of machining parameters for multi-pass turning operations. In: Advanced materials research. Trans Tech Publications
Durairaj M, Gowri S (2013) Parametric optimization for improved tool life and surface finish in micro turning using genetic algorithm. Procedia Eng 64:878–887
Shukla R, Singh D (2017) Experimentation investigation of abrasive water jet machining parameters using Taguchi and evolutionary optimization techniques. Swarm Evol Comput 32:167–183
Pasam VK et al (2010) Optimizing surface finish in WEDM using the Taguchi parameter design method. J Braz Soc Mech Sci Eng 32:107–113
Magabe R et al (2019) Modeling and optimization of Wire-EDM parameters for machining of Ni55.8Ti shape memory alloy using hybrid approach of Taguchi and NSGA-II. Int J Adv Manuf Technol 102(5):1703–1717
Črepinšek M et al (2019) Tuning multi-objective evolutionary algorithms on different sized problem sets. Mathematics 7(9):824
Sada SO (2020) The use of multi-objective genetic algorithm (MOGA) in optimizing and predicting weld quality. Cogent Eng 7(1):1741310
Funding
No funds, grants, or other support were received during the preparation of this manuscript.
Author information
Authors and Affiliations
Contributions
All authors contributed to the Material preparation, data collection and analysis. All of them read and approved the final manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Haghshenas Gorgani, H., Jahazi, A., Jahantigh Pak, A. et al. A hybrid algorithm for adjusting the input parameters of the wirecut EDM machine in order to obtain maximum customer satisfaction. SN Appl. Sci. 5, 37 (2023). https://doi.org/10.1007/s42452-022-05256-w
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-022-05256-w