
Abstract
This work focuses on developing the mathematical model of surface roughness (Ra) in the turning of Inconel 625 superalloy with cryogenically treated tungsten carbide inserts. The influence of cryogenic treated on the microstructure and hardness of tungsten carbide tools was also investigated for the as-received inserts and deep cryogenic treatment at − 196 °C for 12, 24, and 36 h conditions. Turning experiments have been performed according to an orthogonal array L16 with three parameters (cutting tool, feed rate, cutting speed) at different levels with a 1 mm depth of cut. The ideal cutting tool and cutting parameters were evaluated in terms of the surface roughness (Ra). Analysis of Variance has been applied to determine the percentage of each cutting factor. It has been observed that the cutting speed has a maximum with 66.28% contribution on Ra. The best optimal turning parameters are obtained as A3B3C1 according to S/N ration. The mathematical model of Ra has been developed by regression analysis. The developed model is tested with verification experiments and found to be in good agreement with the experimental results.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Metal cutting is a widely used manufacturing process to give the final shape of the majority of industrial components needed by industries such as energy, aerospace, automotive, and petrochemical [1, 2]. In the manufacturing process as in other processes, the main objective is to achieve as soon as possible and most economical production with desired quality. Therefore, in recent years, many researchers have focused on optimizing and modelling the cutting process for economical production with desired quality.
The development of new materials and alloys with superior properties for the manufacturing industry is considered to be the impetus for today's development in cutting tool industry which began to develop with the invention of the steam engine [1]. Nickel-based superalloys can be an example of these materials. The material is extensively utilized in the aircraft and aerospace industry and application area of these alloys has widened to include nuclear power systems, submarine, chemical and petrochemical industries etc. Inconel 625 superalloys is an excellent material with high thermal resistance and the ability to retain much of their mechanical strength properties and resistance to hot corrosion and erosion at elevated temperatures over 600 °C which make them attractive for formidable applications [2, 3]. Inconel 625 alloy is usually difficult-to-machine materials because of their superior properties. There are many factors affecting the machinability of Inconel 625 alloy. For example, the high temperature resistance of this alloy creates heavy abrasive wear on the tooltip during the machining process [4].
In our world where global warming is felt more and more every day, environmentally friendly transformations are required in every area. Therefore, sustainable production and environmental problems in the metal cutting industry have attracted the attention of researchers in recent years. For example, cutting fluids (CFs), which are widely used in machining processes, cause some disadvantages such as increasing environmental pollution and serious health problems such as lung cancer, respiratory diseases, dermatological and genetic diseases in the worker [5]. In addition, there are the cost of waste disposal of conventional cutting fluid in production. For all these reasons, the researchers are focused on developing alternative cooling methods such as nanofluids, vegetable based cutting fluids, the minimum quantity lubrication (MQL) system, cryogenic and hybrid cooling and optimizing the cutting process to increase the efficiency of production [6, 7]. For example, cryogenic treatment is an environmentally friendly method, and it is useful to better tool life as it increases resistance to abrasive wear of cutting tools in machining operations. In addition, it is applied as a complementary process after the heat treatment in steels and it supports more conversion of retained austenite into martensite and precipitation of fine secondary carbides. Consequently, it improves the performance of the material by causing an irreversible transformation in the microstructure. In many studies, it is seen that cryogenic treatment can better the mechanical properties, wear resistance, dimensional stability and corrosion resistance of materials [8, 9].
Literature survey indicated that there are considerable information relating to environmentally friendly methods in the metal cutting industry and machinability of Nickel-based superalloys. However, it was observed that no extensive study was done into the surface roughness in turning of Ni-based alloy 625. Furthermore, it not seen in on a study that the effect of the soaking time of cryogenically treated tungsten carbides inserts in the turning of Inconel 625, which is difficult-to-machine material is investigated. Therefore, the aim of this work is to develop the mathematical model of surface roughness (Ra) in the turning of Inconel 625 superalloy with cryogenically treated tungsten carbide inserts. First, the cryogenic cooling process was performed tungsten carbide cutting tools at different soaking times. Thereafter, the turning tests have been carried on Inconel 625 alloy by the as-received and cryogenically treated tungsten carbides insert to determine the surface roughness. These tests have been done at four cutting speed (90, 120, 150 and 180 m/min), four feed rates (0.1 0.15, 0.2 and 0.25 mm/rev), and a 1-mm depth of cut. The Analysis of variance (ANOVA) was performed to observe the contribution of the cutting factors on the Ra. At the same time, two different multiple regression models have been performed for Ra results. Finally, it was developed in linear and quadratic mathematical models for the estimation of Ra and was performed by verification experiment.
2 Materials and methods
2.1 Cryogenic treatment
The schematic design of the cryogenic equipment is exhibited in Fig. 1. Figure 2 shows the cycle of the cryogenic process applied to tungsten carbide inserts. The cutting inserts were applied to deep cryogenic treatment (CT-I) for 12 h at − 196 °C, deep cryogenic treatment (CT-II) for 24 h at − 196 °C, and deep cryogenic treatment for 36 h at − 196 °C (CT-III). Then, the cutting inserts were tempered for 2 h at 180 °C.

Schematic design of cryogenic equipment

Cryogenic cycle
2.2 Machining conditions and experimental measurement procedures
Inconel 625 superalloy was used for machinability testing. The turning tests were made on dry conditions in CNC turning machining. In the tests, were used uncoated tungsten carbide (WC–Co) inserts, with the ISO designation CNMG080404B and K68 quality, by Kennametal. The turning experiments were performed according to ISO 3685.
The microstructure investigations were carried out using scanning electron microscopy (SEM) equipped by EDS to characterise inserts microstructure and precipitate particles for the as-received inserts and cryogenic treated inserts. Tungsten carbide (Wc–Co) inserts for metallographic examination were prepared by conventional metallographic procedures by applying grinding, polishing and etching. All prepared samples were etched in Murakami solution to reveal the microstructure.
Hardness measurements were performed by applying Hv0.5 (500 g) load for as-received inserts and cryogenic-treated inserts. A minimum of five hardness measurements were carried out on each insert and the average of these was accepted as an insert hardness value.
The Ra measurement was performed on the machined surfaces by a Mitutoyo Surftest 211 instrument. A minimum of three measurements were made on each surface. The mean of three measurements was accepted as a workpiece surface roughness value.
2.3 Design of experiments
The experiment design was done by the Taguchi's orthogonal array L16 (4 × 4). Table 1 shows the control factors and their levels. The S/N ratio (“The smallest-the-better”) was applied to define the optimum levels of turning conditions. At the same time, the contribution rates of turning parameters on Ra was determined by variance analysis (Anova).
2.4 Regression analysis
Regression analysis was performed to define and modelling the relationship between control factors and surface roughness. Two different multiple regression models have been performed for estimate of Ra results. The output factor is Ra while the input factors are cutting tools, cutting speed, and feed.
3 Results and discussion
3.1 Microstructure and hardness
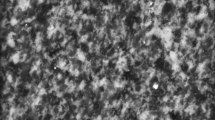
SEM micrographs of as-received inserts and cryogenic treated inserts are seen in Fig. 3. Gill et al. reported that there are four main phases in the microstructure of tungsten carbide inserts, namely, α-phase (Tungsten carbide), β-phase (Cobalt metal binder), γ (Carbide of a cubie lattice) and η-phase (Multiple carbides of tungsten). The fine eta (η) carbide also particles precipitate during the cryogenic treatment [10]. As can be seen from Fig. 3, SEM picture of the as-received inserts and cryogenic treated inserts shows α-phase, β-phase, γ and η-phase. The η-carbides can be identified as dark grey areas in the microstructure of the tungsten carbide inserts after cryogenic treatment. It was observed from SEM micrographs that the amount of eta (η) carbide had significantly increased in the cryogenic treated inserts compared to the as-received inserts. Reddy et al. [11] were defined the fine η-carbides improved the hardness and wear resistance. The hardness measurements are confirming this situation.

Microstructures of tungsten carbide inserts: a As-received, b 12 h cryogenically treated, c 24 h cryogenically treated, d 36 h cryogenically treated
The EDS analysis results for as-received inserts and 24 h cryogenic treated inserts are given in respectively, Figs. 4 and 5. The η-phase has 79.62% W, 12.21% C, and 5.79% Co according to the EDS I. On the other hand, the η-phase has 81.41% W, 10.02% C, and 6.83% Co according to the EDS II. This situation indicated that the n phase takes a more stable form because of the form of a denser, more harmonious with larger tungsten carbide particles during the cryogenic treatment as suggested by Özbek [12].

EDS analysis results for as-received insert

EDS analysis results for 24 h cryogenically treated insert
Figure 6 shows the change in hardness values of tungsten carbide (WC–Co) inserts. As can be seen from Fig. 6, the deep cryogenic processing has a significant impact on the hardness of the inserts. However, this situation is limited. For example, hardness is increased by about 10% in the 24-h cryogenic treated samples compared to the as-received samples. In a similar study, this case has been associated with an increase in hardness and wear resistance of the precipitation of η-phase carbides [10]. In another case, there is no appreciable increase in the 36-h cryogenic treated samples compared to the as-received samples.

The hardness values of cutting tools
3.2 Evaluation of experimental results
The influences of the cryogenic treatments on the Ra are seen in Fig. 7. The effects of the cutting parameters on the Ra are also seen from Figs. 8, 9. The lowest Ra value is achieved as 0.21 µm in turning of Inconel 625 with feed rate (0.1 mm/rev), cutting speed (150 m/min) and (24 h) cryogenic treated insert. This is verified by the response table of S/N ratios for Ra (Table 5). According to the results of ANOVA analysis, it has been observed that the cutting speed has a maximum with 66.28% contribution on Ra. The Ra values generally decrease with increasing Vc (m/min). This situation in many studies has been associated with the decrease in the tendency of built-up edge (BUE) formation [13,14,15,16,17]. The surface roughness is approximately 30% decrease with increasing cutting speed from 90 to 120 mm/rev while 37% decrease by feed rate from 120 to 150 mm/rev in turning tests using as-received inserts. Moreover, in turning tests using (24 h) cryogenic treatments inserst, the surface roughness is approximately 44% decrease with increasing cutting speed from 90 to 120 mm/rev while 54% decrease by feed rate from 120 to 150 mm/rev. The Ra values have about 26% decreased in all cryogenic treated inserts compared to the as-received inserts. As can be seen in similar studies, this situation can be associated with the increased hardness and wear resistance with the formation of fine carbides in the cutting tool after cryogenic treatment [11, 12] [18]. The lowest Ra value is measured in the machining of Inconel 625 alloy with the CT-II (deep cryogenic treatment for 24 h at − 196 °C) inserts. Consequently, the cryogenic process applied to cutting tools has provided an improvement in the surface quality in turning of the Inconel 625.

Effects of cutting parameters on Ra (triangle— as-received, circle—CT-I, square—CT-II, diamond—CT-III)

Change of Ra values

Change of Ra values
According to Table 5 and Fig. 9, the Ra is primarily affected by Vc (m/min) and this is followed by f (mm/rev) and Ct, respectively. The Ra values increased with increasing f (mm/rev) in turning of Inconel 625 by using as-received inserts and cryogenic treated inserts. The increase in surface roughness values with increasing f (mm/rev) is an expected situation in machinability studies. For example, Korkmaz and Günay reported that the surface roughness values increase with increasing f (mm/rev) in turning of Nimonic 80A, which the nickel-based superalloy [19].
3.3 Optimization of surface roughness
Table 2 shows the average of Ra values obtained as a result of turning tests and S/N ratios. The S/N ratios were used to determine optimum levels of cutting parameters. The level with the highest S/N ratio for cutting parameters is considered optimum according to Table 3. Consequently, the ideal levels were determined as the third level (A3) of cutting tool (Ct), the third level (B3) of cutting speed (Vc) and the first level (C1) of feed rate (f). The optimal levels of the cutting parameters according to the average values of S/N ratios are shown in Fig. 10. The average value of Ra (TRa) was determined to be 0.53 μm.

Influence of factors on The mean of S/N ratios
3.4 Analysis of variance
Analysis of variance was utilized to analyze the influence of cryogenic treated and turning factors on Ra. This analysis was performed with the confidence level of 95%. The Anova analysis results for Ra are given in Table 4. The F value and the significance level (P) are important factors in variance analysis. The P value should be less than 0.05 and also, the parameter with the largest F value is the most influential on the output. Consequently, the most significant parameter affecting Ra was determined to be Vc (m/min) with contribution of 66.28%. Other parameters Ct, and f (mm/rev) effective the surface roughness with a contribution 2.31 and 24.27%, respectively.
3.5 Development of regression models for Ra
The relationship between the dependent and independent variables was analyzed and modelled using multiple regression analysis. Equations (2) and (3) show the estimation equations for Ra created using linear and quadratic regression models, respectively. The R2 of the Eq. (2) was found to be 93%. The estimated values achieved using the quadratic regression model were more limited than the values achieved using the linear regression model. Therefore, the quadratic regression model was accepted ideally for the predict of Ra. The comparison of estimated values obtained multiple regression analysis with experimental results for Ra are given in Figs. 11.

Comparison of estimated values and experimental results for Ra
3.6 Verification tests
The validity of the mathematical equation is obtained with high accuracy coefficient was checked by comparing with real tests. Therefore, verification tests have been conducted. For the estimation of Ra, the accuracy of the equations developed using Taguchi technique was tested using Eqs. (4)–(6).
The parameter group (A3B3C1) represent the ideal level values of Ra by using the analysis of the S/N ratio results. TRa is the average of Ra obtained from the test values. Consequently, it was obtained that \({Ra}_{opt}=0.29\) µm. The following Eqs. 5 and 6 were used to determine the confidence interval (CI) to test the correctness of the optimization. The confidence intervals were determined as \({CI}_{Ra}=\pm 0.228\).
The predict mean optimal Ra with 95% the confidence interval:
The model developed for Ra (\({Ra}_{exp}=0.21\)) was achieved at 95% confidence interval. Finally, the model developed for Ra were tested at ideal and different levels of turning parameters. Table 5 shows the actual values and the estimated values obtained by the regression model. Consequently, the estimated values of Ra by quadratic regression models are very close to the actual values [20]. The calculated error values are obtained within the specified limits.
4 Conclusions
The aim of this work is to develop the mathematical model of surface roughness (Ra) in the turning of Inconel 625 superalloy by using Taguchi method and regression analysis. The influence of cryogenic treatment on the microstructure and hardness of tungsten carbide tools was also investigated for the as-received inserts and deep cryogenic treatment at − 196 °C for 12 h, 24 h, and 36 h conditions. Moreover, the ANOVA has been applied to determine the percentage of each cutting factor. Finally, the mathematical model of Ra has been developed by regression analysis. The results achieved in this context are listed as follows:
The hardness of tungsten carbide inserts increases by 10% after cryogenic treatment applied at − 196◦C for 24 h, but this increase is limited. This situation can be associated with the formation of fine carbides in the microstructure of the cutting tool after cryogenic treatment.
The best finishing surface has obtained in the 24 h − 196° cryogenic treated tool. These inserts are observed an approximately 26% improvement in surface roughness compared to the as-received inserts.
The Ra values increased with increasing feed rate in turning of Inconel 625 by using as-received inserts and cryogenic treated inserts.
Statistical results indicate that it is determined that the A3B3C1 (cutting tool = 24 h − 196° cryogenic treated, cutting speed = 150 m/min, feed rate = 0.1 mm/rev) parameters are the ideal cutting parameters for Ra. The surface roughness is obtained as 0.21 mm in the turning test performed using these parameters.
Based on The ANOVA results, the cutting speed has a maximum with 66.28% contribution on Ra.
The estimated values of Ra by quadratic regression models are very close to the actual values. Consequently, the Taguchi method has been successfully applied for determining the ideal Ra in machining of Inconel 625 superalloy.
Abbreviations
- Ra:
-
Surface roughness (µm)
- Ct:
-
Cutting tool
- Vc:
-
Cutting Speed (m/min)
- f:
-
Feed rate (mm/rev)
- S/N:
-
Signal/noise ratio (dB)
- CI:
-
Confidence interval
- n_eff:
-
Confirmatory test number
- N:
-
Total number of tests
References
Trent EM (1989) Metal cutting, 3rd edn. Butterworths Press, London
Jawaid A, Koksal S, Sharif S (2001) Cutting performance and wear characteristics of PVD coated and uncoated carbide tools in face milling Inconel 718 aerospace alloy. J Mater Process Technol 116:2–9
Inconel 625 Alloy, https://www.specialmetals.com/assets/smc/documents/alloys/inconel/inconel-alloy-625.pdf Accessed 20 June 2020
High-Temperature Machining Guide, https://www.kennametal.com/content/dam/kennametal/kennametal/common/Resources/Catalogs-Literature/Metalworking/SuperAlloys_material_machining_guide_Aerospace.pdf.” Accessed 20 June 2020
Cetin MH, Ozcelik B, Kuram E, Demirbas E (2011) Evaluation of vegetable based cutting fluids with extreme pressure and cutting parameters in turning of AISI 304L by Taguchi method. J Clean Prod 19:2049–2056
Nas E, Özbek NA (2019) Optimization of the machining parameters in turning of hardened hot work tool steel using cryogenically treated tools. Surf Rev Lett 27(05):1950177
Yıldırım Ç, Kıvak T, Erzincanlı F (2019) Influence of different cooling methods on tool life, wear mechanisms and surface roughness in the milling of nickel-based waspaloy with WC tools. Arab J Sci Eng 44:7979–7995
Molinari A, Pellizzari M, Gialanella S, Straffelini G, Stiasny KH (2001) Effect of deep cryogenic treatment on the mechanical properties of tool steels. J Mater Process Technol 118:350–355
Çiçek A, Uygur İ, Kıvak T, Özbek NA (2012) Machinability of AISI 316 austenitic stainless steel with cryogenically treated M35 high-speed steel twist drills. J Manuf Sci Eng 134(6):061003
Gill SS, Singh J, Singh H, Singh R (2012) Metallurgical and mechanical characteristics of cryogenically treated tungsten carbide (WC–Co). Int J Adv Manuf Technol 58:119–131
Reddy TVS, Sornakumar T, Reddy MV, Venkatram R, Senthilkumar A (2009) Turning studies of deep cryogenic treated p-40 tungsten carbide cutting tool inserts – technical communication. Mach Sci Technol 13:269–281
Özbek NA (2020) Effects of cryogenic treatment types on the performance of coated tungsten tools in the turning of AISI H11 steel. J Mater Res Technol. https://doi.org/10.1016/j.jmrt.2020.03.038
Ciftci I (2006) Machining of austenitic stainless steels using CVD multi-layer coated cemented carbide tools. Tribol Int 39:565–569
Özlü B, Akgün M, Demir H (2019) Analysis and optimization of effects on surface roughness of cutting parameters on turning of AA6061 alloy. Gazi Müh Bilim Derg 5:151–158
Demir H, Gündüz S, Erden MA (2018) Influence of the heat treatment on the microstructure and machinability of AISI H13 hot work tool steel. Int J Adv Manuf Technol 95:2951–2958
Gökçe H, Çiftçi I, Demir H (2018) Cutting parameter optimization in shoulder milling of commercially pure molybdenum. J Brazilian Soc Mech Sci Eng 40(7):360
Akgün M, Yurtkuran H, Basri HB (2020) Optimization of cutting parameters and analysis of effects of artificial aging on machinability of AA7075 alloy. Pamukkale Univ Muh Bilim Derg 26(1):75–81
Vadivel K, Rudramoorthy R (2009) Performance analysis of cryogenically treated coated carbide inserts. Int J Adv Manuf Technol 42:222–232
Korkmaz ME, Günay M (2018) Experimental and statistical analysis on machinability of nimonic 80a superalloy with pvd coated carbide. Sigma J Eng Nat Sci ve Fen Bilim Derg 36:4
Kara F, Öztürk B (2019) Comparison and optimization of PVD and CVD method on surface roughness and flank wear in hard-machining of DIN 1.2738 mold steel. Sens Rev 39:24–33
Acknowledgements
The authors would like to thank the Scientific and Technological Research Council of Turkey (TÜBİTAK) for the financial support with project number 119M785.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The author(s) declare that they have no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Akgün, M., Demir, H. Optimization of Cutting Parameters Affecting Surface Roughness in Turning of Inconel 625 Superalloy by Cryogenically Treated Tungsten Carbide Inserts. SN Appl. Sci. 3, 277 (2021). https://doi.org/10.1007/s42452-021-04303-2
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-021-04303-2