
Abstract
In order to provide an effective anticorrosive Cu-based coating for magnesium alloy, cold spray and ultrasonic shot peening (USSP) were used. A series of Cu/Ni composite coatings with different content of Ni were deposited on the surface of the Mg alloy. The obtained coatings were strengthened by USSP. The results revealed that the structural compactness and protecting effect of the cold-sprayed pure Cu coating was enhanced by USSP. The micro-hardness values of the Cu/Ni composite coatings were increased with the Ni content. The 16 vol.% Ni powders improved the corrosion resistance of the cold-sprayed pure Cu coating. Thus, the cold-sprayed Cu/Ni composite coating with excellent mechanical properties and corrosion resistance can be applied to magnesium alloy surface.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Poor corrosion resistance is the biggest limitation on the application of Mg alloys. Many surface coating technologies are not suitable for Mg alloys due to their high electrochemical activity and thermal sensitivity. For example, the high active surface of Mg alloys increases the difficulty of surface electrodeposition or electrochemical plating [1]. The high temperature of thermal spraying or laser cladding technique largely worsens the structure and performance of Mg alloys [2, 3]. Cold spraying is a technique to accelerate and deposit the solid powders onto the substrate surface at a lower temperature [4], which is a perfect method for Mg alloy. Cold spraying includes high-pressure and low-pressure methods. Typically, the low-pressure cold spray equipment is considerably simpler and smaller than the high-pressure cold spray equipment [5]. And the low-pressure cold spraying can significantly decrease the gas consumption and thus the cost. Moreover, it was revealed that the low-pressure cold spraying can also obtain a metallic coating with dense structure and well performance [6].
Enhanced corrosion resistance or wear resistance of the cold-sprayed Al-based coatings on Mg alloys has been reported by some researchers [7,8,9,10,11,12,13]. Other types of cold-sprayed coatings on the Mg alloy substrate are rarely reported. Chen et al. found that the wear and corrosion resistance of AZ80 Mg alloy was improved by fabricating a 316L stainless steel coating and 316L-SiC composite coating on the substrate [14]. Wei et al. deposited a dense Ni coating on AZ31B Mg alloy by in situ shot peening-assisted cold spray process, which revealed a comparable electrochemical behavior with the annealed bulk Ni in 3.5 mass% NaCl solutions [15].
Cu-based coatings on Mg alloys were usually prepared by electroplating or laser cladding [16,17,18]. But the electroplating or laser cladding process is complicated, and the obtained coatings have the adherence and porosity problems. These problems can be avoided in the cold-sprayed coatings. And the protective effect of the cold-sprayed Cu-based coating for the Al, Cu, and Fe alloy has been revealed [19,20,21]. Moreover, the low-pressure cold spraying can deposit dense Cu coating [6, 22]. Thus, the low-pressure cold-sprayed Cu-based coating has a great potential to protect the Mg alloys substrate.
The challenge point of using Cu coating on Mg alloys is that the large potential difference between Mg and Cu can easily cause the damage of Mg alloy. The cathodic coating on Mg alloy has a strict requirement on the structural compactness of the coating [23]. Some studies on improving the compactness of the coating have been reported in the literature. Large stainless steel balls together with the spraying powders were sprayed to the substrate surface to produce a compressive stress to make the coating compact [15, 24]. But in this method, a high pressure of carrier gas should be taken to ensure the injection of the steel balls. A cold-sprayed fully dense Cu coating was deposited by using a mixed feedstock composed of a hard/dense Cu powder and a soft/porous Cu powder [25]. Based on the compaction effect of the ultrasonic shot peening (USSP), it is potentially used to post-process the coating to reduce the porosity of the coating. But Moridi et al. found that the conventional shot peening post-treatment introduced cracks into the cold-sprayed Al coating [26]. However, the effect of peening on the structure of the cold-sprayed coating is also affected by the peening parameters and coating types.
In addition, pure Cu coating may have problems of low hardness and poor corrosion resistance, but a composite coating can integrate the properties of different metal powders. Metal Ni coating was proved to have high hardness and corrosion resistance [27]. The mixing of Ni in a Cu-based coating has the potential to improve the hardness and corrosion resistance of the Cu coating. Though the cold-sprayed Ni/30%Cu coating was prepared by Koivuluoto et al., they mainly reported the structural characteristics of the coating [28]. And Li et al. reported the interface behavior of a cold-sprayed Cu/Ni/Al composite coating, but their corrosion resistance has not received much attention [29]. Adding proper amount of Ni is potential to improve the mechanical properties of the coating, and the filling of nickel would improve the coating density, which is beneficial to improve the corrosion resistance of coating. Thus, Ni powders are considered to improve the properties of Cu-based coating.
Thus, in the present work, the low-pressure cold spray method was used, and USSP was used to post-process the cold-sprayed Cu coating, then their structure and corrosion behavior was compared. Then, different content of spherical Ni powders was mixed in the Cu powders, and the obtaining mixed feedstock was deposited onto the Mg alloy substrate by low-pressure cold spraying. A series of Cu/Ni composite coatings were also post-processed by USSP, and the effect of Ni content on the corrosion behavior of the composite coatings was discussed.
2 2 Experimental details
2.1 2.1 Powders and substrates preparation
Commercially available powders of electrolytic copper and spherical nickel were used in the spraying process. The mean diameter of Cu and Ni particles was about 20 μm and 10 μm, respectively. The electrolytic copper powder was produced by the electrolysis method, and its shape was dendritic. The dendritic structure was consistent with the literature [25]. The spherical nickel powder was produced by gas atomizing, and its surface was rough.
The substrate materials were Mg alloy AZ31D plates (with a chemical composition (mass%) of 3.1Al, 0.82Zn, 0.335Mn, 0.1Be, 0.03Si, 0.05Ca, 0.005Fe and the remainder Mg with dimensions of 25 mm × 25 mm × 4 mm. Before cold spraying, the substrate surface was sandblasted under pressure of 0.6 MPa using silica sand. The surface roughness of sandblasted specimens was measured by using a profilometer (Mitutoyo SJ 210, Japan), resulting in average values of Ra = 2.5 μm.
2.2 2.2 Design and deposition of coatings
A series of Cu and Ni mixture powders containing 0, 20, 40, 60, and 80 mass% Ni were used for the spraying. The mixture powders were deposited on the Mg alloy by using a commercial CGS equipment system (Model: DYMET-423). The system included a heater and a de Laval nozzle having an outlet diameter of 5 mm. The spraying parameters were as following: the compressed air, providing a driving pressure of 0.6 MPa, was used as the particle carrying gas, and the distance between gun and the substrate surface was 10 mm; the traverse speed of the nozzle was set as about 16.7 mm/s, and the preheated temperature of the accelerating gas was 600 °C. After deposition, a series of Cu/Ni composite coatings with different Ni content were obtained. And, the thickness values of the coatings were controlled to about 200 μm by grinding.
Then, the Cu/Ni composite coatings were post-treated by the ultrasonic shot peening (USSP) under 20 kHz for 30 min. During USSP, the stainless steel balls with a diameter of 3 mm were used, and the distance between the shot balls and the coating surface was 20 mm.
2.3 2.3 Testing methods
The cross-sectional and surface morphologies of the coatings were observed by using an optical microscope (OM, Leica-DMi8) and scanning electron microscope (SEM, S-3400). Before observing, the coating surfaces were ground on silicon carbide papers ranged from coarse to fine, mechanically polished, washed, and dried. And their cross-sectional micro-hardness values were measured by using a Vickers hardness tester (HVD-1000IS) at a load of 100 g for 8 s. The porosity of the coatings was calculated using the image method.
The electrochemical corrosion behavior of the coatings was investigated by testing the open-circuit potential (OCP), potentiodynamic polarization curve, and electrochemical impedance spectroscopy (EIS) in the 3.5 mass% NaCl solutions. The electrochemical testing was performed in a conventional three-electrode cell at 25℃, using a saturated calomel electrode (SCE) as the reference electrode and a platinum foil as the auxiliary electrode. Before testing, the coating sample was molded in epoxy resin, with a 1.0 cm2 area exposed to the solution, acting as the working electrode. The polarization data were acquired at a sweep rate of 0.3 mV/s from 350 mV below OCP to 800 mV above the OCP. And the free corrosion potential (Ecorr) and free corrosion current density (icorr) values of the tested coatings were obtained by using Tafel extrapolation. The EIS tests were conducted at the OCP, over a frequency range of 105–10−2 Hz with a single amplitude perturbation of 5 mV. Three parallel samples were carried out in all experimental tests. Immersion tests were carried out in the 3.5 mass% NaCl solutions. After the corrosion tests, the surface morphology was observed using a stereo microscope.
In order to analyze the different corrosion mechanism of the USSPed Cu/Ni composite coatings, their corroded surface morphologies immersed in the 3.5 mass% NaCl solutions for 1 h were observed by three-dimensional (3D) laser scanning confocal microscopy.
3 Results and discussion
3.1 3.1 Effect of USSP on structure and corrosion of pure Cu coating
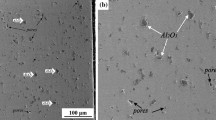
Figure 1 shows the cross-sectional and surface SEM morphologies of the cold-sprayed pure Cu coatings before and after USSP. In Fig. 1a, the as-sprayed Cu coating shows a incompact structure, where some irregular-shaped pores and crevices are observed. And as shown in Fig. 1a1, these irregular pores are mostly located at the trip junctions of the particles. The similar pore characters in the Cu coating were also reported by Li et al. [25]. The crevices between the deposited particles made the coating less cohesive. A large number of loose pores are also observed on the surface of the as-sprayed Cu coating as shown in Fig. 1c and c1. The cross-sectional and surface SEM images confirm that the structure of as-sprayed Cu coating is very loose and porous.

Etched cross-sectional (a, a1, b, b1) and surface (c, c1, d, d1) SEM images of the tested coatings: (a, a1, c, c1) as-sprayed Cu coating; (b, b1, d, d1) USSPed Cu coating
Improving the compactness of the low-pressure cold-sprayed Cu coating is very important for its corrosion resistance. Figure 1b and d shows the cross-sectional and surface SEM structures of the USSPed Cu coating.
As shown in Fig. 1b, a depth-dependent gradient structure is formed on the USSPed Cu coating. Peat et al. also reported that a similar gradient structure was obtained in the cold-sprayed WC-CoCr coating by the subsequent friction stir processing [30]. The cross section of the USSPed Cu coating can be divided into three zones: the top-most layer (about 50 μm depth) with dense structure, the intermediate layer (depth ranged from 50 μm to 100 μm) with some pores, and the internal layer with an original pore structure. The densification layer can be traced to a depth of 100 μm. No obvious pores are observed on the top-most layer of the USSPed sample. Compared with the as-sprayed Cu coating, the number of pores in the intermediate layer of the USSPed sample (Fig. 1b1) is obviously decreased.
Compared with the as-sprayed Cu coating, the surface layer of the USSPed sample is rather dense. By using the metallographic analysis method, the porosity of the as-sprayed Cu coating is 4.1%, while that of the USSPed Cu coating is only 0.52%. The crevices and pores usually become the permeation path of the corrosive medium, so a dense coating could behave a better corrosion resistance.
From Fig. 1b and d, it is also found that the raw spherical particles were deformed severely to slender strips. The width direction of the particles is severely reduced. The hardness of the composite coating is the result of the combined action of multiple particles. After micro-hardness testing, the cross-sectional average micro-hardness of the Cu coating was about 91 HV100g, which was increased to 108 HV100g by USSP.
According to the principle of USSP, the impact force of the projectile during USSP can compact the coating, reduce the coating porosity and strengthen the coating. But the structure densification depth of the coating caused by USSP is finite. Karaoglanli et al. [31] also reported that shot peening process was effective on the coating structure up to a distance of 35 μm from the surface. The shot peening as surface processing method works in a certain depth range. Thus, the USSPed Cu coating shows a depth-dependent gradient structure and the top-most layer of the USSPed Cu coating can obtain a dense structure.
The decrease in coating porosity can retard the penetration of the corrosive medium, and then the change in structure of Cu coating can affect its corrosion resistance. Figure 2 shows the polarizing curves of the Cu coatings before and after USSP immersed in 3.5 mass% NaCl solutions for 1 h.

Polarizing curves of the as-sprayed Cu coating and the USSPed Cu coating immersed in 3.5 mass% NaCl solutions for 1 h
Compared with the as-sprayed Cu coating (Ecorr = − 0.36 VSCE), Ecorr of the USSPed sample shifts toward a more noble value (Ecorr = − 0.21VSCE). The nobler Ecorr indicates the USSPed Cu coating shows a higher chemical stability and a lower corrosion tendency. After USSP, the icorr of the Cu coating is dramatically decreased from 1.1 × 10–4 A·cm−2 to 1.4 × 10–6 A·cm−2, which is reduced by over two orders of magnitude. The lower icorr demonstrates that the USSPed Cu coating has a lower corrosion rate and higher corrosion resistance. The corrosion morphologies of the Cu coatings before and after USSP after immersion in 3.5 mass% NaCl solutions for different time were observed and compared, which were shown in Fig. 3.

Corrosion morphologies of the as-sprayed Cu coating and the USSPed Cu coating immersed in 3.5 mass% NaCl solutions for different time
As shown in Fig. 3, the USSP changes the initial cracking time and the complete failure time of the Cu coatings in the NaCl solutions. The as-sprayed Cu coating corrodes for only one hour and micro-cracks appeared (Fig. 3a). Thus, the Ecorr the as-sprayed Cu coating in Fig. 2 is lower than that of the USSPed Cu coating, attributing to that the corrosive medium had permeated to the interface between coating and substrate. And the higher icorr of the as-sprayed Cu coating was due to the similar reason. But the initial micro-cracks appearing time on the USSPed Cu coating surface was about 5 h (Fig. 3b). Once the macro-crack appeared on the coating surface, serious corrosion would occur in the Mg alloy, and the coating was complete failure. The failure time of the as-sprayed Cu coating was near 5 h, while that of the USSPed coating was extended to 24 h. The USSP largely enhanced the corrosion resistance of the low-pressure cold-sprayed Cu coating. The anticorrosion difference of the Cu coating before and after USSP is illustrated by using a schematic diagram shown in Fig. 4.

Schematic diagram of corrosion mechanism of the as-sprayed Cu coating and the USSPed Cu coating immersed in 3.5 mass% NaCl solutions
As shown in Fig. 4, the corrosion process of the Cu coating on Mg alloy can be divided into three stages. Stage I is the permeation of the corrosive medium. When the sample is immersed in the 3.5 mass% NaCl solutions, the corrosive medium slowly diffuses into the coating through some channels. The duration of the first stage depends on the number of the solution diffusion channels. In general, the channels include pores, crevices, and particle boundaries. Thus, the USSPed Cu coating with a dense structure showed a longer stage I. Stage II is the corrosion process of the substrate, while the coating is not damaged. The standard electrode potential of Mg (− 2.37 V) is lower than that of Cu (0.337 V). Thus, Cu coating forms the cathode of the corrosion cell and accelerates the corrosion of the anode Mg. Stage III is the damage progress of the coating, then the coating will be failure. During this stage, the loose and expanded corrosion products of Mg alloy gradually ruptures the coating, ultimately resulting in the failure of the coating. For the USSPed Cu coating, its three corrosion stages is same to the as-sprayed Cu coating, but its first stage time is obviously longer than that of the as-sprayed Cu coating. The longer duration time of corrosive medium for the USSPed Cu coating is attributed to its dense structure.
3.2 3.2 Effect of Ni content on the Cu-based coatings post-treated by ultrasonic shot peening
In order to analyze the effect of Ni content on the performance of the Cu/Ni composite coating, a series of Cu/Ni coatings were deposited. The same spraying parameters were used by using the Cu and Ni mixture powders containing different mass content of Ni. And all the Cu/Ni composite coatings were post-treated by USSP to enhance the coating compactness and eliminate the effect of loose structure on performance.
Figure 5 shows surface OM images of the USSPed Cu/Ni composite coatings. In the OM image, the color contrast between the Cu area and the Ni area is different, which was used to distinguish the two components. The Ni phase is stroked by lines, and its area ratio in the coating is measured by image analysis. The real content values (vol.%) of Ni in the Cu/Ni coatings are 6, 16, 33, and 48, which are obviously lower than the Ni ratio in the corresponding mixed powders. It could be found that under the same spraying parameters the deposition efficiency of Ni powders is lower than that of Cu powders. The used pressure was only 0.6 MPa, which was not conducive to the deposition of the Ni powders. And the reported cold-sprayed Ni coating was deposited under a high pressure (2.5 MPa [15] or 3.5 and 4 MPa [32]). Thus, in this paper, the low-pressure cold spraying is adopted to deposit coating. The Ni deposition efficiency is low, and the preparation of pure Ni coating is difficult. Even if the mixed powder contains 80 mass% Ni powder, the volume fraction of Ni in the coating is still less than 50%, so the Cu-based coating is obtained in the present research. The USSPed Cu/Ni coatings were expressed as Cu/6%Ni coating, Cu/16%Ni coating, Cu/33%Ni coating, and Cu/48%Ni coating, respectively.

Surface OM images of the USSPed Cu/Ni composite coatings deposited by using the mixture powders containing different content (mass%) of Ni: a 0; b 20; c 40; d 60; e 80
Figure 6 demonstrates the cross-sectional average micro-hardness values of the USSPed Cu/Ni composite coatings. The cross-sectional average micro-hardness value of the USSPed Cu/0Ni coating was about 108 HV100g. It was also observed that the average micro-hardness values of the Cu/Ni coatings increased with the Ni content, and the indentation size decreased with the Ni content. The average micro-hardness value of the USSPed Cu/48%Ni coating was higher than 190 HV100g, which was obviously higher than that of the USSPed pure Cu coating. The higher micro-hardness value was obtained for the Cu/Ni coating due to the reinforcement effect from the hard Ni particles in the coating. From Fig. 6, it is found that the error bars of micro-hardness values are small, indicating the hardness distribution of coating is uniform. It was described that the cross-sectional micro-hardness values of the coatings were measured. And the mean diameter of Cu and Ni particles was about 20 μm and 10 μm, respectively. Before spraying, the Cu and Ni particles were evenly mixed, and after spraying, the particles were plastic deformed causing the width direction dimension is only a few microns. From Fig. 6, the indentation size is larger than 20 μm. Thus, hardness indentation is difficult to strike only on copper or nickel particle. The hardness value is the result of the combined action of multiple particles. Thus, mixing Ni can further strengthen the USSPed low-pressure cold-sprayed Cu coating.

Cross-sectional micro-hardness values vs Ni contents curve of the USSPed Cu/Ni composite coatings
Figure 7 shows the open-circuit potential (OCP) vs time curves of the USSPed Cu/Ni composite coatings immersed in 3.5 mass% NaCl solutions, and the typical corrosion morphology was attached. The initial OCP values of the different USSPed Cu/Ni coatings were about − 0.2 VSCE, which were obviously higher than the general corrosion potential of the Mg alloy. However, after the corrosive medium penetrating to the interface between coating and Mg substrate, the coating was damaged and the OCP values dropped to about − 1.4 VSCE. The USSPed Cu/0Ni coating samples showed a short damage time, which was about 16 h. The damage time of the USSPed Cu/6%Ni coating was increased to about 42 h. With increasing Ni content, the damage time of the USSPed Cu/16%Ni coating was longer than 152 h, which was about 88 h for the USSPed Cu/33%Ni coating. After 152 h of immersion, the USSPed Cu/16%Ni coating was not cracked, and the perfect surface morphology was shown in Fig. 6. When the Ni content was increased to 48%, the coating damage time was severely decreased to 16 h. As shown in Fig. 6, the USSPed Cu/48%Ni coating shows a typical cracking character. Compared to the USSPed pure Cu coating, the USSPed Cu/Ni coating containing a moderate content of Ni behaved a much better corrosion protection, and the optimum Ni content in the Cu/Ni coating was around 16 vol.%.

OCP vs time curves of the USSPed Cu/Ni composite coatings immersed in 3.5 mass% NaCl solutions and the typical corrosion morphologies
Figure 8 shows the polarizing curves and the Ecorr and icorr values of the USSPed Cu/Ni coatings after 1 h of immersion in 3.5 mass% NaCl solutions. The polarizing curves of the USSPed Cu/Ni coatings show a similar shape but different position, indicating their corrosion potential and corrosion rate are different. As shown in Fig. 8b, all the USSPed Cu/Ni coatings showed a little negative Ecorr than the USSPed Cu/0Ni coating. The USSPed Cu/6%Ni coating showed a lowest Ecorr. With the increase in the Ni content, the Ecorr of the USSPed Cu/Ni coatings increased. The USSPed Cu/48%Ni coating shows a similar Ecorr with the USSPed Cu/0Ni coating. The icorr of the USSPed Cu/6%Ni coating was obviously higher than that of the USSPed Cu/0Ni coating. Expect the USSPed Cu/6%Ni coating, the other USSPed Cu/Ni coaitngs showed a slightly lower icorr than the USSPed Cu/0Ni coating. The worse corrosion resistance of the USSPed Cu/6%Ni coating could be related to its porous structure shown in Fig. 7a. Thus, the USSPed Cu/Ni coating containing a moderate content of Ni behaved a better corrosion resistance. However, a long-term corrosion test should be used to estimate the corrosion protection effect of the USSPed Cu/Ni composite coating.

Polarizing curves (a) and corrosion parameters contrasting diagram (b) of the USSPed Cu/Ni composite coatings after 1 h of immersion in 3.5 mass% NaCl solutions
Figure 9 shows the EIS plots of the USSPed Cu/Ni coatings after different time of immersion in the 3.5 mass% NaCl solutions.

EIS plots of the USSPed Cu/Ni coatings after different time of immersion in the 3.5 mass% NaCl solutions: a Cu/0Ni coating; b Cu/6%Ni coating; c Cu/16%Ni coating; d Cu/33%Ni coating; e Cu/48%Ni coating; f Variations of the total resistance RTotal with time
As shown in Fig. 9a–e, the EIS plots of the USSPed Cu/Ni coatings before damaging exhibit two capacitive arcs, which can be simulated by the equivalent circuit of Rs(QfRf)(QtRt). Bai et al. used a similar equivalent circuit to simulate the structure of the cold-sprayed Zn–Ni coatings [33]. In this equivalent, Rs, Rt, and Qt represent the electrolyte resistance, the charge transfer resistance of the coating, and the capacitance of the double layer of the coating, respectively, while Rf represents the resistance of the corrosion product layer or passive film, and Qf is its corresponding capacitance of the double layer. When a coating surface formed a complete/dense product layer or passive film, its protective effect would be enhanced. When the coating was damaged, serious corrosion would occur in the Mg alloy substrate. At this moment, the EIS plot of the coating sample contained one capacitive arc and one inductance arc, which was similar to that of the Mg alloy. And the capacitive arc size of the damaged coating is dramatically smaller than those of the undamaged coating. A suitable equivalent circuit Rs(QtRt(RLL)) can be used to simulate the EIS data of the damaged coating, where RL and L relate to the inductive impedance behavior.
The total resistance value (RTotal) of Rt and Rf reflects the anticorrosion property of the coating. Figure 9f shows the variations of RTotal with time for the different samples. For the damaged coating samples, RTotal = Rt, while for the undamaged coatings, RTotal = Rt + Rf. A higher RTotal means a lower corrosion rate and a better corrosion resistance. When the RTotal decreased to a very low value, it was observed that the coating was damaged. As shown in Fig. 9f, the RTotal values of the USSPed Cu/0Ni and Cu/48%Ni coatings markedly decreased after about 16 h, which was in accordance with the potential sudden dropping time. For the USSPed Cu/0Ni and Cu/48%Ni coatings, before coating damaging, the RTotal values showed a large increase, which could be attributed to the inhibition effect of the corrosion product layer. The USSPed Cu/48%Ni coating showed a higher RTotal than the USSPed Cu/0Ni coating. It indicates that the mixing Ni powder can promote the formation of a protective product layer. The RTotal decreasing time of the USSPed Cu/6%Ni coating was longer than the USSPed Cu/0Ni coating, which was further extended by increasing the Ni content to 16%. But when the Ni content increased to 33%, the RTotal decreasing time was shortened. Thus, Ni content affected the corrosion resistance of the USSPed Cu-based coatings. The corrosion resistance of the USSPed cold-sprayed Cu-based coating was increased by mixing Ni, and the Ni content had an optimum value, which is around 16%.
By comparing the corroded morphologies of the USSPed Cu/Ni coatings, the corrosion mechanisms of the different coatings can be analyzed. Figure 10 shows the three-dimensional corroded morphologies of the USSPed Cu/Ni coatings before and after 2 h of immersion in the 3.5 mass% NaCl solutions. The contacting of Cu and Ni makes up a micro-corrosion cell. The Cu acts as anodic, and its corrosion will be accelerated by the Ni. But the overall corrosion rate of the USSPed Cu/Ni composite coating is affected by the content and distribution of Ni powders.

Three-dimensional corrode morphologies of the USSPed Cu/Ni coatings after 2 h of immersion in the 3.5 mass% NaCl solutions: a Cu/0Ni coating; b Cu/6%Ni coating; c Cu/16%Ni coating; d Cu/33%Ni coating; e Cu/48%Ni coating
The Cu and Ni areas in the composite coatings can be easily distinguished by their color difference. The corrosion degree of different coatings is compared in Fig. 10. As shown in Fig. 10a, the USSPed Cu/0Ni coating occurs uniform and complete corrosion, and its corroded surface becomes rough. Because the corrosive medium penetrates into the coating through the weak positions (such as micropores) in the coating, the valleys are brought to the coating surface by corrosion process. The depth and number of the valleys can indirectly reflect the compactness and corrosion resistance of the coating. Observing the corroded surface of the USSPed Cu/0Ni coating, a large number of valleys are observed under the top surface, which indicates its preventing penetration effect of corrosive medium is weak.
As shown in Fig. 10b, the corrosion degree and the number of the valleys of the USSPed Cu/6%Ni coating is lesser than that of the corroded USSPed Cu/0Ni coating. It is also observed that the Cu/Ni interfaces are preferentially corroded. When the Ni content increases to 16%, as shown in Fig. 10c, rare corrosion valleys are observed, indicating that the USSPed Cu/16%Ni coating still has a well corrosion resistance and no serious galvanic corrosion occurs in the Cu area. However, when the Ni content continues to increase, as shown in Fig. 10d, the corrosion of the USSPed Cu/33%Ni coating is obviously serious. As shown in Fig. 10e, the USSPed Cu/48%Ni coating exhibits a worse corrosion resistance. As shown in Fig. 10e and f, on the surface of the USSPed Cu/33%Ni and Cu/48%Ni coatings, the Ni areas are not corroded, while the Cu areas corrodes seriously and large numbers valleys are formed. This indicates that the increase of the Ni content will accelerate the galvanic corrosion of Cu and affect the whole corrosion behavior of the Cu/Ni coating.
It is known that the corrosion rate of Ni (vNi) is lower than that of the Cu (vCu); therefore, when a certain content of Cu in the Cu/Ni composite coating is replaced by Ni, its whole corrosion rate will be decreased. However, a corrosion cell is formed between Cu and Ni, and Ni will accelerate the corrosion of Cu. The accelerated corrosion rate of Cu caused by Ni is represented as v'Cu. Thus, the corrosion rate (vwhole) of the whole Cu/Ni composite coating can be expressed by Formula 1.
In Formula 1, x is the volume fraction of Ni, (1−x) is the volume fraction of Cu. Formula 1 can also be transformed into Formula 2.
When the Ni content was below a certain value, the Cu/Ni corrosion cell exhibited a structure of large anodic and small cathodic. This structure is ideal, which does not accelerate corrosion of copper and failure of the composite coating. In this case, v'Cu can be ignored, and because (vCu−vNi) > 0, the vwhole value of the composite coating decreases as the x value increases. Thus, the corrosion rate of the Cu/6%Ni and Cu/16%Ni coatings behaved a lower corrosion rate than the Cu/0Ni coating, and the Cu/16%Ni coating showed a higher corrosion resistance than the Cu/6%Ni coating.
But, when the Ni content was increased, v′Cu cannot be ignored. In this case, Formula 2 can be transformed into Formula 3.
A higher content of Ni means a higher v'Cu. With the increase in v'Cu, the vwhole value increases gradually, which means the corrosion resistance of the Cu/Ni coating decreases with the increase in Ni content. When v'Cu increased to an extent, the [v'Cu−x(vCu−vNi)] value will be larger than zero, leading to a larger vwhole than vCu. At this time, the addition of Ni causes the corrosion resistance of the Cu/Ni composite coating lower than that of the pure Cu coating. Thus, when the Ni content increased to 33% and 48%, the corrosion resistance of the Cu/Ni composite coating was worse. This even caused the corrosion resistance of the Cu/48%Ni coating similar to that of the Cu/0Ni coating. Thus, if using mixing Ni to enhance the corrosion resistance of the low-pressure cold-sprayed Cu coating, the Ni content should be not too high or too low. In the present work, the optimum volume fraction of Ni in the USSPed Cu/Ni composite coating was around 16%.
4 Conclusions
The poor corrosion resistance of the cold-sprayed pure Cu coating was attributed to its porous structure, but the ultrasonic shot peening can improve its structure and corrosion resistance. The micro-hardness values of the Cu/Ni composite coatings were increased with the Ni content. The 16 vol.% Ni powders improved the corrosion resistance of the cold-sprayed pure Cu coating. Thus, the cold-sprayed Cu/Ni composite coating with excellent mechanical properties and corrosion resistance can be applied to magnesium alloy surface.
References
Gray JE, Luan B (2002) Protective coatings on magnesium and its alloys—a critical review. J Alloy Compd 336(1–2):88–113. https://doi.org/10.1016/S0925-8388(01)01899-0
DeForce BS, Eden TJ, Potter JK (2011) Cold spray Al-5% Mg coatings for the corrosion protection of magnesium alloys. J Therm Spray Technol 20(6):1352–1358. https://doi.org/10.1007/s11666-011-9675-4
Gao Y, Wang C, Pang H, Liu H, Yao M (2007) Broad-beam laser cladding of Al–Cu alloy coating on AZ91HP magnesium alloy. Appl Surf Sci 253(11):4917–4922. https://doi.org/10.1016/j.apsusc.2006.10.075
Assadi H, Kreye H, Gärtner F, Klassen T (2016) Cold spraying–a materials perspective. Acta Mater 116:382–407. https://doi.org/10.1016/j.actamat.2016.06.034
Ogawa K, Ito K, Ichimura K, Ichikawa Y, Ohno S, Onda N (2008) Characterization of low-pressure cold-sprayed aluminum coatings. J Therm Spray Technol 17(5–6):728–735. https://doi.org/10.1007/s11666-008-9254-5
Koivuluoto H, Vuoristo P (2010) Effect of powder type and composition on structure and mechanical properties of Cu+Al2O3 coatings prepared by using low-pressure cold spray process. J Therm Spray Technol 19(5):1081–1092. https://doi.org/10.1007/s11666-010-9491-2
Spencer K, Fabijanic DM, Zhang MX (2009) The use of Al-Al2O3 cold spray coatings to improve the surface properties of magnesium alloys. Surf Coat Technol 204(3):336–344. https://doi.org/10.1016/j.surfcoat.2009.07.032
Tao Y, Xiong T, Sun C, Kong L, Cui X, Li T, Song G (2010) Microstructure and corrosion performance of a cold sprayed aluminium coating on AZ91D magnesium alloy. Corros Sci 52(10):3191–3197. https://doi.org/10.1016/j.corsci.2010.05.023
Wang Q, Spencer K, Birbilis N, Zhang MX (2010) The influence of ceramic particles on bond strength of cold spray composite coatings on AZ91 alloy substrate. Surf Coat Technol 205(1):50–56. https://doi.org/10.1016/j.surfcoat.2010.06.008
Bu H, Yandouzi M, Lu C, Jodoin B (2011) Effect of heat treatment on the intermetallic layer of cold sprayed aluminum coatings on magnesium alloy. Surf Coat Technol 205(19):4665–4671. https://doi.org/10.1016/j.surfcoat.2011.04.018
Hao Y, Wang JQ, Cui XY, Wu J, Li T, Xiong T (2016) Microstructure characteristics and mechanical properties of Al-12Si coatings on AZ31 magnesium alloy produced by cold spray technique. J Therm Spray Technol 25(5):1020–1028. https://doi.org/10.1007/s11666-016-0409-5
Diab M, Pang X, Jahed H (2017) The effect of pure aluminum cold spray coating on corrosion and corrosion fatigue of magnesium (3% Al-1% Zn) extrusion. Surf Coat Technol 309:423–435. https://doi.org/10.1016/j.surfcoat.2016.11.014
Wei YK, Luo XT, Ge Y, Chu X, Huang GS, Li CJ (2019) Deposition of fully dense Al-based coatings via in-situ micro-forging assisted cold spray for excellent corrosion protection of AZ31B magnesium alloy. J Alloy Compd 806:116–1126. https://doi.org/10.1016/j.jallcom.2019.07.279.
Chen J, Ma B, Liu G, Song H, Wu J, Cui L, Zheng Z (2017) Wear and corrosion properties of 316L-SiC composite coating deposited by cold spray on magnesium alloy. J Therm Spray Technol 26(1):1–12. https://doi.org/10.1007/s11666-017-0583-0.
Wei YK, Li YJ, Zhang Y, Luo XT, Li CJ (2018) Corrosion resistant nickel coating with strong adhesion on AZ31B magnesium alloy prepared by an in-situ shot-peening-assisted cold spray. Corros. Sci. 138:105–115. https://doi.org/10.1016/j.corsci.2018.04.018
Phuong NV, Park MS, Chang DY, You BS, Moon S (2018) Corrosion protection utilizing Ag layer on Cu Coated AZ31 Mg alloy. Corros Sci 136:201–209. https://doi.org/10.1016/j.corsci.2018.03.006
Zhang S, Cao F, Chang L, Zheng J, Zhang Z, Zhang J, Cao C (2011) Electrodeposition of high corrosion resistance Cu/Ni–P coating on AZ91D magnesium alloy. Appl Surf Sci 257(21):9213–9220. https://doi.org/10.1016/j.apsusc.2011.06.006
Wang CS, Li T, Yao B, Wang R, Wang Q (2010) Composition design and laser cladding of Cu-Zr-Al alloy coating on the magnesium alloy. Mater Sci Forum 654–656:1872–1875. https://doi.org/10.4028/www.scientific.net/MSF.654-656.1872.
Cho S, Takagi K, Kwon H, Seo D, Ogawa K, Kikuchi K, Kawasaki A (2012) Multi-walled carbon nanotube-reinforced copper nanocomposite coating fabricated by low-pressure cold spray process. Surf Coat Technol 206(16):3488–3494. https://doi.org/10.1016/j.surfcoat.2012.02.021
Maev RG, Leshchynsky V, Strumban E, Dzhurinskiy D, Kocimski J, Maeva E (2016) Retraction note to: structure and mechanical properties of thick copper coating made by cold spray. J Therm Spray Technol 25(1–2):113–122. https://doi.org/10.1007/s11666-016-0454-0.
Pantelis D, Triantou K, Sarafoglou C, Christoulis D, Borit F, Guipont V, Jeandin M (2010) Microstructural study of copper and copper/alumina composite coatings produced by cold spray process. Adv Mater Res 89–91:556–561. https://doi.org/10.4028/www.scientific.net/AMR.89-91.556.
Koivuluoto H, Lagerbom J, Kylmälahti M, Vuoristo P (2008) Microstructure and mechanical properties of low-pressure cold-sprayed (LPCS) coatings. J Therm Spray Technol 17(5–6):721–727. https://doi.org/10.1007/s11666-008-9245-6
Li J, Tian Y, Huang Z, Zhang X (2006) Studies of the porosity in electroless nickel deposits on magnesium alloy. Appl Surf Sci 252(8):2839–2846. https://doi.org/10.1016/j.apsusc.2005.04.028
Luo XT, Yao ML, Ma N, Takahashi M, Li CJ (2018) Deposition behaviour, microstructure and mechanical properties of an in-situ micro-forging assisted cold spray enabled additively manufactured Inconel 718 alloy. Mater Design 155:384–395. https://doi.org/10.1016/j.matdes.2018.06.024
Li YJ, Luo XT, Rashid H, Li CJ (2018) A new approach to prepare fully dense Cu with high conductivities and anti-corrosion performance by cold spray. J Alloy Compd 740:406–413. https://doi.org/10.1016/j.jallcom.2017.11.053
Moridi A, Hassani-Gangaraj SM, Vezzú S, Trsko L, Guagliano M (2015) Fatigue behavior of cold spray coatings: the effect of conventional and severe shot peening as pre-/post-treatment. Surf Coat Technol 283:247–254. https://doi.org/10.1016/j.surfcoat.2015.10.063
López JR, Méndez PF, Pérez-Bueno JJ, Trejo G, Stremsdoerfer G, Meas Y (2018) Hardness and corrosion resistance of Ni/NiB Bi-layer and Ni/NiB/NiB-PTFE Tri-layer coatings prepared by electrodeposition and dynamic chemical Plating (DCP) techniques. J Electrochem Soc 165(14):D753–D760. https://doi.org/10.1149/2.1111814jes
Koivuluoto H, Lagerbom J, Vuoristo P (2007) Microstructural studies of cold sprayed copper, nickel, and nickel-30% copper coatings. J Therm Spray Technol 16(4):488–497. https://doi.org/10.1007/s11666-007-9060-5
Li W, Yang K, Zhang D, Zhou X, Guo X (2016) Interface behavior of particles upon impacting during cold spraying of Cu/Ni/Al mixture. Mater Design 95:237–246. https://doi.org/10.1016/j.matdes.2016.01.122
Peat T, Galloway A, Toumpis A, McNutt P, Iqbal N (2017) The erosion performance of cold spray deposited metal matrix composite coatings with subsequent friction stir processing. Appl Surf Sci 396:1635–1648. https://doi.org/10.1016/j.apsusc.2016.10.156
Karaoglanli AC, Doleker KM, Demirel B, Turk A, Varol R (2015) Effect of shot peening on the oxidation behavior of thermal barrier coatings. Appl Surf Sci 354:314–322. https://doi.org/10.1016/j.apsusc.2015.06.113
Cavaliere P, Silvello A, Cinca N, Canales H, Dosta S, Garcia Cano I, Guilemany JM (2017) Microstructural and fatigue behavior of cold sprayed Ni-based superalloys coatings. Surf Coat Technol 324:390–402. https://doi.org/10.1016/j.surfcoat.2017.06.006.
Bai Y, Wang ZH, Li XB, Huang GS, Li CX, Li Y (2017) Corrosion behavior of low pressure cold sprayed Zn-Ni composite coatings. J Alloy Compd 719:194–202. https://doi.org/10.1016/j.jallcom.2017.05.134
Acknowledgements
This work was financially supported by the Natural Science Foundation of China (51709049).
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Zhang, L., Zhang, Y., Wu, H. et al. Structure and corrosion behavior of cold-sprayed Cu/Ni composite coating post-treated by ultrasonic shot peening. SN Appl. Sci. 2, 201 (2020). https://doi.org/10.1007/s42452-020-1997-8
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-020-1997-8