
Abstract
This paper presents an effort to model the process parameters involved in turning of alloy steel AISI 4340 workpiece material with Al2O3 and CuO hybrid nanofluids using the minimum quantity lubrication (MQL) method. In this paper, the effect of mixing two nanoparticles (Al2O3 and CuO) with different weight percent in environmentally friendly water-based cutting fluid, the rotational speed, and the feed rate has been investigated on the surface roughness and the machining forces using the response surface method. The results of the experiments show that the hybrid nanofluid containing 0.75 CuO with 0.25 Al2O3 has the best output for the machining forces and the surface roughness. Also, in the best composition of the nanoparticles (0.75 CuO with 0.25 Al2O3), the lowest value of machining forces has been achieved at a feed rate of 0.08 mm per revolution and the rotational speed 1000 rpm as well as the lowest value of the surface roughness at a feed rate of 0.08 mm per revolution and the rotational speed 710 rpm.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Lubrication with minimum quantity is an environmental machining method in which a small quantity of lubricant combines with air pressure to spray in the cutting area. These conditions result in better lubricant penetration into the cutting area. The MQL method can increase the life of cutting tools and improve the quality of machining by decreasing the temperature and friction in the contact between tool and workpiece [1,2,3]. In hardened steel machining, high friction in the tool and workpiece contact increases the temperature in the area that affects the quality of the product [4]. Therefore, metalworking fluids are used to cool and lubricate the cutting area [5]. The fluids must have a high heat transfer capacity. Since the heat transfer coefficient of metals is higher than the fluids, adding the metal particles increases the heat transfer capacity of the lubricant. Among the various lubrication methods, minimum quantity lubrication (MQL) with nanoparticles is one of the methods that have been recently introduced [6]. The hardened AISI 4340 steel material has many applications including propeller, gear and rotor shafts, connecting rods and die making [7]. But the hardness is a negative factor for machinability and reduces the tool life [8]. In recent years, numerous studies have been done on the effects of different nanoparticles in various hard machining processes. Kalita et al. [9] investigated the grinding process of cast iron and steel EN 24 in the presence of molybdenum disulfide Nano-fluid. They used two different base oils (mineral oil and vegetable oil) and declared a 53% decrease in energy consumption by Nano-fluids. Mao et al. [10] used a water-based aluminum oxide nanofluid for the grinding process with the MQL method. They investigated the various grinding parameters of AISI52100 hardened steel in dry, wet, MQL with nanoparticles and pure MQL and compared them. In this study, it was found that MQL with nanoparticles could significantly reduce the temperature of grinding, surface roughness, and grinding forces and improve the surface morphology. Sayuti et al. [11] used silicon dioxide Nano-lubricants in combination with air pressure in the machining of AISI4140 hardened steel. In their research, the weight percentage of nanoparticles, air pressure and nozzle angle have been investigated to achieve the proper lubrication conditions, including the least wear of the tool and the best surface roughness. Their results showed the least amount of wear of the tool was obtained by concentrating 0.5% weight of nanoparticles in mineral oil, 60° nozzle angle, and 2 bar of air pressure. Also, surface roughness can be improved by concentrating 0.5% weight of nanoparticles in mineral oil, the lower air pressure, and the nozzle angle with 30 degrees. Zhang et al. [12] investigated the lubrication properties of soybean, palm and rapeseed oil in comparison with liquid paraffin. They studied four types of working conditions including dry, flood, MQL, and MoS2 nanoparticle jet MQL. In the experiment, it was found that a mass fraction of 6% is the optimal condition for the percent composition of the nanoparticles. Zhang et al. [13] studied the effect of MoS2/CNTs nanofluid MQL in Ni-based alloy grinding. They analyzed the lubrication performance of MoS2/CNTs hybrid nanoparticles compared to pure nanoparticles. The optimal nanofluid concentrations and MoS2/CNT mixing ratio were 6 wt% and 2:1, respectively. Duc et al. [14] added MoS2 and Al2O3 nanoparticles to water-based emulsion and soybean oil in the machining of 90CrSi steel. They investigated the effect of the fluid type, nanoparticles, and nanoparticle concentration on cutting forces and surface roughness. Shaung et al. [15] studied the performance of graphene oxide (GO) nanofluids. They planned a set of experiments to investigate the effect of the coolant pressure, concentration, and machining parameters on cutting temperature, surface roughness and chip formation in turning of Ti–6Al–4 V. The use of GO nanofluids was reduced about 34.34% as compared with conventional coolant. Subbaiah et al. used a wiper ceramic cutting insert to study the effect of workpiece hardness on Ra, Rz, Rt and tool wear (Vb) during the turning of AISI4340 steel. Results showed that the hardness and feed rate have the main effects on the surface roughness and tool wear [7]. Amrita et al. evaluated the MQL application of nanographite cutting fluid on turning AISI4140 steel and compared with conventional cutting fluid, flood machining and dry machining. Results showed nanographite cutting fluid have better performance compared to conventional cutting fluid [16]. Gupta et al. investigated the machinability of Al 7075-T6 alloy under the implementation of nitrogen minimum quantity lubrication (N2MQL), Ranque–Hilsch vortex tube (RHVT) N2MQL and nitrogen cooling conditions respectively. It was found that the R-N2MQL reduced the tool wear up to 118% and the surface roughness up to 77% [17].
The literature review showed many studies have been carried out on the effects of the different kinds of nanoparticles. In the studies, the effects of various parameters such as nanoparticle concentration, air pressure, nozzle angle, feed rate, and cutting speed on surface roughness, cutting force, and temperature have been investigated. The results showed that the addition of nanoparticles to metalworking fluids has a good effect on reducing machining forces, surface roughness, tool erosion, and cutting area temperature. Based on the literature review, no comprehensive study was performed on the composition of two or several nanoparticles. A combination of two nanoparticles can improve the properties of nanofluids. The aim of this paper is to investigate the effect of hybrid nanoparticles in lubrication. Aluminum oxide (Al2O3) and copper oxide (CuO) nanoparticles have been used to study the machining force and surface roughness in AISI4340 hardened steel turning process. Al2O3 nanoparticles have a spherical appearance and create a bearing state by penetrating to the tool and chip connection line. Also, CuO nanoparticles will reduce the cutting temperature due to its high thermal conductivity coefficient. The main sections of the paper are the introduction, materials and methods, results and discussion, and conclusion.
2 Materials and methods
In this study, the response surface method (RSM) has been used to design the experiments and study the effect of the parameters and predict a model. The method facilitates the study process and reduces cost and time. Three input factors are considered for the design of experiments, which are rotational speed, feed rate, and combination percentage of nanoparticles. The factor of rotational speed has three levels of 500, 710 and 1000, as well as the factor of feed rate has three levels of 0.08, 0.14, 0.2. However, the mixed percentage of nanoparticles has five levels in DOE. All prepared nanofluids have the same concentration, and their difference is in the mixed percentage of aluminum oxide and copper oxide nanoparticles. The five types of compounds include a Nano-fluid containing 1% weight of copper oxide, a Nano-fluid containing 0.75% weight of copper oxide with 0.25% weight of aluminum oxide, a Nano-fluid containing 0.5% weight of copper oxide with 0.5% Aluminum oxide, a Nano-fluid containing 0.25% weight of copper oxide with 0.75% weight of aluminum oxide and a Nano-fluid containing 1% weight of aluminum oxide. The chemical properties of copper oxide and aluminum oxide nanoparticles are given in Tables 1 and 2. In this research, Box–Behnken is used for applying RSM. Box–Behnken design compared with traditional factorial methods can reduce the number of experimental sets with the preservation of the optimization accuracy. 24 experiments have been designed for this research. The fluid used in this study is an environmentally friendly water-based oil, Easy cut. The technical specifications of the fluid can be seen in Table 3. The nanoparticles of copper oxide and aluminum oxide are 40 and 20 nm in size, respectively, and their shape is spherical. To prepare Nano-fluid and stabilize nanoparticles in the base fluid, magnetic stirrers, ultrasonic homogenizers and surfactants are used. Surfactants can reduce the surface tension of the water.
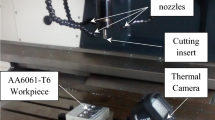
In this study, cetyltrimethylammonium bromide (CTAB) and sodium dodecyl sulfate (SDS) were tested as a surfactant. To test the surfactants, two solutions of 100 ml of Easycut that combined with water (40:1) were placed in a magnetic stirrer. Then the sufficient amounts of SDS (0.4 g) and CTAB (0.06 g) were added to the solutions. In a magnetic stirrer, the solutions stirred for about 15 min. Then 1 g copper oxide nanoparticle was added to the fluid and remained in the stirrer for another 15 min. After this step, the solutions were sonicated into ultrasonic homogenizer for 15 min. This process was repeated several times to obtain a fully homogenized solution. After completing the mentioned steps, the nano-fluids were kept constant in certain containers to observe probable sedimentation. After about 2 h, the nano-fluid prepared with CTAB settled down. However, the nano-fluid produced by SDS was remained homogeneous until 1 day. Therefore, the SDS was used for producing the whole of the nanofluids. After the selection of SDS, each one of the nanofluids was stirred for 15 min in a magnetic stirrer and for 15 min in an ultrasonic homogenizer with a power of 100 watts and a frequency of 50 kHz. This was repeated for 5 times so that the Nano-fluid was well homogeneous and stable. To spray nanofluid in the cutting area, an MQL system has been used. The system includes a reservoir, a pressure control valve for adjusting the intake air pressure, a pneumatic valve to control the amount of Nano-fluid flow and a nozzle with an orifice diameter of 1 mm. In the current study, the air pressure is constant at 4 bar, and the flow rate is 300 milliliters per hour. The nozzle has a 45° angle and a constant distance of 4 cm from the point of contact of the tool-workpiece. The workpiece used in this study is AISI4340 steel. Table 4 shows the chemical composition of the steel, which is equivalent to the commercial steel VCN 150. The tool used is Kennametal TNMG220412RP. Tool insert specification has been shown in Fig. 1. In this research, the TN50D lathe machine of Tabriz Machining Company is used for testing and the Kistler dynamometer 9257B to measure the machining forces. Also for measuring the roughness of the surface of the workpiece, the mobile roughness measuring device of mahr company MarSurf PS1 is used. In all of the experiments, the depth of the cut is fixed at 1 mm. Table 5 shows the other specifications of the experiments. Figure 2 shows the experimental setup.

Tool insert specification

Schematic diagram of experimental set up
3 Result and discussion
Table 6 shows the experiments designed by RSM and the value of the machining forces in three directions and surface roughness for each test. The machining forces in X, Y, and Z directions show the axial, radial, and cutting forces respectively. The first input parameter in DOE is the weight percent of CuO nanoparticle which has 5 levels and could be taken the values 0, 0.25, 0.5, 0.75, and 1.
3.1 Statistical analysis of the force response in the x-axis direction
The results of the analysis of variance (ANOVA) obtained from the regression analysis for the response of the mean axial force along the X-axis are shown in Table 7. The software predicts a linear model without any interaction between the factors. The model is meaningful, whenever P value is less than 0.05. This means that whatever the P value of a factor is lower, the factor is more meaningful than the rest of the factors. In the table of ANOVA, it is observed that all parameters have this condition. The rotational speed and the feed rate parameters with P value 0.0001 are more significant than the weight percentage of the nanoparticle with 0.0031. Another statistical indicator used to evaluate the proposed model is R-Squared and Adj R-Squared. R-Squared shows how much change of a dependent variable is described by the independent variable. R-squared values increase when more variables are added. The adjusted R-squared explain the R-squared value based on the number of independent variables in the model. Whatever R-Squared and Adj R-Squared are larger and closer together, then the model can better predict the experimental condition. With respect to Tables 7 and 8, the model is a suitable model for response. The final model for force response in the x-axis direction is shown in Eq. 1.
The normal probability plot is shown in Fig. 3 and indicates that the residuals have the close distance from straight line. With respect to figure, the terms mentioned in the model are significant [18]. Figure 4 shows the residual versus internally studentized residual, which indicates a variation of points in − 3.00 to 3.00 range. As a result, the fitted model is suitable for the Fx response.

The normal probability plot of the residuals for Fx response

Internally studentized residuals vs the run number of experiments
Figure 5 shows the effect of each parameter on the Fx response. Regarding Fig. 5, all parameters have a linear relationship. As the feed rate increases, Fx will increase and Fx decreases by increasing the rotational speed. Also, by increasing the weight percent of the Cu nanoparticle from 0.25 to 0.75 in the mixed nanofluid, the Fx decreases. This effect is due to the higher heat transfer coefficient of the copper oxide nanoparticle, which penetrates the contact line of the tool-workpiece and transfers the heat generated in this area quickly. As a result, suitable heat transfer reduces the machining force value in the x-direction. This status is also visible in y and z-direction.

Perturbation diagram of parameters for Fx response
The response surface graph of rotational speed and mixed nanoparticle in feed rate 0.14 has been shown in Fig. 4. Regarding Fig. 6, the minimum force is in rotational speed 1000 and the mixed 0.75 copper oxide with 0.25 aluminum oxide. Also, the maximum amount of force occurs in rotational speed 500 and mixed 0.25 copper oxide with 0.75 aluminum oxide. By increasing the rotational speed and the weight percentage of copper oxide, the axial force decreases.

3D response surface plot of Fx versus rotational speed and mixed nanoparticle, feedrate = 0.14 and depth of cut = 1
3.2 Statistical analysis of the force response in the y-axis direction
The results of ANOVA for the response of the mean radial force along the Y-axis are shown in Table 9. The software predicts a second-order model. Analysis of variance shows the weight percentage of nanoparticles, the rotational speed, the feed rate, and the second-order model are meaningful and the interaction between the factors is meaningless. Removing meaningless terms from the model makes the regression model simpler, and in most cases, it can arrange the model to better cover the surface response. The modified model after eliminating the meaningless terms (the interaction of the factors) is explained in Table 10.
Table 11 illustrates the values of the R-squared and Adj R-squared statistical indices. As shown in the table, these values are large and close together, which means that the proposed model can better pass through experimental data. The final model for force response in the y-axis direction is shown in Eq. 2.
Figure 7 shows the normal probability plot of the residuals for Fy. Concerning the given description for Fx, the model is significant. Figure 8 shows the residual versus internally studentized residual, which indicates a variation of points in − 3.00 to 3.00 range.

The normal probability plot of the residuals for Fy response

Internally studentized residuals vs the run number of experiments for Fy
In Fig. 9, the effect of each parameter on the Fy response is shown. Despite the nonlinear relationship of each parameter, their effect is following the Fx response. As the feed rate increases, Fy will increase and Fy decreases by increasing the rotational speed. Also, by increasing the weight percent of the Cu nanoparticle from 0.25 to 0.75 in the mixed nanofluid, the Fy decreases. The reason for these conditions is similar to Fx. The variation of the Fy in the presence of rotational speed and mixed nanoparticle in feed rate 0.14 is shown in Fig. 10. Like Fx, the maximum force occurs in mixed 0.25 copper oxide with 0.75 aluminum oxide and minimum in mixed 0.75 copper oxide with 0.25 aluminum oxide.

perturbation diagram of parameters for Fy response

3D response surface plot of Fy versus rotational speed and mixed nanoparticle, feedrate = 0.14 and depth of cut = 1
3.3 Statistical analysis of the force response in the z-axis direction
The other response studied in the research is Fz, which is the cutting force or tangential force. The results of ANOVA for Fz are shown in Table 12. The software has proposed the output model for this response, a second-order. Concerning Table 12, the weight percentage of nanoparticles, the rotational speed, and the feed rate are meaningful and the other items are meaningless. Similar to the above sections, the modified model after eliminating the meaningless terms is explained in Table 13.
The R-squared and Adj R-squared statistical characteristics for the Fz response are 0.9266 and 0.9232 respectively. The final model for force response in the z-axis direction is shown in Eq. 3.
A further step in checking the quality of the model for the yielded Fz response is the residual analysis. The normal probability plot is shown in Fig. 11, which confirms a good relation between predicted and experimental values for the Fz response. Also, Fig. 12 represents the residuals against the order of experimentations. The figure indicates no special trend. As a result, the model is appropriate from the statistical point of view.

The normal probability plot of the residuals for Fz response

Internally studentized residuals vs the run number of experiments for Fz response
Figure 13 shows the effect of the feed rate, rotational speed, and weight percent of nanoparticles on Fz response. The trend of the feed rate and rotational speed is linear and for weight percent is quadratic. As the feed rate increases, Fz will increase and Fz decreases by increasing the rotational speed and the weight percent of the Cu nanoparticle. Figure 14 depicts the 3D surface plot of the Fz response for the rotational speed and mixed nanoparticle in feed rate 0.14. It can be concluded that the Fz tends to decrease with both rotational speed and weight percent of nanoparticles increasing.

perturbation diagram of parameters for Fz response

3D response surface plot of Fz versus rotational speed and mixed nanoparticle, feedrate = 0.14 and depth of cut = 1
3.4 Statistical analysis of results related to surface roughness response
The last response that has been studied in this study is the roughness of the machined surface that the results of the analysis of variance are showed in Table 14. The proposed model for surface roughness is quadratic. The same procedure conducted for the force response is repeated for the Ra. The ANOVA indicates that the model, the weight percentage of nanoparticles, the rotational speed, the feed rate, the interaction of the rotational speed and the feed rate and the quadratic effect of rotational speed and feed rate are is significant (p value less than 0.05). The other items are said to be insignificant. The final model for the response of surface roughness is shown in Eq. 4.
The effect of the rotational speed and mixed nanoparticle in constant feed rate 0.14 is illustrated as a surface plot in Fig. 15. The interactive nature of the factors can be seen in the figure. The figure shows that high surface roughness is achievable at the lowest level of weight percentage of nanoparticle (0.25 copper oxide with 0.75 aluminum oxide) with the rotational speed at the highest level (1000 rpm). Also, the minimum value of surface roughness is obtained at the highest level of weight percentage of nanoparticle (0.75 copper oxide with 0.25 aluminum oxide) with the medium level of the rotational speed.

3D response surface plot of surface roughness versus rotational speed and mixed nanoparticle, feedrate = 0.14 and depth of cut = 1
Figure 16 shows the effect of the feed rate, rotational speed, and weight percent of nanoparticles on surface roughness response. Regarding Fig. 16, as the feed rate increases, the surface roughness will increase. And an increase in the weight percentage of nanoparticle (copper oxide) will decrease the surface roughness. Increasing the rotational speed partly reduces the surface roughness and then with the increase of speed, the surface roughness increases. On the other hand, in the trend of surface roughness versus the rotational speed exists an optimal point that the surface roughness has the lowest value at this point.

perturbation diagram of parameters for surface roughness response
The results of the experiments show that the hybrid nanofluid containing 0.75 copper oxide with 0.25 aluminum oxide has the best output for machining forces and surface roughness. This hybrid nanofluid reduces the surface roughness and machining forces in comparison to other hybrid and pure nanoparticles of copper oxide and aluminum oxide. Adding nanoparticles to the base fluid increases the thermal conductivity of the nanofluid. This is a reason for the machining forces and surface roughness reduction. The spherical shape of the nanoparticles can also improve the lubricating properties by penetrating the joint surface of the tool and the chip or the tool and the workpiece. As a result, the presence of nanoparticles in the base fluid by increasing thermal conductivity improves the cooling effect as well as improves the lubricating effect with respect to their bearing properties.
4 Conclusion
This study modeled the effect of relative composition of aluminum oxide (Al2O3) and copper oxide (CuO) nanoparticles, rotational speed, and feed rate on machining forces and surface roughness. The response surface method was used as the modeling method. The ANOVA shows the rotational speed and the feed rate are more significant than the relative composition of nanoparticles in minimizing the machining forces and surface roughness. The optimal setting for axial, radial and cutting forces obtained through high rotational speed, low feed rate, and high weight percent of CuO nanoparticle. Also, the minimum value for surface roughness has been achieved through low feed rate, medium rotational speed and high weight percent of CuO nanoparticle. The results show the highest level of relative composition of CuO/Al2O3 nanoparticles (75/25) has the best performance respect to other composition and pure CuO and pure Al2O3 in minimizing the surface roughness and machining forces. Future studies involves more process parameters such as nanofluid MQL flow rate, nozzle tip angle, distance and direction from workpiece. Also, study of the effect of setting parameters on cutting temperature and tool wear is one of the potentials for other researches.
Abbreviations
- R-Sq :
-
R-squared (R2)
- Adj R-squared :
-
Adjusted R-squared
- Pred R-squared :
-
Predicted R-squared
- B:
-
Rotational speed
- C:
-
Feed rate
- A:
-
Nanofluid type
- Fx:
-
Axial force
- Fy:
-
Radial force
- Fz:
-
Cutting force
- Ra:
-
Surface roughness
- SS:
-
Sum of squares
- MS:
-
Mean of squares
References
Sadeghi MH, Haddad MJ, Tawakoli T, Emami M (2009) Minimal quantity lubrication-MQL in grinding of Ti–6Al–4 V titanium alloy. Int J Adv Manuf Technol 44(5–6):487–500
Li KM, Chou SY (2010) Experimental evaluation of minimum quantity lubrication in near micro-milling. J Mater Process Technol 210(15):2163–2170
Khan MM, Mithu MA, Dhar NR (2009) Effects of minimum quantity lubrication on turning AISI 9310 alloy steel using vegetable oil-based cutting fluid. J Mater Process Technol 209(15–16):5573–5583
Li P, Siviour CR, Petrinic N (2009) The effect of strain rate, specimen geometry, and lubrication on responses of aluminum AA2024 in uniaxial compression experiments. Exp Mech 49(4):587–593
Sharma P, Sidhu BS, Sharma J (2015) Investigation of effects of nanofluids on turning of AISI D2 steel using minimum quantity lubrication. J Clean Prod 1(108):72–79
Prabhu S, Vinayagam BK (2011) Fractal dimensional surface analysis of AISI D2 Tool steel material with nanofluids in grinding process using atomic force microscopy. J Braz Soc Mech Sci Eng 33(4):459–466
Subbaiah KV, Raju C, Suresh C (2020) Parametric analysis and optimization of hard turning at different levels of hardness using wiper ceramic insert. Measurement 1(158):107712
Karaaslan F, Şahinoğlu A (2020) Determination of ideal cutting conditions for maximum surface quality and minimum power consumption during hard turning of AISI 4140 steel using TOPSIS method based on fuzzy distance. Arab J Sci Eng 18:1–3
Kalita P, Malshe AP, Kumar SA, Yoganath VG, Gurumurthy T (2012) Study of specific energy and friction coefficient in minimum quantity lubrication grinding using oil-based nanolubricants. J Manuf Process 14(2):160–166
Mao C, Tang X, Zou H, Huang X, Zhou Z (2012) Investigation of grinding characteristic using nanofluid minimum quantity lubrication. Int J Precis Eng Manuf 13(10):1745–1752
Sayuti M, Sarhan AA, Salem F (2014) Novel uses of SiO2 nano-lubrication system in hard turning process of hardened steel AISI4140 for less tool wear, surface roughness and oil consumption. J Clean Prod 15(67):265–276
Zhang Y, Li C, Jia D, Zhang D, Zhang X (2015) Experimental evaluation of MoS2 nanoparticles in jet MQL grinding with different types of vegetable oil as base oil. J Clean Prod 15(87):930–940
Zhang Y, Li C, Jia D, Zhang D, Zhang X (2015) Experimental evaluation of the lubrication performance of MoS2/CNT nanofluid for minimal quantity lubrication in Ni-based alloy grinding. Int J Mach Tools Manuf 1(99):19–33
Duc TM, Chien TQ (2019) Performance evaluation of MQL parameters using Al2O3 and MoS2 nanofluids in hard turning 90CrSi steel. Lubricants 7(5):40
Shuang Y, John M, Songlin D (2019) Experimental investigation on the performance and mechanism of graphene oxide nanofluids in turning Ti–6Al–4V. J Manuf Process 1(43):164–174
Amrita M, Revuru RS, VSN VR (2020) Optimisation of cutting parameters for cutting temperature and tool wear in turning AISI4140 under different cooling conditions. Adv Mater Process Technol. https://doi.org/10.1080/2374068X.2020.1795794
Gupta MK, Mia M, Singh G, Pimenov DY, Sarikaya M, Sharma VS (2019) Hybrid cooling-lubrication strategies to improve surface topography and tool wear in sustainable turning of Al 7075-T6 alloy. Int J Adv Manuf Technol 101(1–4):55–69
Montgomery DC (2001) Design and analysis of experiments, 5th edn. Wiley, London
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Haghnazari, S., Abedini, V. Effects of hybrid Al2O3–CuO nanofluids on surface roughness and machining forces during turning AISI 4340. SN Appl. Sci. 3, 203 (2021). https://doi.org/10.1007/s42452-020-04088-w
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-020-04088-w