
Abstract
Designing a safe load-carrying component for mechanical structures requires sufficient information related to the distribution of loads, which is applied to the structure. One of the main design criteria is the level of stress. In some test cases, measuring the stress directly becomes very difficult due to a complex geometry for instance. In this case, the measurement of the physical displacement of the structure, which is known as strain (ε) facilitates this procedure. The accurate strain gauges are mostly sensible and several factors can affect the measurement performance. It is obvious that the resistance tolerances and strain that induced during the application of the gauge, generate some initial offset voltage without the presence of forces. In addition, long lead wires can add resistance to the arm of the circuit bridge, which adds an offset error and desensitizes the output of the bridge. Hence, understanding the effects of significant parameters for analyzing the data is considered valuable. In this paper, the influence of the temperature, the length of wires and the set point of forces on the strain measurement are experimentally investigated at three levels. Furthermore, the design of experiment and related tools such as Taguchi and signal to noise ratio are employed to reduce the errors and uncertainty through the measurement process. Noise can be related to controllable factors or uncontrollable factors, which are extraneous factors. Using the Taguchi method assists to provide a better control over the right set of controllable factors only, to determine the significant factors with their optimal levels. The results indicate that the temperature has a maximum contribution to the measurement of the strain with 76.35%, which is followed by the effects of length of wires and the point of application with 7.66% and 6.77%, respectively.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Load cells have long been used to sense and measure forces and torques. Load cells are used to measure surface deformation and in a mechanical term, namely in acceleration sensors, vibration sensors, acoustic sensors and especially pressure sensors [1,2,3,4].
There is a wide range of common load cell applications such as automotive, aerospace, medical, manufacturing, and agriculture [5]. In industrial machinery, rods, beams, and wheels are needed to be instrumented with a high precision in order to check the exerted loads. To monitor the total weight of the tank, load cells, for instance, are applied to measure the volume or the level of the tank. It is obvious that the significance of precision of the load cells due to a variety of applications are highlighted and this has motivated the authors to perform experimental tests to examine the effect of crucial parameters on the accuracy of the load cells.
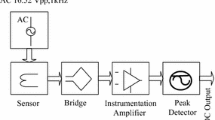
A load cell acts as a transducer to convert a force into an electrical signal in two different steps [6]. Initially, the force being sensed by deforming a strain gauge. Then, the strain gauge converts the deformation into electrical signals [5]. As shown in Fig. 1, during the tension, the resistance R of the strain gauge increases, while during the compression R decreases. Based on the installation location of the strain gauge the strain gauge could be in tension or compression [7].

The resistance R of the strain
One of the most common strain gauges in force balance applications is the wire strain gauge sensor. Based on the physical principle concept of a wire strain gauge, any changes in electrical resistance is produced when the strain is applied to the gauge. The electrical resistance of a wire can be written as shown in Eq. (1):
where R is the resistance of a wire, l stands for the length of the gauge grid, A presents the cross-section of the wire and \(\rho\) is the specific electric resistance. It can be shown that for an ideal strain gauge, the change of the resistance is related to the strain (ε) as shown in Eq. (2) [8, 9].
where K is the gauge factor.
Although the resistance strain gauges have been used for more than half a century, more studies are required to highlight the uncertainties of the strain measuring system. Though, resistive strain gauges are the most widely used tool to measure strain because of their simplicity, accuracy, and low cost. It is obvious that the experimental errors cannot be eliminated completely, however, the solution must be quantified to reduce the errors to an acceptable value [10]. It is important to note that several parameters can affect the experimental results through the measuring process. For instance, the accuracy of the printed strain gauge is affected by temperature drift due to the lacking availability of appropriate material [11]. Another parameter affecting the results is how to balance the strain gauges in different force transducers such as dynamometers [8, 12].
Through the strain measurement procedure, different tools and software are employed for the data collection, such as Data Acquisition system (DAQ) and Lab View software. It has been shown by Baban et al. [13] that low accuracy, data lose and delay in presenting data can be caused by the wiring length during the experiments as well as the physical dimension expand [13], however, the amount of errors has not been studied quantitatively. Therefore, the influence of length of wires can be considered and studied as an effective parameter through the measuring process.
Different types of strain gauges are proposed for different applications such as the conventional glued gauges and printed strain gauges. It is clear that even printed strain gauges are not temperature compensated and their accuracy is affected by temperature drift. As long as the surface temperature of the selected object is uniform, there are no changes through the resistance of the strain gauge. However, with any fluctuations of temperature through different zones of the selected surface, the resistance of the strain gauge varies as a function of temperature. Hence, it is impossible to have an accurate evaluation of the results [11]. Also, at different applications such as milling, the magnitude, and distributions of residual stress are changed, which results from cutting forces and temperature [14]. Thus, it is obvious that the effects of temperature can be considered as another significant parameter in strain measurement.
1.1 Taguchi
The Taguchi method was developed by Dr. Genichi Taguchi, who developed a statistical methodology to optimizing the quality of manufacturing and reducing the costs. Design of experiments is successfully applied to improve the performance of the products to specification, by reducing sensitivity to uncertain or randomly varying factors. Among a number of designed experiments methods, Taguchi’s robust strategy is one of the most effective in practice and have been applied in many studies [13]. The main focuses in this method are on the product parameter selection and optimization, to ensure that the key characteristics of the product can be easily set to the target value and the variance can be minimized. In general, there are two types of factors affecting the functionality of the product, known as, control factors and noise factors. Noise factors are the deviation of measurable values from their target values. It was shown that controlling and adjusting the noise factor is very costly. Thus, the objective of the Taguchi approach is to find the right settings of control factors to minimize the noise factors [13, 14]. Taguchi analyzed the variation of experiments using different definitions of signal-to-noise ratio (S/N). This definition results from the quadratic loss function. It involves three kinds of quality characteristic, which are known as the-nominal-the-best, the-smaller-the-better, and the-larger-the-better [15]. This method utilizes orthogonal arrays (standard tables) to organize the parameters and their levels affecting the process. By using this method, there is no need to test all possible combinations like the factorial design, which leads to saving in time and resources [16]. For the most of the industries, one of the main goals of a manufacturer is to increase the reliability of the products. While, the reliability of a system can be affected by many parameters, it is valuable to identify some critical parameters, which are significantly influence the outcomes. Taguchi’s robust design experiments facilitate these aims [12, 13].
As mentioned earlier, one of the applications of DOE and load cell is in the automotive industry for the identification of the tool’s failure. Taguchi method is a robust design, which can be successfully applied to increase the reliability of deformation tools applied in the automotive industry. It has been shown that the optimum level of individual parameters is 25.52% improvement in reliability and 25.13% reduction in maintenance cost, which demonstrates the robustness of the Taguchi method [13].
Hanif et al. [12] and Thangarasu et al. [16] showed that at the different type of machining processes, cutting forces also play a significant rule. The heat generated through the machining process affects the cutting force; therefore, an accurate measurement of cutting force is necessary for tool material and its geometry. Taguchi method and load cells are employed to find the optimal level of the selected parameters, such as the cutting speeds, the depth of cuts, feed rates, and lubricant. Hence, the Taguchi method can be also considered and used to determine the optimum parameters of cutting forces [12, 16].
In tube bending analysis, the application of strain gauge is very critical due to a number of uncontrollable parameters, such as bending diameter, wall thickness, material, and bending radius. By using the trial and error method, it has been shown that the collected data is unreliable. Hence the use of the Taguchi method improves the reliability of the data collection [15]. The obtained results show that the strain measurement by using two different methods, namely the Taguchi method and Computer Aided Engineering (CAE) software ABAQUS 6.12, has a margin error of 6.39%. This highlights the reliability and robustness of the Taguchi method [15].
Taguchi method can be also employed to find the most significant parameters and their contribution in the injection molding to reduce the rate of different internal and external plastic defects [19, 20]. In the injection molding technology, short shot, which occurs when the cavity does not fill completely by molten plastic during the injection process, is the most common plastic defect. Process and geometric parameters are selected and the significance rate of each parameter in both experiments and simulation result are very close together, which signifies the robustness of the proposed method in the injection molding industry, namely. Melt temperature with a contribution of 74.25% and 75.04%, filling time with a contribution of 22% and 20.19% followed by gate type with a contribution of 3.69% and 3.93% for simulation and experimental results of Taguchi, respectively. Hence, it is seen that the Taguchi method can be used as a reliable tool to reduce the noise and increase the quality in injection molding [17, 18].
In different machining processes such as turning, milling, or drilling, a number of parameters will identify the final surface quality of the part. These parameters are a cooling condition, cutting speed, feed rate, and depth. To find which parameters are significant and which one not, statistical tools are applied such as Taguchi and ANOVA. Furthermore, the mathematical model is developed via response surface methodology (RSM). Hence, the result shows that the feed rate on the surface roughness is the most significant parameter followed by a cooling condition [22].
In different industries, to reduce the cutting fluids on health and environment, Minimum Quality Lubrication (MQL) is an effective tool. Different experiments have been implemented via the Taguchi method to find the significant parameters and hence to improve the performance indicator. Finally, the performance improvement is 39% which shows the effectiveness of Taguchi for quality purposes [23].
To find the optimum level of operating parameters for having the best engine performance, Taguchi method and ANOVA have been applied. The result shows the reduction of test number with a 95% confidence interval and also the engine performance is improved compared to those of the baseline engine [24].
In injection moulding technology, because of the fact that there are a number of parameters affecting the injection process, the combination of Fuzzy theory with Taguchi method, are able to do the optimization process for multi-objective problems [25].
To the best of the author’s knowledge, there is a lack of investigations to study the effects of critical parameters on strain measurement such as temperature, wire length and point of application loads. In addition, not so much investigations have been performed on applying design of experiment for strain measurement for different applications. Strain measurement devices might measure inaccurate output signals due to the effects of the above parameters affecting the measuring process. The novelty of this paper is to perform a wide range of experiments on load cells employing Taguchi methods and study the effects of the above three parameters and their optimum levels and finally, evaluate the percentage of contribution of each one. Taguchi method and programming tools facilities to find the optimum configuration of levels and find the most significant parameters, which increase the accuracy in the strain measurement procedure. The percentage of contribution for each selected parameter in strain gauge measurements is determined using analysis of variance (ANOVA).
2 Process of experimental design
A series of experimental tests were examined in the laboratory of AUM University to investigate the errors of different test cases’ conditions. The details of the experimental setup are explained in the next section.
2.1 Selection of the parameters
The main goal of the paper is to optimize the process of load cell measurements by employing the best combination of parameters and levels. In this paper, the influence of three parameters namely, the temperature (\(P_{1}\)), the length of wires (\(P_{2}\)), and the point of application (\(P_{3}\)) are investigated as shown in Table 1. To achieve the best configuration for the measurement, the Taguchi orthogonal array method is used to optimize the measuring process. Each parameter is defined at three different levels. These levels were chosen to cover a wide range of real applications. Level 1, 2 and 3 indicate the minimum (23 °C), average (37 °C) and high setup temperature (50 °C), respectively. At each level, three length of wires were also employed for each test case.
2.2 Selection of the parameter levels and orthogonal array of Taguchi
According to the number of selected parameters and their levels, the L9 orthogonal array of Taguchi was selected, which is shown in Table 2.
2.3 S/N ratio approach
The S/N ratio applies the average values to convert the experimental results into the value, which is feasible for the evaluation characteristic of an optimum parameter analysis [18]. Since the objective of this study is to keep the measured value as close as possible to the target value via optimum parameters, the nominal the best quality characteristic has been selected for the calculation of S/N ratio, which is defined in Eq. (3).
where \(\bar{y}\) is the response power (based on the number of experiments) and \(s\) is the noise power. The calculation for \(\bar{y}\) and \(s\) are shown in Eqs. (4) and (5), respectively [26].
3 Experimental set up and strain measurement
3.1 Load cell and Arduino board
Crow-tail series sensor employs the HX711 amplifier, which has a 24-bit analog-to-digital converter and was designed and used for both weighing scales and industrial control applications as shown in Fig. 2.

a Crow-tail series sensor including aluminum bar with the attached load cell, b crow-tail series sensor with HX711 amplifier
A C++ code for strain measurement was prepared and data collection was conducted using the Arduino board. Arduino has the ability to read different inputs and based on the written program, the output was collected through the data collection step. The connection scheme is shown in Fig. 3.

Connection scheme for strain gauges, convertor, Arduino board, and computer
The selected parameters comprising the temperature, the length of the wire, and the point of applications. A blow dryer was used to increase the temperature. The temperature level was measured using a digital thermometer. The length of wire was changed by connecting it to extra wires with consistent length. The point of exerted force is another parameter, which was examined and applied in the experiments. Considering different experiments of the L9 orthogonal array, the mass value was determined and based on the area of the aluminum bar with attached strain and the module of elasticity, the strain value was evaluated. Finally, in order to determine the significant and insignificant effects and also the percentage of contribution of each parameter, S/N ratio and analysis of variance were applied.
The stress was calculated using Eq. (6):
where F(N) is the applied force, A(m2) is the area of the bar under the applied force, and m (kg) is mass. Equation (7) was used to determine the strain value as follow:
where \(s\) is the strain value (unitless), \(\sigma\) is the stress value (N/m2) and finally, E (N/m2) is the module of elasticity for the aluminum bar. There are three points of the application as shown in Fig. 4.

Strain gauge sensor and the point of application
A photograph of the corresponding equipment is shown in Fig. 5, and the details are described in Table 3.

Corresponding equipment
3.2 Orthogonal array of Taguchi
Based on Tables 1 and 2, the selected orthogonal array for doing the experiments is shown in Table 4.
3.3 S/N ratio measurements
The evaluated results of measurement, comprising the stresses and strains are shown in Table 5 for all test cases. To have an accurate result, the strain measurement has been performed for 3 times of mass measurement as shown in Table 5. The next step is to determine the S/N ratio based on Eq. (4). The response power \(\bar{y}\) and the noise power \(s\) need to be calculated using Eqs. (5) and (6), respectively. The results are shown in Table 5.
The values of the applied mass were obtained by Arduino using the HX711 code. The results are shown in Table 5. Each experiment was performed three times to obtain an accurate result (the maximum error is related to test case 9 with 5%). The values of the masses were evaluated based on the elastic modulus of aluminum [69 × 109 (MPa)].
Employing Table 6, the average S/N ratio of response can be calculated to determine the optimal levels of three selected parameters. The results are shown in Table 7. It is observed in Table 7 that the larger value of |ΔT| demonstrates the significance of the parameter. The result is a combination of \(P_{1}\) (level 1), \(P_{2}\) (level 3), and \(P_{3}\) (level 3) as the best set of parameters, which increase the accuracy in strain measurement. The design of experiment method (DOE) allows us to determine the best configuration. The greatest difference in Table 7, represents the parameter that has the greater contribution. Based on the data from Table 7, the S/N response diagram can be constructed as shown in Figs. 6, 7 and 8.

S/N response for temperature

S/N response for length of wire

S/N response of point of application
From the S/N response diagram it is seen that the best setup combination parameter can be determined by choosing the level of the highest value of each factor. Hence, the results are \(P_{1}\) (level 1), \(P_{2}\) (level 3) and \(P_{3}\) (level 3). The best setup is conducted based on the selected level for each parameters using the Taguchi method.
The data in Table 7 was determined using Analysis of Variance. The relative percentage of contribution of each parameter was calculated by comparing their relative variance. ANOVA computes the quantities such as degrees of freedom, the sums of squares, variance, F-ratio, the pure sum of square and the percentage of contribution [21].
The calculation of Sum of Square can be written as follows [26]:
For the degree of freedom, Eqs. (10) and (11) were used:
where N is the total number of result for factor \(P_{1}\) and \(k_{{P_{1} }}\) stands for the number of level for factor \(P_{1}\). to determine the error for the degree of freedom, Eq. (12) is applied as follow [26]:
In addition, to evaluate the variance, Eqs. (13) and (14) can be used as follow [26]:
where F is the degree of freedom and S is the sum of square.
For the percentage of contribution, Eq. (15) can be written as follow [26];
where \(s_{T}\) is the total sum of square.
From Table 8, the last column shows the percent of contribution of each parameter. The results indicate that the temperature contributes to the strain measurement with 76.35%, the length of wire contributes with 7.66% and the point of application contributes with 6.77%. As a result, the temperature has the maximum contribution and significantly affects the load cell as compared with the length of wires and point of application.
4 Conclusion
The effects of the temperature, the length of the wire and the point of applications on the load cell measurement have been investigated in this paper. Design of experiment (DOE) and related tools, namely Taguchi and Signal to Noise ratio (S/N) were applied to reduce the noise from the controlled parameters throughout the strain measurement. From the selected parameters, the optimal levels of selected parameters were identified including their percentage of contribution to improve the quality of the measurement process. The result indicates that all selected parameters are significant, however, the temperature effects have the maximum contribution to the measurement of the strain with the contribution of 76.35%, which is followed by the effects of length of wires and the point of application with the contribution of 7.66% and 6.77%, respectively.
References
Middelhoek S (1994) Quo vadis silicon sensors? Sens Actuators, A 41(1–3):1–8
Oluwole OO, Olanipekun AT, Ajide OO (2015) Design, construction and testing of a strain gauge instrument. Int J Sci Eng Res 6:1825–1829
Derakhshandeh JF, Arjomandi M, Dally B, Cazzolato B (2015) Harnessing hydro-kinetic energy from wake-induced vibration using virtual mass spring damper system. Ocean Eng 108:115–128
Derakhshandeh JF, Arjomandi M, Dally B, Cazzolato B (2016) Flow-induced vibration of an elastically mounted airfoil under the influence of the wake of a circular cylinder. Exp Thermal Fluid Sci 74:58–72
Sutra AV, Patil AD, Koli PH, Pote SS (2017) Shape optimization of double ended shear beam load cell for volume and sensitivity. IJSRD 5(1):846–850
Pathri BP, Garg AK, Unune DR, Mali HS, Dhami SS, Nagar R (2016) Design and fabrication of a strain gauge type 3-axis milling tool dynamometer: fabrication and testing. Int J Mater Form Mach Process (IJMFMP) 3(2):1–15
Huang H, Zhao H, Yang Z, Fan Z, Wan S, Shi C, Ma Z (2012) Design and analysis of a compact precision positioning platform integrating strain gauges and the piezoactuator. Sensors 12(7):9697–9710
Bighashdel A, Zare H, Pourtakdoust SH, Sheikhy AA (2018) An analytical approach in dynamic calibration of strain gauge balances for aerodynamic measurements. IEEE Sens J 18(9):3572–3579
Husak A, Kulha P, Jakovenko J, Vyborny Z (2002) Design of strain gauge structure. In: Advanced semiconductor devices and microsystems: the fourth international conference on advanced semiconductor devices and microsystem. pp 75–78
Montero W, Farag R, Diaz V, Ramirez M, Boada BL (2011) Uncertainties associated with strain-measuring systems using resistance strain gauges. J Strain Anal Eng Design 46(1):1–13
Sell JK, Enser H, Schatzl-Linder M, Strauß B, Jakoby B, Hilber W (2017) Nested, meander shaped strain gauges for temperature compensated strain measurement. In: Sensors, IEEE. pp 1–3
Hanif MI, Aamir M, Muhammad R, Ahmed N, Maqsood S (2015) Design and development of low cost compact force dynamometer for cutting forces measurements and process parameters optimization in turning applications. Int J Innov Sci 3(9):306–3016
Baban CF, Baban M, Radu IE (2008) Reliability improvement of deformation tools with the Taguchi robust design. In: Annual reliability and maintainability symposium, RAMS 2008. IEEE, pp 218–223
Reddy SM, Reddy AC (2013) Influence of process parameters on residual stresses induced by milling of aluminum alloy using Taguchi’s. Techniques IJME 6(2):69–74
Lin JC, Lee K (2015) Optimization of bending process parameters for seamless tubes using Taguchi method and finite element method. Adv Mater Sci Eng 2015:1–8
Thangarasu SK, Shankar S, Thomas AT, Sridhar G (2018) Prediction of cutting force in turning process—an experimental approach. In: IOP conference series: materials science and engineering, vol 310(1), p 012119
Moayyedian M, Abhary K, Marian R (2017) The analysis of short shot possibility in injection molding process. Int J Adv Manuf Technol 91(9–12):3977–3989
Moayyedian M, Abhary K, Marian R (2016) Gate design and filling process analysis of the cavity in injection molding process. Adv Manuf 4(2):123–133
Moayyedian M, Abhary K, Marian R (2016) The analysis of defects prediction in injection molding. Int J Mech Aerosp Ind Mechatron Manuf Eng 10(12):1863–1866
Moayyedian M, Abhary K, Marian R (2018) Optimization of injection molding process based on fuzzy quality evaluation and Taguchi experimental design. CIRP J Manuf Sci Technol 21:150–160
Tang SH, Tan YJ, Sapuan SM, Sulaiman S, Ismail N, Samin R (2007) The use of Taguchi method in the design of plastic injection mould for reducing warpage. J Mater Process Technol 182(1–3):418–426
Sarıkaya M, Güllü A (2014) Taguchi design and response surface methodology based analysis of machining parameters in CNC turning under MQL. J Clean Prod 65:604–616
Sarıkaya M, Güllü A (2015) Multi-response optimization of minimum quantity lubrication parameters using Taguchi-based grey relational analysis in turning of difficult-to-cut alloy Haynes 25. J Clean Prod 91:347–357
Balki MK, Sayin C, Sarıkaya M (2016) Optimization of the operating parameters based on Taguchi method in an SI engine used pure gasoline, ethanol and methanol. J Fuel 180:630–637
Moayyedian M (2018) Intelligent optimization of mold design and process parameters in injection molding. Springer, New York
Yang K, El-Haik BS (2009) Design for six sigma: a roadmap for product development. McGraw-Hill Companies, New York
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Rights and permissions
About this article

Cite this article
Moayyedian, M., Derakhshandeh, J.F. & Said, S. Experimental investigations of significant parameters of strain measurement employing Taguchi method. SN Appl. Sci. 1, 92 (2019). https://doi.org/10.1007/s42452-018-0075-y
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-018-0075-y