
Abstract
When designing an ultra energy-efficient vehicles it is extremely important to ensure the lightweight vehicle’s structure. The compromise between the fulfilment of functional and strength requirements can be achieved by using a spatial shell or frame design. The paper presents a comparison of these two concepts of the supporting structure of such a vehicle, at the same time analysing the pros and cons of each of them. The method of optimizing the structure of both load carrying structures was proposed, as well as technical, technological and functional details related to these concepts were analysed. For the purposes of optimization, the method of topological optimization was used, modifying the assumptions for each of these concepts and iteratively adapting to the specific technology of making the vehicle’s body. The numerical simulations were carried out for a previously selected outside vehicle’s surface, optimized in order to minimize the aerodynamical resistance forces.
Similar content being viewed by others


1 Introduction
In order to determine the optimal supporting structure of the ultralight body energy-efficient vehicle was designed at the Silesian University of Technology [1], and two optimized solutions of load-bearing structures, often used in such cases, were compared. Support systems made as composite structures in the form of a spatial frame made of profiles of predetermined geometric form and a spatial shell structure made in sandwich technology were compared. To design load-bearing structures, the same assumptions were adopted including:
-
1.
The same external shape of the vehicle body optimized in terms of reduction of aerodynamic resistance [2].
-
2.
The same structure and completion of significant internal vehicle components ensuring very low energy consumption while driving a vehicle [3].
-
3.
The identical methodology of design and optimization of the body structure assuming the use of the topology optimization method in the first step to determine the optimal form of the overall supporting structure and, in the second step, adjusting the geometric form to the limitations of the initially proposed composite fabrication technology. In addition, an iterative approach in determining the general geometric form of the support structure was used to obtain more reliable results.
-
4.
Identical functional assumptions for both body versions.
In the paper, the detailed methodologies for both of the structures were presented and described based on the example of developing such a structure. Since both versions of the body were to meet the same requirements, the comparison of the two versions was based on three criteria. These criteria included the final mass of the finished solution, taking into account not only the supporting structure itself, but also all the elements of the body set, so that it would be possible to compare identical sets of bodies. The second criterion was the price of body production in the set proposed for the previous criterion. The third criterion was an ease of adaptation to production in workshop conditions, using equipment available to the team. The final analysis included various possibilities. The basic assumption was the production of a bodywork for a prototype unit made for a vehicle intended for the Shell Eco-marathon race. However, additional assumptions have been analyzed for the future automation of the development process of the vehicle’s structure of a similar form in different sizes of production series, with designed using Generative Modeling methods [4].
1.1 Introduction to design optimization [5]
Design optimization concerns a process of finding the best possible design parameter values that satisfies project requirements. To do so, the problem has to be formulated appropriately, resulting in a set of inputs ensuring the best possible output. In order to use this methodology, first it is required to identify an objective, which has to be a quantitative measure, represented by a single numeric, for example mass. Then, the systems design variables are selected and design space is created by setting boundaries, within which the optimum value is being calculated.
The problem is solved mathematically using various optimization algorithms, which are tailored for different optimization problems. The use of the correct algorithm is crucial, as it determines how fast the problem will be solved and whether it will be solved at all. Because of that, the very important matter is an ability to recognize if the solution obtained by the algorithm is the optimum one. In many cases, there are mathematical expressions known as optimality conditions, which allow checking whether the current set of design variables is the optimum solution.
One of the methods used in this thesis is a size optimization. In case of spatial frame design, a structure was defined regarding discrete variables defining a cylindrical tube in terms of its diameter and wall thickness. In this example, as an objective function mass minimization was selected and constraints were defined by maximal displacements of specific points of the system. The algorithm optimized the diameter and the wall thickness of the tube to obtain a minimum mass. The size optimization method was used, following topology optimization after the design space was defined by the optimum topology results.
1.2 Introduction to topology optimization [6]
Topology optimization is a problem, where the design variable is the element density of a system composed of voxels or pixels. Value of element density is between zero and one, nevertheless using filters, the values are forced to be exactly zero or one. Therefore, the results of topology optimization are either void places, where element density is zero or full voxels, representing element density equal to one. The optimum topology is then described as the optimum distribution of elements within the original geometry.
Inputs of the topology optimization are design spaces within which design variables, loads, objectives of the optimization and constraints are placed. Due to the character of this method and the uncertainties resulting from the algorithm the values are forced to be either 0 or 1, thus, the results of the topology optimization should not be treated directly as the solution. It happens quite often that some parts of the solution, due to relatively low stresses, are entirely disconnected from each other, appearing to float, which is a result of the algorithm forcing the values. There are tools, for example PolyNURBS in SolidThinking Inspire 2017, which interpret the optimization results on their own and smooth them, nevertheless they are not perfect yet. Therefore it is essential for an engineer to analyze the results and interpret them on his/her own in order to create the final design.
1.3 Pros and cons of carbon fiber reinforced composites technology [7]
Carbon fiber reinforced composites is a very strong and lightweight but expensive material to produce. Nevertheless, due to its high strength to weight ratio, it is often applied in aerospace, automotive and sports equipment. Particular manufacturing process and orthotropic properties of the material allow tailoring it exactly to fulfil the needs of the designer and create complicated shapes. Carbon fiber reinforced composites also have good corrosion resistance, very low coefficient of thermal expansion and high fatigue strength.
On the other hand, this material is not ideal as, due to orthotropic properties, it is hard to calculate product properties. It is also characterized with low impact resistance. Properties of the material are highly dependable on the manufacturing process and its quality, as composite materials are highly vulnerable to production flaws. Very specific manufacturing processes also limit possible shapes of produced parts, and due to materials properties, the creation of a reliable joint between parts is obstructed.
Overcoming limitations which characterize this technology and making use of its advantages is a tough and demanding task, yet, the outcomes are worth it.
2 Designing the load-bearing structure of the vehicle in the context of optimization of the whole vehicle
Typically, vehicle design takes place in several stages, from the conceptual phase, through the initial design, to the technical design at each stage, there are strict, detailed phases of partial optimization of individual subsystems or the entire system. The multidisciplinary nature of issues that should be taken into account in designing hinders general optimization leading to inevitable compromises carried out in individual stages. Changes that occur at the subsequent stages of design are not constantly examined in terms of their impact on optimization.
Compared to cars with internal combustion engines, electric cars have a relatively simpler drive system, but in order to achieve a significant reduction in energy consumption in the electric car’s drive system, additional systems such as energy recovery systems, additional mechatronic subsystems, advanced control systems are integrated, causing a continuous increase in the complexity of currently used electric drive systems. The complexity of technical means affects the complexity of the vehicle’s mathematical model.
The problem of optimizing the entire electric energy-efficient vehicle was the subject of earlier research and the subject of separate publications [1, 3], however, to present the context of works on the supporting structure, the main assumptions of the methodology for optimizing the whole vehicle were also presented in order to better understand the developmental context of the load-bearing structure.
2.1 Model-based design and optimisation approach
Typically, an approach based on model-based design is used to design complex mechatronic structures. In addition to the well-known method of model-based design, an intensive application of optimization methods has been proposed, and therefore strictly defined energy consumption criteria [1] allow not only to assess at each stage of the electrical development of the vehicle design what effect the proposed current features of the project have on the energy consumption of the vehicle, but also to find a set of features and solutions optimal for specific assumptions and limitations [3, 8].
Usually the same Management by Objectives (MBO) optimization tasks (Fig. 1), as well as the formulation of the optimization task require recognition of the calculation field and the behavior of the numerical model, and thus the future object, thanks to the intensive use of Model Based Definition (MBD) methods. Only later, optimization tasks are defined with much greater knowledge about the task itself and the project itself. This interactive methodology is sometimes called model-based design and optimization (MBDO)

Model-based optimization diagram
In addition, in combination with tests on the real object using the inverse model and optimization methods, it was possible to verify the design parameters that were determined during the design process with an increased degree of uncertainty.
During the development work on electric vehicles competing in a competitive electric race, a methodology for vehicle optimization was proposed, allowing for a significant reduction in energy consumption. The methodology includes an iterative approach consisting of:
-
development of vehicle simulation model and MBD environment and conducting simulations allowing for assessment of individual proposed solutions at the concept design stage,
-
identification and construction of partial simulation models using various methods, e.g. through stand tests
-
conducting simulation and optimization of MBDO at various stages of development of structures that help identify the impact of various factors on energy consumption and determining the design features of the vehicle,
-
development of an exact optimization simulation model of the vehicle in the race environment and its verification through vehicle testing on the road,
-
development of a racing strategy based on the results of optimization,
-
using the reverse simulation model to verify the results of design works and the tuning of the model.
Because the simulation model is the most important element of the proposed methodology, and its construction must allow for the easy implementation of the above-mentioned activities, the model itself must meet additional assumptions and its overall structure is strictly defined. Details of the assumptions and construction of the model will be described below. In order to create a numerical model, the universal Matlab/Simulink environment was chosen, but there are no contraindications to the use of other such tools.
Vehicle simulation models are developed for vehicles, and the exact simulation model of the racetrack is ultimately developed. The models have a modular design, making it possible to improve this model as easily as possible.
The main modules of the simulation model (Fig. 2) developed in the MATLAB/Simulink environment are as follows [1]:

Framework of the main simulation model for model-based design and optimization approach
-
Model of external conditions, describing atmospheric and weather conditions while driving
-
Track model describing geometrical form of a race track
-
Vehicle model describing design features of the vehicle itself
-
Movement resistance model describing energy phenomena relating to energy consumption
-
Strategy model allowing to define assumptions for driving a vehicle and activating proper subsystems of a vehicle
-
movement parameters/results which is a kind of application interface that allows you to analyze simulation results more easily
Simulations conducted with the use of a built-in model allow to determine the impact of individual vehicle parameters on energy consumption (Fig. 3). In the case of the body and body structure of the vehicle, the need for maximum reduction of aerodynamic drag force is in the foreground. This results in increased pressure to develop the correct shape of the body, but also to reduce the unnecessary cross-section. The reduction of the weight of the load-bearing structure, also important, is shifting to the background. Because due to the very complex nature of the overall vehicle optimization, it was decided to separate the optimization and development phase of the body and load-bearing structure on the basis of the results obtained for the optimization of the vehicle’s entirety. The results of optimization of the whole vehicle were used as input data and limitations to this process. They took the form of the inviolable outer surface of the body, arrangement of subassemblies in the whole structure as well as limitations as to the mass of the whole and individual subassemblies. In addition, the restrictions in this process are the requirements of the race rules, functional and technical as well as other formal and technical requirements, e.g. ergonomic.

The impact of individual resistance forces on the total resistance of the vehicle
3 Requirements for the solution
The development of the supporting system was a part of Smart Power’ ongoing project of making a new energy-efficient electric vehicle for Shell Eco-marathon UrbanConcept-class for season 2019. Therefore, the obtained solution had to fulfill all of the competition rules and regulations which can be divided into:
-
general requirements concerning the structure, that cover the topic of all of the necessary subsystems, which must work together with the supporting systems and the body panels,
-
dimensional constrains, which cover the minimal and maximal dimensions of the vehicle, as well as the minimal size of side doors and some of the subsystems,
-
safety regulations, that concern the driver’s environment, its separation from the surroundings of the vehicle and the energy compartment inside, as well as the necessary strength of some of the vehicle parts,
-
and an accessibility of the subsystems for an inspection from the outside [9].
Apart from those, performance requirements can be distinguished. In the given case, as the supporting system is not a part of the drive train, the idea was to minimize the mass of the structure, thus decrease the resistant forces, at the same time maintaining the sufficient stiffness.
In the analyzed problem, before the designing process could proceed, the volumes and placements of all of the subsystems were identified. Due to the lack of precise data concerning other systems of the vehicle at this stage of the project, they were obtained from current team’s vehicle. Apart from that, the external shape, already optimized in a scope of aerodynamic properties, was given (Fig. 4).

The base external shape of the vehicle
4 Loads and load cases analysis
The next step in the case of comparison of two solution concepts was to determine a common loading structure and load cases. In the given example, due to the lack of exact data and the early stage of the project, the load structure was simplified only to main forces and static situations, with dynamic one simplified to the static with the use of external accelerations and additional coefficients [10]. Those load sources can be divided into three groups:
-
mass loads,
-
loads concerning the safety of the vehicle,
-
loads related to the performance and maintenance of the vehicle.
The mass loads consisted of all of the subsystems’ weights. Those forces were directed to the ground and located in the centers of masses of each particular subsystem. Therefore they introduced not only concentrated forces applied in the mounting points of the subsystem but also moments in most of the cases. In the front part of the vehicle, there was a total number of four weight forces: the weight of the steering system FSS, the weight of the braking cylinder FBC and the weight of the acceleration pedal FA but also the weight of the front wheel and its suspension node FWF, applied on the walls at the front sides of the vehicle. Inside the driver’s compartment, located in the middle part of the vehicle, there were four sources of mass loads: the weight of the braking pedal FBP, the mass of steering column FSC, the mass of the driver’s seat FDS and the mass of the driver himself FDR. In the rear part of the vehicle, there were the weights of the rear wheels and their suspension nodes FWR and the weight of the motor unit FM. Further behind, the weights of the fuel cell FF and the hydrogen cylinder and the connectors FHC were applied. At the very end of the vehicle, the force introduced by the mass of the electronic components FE was present. The roof of the vehicle was also loaded on both sides by the mass of the door FD. The safety loads consisted of two forces required by the regulations of the competition, that was the testing loads applied to the roll bar FRB and to the harness mounting points FH. The operational loads were, among the others, forces originated from pressing of the acceleration pedal FAPr and the braking pedal FBPr. Moreover, the additional load introduced by a torque of the motor shaft MM, as well as the torque applied through the suspension nodes while braking MB, were concerned. In order to cope with additional loads occurring when driver entered the vehicle, the additional load from stepping on the floor FFS, applied to the specified area, the supporting on the steering column FSSup and on the handle, placed between the door hinges, FHSup were also considered. Additionally, the forces present during towing the vehicle FT, applied through the towing hook were also taken into consideration. As far as supports were concerned, they were placed either in the centers of the wheels, at the four selected lifting points or the roof. The placements of particular loads are presented in Fig. 5.

The placements of the loads
The load case analysis was based on most common and most probable situations that may occur during the competition and maintenance of the vehicle. That enabled distinguishing a total number of seven types of load case, which are:
-
1.
general case, in normal working conditions and with testing loads,
-
2.
situation of the driver entering the vehicle,
-
3.
three towing cases, in three different directions,
-
4.
two torsion cases, when the vehicle is supported only by two diagonal wheels,
-
5.
two cases of superposition of braking and taking corners situations, with additional focus on the inertia loads present in the structure,
-
6.
lifting the vehicle during the maintenance works by the four lifting points,
-
7.
simplified roll-over case, when the vehicle is placed on its roof.
Each of those situations was analyzed separately, however, the superposition of the results was taken into consideration during further analyses and optimization procedures.
5 Methodology of design process
Even though both solutions were meant to fulfill the same requirements, the design methodologies were different in each case. However, the initial process, which resulted in the base layout of the supporting structure and the starting optimization conditions, was common for both of them. Moreover, the input data, such as the requirements and constraints, were also identical for the designed objects, as it was essential in order to properly compare them. As the external shape was given and there were no possibilities for adjustments, the obtained solutions had to comply with it. Additionally, in both cases the loads were multiplied by 1.5 and the available stresses in the structure were divided by 1.4, which is the standard procedure used in the team. To obtain comparable results, in both cases the same materials for main supporting elements were used, that is carbon fiber fabric epoxy resin composite [11] and polyvinyl chloride (PVC), cellular foam for the core [12] in a sandwich structure.
The first step of optimization process, which was common for both structures, was to create the input model for the further numerical optimization. The process was based on several iterations and previous experience in order to obtain an optimal layout of the vehicle’s subsystems and their mounting points in a scope of performance and loads reduction [13]. Even though this stage of the development was common for both structures, the general results were further adjusted for the particular design, as different types of system enabled or required some particular features. After that, the further development process for each solution was conducted. The schemes of those processes were shown below.
5.1 Preliminary optimization
As both detailed methodologies presented further in this paper were based mostly on numerical procedures, in order to perform them properly, the initial state of the optimized object and input data had to be appropriately described and presented in a qualitative form. That required additional analyses of qualitative data and possible general solutions that were not directly connected to the final shape and form of the supporting structure. Moreover, even the initial state of the input data could be optimized to some extent, which was used in order to provide better final solutions.
In the general approach, the optimization process of any more complex system should be divided into few smaller steps, in order to increase its effectives and time efficiency. In the case of the supporting system for the electric vehicle, the procedure can be divided into three main areas of optimization [13]. This division was shown in Fig. 6.

General division of optimization procedure
Due to the fact that, in the given case, the external shape had been already optimized separately in the scope of aerodynamic properties, its part in the overall optimization methodologies presented in this paper was neglected. Nevertheless, the other two stages were performed in details. In the case of an overall, preliminary optimization of the system, the interactions with other subsystems were analyzed, while the inner structure optimization processes were different for each of the solution types and were presented further in this paper.
The preliminary process resulted in the detailed numerical description of the problem for further numerical optimization, while it was mostly a qualitative process itself. During this stage, all of the main subsystems of the vehicle were identified, which was based on the previous iterations of the team’s vehicle and the changes in the regulations of the competition. Then, the whole vehicle was taken into consideration as a complex system in order to optimize the layout of the subassemblies inside the body, as well as necessary cut-offs in the fuselage for doors, windows and hatches. The process was iterative and required both know-how and experience from the previous vehicles. Its main goal was to obtain such a structure of the subsystems that would provide both enough space for the driver and easy enough access to him/her. Moreover, the additional goal was to eliminate load concentration spots and reduce overall loads introduced by their weights. The resulting layout was presented in Fig. 7.

The subsystem layout resulting from the preliminary optimization
5.2 Spatial shell
In case of unibody monocoque structure, several possible solutions, including the full monocoque and monocoque-frame hybrid structures, were taken into consideration but, ultimately, the one which concerned only the monocoque was chosen. With the selection of the basic solution concept and developing the initial step of the body, the detailed optimization of the spatial shell based structure could be performed. The methodology for this stage was shown in Fig. 8.

Diagrams of two steps of numerical optimization of spatial shell structure: structural division (left) and laminate optimization (right)
The general optimization approach for the spatial shell supporting system was developed during development of several iterations of the vehicle [13, 14]. It consisted of two main stages:
-
division of the structure into shaping and load-carrying parts,
-
laminate inner structure optimization.
At first, the initial input data obtained from the preliminary stage of optimization had to be adjusted for the selected solution modeled in the CATIA V5 software. In the case of the composite shell structure, due to the external shape of the vehicle, additional openings for the hatches had to be introduced to the body. Unfortunately, that process additionally weakened the whole structure. Those were the opening for the front hatch, which were to provide better access for the subsystems placed in the front of the vehicle and two part hatch in the rear part. The smaller one, which was neglected in the further optimization process, along with the front hatch, was the easy- and quick-to-remove inspection hatch required by the regulations and the bigger one, which covered most of the rear part of the vehicle, was the maintenance hatch, normally firmly attached to the rest of the body. At this stage, their shape, positions and mounting technology was also qualitatively optimized. In addition, the final shape of the inside walls and formers were developed. The final input model of the shell based supporting system was shown in Fig. 9.

Results of model adjustments
After that was done, the numerical optimization could take place. At first, the topology optimization was used in order to perform the division of the structure, which was the beginning step of the whole procedure. Later, the resulting model was optimized in the scope of the laminate inner structure and those final results were reevaluated manually.
5.2.1 Structure division
Even though the topology optimization in its most basic and common form is not usually used in cases of shell structures, especially the composite ones, due to its working methods, it still can be used as one of the steps in more complex optimization procedures to improve the results and efficiency of the process [14]. Such a situation took place in the given example, where it was used to perform the division of the structure into load-carrying strops of material and parts of the shell, which did not transfer any load.
In order to do so, the surface model of the shell structure resulting from the previous step and modeled in CATIA was transferred into Altair HyperWorks 2017 software, where it was transformed into a finite element analysis (FEA), model, with all of the load cases, loads and materials added as well. In order to perform the time efficient optimization and to cope with software limitation, only a single layer of carbon based composite was applied to the structure [14]. The optimization process took into consideration all of the load cases, apart from the roll-over one. The main goal was to achieve a minimal mass, with a total displacement restriction, which ensured sufficient stiffness of the structure. During this stage it was important to set proper parameters of the optimization, especially the basic thickness of the shell was essential, as too thin would compromise the whole process, resulting in no possibility to distinguish load- and non-load carrying parts, whereas too thick would cause the resulting structure to act rather as a frame than a shell. Moreover, to prevent an introduction of holes, which would decrease the strength of the structure, the minimum thickness was set to 0.2 mm. Resulting element density map, with ISO value set to 0.1, was then exported to the CAD software, where the manual division procedure was conducted. During this process, it was important to ensure that resulting patches of shaping structure were as easy to manufacture and technologically justified as possible. The resulting divided body was presented in Fig. 10.

Results of the structure division: dark areas—load-carrying parts, light areas—shaping parts
After the division was complete, the base form of reinforcements was added into the structure. Those were mainly based on the previous experience with such systems, which allowed the designer to predict the most essential spots in the structure that required strengthening. Those reinforcements were later improved and optimized in the further step of the whole procedure.
5.2.2 Laminate optimization
The second stage of the numerical optimization was the inner structure of the laminate optimization, which was based on both shape and size optimization techniques. This stage consisted of three main consecutive stages, that is the optimization of a shape of plies of particular material and orientation, the optimization of thickness of resulting patches of material, with taking into consideration their lower and upper manufacturable limits, and finally of the sequence of the plies in a stack [13, 14].
After remodeling the results from the previous step in the FEA software, once again, the loads, load cases and materials were added. Similarly to the topology optimization step, the same cases were taken into consideration, as well as the displacement restrictions, which were applied more precisely for different parts of the vehicle. For the shaping parts, the thin carbon fiber-only laminate was selected, with carbon fiber and PVC foam sandwich structure applied to the supporting ones. During the first step of the laminate optimization, the final layout of reinforcements was developed in order to cope with identified local lack of stiffness in the supporting structure. Due to the tools built in the software, it was possible to use the results from the previous step as an input for the next one. After the numerical optimization, the results had to be manually reevaluated to obtain a high quality shell and improve its manufacturability. In addition, as the thin carbon laminated shells do not act effectively under concentrated load, the additional layer of 10 mm thick plywood was added. Based on the previous experience, for each 10 N of the concentrated force, 1 cm2 of plywood was applied. The resulting thickness map of the shell was shown in Fig. 11.

Results of the unibody design after manual reevaluation of the numerical results
Separately from the main structure optimization process, all of the hatches were also optimized in a simplified way, with only plies and sequence optimization performed. It was caused by their relatively small impact on the overall mass and very limited contribution to load-carrying capability of the supporting structure. That resulted in a time efficient process and relatively easy to manufacture parts.
5.3 Spatial frame
Design and optimization processes of the second approach- spatial frame, were based on a methodology, which was developed during the authors’ previous works with this, as well as with similar structures [15, 16]. The detailed scheme for the process was shown in Fig. 12.

Diagram of the spatial frame solution creation methodology
The first step of optimization was a determination of the overall optimal form of the supporting structure applying topology optimization. Using the obtained data, the second step was to create a structure composed of 1D beam elements and 2D sandwich structures. After iterative analysis of obtained results and development of the concept, the structure was further adjusted in second optimization block using size optimization tools available in HyperWorks 2017. 2D model of the structure was then created, in order to incorporate details of the structure into finite element method (FEM). The third step of optimization was optimization of sandwich structures, as details of the structure, regarding joints between tubular profiles, influenced the frame’s overall stiffness. Following that thicknesses of plies of laminates required to connect the profiles, as well as thickness of 3D printed acrylonitrile butadiene styrene (ABS) connectors were analyzed.
5.3.1 Topology optimization
On the base of provided new fuselage skin and previously conducted identifications of subsystems placement, mounting points of subsystems desired in the vehicle were distributed in space. Then the working space, where the topology optimization was supposed to take place, was created by filling the fuselage skin. In order not to coincide with subassemblies, their volumes were subtracted, as well as volumes identified as the maintenance area required to operate those subsystems. Also, areas which were considered as those, that would not transfer loads, were subtracted in order to improve the speed of further optimization, as they were redundant.
Topology optimization was conducted using Altair SolidThinking Inspire 2017. The goal of the optimization was to obtain maximal stiffness with just 30% of starting volume. After load cases were created, the program took all of them into consideration, creating one result, which according to the program suits them best.
5.3.2 Conceptual design
Profiles selected for this application were round tubes made of carbon fiber reinforced plastic. The reason was outstanding stiffness to weight ratio and versatility of such profiles. Also, connections between them and other subassemblies could be easily realized, making them perfect for this application.
The process of the conceptual design was based on the interpretation of results obtained from topology optimization. Due to their complicated shape, simplification to straight profiles was not easy and therefore was treated as an iterative process. Conceptual designs were created mostly using 1D elements, which were then interpreted by the program as tubular profiles with given dimensions. 2D elements were used as sandwich structures. Such an approach reduced the time necessary for calculations and thus the time required for the whole conceptual phase.
Nevertheless, such an approach incorporated uncertainties into the model, as 1D elements cannot be assigned orthotropic properties. Also, connections between tubular profiles were simplified and did not cover particular solution used in this design.
Still, for the purpose of conceptual phase, it was considered sufficient to compare solutions, and the final design was verified using the 2D model of the whole structure later in the process.
The first iteration, shown in Fig. 13 of the concept was then analyzed using FEM and appeared excessively stiff. Therefore it was decided to reconsider it in order to reduce weight and simplify the design. After a few iterations, the weight of the concept was decreased while maintaining similar displacements of the structure. It was achieved by removing unnecessary bracings from the front, mid-section and redistribution of profiles behind the driver, to which wheels were connected. These improvements were shown in Fig. 14.

Initial concept of the spatial frame design

Final concept of the spatial frame design
The primary goal of these changes was to reduce the number of joints in the structure, which were one of the heaviest parts of the frame due to thicker layers of laminate and 3D printed molds in them- their design was elaborated in sub-chapter 6.2 in this paper. Even though rearranging profiles behind the driver in the motor compartment increased number of joints, it allowed using thinner sandwich structure, as mounting points of wheels suspension were closer to the fixing points of sandwich structure and tubular profiles. This action also improved access and visibility of the motor compartment during maintenance.
5.3.3 Profiles optimization
The process of profiles dimensions selection was conducted using Altair HyperWorks Optistruct module size optimization tools. During the conducted analysis dimensions obtained from the supplier’s website [17] were taken into consideration. Using dimensions different than those given as standards by the supplier would be possible, but it would increase the cost of the project, while one of the goals of this study, was to design a cost-effective solution.
Profiles optimization process consisted of 4 stages, and all of them were realized using Altair HyperWorks 2017 OptiStruct tools.
The first step was to optimize all of the profiles dimensions independently without taking into consideration the dimensions given by the supplier. For this case sizes of sandwich structures were initially assumed, the goal of the optimization was to minimize mass, while the displacements of the structure were not supposed to surpass 9 mm. Results of this step allowed to initially put profiles into three groups of the same dimensions. The reason for doing that was to reduce the variety of profiles used in this project and thus reduce the cost of the project.
The second step was to optimize dimensions of groups of profiles, this time taking into account dimensions given by the supplier, with the same goal and assumption as in the previous step. Profiles were distinguished into three groups of sizes.
With these results, the third step was conducted, which goal was to optimize sandwich structures as it was noticed that in previous steps displacements did not surpassed 7 mm. Profiles dimensions during this step were those designated by the previous step. Sandwich structures were optimized freely so that results were not uniform across their areas. As the whole structure was supposed to be manufactured by students, it was desired to make the production process easier and therefore to have sandwich structures with the uniform composition on the whole area. To achieve that, the results were analyzed and it was decided that in order to overcome uncertainties which may occur during production, thickest values of each ply were chosen. Apart from that, due to constraints regarding available thicknesses of carbon fiber plies, their values had to be readjusted.
The last step of the optimization was to reduce the number of groups of profiles dimensions from three to two in order to uniform the structure and reduce costs. Therefore the smallest and medium-sized profiles were merged into one group, and the optimization was conducted with the same goals and restrictions as previously. Sandwich structures compositions in this step had dimensions obtained in the previous step- adjusted as mentioned above.
Due to the differences between 2D and hybrid 1D and 2D model mentioned previously, sandwich structures were optimized once again to check the influence of increased accuracy of the model. Results of this analysis after taking into consideration previously mentioned restrictions regarding manufacturing and minimal ply thickness were the same. This model was shown in Fig. 15.

Final 2D design of the structure with subassemblies, driver’s and fuselage’s representations
5.3.4 Optimization of profiles connections
Following this analysis, it was important to check whether the 3D printed ABS mold had adequate stiffness to hold the tubes together during lamination. Special load case was analyzed, where the frame was supported on four points on tubular profiles. The analysis was conducted on a connector with a wall thickness of 1 mm. The result of that analysis has shown, that wall thickness of 1 mm would be absolutely sufficient, as stresses were far from materials strength and displacements were smaller than 1 mm. Nevertheless, as the analyzed part was going to be 3D printed and that feature was not inherited into the program. It was decided that due to characteristics of 3D printed parts, the wall thickness of 2 mm would have a smaller probability of failure during assembly and would be easier to print.
5.3.5 Vehicle’s body
In order to evaluate and compare these solutions, it was important to estimate its mass. To do that, the weight of all joints, fuselage, as well as connections between chassis and the fuselage were required.
The fuselage only had to bear aerodynamic forces which, due to vehicle purpose and characteristic of the event in which it took part were very low. Therefore it was assumed to be made out of sandwich structure with 0.5 mm thick plies on the faces, as with 1 mm thick PVC core. Its mass was calculated by multiplying the area of the fuselage by its thickness and then by its material density.
The outer layer of the vehicle was decided to be split into three parts- front, middle and back. That allowed to disassemble only the part required to conduct desired maintenance actions. Connections between fuselage and chassis were realized by snap fastening using 3D printed pipe clamps. Each of those clamps had three rods. These rods had plastic plates of special shapes at their ends, to fit tightly to the fuselage, up to which they were bonded using adhesive. Such plastic plates helped to distribute stresses, in order not to destroy the fuselage during montage on the chassis by concentrated forces. Example of such suggested design was shown in Fig. 16.

Suggested body-to-frame connector design
6 Methodology of comparison process
These two concepts were compared based on both qualitative and quantitative criteria. The qualitative ones were ease of manufacturing and its cost, as resources of the team were limited. Cost of the concepts, as it could not be calculated at this stage in details, was considered only qualitatively based on required molds, their complexity, commercially available ready-made products and half-products used in the designs. Ease of manufacturing covered the possibility of creating the structure by the team using available tools. Moreover, the possibility of incorporation of Generative Modeling in a commercial production was specified. Because the vehicle itself is prototypical and will be produced in a unitary way, the analyzes regarding the use of generative modeling concerned repetitive structural elements that have the potential of serial production in a similar vehicle. Such comparisons give the opportunity to increase knowledge about the final costs of solutions in mass production.
Quantitative criteria of design comparison were based on concepts mass, including the body in case of spatial frame. As the qualitative criteria were more focused on the availability of the designs, they did not affect vehicle performance as opposed to the latter one.
7 Results
The basic objective of the comparative research was to choose the optimal body structure for the ongoing project of building an energy-efficient UrbanConcept-class vehicle for Shell Eco-marathon [9], which will be built for racing in 2019. In addition, it was decided to verify the applicability of the methodology for an energy-efficient electric vehicle built as a commercial vehicle produced in series.
7.1 Weight comparison
The most important factor which differed these two solutions and influences competitive-wise was mass. In case of the unibody construction, the total structural mass reached around 30.1 kg, where most of it, that is 24.8 kg, was provided by the shell structure itself, with of ribs and formers laminated inside, 4.3 kg of hatches and around 1 kg of plywood reinforcement. Whereas the designed spatial frame reached the total mass of 37.6 kg, near 25% more. In that case, the mass structure consisted mostly of 18 kg of the vehicle’s fuselage and 18.4 kg of the inner frame, with the additional 1.2 kg weight of connectors between those two elements. Nevertheless both solutions have actual safety factors around 2.1. The comparison of the mass structures was shown in the graph (Fig. 17).

Final masses comparison
7.2 Qualitative comparison
The second important issue that was analyzed in this paper was a manufacturability of the concept and its estimated cost.
7.2.1 Spatial shell
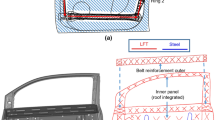
The unibody structure could be divided into 4 main parts: outer spatial shell, inside laminate reinforcements, hatches and inside plywood reinforcement, each of which had to be manufactured separately and using different methods and techniques. In case of the plywood parts, the material could be easily bought in ready-to-use state and the only required operation would be machining to obtain the desired shape. As those elements were applied only in locations of focused forces, they were mainly flat, which additionally reduced required time and the cost. Generally, those elements were the cheapest and easiest to manufacture. Another type of reinforcement, the laminated ones, collected both small ribs and large bulkheads and formers, that strengthened the shell structure. In that case, the cost and time needed to produce them fairly exceeded those related to the plywood, as the input material, that is laminated prepregs, was much more expensive. Even though the prepregs would be cut automatically to the desired shape, the assembling of each part had to be done by hand and the curing of the resin required both advanced equipment and a long time. The last two parts of the structure, that is the spatial shell itself and the hatches, were both the heaviest and the most difficult to produce. Although each ply could be cut using automatic machines, the assembly process would have to be done manually, which additionally required an expensive-to-made negative form, and big equipment to conduct the curing process. Moreover, to increase the surface finish and the connections between those two parts, the hatches should be manufactured first and then secured inside the form while creating the main body. After all of the parts of the structure had been prepared, the assembly process was done, with use of adhesives and laminate stripes to securely bound each element together. The proposed manufacturing division of the main body shell was presented below (Fig. 18).

The manufacture division of the composite shell structure
Due to all these issues, the spatial shell unibody solution may be very expansive in case of single element production, as in a given case, due to the very high cost of forms and templates preparation. In addition, the number and complexity of the forms would be highly dependent on the base shape of the shell, as in the analyzed example it would be necessary to prepare three negative forms and a one positive one. This would greatly increase the overall cost of the vehicle. Moreover, the manufacturing division of the shell might decrease its strength and introduce areas where the prior-to-assembly stiffness would be extremely low. Nevertheless, once prepared, those can be used many times, which decreases the cost in case of series production.
The incorporation of Generative Modeling procedures in a commercially produced vehicles introduced few issues and problem. It could easily be used for the preparation of the initial model, that is the base shape of the vehicle and the layout of the subsystems, as well as for the FEM model preparation and selection of optimization parameters. However, the overall design methodology consisted of two stages of manual evaluation of the results, first during the structure division and the second during the reevaluation of the final numerical results. Even though those two steps also could be automated, that would require very advanced algorithms in order to obtain structure of similar quality as those obtained manually.
7.2.2 Spatial frame
Spatial frame design consisted of carbon fiber fabric epoxy resin tubes and carbon fiber fabric epoxy resin composite with PVC cellular foam core sandwich structures. Connections between profiles were realized using 3D printed ABS connectors used as positive molds, which were then laminated together with tubular profiles. Body was connected to the frame using 3D printed ABS connectors. Thanks to that the structure can be mostly manufactured by the team in the workshop using available tools, which not only reduced the cost of the process but also had educational value for its members.
The manufacturing process of the chassis required tubes, which were commercially available to be bought and as in the design only straight profiles were used, they did not have to be specially produced by the manufacturer, which lowered their cost. These tubes could be cut to the desired length in the team’s workshop.
To form the spatial frame, these tubes were connected using 3D printed connectors, which limbs were fitted into tubes and bonded with them using adhesive. After the chassis assembly was finished, these connections were then laminated using carbon fiber fabric, using resin infusion method, realized by vacuum bags applied locally on the joint or by shrink wrap in case of less responsible connections. Lamination using prepreg could not be realized, due to the temperature required for the resin infusion, which would affect connectors printed from ABS [18]. The example of such connection was shown in Fig. 19.

Cut of exemplary connection between profiles
Design of the connectors described above made the assembly of the spatial frame easier and cheaper. As opposed to this approach, currently used solutions were problematic due to the requirement of plenty of socket-design connectors of different shapes, which made them expensive due to the number of required molds. In case of a tube-to-tube design, it was required to have profiles to cut to specific shape with high precision. What made the assembly easier in chosen solution, was also that due to the characteristics of the connector material it was possible to elastically deform the connector, while parts were fitted together. Also, the relative position of the tubes and connectors was adjusted in cases when profiles were cut too short or too long.
Sandwich structures, depending on available resources, due to their geometry (flat plates with constant thickness) were either produced by the commercial manufacturer using prepreg carbon fiber sheets to obtain lowest possible weight due to low resin content or by the team, sacrificing their weight due to lack of autoclave. Sandwich structures prepared in team’s workshop were manufactured using available PVC sheets and laminated using carbon fiber fabric with vacuum resin infusion. These structures were then incorporated into the structure using clamps.
The fuselage was the most problematic part of the structure, as the team was not able to produce precision molds of this size on its own and therefore it was prepared by the commercial manufacturer. Due to the shape of the body, the split mold was required. Nevertheless, as in case of monocoque structure, the outer body had to be manufactured strictly in accordance with instructions, with high standards to ensure the reliability of the shell, in case of the spatial frame it did not play such an important role and its structure was simplified. Therefore, depending on available resources, it could be produced either by the commercial manufacturer from prepregs to minimize its weight or by the team thus reducing its cost and adding educational valor. It was manufactured by the team in two stages. In each stage carbon fiber fabric with vacuum resin infusion was used. The first stage was to create front and rear part of the fuselage simultaneously, and following that, to obtain a perfect fit, to secure those parts in the mold using non-stick fabric and manufacture the middle part.
Generative modeling in this approach could be applied with sophisticated algorithms and restrictions. Nevertheless tasks of general body division and shaping the connectors between profiles would be demanding and easier conducted by the designer. Final design created using such method would obviously require close inspection by an experienced person.
8 Conclusions
Both analyzed designs had their strengths and weaknesses, depending on their application. The difference of masses of the structures was not negligible (25%), nevertheless selection of optimal solution had to be conducted individually for each application. The cost of the structures, without efforts of the team in case of singular unit production, would not vary too much from each other. Nevertheless, due to the possibilities of existing man power, the spatial frame was cheaper. An additional advantage of this solution was that it was easier to adapt and provided better access to subassemblies, which were constantly developed by the team. The possibility to manufacture significant part of the structure also had high educational value and as a result awareness of its structure by the team, which helped successfully conduct possible repairs or adaptations.
On the other hand, when commercial serial production was taken into consideration, monocoque structure was actually cheaper even though spatial frame solution requires less molds to create vehicles body, which makes the process easier. Also their cost was lower, as due to the body thickness in case of spatial frame, molds required less stiffness thanks to easier forming process. Nevertheless, manufacturing of a monocoque, as it has less complicated structure, can be produced quicker, with a smaller number of operations, reducing overall costs per structure with increased number of produced vehicles. Following that, it was also more attractive visually for the client, which was a very important feature for a commercial vehicle. Also, advantages of a spatial frame were not applied in this case, as the vehicle did not require any further adaptation of subassemblies, therefore also its access to maintenance area was less important.
Another thing to concern concluding this paper was structures’ stiffness. The authors’ main goal was application of the designs in a competition oriented lightweight vehicle, driven in fairly gentle conditions. Due to such specification and desire to obtain the lowest possible weight of the vehicle, suspension system might not be used. In such a case it was important to damp vibrations and shocks originated from the road in other way. Ignoring this feature might cause damage to the structure itself, but also to subassemblies, it would also make the vehicle uncomfortable to drive for the driver. Both of the presented designs allowed its displacements, maximum of 4.6 mm in case of the spatial frame design in torsional load case and 9.4 mm in case of the spatial shell and the same load case. For recently described application they were considered acceptable, nevertheless in case of commercial vehicles with suspension systems, such values might be too high and thus negatively influence vehicle’s life and performance.
References
Skarka W (2015) Reducing the energy consumption of electric vehicles. In: Transdisciplinary lifecycle analysis of systems. Advances in transdisciplinary engineering, vol 2, pp 500–509
Wąsik M, Skarka W (2016) Aerodynamic features optimization of front wheels surroundings for energy efficient car. In: Transdisciplinary engineering: crossing boundaries. Advances in transdisciplinary engineering, vol 4, pp 483–492
Targosz M, Szumowski M, Skarka W (2013) Velocity planning of an electric vehicle using an evolutionary algorithm. In: Activities of transport telematics. Communications in computer and information science, vol 395, pp 171–177
Jałowiecki A, Skarka W (2016) Generative modeling in ultra-efficient vehicle design. In: Transdisciplinary engineering: crossing boundaries. Advances in transdisciplinary engineering, vol 4, pp 999–1008
Bill C (2015) Design optimization: designed by computer. In: Stjepandić J et al (eds) Concurrent engineering in the 21st century. Springer, New York, pp 421–461
Bendsoe MP, Sigmund O (2004) Topology optimization: theory, methods and applications. Springer, Berlin
Kopeliovich D (2012) SubsTech. http://www.substech.com/dokuwiki/doku.php?id=carbon_fiber_reinforced_polymer_composites. Accessed 15 June 2018
Tyczka M, Skarka W (2016) Optimisation of operational parameters based on simulation numerical model of hydrogen fuel cell stack used for electric car drive. Adv Transdiscipl Eng 4:622–631
Shell Eco-marathon Europe (SEM) (2018) Shell Eco-marathon Europe website. https://www.shell.com/energy-and-innovation/shell-ecomarathon/europe.html. Accessed 28 Jan 2018
Brown JC, Robertson JA, Serpento ST (2001) Motor vehicle structures: concepts and fundamental. Butterworth-Heinemann, Oxford
Performance Composites Ltd. (2018) Mechanical properties of carbon fibre composite materials. http://www.performance-composites.com/carbonfibre/mechanicalproperties_2.asp. Accessed 28 Jan 2018
Oroszlány A, Nagy P, Kovács JG (2015) Compressive properties of commercially available PVC foams intended for use as mechanical models for human cancellous bone. Acta Polytech Hung 12(2):96
Pabian T, Skarka W (2018) An optimization approach for an ultra-efficient electric racing vehicle’s supporting system based on composite shell elements. In: EngOpt 2018 proceedings of the 6th international conference on engineering optimization, pp 1061–1072
Pabian T, Skarka W, Wąsik M (2018) Topology optimization approach in a process of designing of composite shell structure. In: Transdisciplinary engineering methods for social innovation of industry 4.0. Advances in transdisciplinary engineering, proceedings of 25th Inc. international conference on transdisciplinary engineering, vol 7, 155–164
Sosnowski M, Skarka W (2018) Optimization of a composite beam-based load bearing structure, for an ultra-efficient electric vehicle. In: EngOpt 2018 proceedings of the 6th international conference on engineering optimization, pp 1073–1082
Sosnowski M, Skarka W, Wąsik M (2018) Design and optimisation of composite spatial frame connectors. In: Transdisciplinary engineering methods for social innovation of industry 4.0. Advances in transdisciplinary engineering, vol 7, pp 877–886
Exel Composites (2014) Exelite technical data sheet. http://www.exelcomposites.com/Portals/154/documents/Brochures/Exelite%20Technical%20Data%20Sheet%202014.pdf. Accessed 15 June 2018
MATBASE (2017) ABS general purpose. https://www.matbase.com/material-categories/natural-and-synthetic-polymers/thermoplastics/commodity-polymers/material-properties-of-acrylonitrile-butadiene-styrene-general-purpose-gp-abs.html#properties. Accessed 15 Dec 2017
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Skarka, W., Pabian, T. & Sosnowski, M. Comparison of unibody and frame body versions of ultra efficient electric vehicle. SN Appl. Sci. 1, 726 (2019). https://doi.org/10.1007/s42452-019-0733-8
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-019-0733-8