
Abstract
In this study we report chip fabrication process that allows the laser lift-off of the sapphire substrate for the transfer of the GaN based thin film flip chip to the carrier wafer. The fabrication process includes 365-nm ultraviolet flip chip LED wafer align bonding with through-AlN-via wafer and sapphire laser lift-off. n-holes with the diameter of 100 µm were etched on the GaN epilayers for accessing n-type GaN. Through-AlN-via size was 110-µm and filled by Cu electroplating method for the electrical connection. Mechanical stabilization to prevent the GaN epilayers cracking and fragmentation during laser lift-off was achieved by utilizing epoxy based SU-8 photoresist support.
Similar content being viewed by others
Explore related subjects
Find the latest articles, discoveries, and news in related topics.Avoid common mistakes on your manuscript.
1 Introduction
Light emitting diode (LED) based on GaN has been intensively studied for longer period, as a result of which, visible LEDs based on GaN have higher light extraction efficiency [1]. Thus the fabrication technology for visible LEDs has reached to the point of maturity. However, technology development of the ultraviolet light emitting diode (UV-LED) based on GaN has been slower [2]. Electromagnetic radiation with a wavelength of 365-nm have wide range of application such as, curing, inspection, air purification, water purification, leak detection etc. [1,2,3,4,5,6,7]. The extraction efficiency of the 365-nm UV-LEDs based on GaN is very low compare to the visible LEDs and the reasons are GaN self-absorption property and low epitaxial quality. GaN has the energy bandgap of 3.4 eV and the absorption edge coincide with the wavelength of 365-nm, majority of the light originated from the active region is absorbed by the n-type GaN epilayer and undoped-GaN [8,9,10,11,12,13,14]. Various methods for improving efficiency of the UV-LEDs are reported [15,16,17,18,19,20,21,22]. Among them thin film flip chip LEDs have emerged as the most efficient structure for enhancing the efficiency of high-power UV-LEDs over traditional lateral LED and vertical LED structures [19,20,21,22]. Key problems such as the poor thermal conduction and current crowding effect are associated to lateral LEDs. Whereas, light occlusion by the top contact area and wire bonding pad limits the extraction efficiency of the vertical LEDs [19].
Flip chip LED structure consist of n-pad and p-pad on same surface of the chip, and are isolated by inter dielectric layer. Sapphire substrate is required to remove for thin film flip chip LED structure. To separate thin film GaN from the sapphire substrate, laser pulses are transmitted through the transparent sapphire substrate. Laser pulse are absorbed throughout the interface of sapphire/GaN resulting GaN layer decomposition, and further, the sepearting epitaxial layers from the sapphire substrate. The transfer of GaN films to carrier substrates incudes considerable release in stresses, because of the considerable thermal and lattice mismatch between the sapphire substrate and GaN-based layers [23]. In addition, N2 vaporization pressure originates during the decomposition [24]. The released stresses and N2 vaporization pressure may result in cracking and fragmentation of the epitaxial layers [23, 24]. Since, the flip chip LED wafer comprise of a pad isolation trench, fragmenting and cracking of GaN epilayers on top of these trenches is unavoidable during the process of sapphire laser lift-off. Majority of reported thin film flip chip utilizes chip level processing for bonding and laser lift-off [19, 20], only few authors have reported wafer level processing [21]. To prevent GaN epilayers cracking and fragmentation, epoxy under fill and resin filling is used in chip level processing and wafer level processing, respectively. In either case the structure of the thin film flip chip is such that, wire bonding and other wire frame processes are required.
Here we demonstrate new fabrication technique by first removing the undoped GaN layer then thinning the n-type GaN to improve the light extraction efficiency of the 365-nm UV LED. According to Beer’s law the intensity of light transmitted through an absorbing material increases exponentially when the thickness of the absorbing material throughout which the light is being transmitted is decreased. For the demonstration new flip chip structure was designed that utilizes epoxy-based SU-8 photoresist trench filling technique. Surface planarization and device passivation using epoxy-based SU-8 photoresist trench filling method has been extensively adopted [25, 26]. SU-8 can easily apply by spin-coating and is highly stable to chemicals, moisture, and radiation damage. We incorporated the SU-8 trench filling technique as a support to the GaN epilayers residing on top of the trenches. This will maintain mechanical stabilization and eliminate fracturing and cracking of GaN epilayers during the process of sapphire laser lift-off. In addition new flip chip structure utilize through-AlN-via filled with Cu electroplating method as a carrier wafer for wafer bonding, which can remove wire bonding and other wire frame process. AlN is also a good thermal conductor which can substantially enhance the cooling effect within the LED.
2 Experiments
LED epilayers were grown onto a 2-inch c-plane sapphire substrate (430-μm-thick) by using metal organic chemical vapor deposition (MOCVD). As shown in the Fig. 1, the LED epilayers structure comprised of a undoped GaN (2.8-μm-thick), Si-doped n-type GaN (2.8-μm-thick), a multiple quantum well (MQW) emitting at 365-nm wavelength, Mg-doped p-type AlGaN cladding layer (85-nm-thick), Mg-doped p-type GaN (30-nm-thick) and a thin layer of n-type GaN.

Schematic diagram of the LED epilayers structure
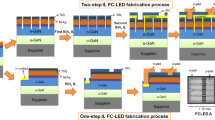
Figure 2 shows the schematic diagrams of the fabrication process. Flip chip fabrication process begins with etching of 100-µm-wide isolation trench from p-type GaN until the sapphire substrate was exposed by inductively coupled plasma using photoresist as a dry-etching mask. Afterward, n-hole type mesas were formed by dry etching using inductive coupled plasma from p-type GaN etched through active region to n-type GaN. Metal layers Ni (0.7 nm)/Ag (250 nm)/Ni (200 nm) used as reflector were evaporated on p-type GaN, and thermally treated at 450° C for 1 min. 600-nm-thick SiO2 was deposited on the entire wafer by PECVD as an insulating layer and for contact purpose n-type GaN was exposed by using lithography and BOE wet etching. Then, contact metal layers Cr (50 nm)/Au (300 nm) were evaporated and thermally treated at an annealing temperature 350° C for 1 min.

Schematic diagram of fabrication process flow, a conventional flip chip, b SU-8 trench filling, Cu electroplating and bonding metal deposition, c align wafer bonding, d sapphire laser lift-off and back metal deposition, and e undoped GaN etching and n-GaN thinning
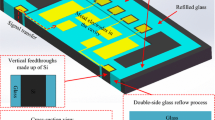
Afterward, a 35-µm-thick epoxy-based SU-8 2025 photoresist was coated on the top surface of the flip chip LED wafer at a spin rate of 2000 RPM for 30 s. SU-8 was then prebaked at 65° C for 2 min and 95° C for 5 min to evaporate the solvent. SU-8 on the isolation trench was exposed at an energy of 300 mJ/cm2 to generate a photoacid by using an appropriate chrome mask. Subsequently, to allow polymerization of the exposed area SU-8 was post-baked at 65° C and 95° C for 1 and 3 min, respectively. Then, in the developing stage, non-polymerized SU-8 was removed by immersing the LED wafer in a SU-8 developer for 5 min and then cured by hard baking at 220° C for 30 min. Next, seed metal layers Ti (50 nm)/Au (300 nm) were evaporated and 30-µm-thick copper was electroplated on top of the LED wafer. The ultimate thickness of the copper after planarization by using mechanical polishing was adjusted to 15 µm and the step height measured was about 300 nm. Through-AlN-via wafer was used as a carrier wafer. Through-hole-via with the diameter of 110 µm was drilled by laser and filled by the copper electroplating method for the electrical connection as shown in the Fig. 3c, d, respectively.

Optical image of fabricated flip chip after, a SU-8 trench filling, b Cu planarization polishing, c through-AlN-via hole drilling, and e through-AlN-Via Cu filling
Ti (100 nm)/Ni (100 nm)/AuSn (1000 nm) bonding metal layers were evaporated on the LED wafer and through-AlN-via wafer simultaneously. Afterward, as shown in Fig. 2c LED wafer was aligned and bonded onto the carrier wafer at 350° C for 30 min. Then, sapphire substrate was removed using a diode pumped solid state laser lift-off process. The wavelength and beam size of the laser was 266 nm and 50 µm, respectively. After sapphire laser lift-off, residual Ga was removed by dipping the wafer in the HCl solution, and pad metal layers Ti (50 nm)/Au (500 nm) on the back surface of carrier wafers was evaporated for electrical connection. The fabrication sequence after back metal deposition are etching and removing exposed undoped GaN by using ICP dry etching and subsequently, thinning n-type GaN by using ICP dry etching.
3 Results and Discussion
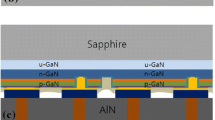
Figure 4a, b show an optical image of normal flip chip without trench filling and with SU-8 trench filling flip chip LED after sapphire laser lift-off. In the Fig. 4a, it was noted that the flip chip LED epilayers were scrambled into fragments on the pad isolation area as well as on the chip isolation area. Chip and pad isolation areas can be easily damaged by the relived stress and N2 vaporization pressure formed by decomposition of GaN during the laser lift-off process [23, 24] because they are free standing without bonding to the carrier wafer. The thin metal layer of reflector metal and SiO2 layer on top of pad isolation and SiO2 layer on chip isolation area are not sufficient to stabilize the epilayer in these areas. GaN epilayer on chip isolation was totally etched until sapphire substrate was exposed and SU-8 was filled in chip isolation trench as well as pad isolation trench where it is thought to support the fragile epitaxial structure. Figure 4b shows SU-8 trench filling flip chip LED GaN epilayer after removal of sapphire substrate by laser lift-off. No cracking and fragmentation of GaN epilayer was observed on pad isolation area, which is attributed to the support provided by SU-8 trench filling.

Optical image after sapphire laser lift-off, a without trench filling, b with SU-8 trench filling, c current–voltage (I–V) measurement of SU-8 trench filling flip chip before and after laser lift-off
Figure 4c shows current–voltage (I–V) measurement of SU-8 trench filling flip chip LED before and after laser lift-off. I–V measurement before laser lift-off flip chip LED shows diode like characteristics with forward voltage of 4.6 V at input current of 20 mA. However, I–V measurement after laser lift-off shows presence of channel that bypasses the p–n junction of the LED. This bypass can be triggered by surface imperfections or by damaged regions of the p–n junction [27]. Peeling test with adhesive tape was performed on the flip chip LED to confirm the bonding. GaN epilayer residing on top of p-type contact metal remains bonded with carrier wafer. However, GaN epilayer residing on top of n-type contact metal was delaminated. I–V measurement and EDX spectroscopy on the exposed area (A) after delamination confirms oxide layer on the surface of the exposed area. Moreover, void indicated by red dotted area between SiO2 and reflector metal can be observed in the cross-section SEM image as shown in the Fig. 5. It was believed that delamination originates at the interface of reflector metal and oxide layer. GaN epilayers experience compressive stress due to thermal mismatch during the epitaxial growth on sapphire substrate. After laser lift-off free standing GaN epilayer tends to relief compressive stress [23, 24]. Reflector metal consists of Ni/Ag/Ni and SiO2 was deposited on top of Ni metal. Among different adhesion metal (Ti and Cr), Ni surface energy and oxidation state is low, and is regarded as the reason for poor adhesion with SiO2. It is also reported that delamination energy of SiO2/Ni is lower than that of SiO2/Ti and SiO2/Cr [28]. As shown in the Fig. 4b GaN epilayer was transferred on the carrier wafer without crack and fragmentation on the surface. However, reflector/oxide interface delamination occurs beneath the GaN surface, which we believed could have damaged the p–n junction thereby making way for the channel bypass.

Cross-section SEM showing delamination in between reflector metal and SiO2
To address the problem of delamination at metal/oxide interface, two different fabrication methods are considered. First is O2 plasma surface treatment on Ni metal before oxide layer deposition. O2 plasma surface treatment is very often used for improving the adhesion properties of the material by increasing grain size, crystallinity, and roughness [29]. Second method to increase the adhesion between metal/oxide is by using Ti adhesion metal which is more reactive than that of Ni [28]. Our future work will concentrate on above mentioned two fabrication methods to overcome delamination problem and n-GaN thinning technique for improving extraction efficiency of 365-nm UV LED. The work will be reported shortly.
4 Conclusions
In summary, we demonstrated fabrication of thin film UV flip chip LED by using wafer bonding to through AlN via carrier wafer and laser lift-off process. For the transfer of the GaN LED epilayer to the carrier wafer without formation of crack and fragmentation, SU-8 trench filling technique was used to support the fragile GaN region on the LED. An optical image shows no cracks and fragmentation on the surface of the GaN after laser lift-off of SU-8 trench filling flip chip LED. However, I–V measurement after laser lift-off revealed presence of channel bypass within LED structure. It was further confirmed that weak adhesion between Ni and SiO2 results in delamination at the Ni/SiO2 interface. Moreover channel bypass was attributed to damage on p–n junction due to delamination. Our future work will concentrate on utilizing O2 plasma surface treatment, and Ti as an adhesive metal to address the delamination problem, and n-GaN thinning for improving extraction efficiency of 365-nm UV LED.
References
M.R. Krames, O.B. Shchekin, R.M. Mach, G.O. Muller, L. Zhou, F. Harbers, M.G. Craford, J. Disp. Technol. 3, 160 (2007)
J.S. Park, J.K. Kim, J. Cho, T.Y. Seong, J. Solid State Sci. Technol 6, Q42 (2017)
E.F. Schubert, J.K. Kim, Science 308, 1274 (2005)
A. Khan, K. Balakrishnan, T. Katona, Nat. Photon 2, 77 (2008)
H. Tsuzuki, F. Mori, K. Takeda, M. Iwaya, S. Kamiyama, H. Amano, I. Akasaki, H. Yoshida, M. Kuwabara, Y. Yamashita, H. Kan, J. Cryst. Growth 311, 2860 (2009)
T. Nishida, N. Kobayashi, T. Ban, Appl. Phys. Lett. 82, 1 (2003)
B.J. Kim, G. Yang, H.Y. Kim, K.H. Baik, M.A. Mastro, J.K. Hite, C.R. Eddy Jr., F. Ren, S.J. Pearton, J. Kim, Opt. Express 21, 29025 (2013)
T. Mukai, S. Nakamura, Jpn. J. Appl. Phys. 38, 5735 (1999)
S.J. Chang, Y.C. Lin, Y.K. Su, C.S. Chang, T.C. Wen, S.C. Shei, J.C. Ke, C.W. Kuo, S.C. Chen, C.H. Liu, Solid-State Electron. 47, 1539 (2003)
C.K. Li, Y.R. Wu, IEEE Trans. Electron Dev. 59, 400 (2012)
P.M. Tu, C.Y. Chang, S.C. Huang, C.H. Chiu, J.R. Chang, W.T. Chang, C.S. Wuu, H.W. Zan, C.C. Lin, H.C. Kuo, C.P. Hsu, Appl. Phys. Lett. 98, 11101–11111 (2012)
Y. Ohba, K. Kaneko, H. Katsuno, M. Kushibe, Appl. Phys. Exp. 1, 101101–101111 (2008)
W.K. Wang, D.S. Wuu, S.H. Lin, P. Han, R.H. Horng, E.C. Hsu, D.T.C. Huo, M.J. Jou, Y.H. Yu, A. Lin, IEEE J. Quantum Electron. 41, 1403 (2005)
D. Morita, M. Sano, M. Yamamoto, T. Murayama, S.I. Nagahama, T. Mukai, Jpn. J. Appl. Phys. 41, L1434 (2002)
D. Morita, M. Sano, M. Yamamoto, M. Nonaka, K. Yasutomo, K. Akaishi, S.I. Nagahama, T. Mukai, Phys. Stat. Sol. 200, 114 (2003)
D. Morita, M. Yamamoto, K. Akaishi, K. Matoba, K. Yasutomo, Y. Kasai, M. Sano, S.I. Nagahama, T. Mukai, Jpn. J. Appl. Phys. 43, 5945 (2004)
C.Y. Lee, A.J. Tzou, B.C. Lin, Y.P. Lan, C.H. Chiu, G.C. Chi, C.H. Chen, H.C. Kuo, R.M. Lin, C.Y. Chang, Nanoscale Res. Lett. 9, 505 (2014)
A. Kawan, S.J. Yu, H.J. Park, J.O. Seo, S.B. Yoon, J. Korean Phy. Soc. 64, 591 (2014)
O.B. Shchekin, J.E. Epler, T.A. Trottier, T. Margalith, D.A. Steigerwald, M.O. Holcomb, P.S. Martin, M.R. Krames, Appl. Phys. Lett. 89, 071109–071111 (2006)
D. Lida, S. Kawai, N. Ema, T. Tsuchiya, M. Iwaya, E. Takeuchi, S. Kamiyama, I. Akasaki, App. Phys. Lett. 105, 072101 (2014)
Y.C. Chiang, B.C. Lin, K.J. Chen, C.C. Lin, P.T. Lee, H.C. Kuo, IEEE Photon. Technol. Lett. 27, 1457 (2015)
A. Kawan, S.J. Yu, J.H. Sung, Trans. Electr. Electron. Mater. 19, 230 (2018)
T. Ueda, M. Ishida, M. Yuri, Jpn. J. Appl. Phys. 50, 041001 (2011)
M. Chen, B.P. Zhang, L.E. Cai, J.Y. Zhang, L.Y. Yinh, X.Q. Lv, IEEE Photonic J. 5, 8400407 (2013)
S. Li, K.T. Lam, W.C. Huang, S.J. Chang, J. Disp. Techno. 11, 374 (2015)
X. Zou, Y. Cai, W.C. Chong, K.M. Lau, J. Disp. Techno. 12, 397 (2016)
E.F. Shubert, Light Emitting Diodes (Cambridge University Press, New York, 2003).
T. Aono, T. Iwasaki, Y. Yoshimura, Y. Nakayama, Electron. Commun. Jpn. 99, 4 (2016)
J.H. Lee, K.S. Hwang, J.W. Seong, K.H. Yoon, S. Ahn, J. Korean Phys. Soc. 44, 1177 (2000)
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Kawan, A., Yu, S. Laser Lift-Off of the Sapphire Substrate for Fabricating Through-AlN-Via Wafer Bonded Absorption Layer Removed Thin Film Ultraviolet Flip Chip LED. Trans. Electr. Electron. Mater. 22, 128–132 (2021). https://doi.org/10.1007/s42341-020-00273-1
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s42341-020-00273-1