
Abstract
Myristic acid-based silica (MA/SiO2) nano-encapsulated phase change materials (NePCMs) were synthesized by the sol–gel process. Five different samples of the MA/SiO2 nanocapsules were prepared by varying the mass of the myristic acid. The nanocapsules were characterized by Fourier transform infrared spectrophotometer (FTIR), X-Ray diffraction (XRD), scanning electron microscopy (SEM), transmission electron microscope (TEM), energy dispersive X-ray (EDX), and dynamic light scattering (DLS). These characterization techniques confirmed the successful encapsulation of the myristic acid inside the silica shell. The maximum latent heat was found to be 114.46 J/g for the sample which was prepared with 25 g myristic acid and 20 ml tetraethyl orthosilicate precursor material. The highest encapsulation ratio of approximately 62% was obtained in the same sample and the mean size of the nanocapsules was 597 nm. The thermal stability of these nanocapsules was assessed using the thermogravimetric analyzer (TGA) and differential scanning calorimetry (DSC) results exhibited that the thermophysical properties remained consistent after 50 heating/cooling thermal cycles indicating excellent durability of the NePCMs.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Phase change materials (PCMs) are unique kinds of materials that can absorb a great volume of energy through the phase transition from solid to liquid and releases that energy in the phase shift from liquid to solid and helps to keep the system’s temperature constant [1, 2]. PCMs have gathered significant interest in recent years in thermal management systems because they offer promising passive cooling opportunities to aid sustainability and energy efficiency in holistic cooling methodology. However, conventional PCMs have some implementation and liquid phase containment challenges for thermal management applications. For example, traditional PCMs are susceptible to leakage which can lead to potential safety hazards and compatibility issues with a system’s environment such as in electronics [1, 3, 4]. When melted PCM comes in contact with the electronic components, it chemically reacts with them and damages the device [5]. A solution to address these issues involves the introduction of a new composite PCM, commonly referred to as encapsulated phase change materials. These materials are the special kind of phase change materials that are engineered to acquire the desired thermal and physical properties which cannot be achieved with common PCMs. In these materials, a particular PCM is encapsulated inside the shell so that the PCM, when in the liquid phase, would not have direct contact with its surroundings. In addition, the thermal properties of conventional PCMs usually degrade over time and thus their effectiveness is reduced when used in thermal management systems [6, 7].
There are a lot of PCMs that can potentially be suitable as a core material in encapsulated phase change materials depending upon the application and the range of melting temperature required. PCMs are broadly categorized into two core types: inorganic and organic PCMs. Inorganic PCMs consist of metals and salt hydrates. They are difficult to encapsulate and also have higher melting temperatures making them unsuitable for low-temperature thermal management applications. On the other hand, organic PCMs are the most widely used PCMs because they are non-toxic, non-corrosive, have low density, compatible with a wide range of encapsulation materials, less supercooling [8,9,10,11], have low melting temperatures making them suitable for thermal management applications when enclosing them inside the shell material [9, 12, 13].
Encapsulation technologies have been developed over the years to enhance the properties and performance of conventional PCMs to be used in thermal management applications. The encapsulation could be nano, micro, or macro based on the requirement of the application. Micro and macro-encapsulated PCMs are not appropriate for thermal management applications, especially when used in carrier fluids, because the large particle size increases the viscosity of the fluid. Conversely, nanoencapsulation, in particular, is more attractive and favorable for thermal management applications because the small size of the nanocapsules increases the surface area to volume ratio of heat transfer and thus enhances the thermal properties [14,15,16].
The properties of the encapsulated PCMs are often heavily dependent on the type of shell material used. The shell material could be organic such as urea, styrene-based copolymers, and polyurethane or it could be inorganic such as silica and titania. However, some serious environmental concerns associated with the synthesis process of organic shells and having low thermal conductivity, low thermal stability, and high flammability have limited their usage in many applications. Conversely, inorganic shell materials offer better thermal stability, higher thermal conductivity, and no flammability making them suitable for heat transfer applications [17,18,19].
Many approaches for example suspension polymerization [20], interfacial polymerization [21], in-situ polymerization [22], sol–gel method [6], spray drying [23], etc. can be used for encapsulation. Nevertheless, due to ease and control during synthesis, the sol–gel process is widely used for the encapsulation of the PCM. Ishak et al., [24] prepared silica-coated stearic acid-based encapsulated PCM by using the sol–gel process. They reported that the latent heat values remain unchanged after 30 thermal cycles for the microcapsules and also, they have showed better thermal stability as compared to the bulk stearic acid. In a different study, Latibari et al., [25] enclosed the stearic acid with a titania shell using the sol–gel method and the prepared nanocapsules exhibited good chemical stability and thermal reliability. In another study, Ishak et al.[26], and Yuan et al., [27, 28] successfully produced lauric acid-based silica shell PCMs via the sol–gel process. The authors stated that the produced nanocapsules have better thermal stability as compared to the bulk lauric acid. Wang et al., [29] Latibari et al., [30], and Pourmohamadian et al., [31] used silica shell to encapsulate the palmitic acid via the sol–gel method. Wang et al., [29] used polyvinylpyrrolidone and Arabic gum as the surfactant materials in the sol–gel method. The authors reported a thermal energy storage density of 109.9 J/g with the average size of the capsules about 474 nm. They concluded that the nanocapsules of encapsulated palmitic acid greatly improved the thermal reliability and stability of this fatty acid.
Latibari et al., [30] prepared the nanocapsules of silica shell-coated palmitic acid by varying the pH value between 11–12. They reported that in the sol–gel method, the pH value plays a pivotal role in obtaining the greater encapsulation ratio. However, the average size of the nanocapsules was smaller for the low pH value. The maximum encapsulation ratio reported was 89.55% with a mean diameter of 722 nm. Pourmohamadian et al., [31] produced the microcapsules of encapsulated palmitic acid using the sol–gel method with sodium silicate precursor in the sol–gel method. They reported 111.2 J/g maximum latent heat and showed good thermal stability as compared to pure palmitic acid. In addition, they observed that the microcapsules prepared at pH 11 have a more smooth surface and spherical shape.
Ma et al., [32] also used the sol–gel method to synthesize the microencapsulated paraffin/titania PCMs. The size of the microcapsules was between 2-5 µm with a 107.54 J/g latent heat. The authors noted that the thermal stability of the paraffin was increased due to the titania shell. Genc and Genc [33] synthesized the microcapsules of myristic acid with the titania shell. They stated that the maximum latent heat for these microcapsules is 96.64 J/g and have good thermal stability and durability.
From the literature review, it is noted that most of the work reported regarding the encapsulated PCMs was on organic PCMs, especially the fatty acids. Because they have good chemical stability, nontoxic, noncorrosive, and low supercooling characteristics and therefore they can be employed in thermal energy management applications [26]. Among the fatty acids, stearic acid [24, 25], palmitic acid [29,30,31, 34], and lauric acid [26,27,28] have been encapsulated inside the shell material by most of the researchers. To get the maximum benefit out of the encapsulated PCMs, the selection of the type of core material and the melting temperature is essential. The melting temperature of the stearic, palmitic, and lauric acid reported in the literature was between 58–70 °C, 60–65 °C, and 35–45 °C respectively. The melting temperature range of the myristic acid is less than stearic and palmitic acid and greater than lauric acid. Based on the myristic acid melting temperature, it can be used as the encapsulated PCM for the 53–55 °C operating temperature range as this temperature range is suitable for most thermal energy storage and thermal management applications. In addition, myristic acid has better thermal stability as compared to stearic acid, palmitic acid, and lauric acid and it is suitable for long-term thermal applications due to small deviations in its phase change and thermal properties [35]. To the best of the author's knowledge, no prior work has been done on the encapsulation of the myristic acid with the silica shell. Therefore, in this study, the authors have demonstrated the encapsulation of myristic acid within a silica shell using the sol–gel technique and assessed the potential of their usage in thermal management applications.
2 Materials and Methods
2.1 Materials
Myristic acid (MA) and silica (SiO2) were employed as the core and shell material respectively. Specifications of the myristic acid provided by the manufacturer are given in Table 1. Sodium dodecyl sulfate (SDS) was utilized as the surfactant and tetraethyl orthosilicate (TEOS) was used as the precursor material for the synthesis of the silica shell. Distilled water and ethanol were used as the solvents and the ammonium hydroxide (NH4OH) was utilized to control the pH during the synthesis process. MA, TEOS, and SDS were purchased from TCI Chemical, USA while Ethanol and NH4OH were bought from Lab Alley, USA.
2.2 Synthesis of MA/SiO2 NePCMs
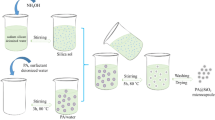
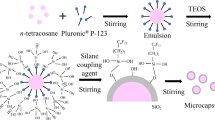
The encapsulation of the myristic acid with silica shell was done similarly using the sol–gel procedure to many recent studies for the encapsulation of fatty acids [6, 24, 26, 30]. Firstly, SDS was mixed with the water and stirred up at 1000 rpm until the temperature became 70 °C. Then the myristic acid was added and stirred up for 2 h at 1000 rpm keeping the temperature constant. The precursor solution for the silica shell was prepared separately by adding distilled water, ethanol, and TEOS. The pH was maintained between 9–10 with the addition of a few drops of ammonium hydroxide solution and then stirred at 500 rpm for 30 min. The proportions of the reagents are given in Table 2. Hereafter, the precursor solution was slowly added in drops to MA emulsion at 70 °C with continuous stirring at 500 rpm for 4 h. The encapsulation process consists of three different stages: (1) hydrolysis of the TEOS precursor, (2) condensation of the ethyl silicate molecules, and (3) SiO2 shell formation as a result of the polymerization reaction. Figure 1 displays the schematic diagram of the encapsulation process. In the final step, the mixture was filtered and cleaned with acetone to remove leftover myristic acid and then rinsed with water. The obtained white powder was dried for 24 h in an oven at 45 °C. Five different samples named NePCM1-NePCM5 were synthesized based on the different quantities of the myristic acid.

Synthesis process schematic diagram of the MA/SiO2 NePCMs
2.3 Characterization
The chemical structure of the MA/SiO2 NePCMs was investigated using FTIR (IRAffinity-1S Shimadzu) in the 400–4000 cm−1 wave number range. XRD was employed to examine the crystallinity of the NePCMs. For this purpose, XRD patterns were produced in a continuous scanning mode on the Philips PW1830 diffractometer. The morphology of the nanocapsules was examined using SEM and TEM and the DLS was used to measure the mean size of the nanocapsules. In addition, elemental analysis of the nanocapsules was done through EDX, and the DSC of TA instruments was employed to evaluate the thermophysical properties of the NePCMs. Lastly, the thermal stability of the NePCMs was assessed with the help of TGA.
3 Results and discussion
3.1 Leakage test of MA/SiO2 NePCMs
To have the greatest functionality in thermal applications, it is critical that the PCM would not leak through the shell material above its melting temperature. Therefore, a simple leakage test was employed to see whether the shell can prevent myristic acid leakage above the melting point. For this purpose, a comparison of as-received myristic acid and NePCM powder of MA/SiO2 samples was taken on filter paper and then laid on the hot plate at 75ºC. Figure 2 illustrates the pictures of the leakage test. It is seen the diffusion blots of the bulk myristic acid in liquid form at 75ºC but no visible evidence of leakage is observed in the MA/SiO2 samples which confirms that the adopted sol–gel methodology has successfully encapsulated the myristic acid inside the SiO2 shell.

Leakage test images of bulk MA and MA/SiO2 NePCMs
3.2 FTIR investigation of MA/SiO2 NePCMs
The successful preparation of the MA/SiO2 nano capsules requires that there should be no chemical reaction occur between the MA and SiO2 material so that the phase change and thermal properties remain unaltered to achieve the intended performance for thermal management applications. Hence, it is pertinent to verify that the prepared nanocapsules of the MA/SiO2 have not undergone a chemical reaction between the shell and core material. To do this, FTIR analysis was employed, which verifies the chemical composition of the MA/SiO2 nanocapsules attributed to the bond characteristics and specific functional groups of the material.
Figure 3 illustrates the FTIR spectrum of the MA, silica, and MA/SiO2 NePCMs. Two strong absorbance peaks at 2916 and 2849 cm−1, belonging to the -CH3 and -CH2 groups in stretching vibrations, are seen in the spectra of myristic acid. One more sharp peak at 1700 cm−1 belongs to the C = O group. Two smaller and weaker peaks at 1469 and 722 cm−1 denote the -CH2 group in bending vibration. While the peak at 940 cm−1 denotes the rocking vibration of the hydroxyl group (OH). In the SiO2 spectra, two powerful peaks at 1080 and 765 cm−1 belong to the bending vibration of the Si–O group while the peaks at 1277 and 911 cm−1 link to the Si–C and Si–OH groups respectively. The spectra of all samples of MA/SiO2 NePCMs also retained the distinctive peaks of MA and SiO2, therefore, it implies that no chemical reaction occurs between MA and SiO2 and the interaction between them is only physical rather than chemical.

FTIR spectra SiO2, pure myristic acid, and NePCMs
3.3 XRD analysis of MA/SiO2 NePCMs
Figure 4 presents the XRD spectrum of pure myristic acid, SiO2, and MA/SiO2 NePCMs. There are two noteworthy diffraction peaks at 21.2° and 23.8° are observed in the spectrum of pristine myristic acid because of its regular crystalline structure. However, in the SiO2 spectra, no significant peak is observed because of its non-crystalline structure. Two distinguished peaks from MA, with no additional peaks, are also observed in the spectra of NePCM samples which proves that MA and SiO2 have not chemically interacted during the synthesis process. This shows that the crystalline structure of MA in NePCMs spectra has not changed. Therefore, the result of the XRD re-affirms the results of the FTIR which states that MA is successfully encapsulated inside the silica shell and no chemical reaction occurred between core and shell material.

XRD patterns SiO2, pure myristic acid, and NePCMs
3.4 Thermal performance of MA/SiO2 NePCMs
The potential to use encapsulated PCMs for thermal application is mainly reliant on their thermal and phase change properties. Therefore, it is essential to measure those properties to assess the practical utility of the encapsulated phase change materials. For this purpose, DSC was used which is a powerful and standard method to evaluate the thermal and phase change properties of the encapsulated phase change materials. DSC melting and solidification curves of the pristine MA and MA/SiO2 NePCMs are shown in Fig. 5a and b and the results are given in Table 3.

DSC curves of MA/SiO2 NePCMs and pure myristic acid (a) Melting (b) Solidification
The exothermic peak in the solidification curve and endothermic peak in the melting curve show the solid–liquid transition of the myristic acid. The behavior of the myristic acid in NePCMs is similar to the pure myristic acid because the silica shell does not take part in the phase transition process in the given temperature range of the experiment and only acts as the inert material. Thus, it implied that no chemical reaction happened between the shell and core which further validates the results of XRD and FTIR. The peaks in Fig. 5 give the latent heat and phase change temperatures. The latent heat and the area of the peak are directly proportional to each other which means that latent heat will be greater if the peak area is larger. It is noted that pure myristic acid has larger peaks and consequently has the highest value of the latent heat. MA/SiO2 NePCM samples have smaller latent heat than the pristine myristic acid because only the MA inside the SiO2 shell undergoes the phase transition. Furthermore, among the NePCM samples, latent heat is larger for those samples that have more mass percentage of myristic acid inside the shell.
Insignificant changes in the melting temperature have been observed between all NePCM samples and pure myristic acid which implies that the silica shell has not affected the melting temperature of the MA. However, in the case of solidification temperature, a consistent and large decrease in the values of the solidification temperatures is observed. This phenomenon is called supercooling and it is commonly observed in phase-change materials [36,37,38,39,40,41].
The supercooling phenomenon in encapsulated PCMs can be explained by classical nucleation theory and Gibbs free energy theory [42,43,44,45,46,47]. Solidification of the PCM inside the shell starts when small nuclei of the solid start to form within the liquid. These nuclei need to have lower Gibbs free energy to be stable as compared to the surrounding liquid. However, the energy barrier that is required for the nucleation to happen is usually high and the PCM may not overcome this barrier. Consequently, the liquid PCM inside the shell solidifies below its melting point (supercooling) as the nucleation is delayed. Furthermore, interfacial energy also plays an important role in supercooling. This interfacial energy can be influenced by the encapsulation of the shell material around the PCM as the shell material will have a different interfacial energy as compared to the PCM. The supercooling behavior is affected by the difference in the interfacial energy of the shell and PCM material. For example, if the encapsulating material (shell) reduces the interfacial energy, it can reduce the supercooling effect by supporting nucleation. The shell material acts as the heterogeneous nucleation site that involves the formation of the solid nuclei at the interface of the solid shell and liquid PCM. This shell material influences the volume and surface free energy balance, and this energy balance must exceed the nucleation threshold for the nucleation to happen. This energy balance will also be changed with different shell thicknesses.
In other words, the degree of supercooling or the difference between the solidification and melting temperatures is directly related to the shell diameter and thickness; as the shell thickness increases (or core size decreases) then supercooling is also increased because thick shells act as the larger energy barriers between the surrounding and the PCM [48,49,50]. This trend can be seen in Fig. 6. However, if the shell becomes so thick, then beyond that point degree of supercooling might start decreasing because a very thick shell slows down the heat transfer to an extent where the PCM inside the shell remains at a higher temperature and thus reduces the supercooling. The summary of the supercooling with respect to shell thickness is given in Table 4.

Effect of shell thickness on supercooling
It is also important to note that the solidification latent heat values are lower than the latent heat values of melting for encapsulated phase change materials. This is primarily due to the nature of the phase transition process. During the melting phase, the PCM switches the phase from solid to liquid and is involved in the increase of volume. Now, the particles in the liquid phase can move freely and thus will have a less compact arrangement as compared to the solid phase. Therefore, more energy is required to overcome the intermolecular forces in the solid phase. Conversely, during the cooling or solidification process, the PCM undergoes the transition from liquid to solid. Since in the liquid phase, there is a less compact arrangement of molecules, hence, less energy is desired to overcome the intermolecular forces.
The phase change performance of the encapsulated PCMs is generally evaluated by calculating the encapsulation ratio (ER) from the latent heat values. It is basically the ratio of the melting latent heat of the encapsulated PCM to the ratio of the melting latent heat of the pristine PCM as given in Eq. 1. In other words, it represents the percentage mass fraction of a particular PCM in the shell material. It can also be used to estimate the shell thickness of encapsulated PCMs by considering the volume of the PCM inside the shell material.
The encapsulation ratio can be used to theoretically estimate the shell thickness of the encapsulated phase change materials indirectly by using the concept of PCM’s volume inside the shell material. In other words, the encapsulation ratio defines how much PCM is contained inside the total volume of the particle of encapsulated PCM. Therefore, the formula for the encapsulation ratio can be modified as given in Eq. 2.
Since encapsulated particles are spherical, the shell thickness can be estimated from the final expression of Eq. 2.
Where \({d}_{PCM}\) is the diameter of the PCM and \({d}_{Total}\) is the total diameter of the encapsulated particle (PCM + shell). The theoretically calculated results of shell thickness and core diameter with respect to the degree of supercooling are given in Table 4.
Figure 7 illustrates the melting latent heat and encapsulation ratio for all NePCM samples. NePCM samples are different based on the MA mass used during the synthesis. The mass of the myristic acid varied between 5 to 25 g for NePCM1-NePCM5. Therefore, it is noted that the encapsulation ratio and melting latent heat are the maximum for the sample NePCM5 in which the mass of the myristic acid was greater. The maximum solidification and melting of latent heat were 91.73 J/g and 114.46 J/g respectively with an ER of 62.04%.

Effect of mass of the myristic acid on encapsulation ratio and melting latent heat
In addition, it is observed that XRD and FTIR analysis corroborates the encapsulation ratio (ER) values. The strength of the peaks in XRD and FTIR spectra is directly proportional to the ER values. For example, the NePCM5 sample has the highest encapsulation ratio and thus has the highest peaks in XRD and FTIR results.
3.5 Thermal stability of the MA/SiO2 NePCMs
TGA investigation was employed to assess the thermal stability of the MA/SiO2 encapsulated phase change material. The TGA curves for the pure myristic acid, as well as all the prepared MA/SiO2 NePCM samples, are illustrated in Fig. 8. It is seen that bulk MA and MA/SiO2 samples exhibited a very small and smooth decrease in the mass loss from 50ºC to 150ºC. Till 150ºC, no thermal decomposition of the bulk MA is observed while MA/SiO2 samples evaporate the water content present onto the surface of the silica shell though the samples were dried for 24 h in an oven. Therefore, the initial slight weight loss is observed in those samples and after 150ºC the actual decomposition of the material started.

TGA analysis of pristine MA and MA/SiO2 NePCM
At the end of the test, the residual mass percentage of pure myristic acid is zero while the residual mass percentages of NePCM samples are corroborated with the fact that if the mass percentages of myristic acid were higher during the synthesis procedure then the remaining mass after the TGA test would be smaller. TGA results indicate that myristic acid in the silica shell can effectively enhance thermal stability because no degradation occurred in the working temperature range of 30-80ºC, therefore, these MA/SiO2 nanocapsules can be utilized in thermal management applications.
3.6 EDX analysis and morphology of MA/SiO2 NePCMs
The morphology of the MA/SiO2 nanocapsules was observed using the SEM. Since the sample NePCM5 showed the highest latent heat values and encapsulation ratio, therefore, this sample was preferred for SEM. The SEM photograph NePCM5 sample is shown in Fig. 9. It is observed that the particles have uniform sizes with smooth and spherical shapes. However, the agglomeration phenomenon is noted which is generally witnessed during the synthesis procedure of the encapsulated phase change materials due to hydrolysis and polycondensation reactions of the precursor molecules on the surface of the PCM droplets [6, 18, 26, 51]. In addition, SEM and digital microscope images (Figs. S1 and S2) of the bulk MA without encapsulation are also given in the supplementary file.

SEM micrograph of NePCM5
Furthermore, TEM analysis was also conducted to visually verify the encapsulation of the myristic acid in the SiO2 shell and to estimate the size of the individual particle accurately which was not convenient with SEM due to agglomeration of the particles. Figure 10 depicts the TEM image of the best sample (NePCM5). The dark black spots can easily be seen in the image which actually represents the myristic acid contained inside the silica shell. The particles are spherical and the size of a single particle is small \(\sim\) 100 nm. The results of the TEM image are well corroborated with the SEM image as the agglomeration phenomenon is also observed here.

TEM image of NePCM5
The estimation of the size of the individual nanocapsule was easily made via TEM, however, to find out the mean size of the nanocapsule, the DLS technique was used. To reduce the effect of agglomeration and stacking, the nanocapsules are first dispersed in DI water and then sonicated before the DLS analysis. It is seen in Fig. 11 that the nanocapsules show a pretty good uniform size distribution except for a few big clusters of the particles due to agglomeration which were seen in the graph as well. The average size of the particles was 597 nm.

Size distribution of the sample NePCM5
The elemental composition of the MA/SiO2 NePCMs was confirmed through the EDX. The EDX spectrum of the MA/SiO2 nanocapsules is illustrated in Fig. 12. The three major peaks of C, O, and Si were seen. Si and O are the elements for the SiO2 shell while C and O come from the myristic acid.

EDX spectrum of NePCM5
3.7 Thermal durability of the MA/SiO2 NePCMs
In addition to durability through a single melt cycle, it is important that the encapsulated PCMs should have consistent and stable thermophysical properties over multiple melt cycles. In other words, it is required that the NePCMs should not experience changes in their phase transition temperatures and latent heat, which could indicate deterioration of the PCM or leakage over multiple operating cycles. Therefore, the thermal durability of the prepared nanocapsules and bulk MA was assessed by running the sample for 50 melting/freezing thermal cycles. The DSC curves for NePCM5 and bulk MA thermal cycles are shown in Figs. 13 and 14 respectively. It is observed that the shape of DSC curves for NePCM5 has not altered significantly after the 50th cycle. However, for bulk MA, significant deviations in the curves have been observed before and after the 50th thermal cycles showing that MA is thermally unstable for multiple thermal cycles. Table 5 shows the thermophysical properties of the bulk MA and MA/SiO2 NePCM before and after the 50 thermal cycles. A slight decrease in the latent heats of the NePCM is observed as compared to the latent heats of bulk MA after 50 thermal cycles, which shows that MA/SiO2 NePCMs are more durable than MA.

DSC curves of the sample NePCM5 after 50 thermal cycles (a) Melting (b) Solidification

DSC curves of the bulk MA after 50 thermal cycles (a) Melting (b) Solidification
3.8 Comparison of prepared MA/SiO2 NePCMs with other works in the literature
This work is compared with other similar research studies in the literature in which the fatty acid was encapsulated inside a shell by the sol–gel technique. Table 6 shows the comparison of these studies with the present work based on the core material, phase transition temperature, latent heat, and size. It is observed that the temperature range of phase transition of the myristic acid is different from the other types of fatty acids which could make them suitable for thermal management applications where this phase change temperature range is applicable. Latent heats are generally higher for the large-size encapsulated PCM particles and the mean size of the MA/SiO2 NePCMs synthesized in the present work is in nano size which is ideal to use in thermal management applications, where the small particle size is preferable to put them heat transfer fluids.
4 Conclusions
In this research, nanocapsules of the myristic acid with silica shell were synthesized by the sol–gel process. FTIR, XRD, SEM, TEM, and EDX analysis were used to characterize and verify the successful encapsulation of the myristic acid within the silica shell. SEM analysis showed that the nanocapsules have spherical and uniform shapes and the TEM images physically verified the presence of myristic acid inside the silica shell. The DSC results gave the maximum melting latent (114.46 J/g) with an encapsulation ratio of 62%. The average size of the nanocapsules was found to be 597 nm measured through DLS. The leakage test images illustrated that MA/SiO2 nanocapsules did not show leakage above the melting temperature of the myristic acid. TGA analysis showed the good thermal stability of the myristic acid inside the silica shell.
Furthermore, the thermal cycling performance of the nanocapsules showed that they have good thermal durability over multiple melt events, improving its suitability for thermal management applications, like seen in electronic devices. Though the encapsulation of the PCM has improved the consistency of its thermal absorption characteristics through melt cycling as compared to pure PCM, there are several challenges also exist for encapsulated PCMs. For instance, there is a need to conduct more research to find ways to increase the thermal conductivity of the encapsulated PCMs to get the maximum benefits of their heat-storing capacities. In particular, the development of new shell materials that would have more thermal conductivity than existing options offers enhanced promise for enhancing transient performance. In addition, supercooling could be a challenge in the efficient release of thermal energy in a predictable and timely manner in various applications; however, it also offers the opportunity for the controlled temperature range of exothermic solidification, which may be desirable for temperature control. Ultimately, the encapsulation of PCM materials offers the potential to incorporate latent heat absorption in numerous thermal applications, where bulk PCM melting may pose a challenge to material containment. This work represents another step forward in providing PCM-based heat exchange in a variety of configurations, through delivery in a stable encapsulation morphology.
Data and code availability
Not applicable.
Abbreviations
- MA:
-
Myristic acid
- ER:
-
Encapsulation ratio
- NePCMs:
-
Nano encapsulated phase change materials
- PCMs:
-
Phase change materials
- SiO2 :
-
Silica
- SDS:
-
Sodium dodecyl sulfate
- TEOS:
-
Tetraethyl orthosilicate
- FTIR:
-
Fourier transform infrared spectrophotometer
- XRD:
-
X-Ray diffraction
- SEM:
-
Scanning electron microscopy
- TEM:
-
Transmission electron microscope
- EDX:
-
Energy dispersive X-ray EDX
- DLS:
-
Dynamic light scattering
- TGA:
-
Thermogravimetric analyzer
- DSC:
-
Differential scanning calorimetry
References
A. Jamekhorshid, S. Sadrameli, M. Farid, A review of microencapsulation methods of phase change materials (PCMs) as a thermal energy storage (TES) medium. Renew. Sustain. Energy Rev. 31, 531–542 (2014)
A.S. Fleischer, Thermal energy storage using phase change materials: fundamentals and applications. Springer Cham. (2015). https://doi.org/10.1007/978-3-319-20922-7
H. Akeiber et al., A review on phase change material (PCM) for sustainable passive cooling in building envelopes. Renew. Sustain. Energy Rev. 60, 1470–1497 (2016)
W. Hua, L. Zhang, X. Zhang, Research on passive cooling of electronic chips based on PCM: A review. J. Mol. Liq. 340, 117183 (2021)
Q. Ren, P. Guo, J. Zhu, Thermal management of electronic devices using pin-fin based cascade microencapsulated PCM/expanded graphite composite. Int. J. Heat Mass Transf. 149, 119199 (2020)
M. Ghufran, D. Huitink, Synthesis of nano-size paraffin/silica-based encapsulated phase change materials of high encapsulation ratio via sol–gel method. J. Mater. Sci. 58, 7673–7689 (2023). https://doi.org/10.1007/s10853-023-08462-y
M. Ghufran, D. Huitink, Synthesis and thermal performance of nano-sized paraffin-based titania encapsulated PCMs via sol–gel method. J. Therm. Anal. Calorim. 148, 11629–11640 (2023). https://doi.org/10.1007/s10973-023-12519-0
D. Zhou, C.-Y. Zhao, Y. Tian, Review on thermal energy storage with phase change materials (PCMs) in building applications. Appl. Energy 92, 593–605 (2012)
E. Alehosseini, S.M. Jafari, Nanoencapsulation of phase change materials (PCMs) and their applications in various fields for energy storage and management. Adv. Coll. Interface. Sci. 283, 102226 (2020)
N. Zhang et al., Latent heat thermal energy storage systems with solid–liquid phase change materials: a review. Adv. Eng. Mater. 20(6), 1700753 (2018)
S.S. Magendran et al., Synthesis of organic phase change materials (PCM) for energy storage applications: A review. Nano-structures Nano-objects 20, 100399 (2019)
A. Arshad et al., The micro-/nano-PCMs for thermal energy storage systems: a state of art review. Int. J. Energy Res. 43(11), 5572–5620 (2019)
E. Jitheesh, M. Joseph, V. Sajith, Comparison of metal oxide and composite phase change material based nanofluids as coolants in mini channel heat sink. Int. Commun. Heat Mass Transfer 127, 105541 (2021)
J. Li et al., Micro-encapsulated paraffin/high-density polyethylene/wood flour composite as form-stable phase change material for thermal energy storage. Sol. Energy Mater. Sol. Cells 93(10), 1761–1767 (2009)
L. Pan et al., Preparation, characterization and thermal properties of micro-encapsulated phase change materials. Sol. Energy Mater. Sol. Cells 98, 66–70 (2012)
X. Qiu et al., Microencapsulated n-octadecane with different methylmethacrylate-based copolymer shells as phase change materials for thermal energy storage. Energy 46(1), 188–199 (2012)
W. Li et al., Composition and characterization of thermoregulated fiber containing acrylic-based copolymer microencapsulated phase-change materials (MicroPCMs). Ind. Eng. Chem. Res. 53(13), 5413–5420 (2014)
B. Li et al., Fabrication and properties of microencapsulated paraffin@ SiO2 phase change composite for thermal energy storage. ACS Sustain. Chem. Eng. 1(3), 374–380 (2013)
P.B. Salunkhe, P.S. Shembekar, A review on effect of phase change material encapsulation on the thermal performance of a system. Renew. Sustain. Energy Rev. 16(8), 5603–5616 (2012)
Y. Wang et al., A novel method for the preparation of narrow-disperse nanoencapsulated phase change materials by phase inversion emulsification and suspension polymerization. Ind. Eng. Chem. Res. 54(38), 9307–9313 (2015)
J. Shi et al., Nano-encapsulated phase change materials prepared by one-step interfacial polymerization for thermal energy storage. Mater. Chem. Phys. 231, 244–251 (2019)
L. Sánchez-Silva et al., Poly (urea-formaldehyde) microcapsules containing commercial paraffin: in situ polymerization study. Colloid Polym. Sci. 296, 1449–1457 (2018)
M. Hawlader, M. Uddin, M.M. Khin, Microencapsulated PCM thermal-energy storage system. Appl. Energy 74(1–2), 195–202 (2003)
S. Ishak et al., Microencapsulation of stearic acid with SiO2 shell as phase change material for potential energy storage. Sci. Rep. 10(1), 15023 (2020)
S.T. Latibari et al., Facile synthesis and thermal performances of stearic acid/titania core/shell nanocapsules by sol–gel method. Energy 85, 635–644 (2015)
S. Ishak et al., Effect of core-shell ratio on the thermal energy storage capacity of SiO2 encapsulated lauric acid. J. Energy Storage 42, 103029 (2021)
H. Yuan et al., Effect of alkaline pH on formation of lauric acid/SiO2 nanocapsules via sol-gel process for solar energy storage. Sol. Energy 185, 374–386 (2019)
H. Yuan et al., Size controlled lauric acid/silicon dioxide nanocapsules for thermal energy storage. Sol. Energy Mater. Sol. Cells 191, 243–257 (2019)
H. Wang et al., Novel synthesis of silica coated palmitic acid nanocapsules for thermal energy storage. J. Energy Storage 30, 101402 (2020)
S.T. Latibari et al., Synthesis, characterization and thermal properties of nanoencapsulated phase change materials via sol–gel method. Energy 61, 664–672 (2013)
H. Pourmohamadian et al., Fabrication and characterization of microencapsulated PA with SiO 2 shell through sol–gel synthesis via sodium silicate precursor. J. Mater. Sci.: Mater. Electron. 28, 9990–9997 (2017)
X. Ma et al., Synthesis and characterization of microencapsulated paraffin with TiO 2 shell as thermal energy storage materials. J. Mater. Sci.: Mater. Electron. 29, 15241–15248 (2018)
M. Genc, Z. KaragozGenc, Microencapsulated myristic acid–fly ash with TiO 2 shell as a novel phase change material for building application. J. Therm. Anal. Calorim. 131, 2373–2380 (2018)
S. TahanLatibari et al., Fabrication and performances of microencapsulated palmitic acid with enhanced thermal properties. Energy Fuels 29(2), 1010–1018 (2015)
A. Sarı, K. Kaygusuz, Some fatty acids used for latent heat storage: thermal stability and corrosion of metals with respect to thermal cycling. Renew. Energy 28(6), 939–948 (2003)
E. Oró et al., Review on phase change materials (PCMs) for cold thermal energy storage applications. Appl. Energy 99, 513–533 (2012)
E. Shchukina et al., Nanoencapsulation of phase change materials for advanced thermal energy storage systems. Chem. Soc. Rev. 47(11), 4156–4175 (2018)
A. Hassan, M. ShakeelLaghari, Y. Rashid, Micro-encapsulated phase change materials: a review of encapsulation, safety and thermal characteristics. Sustainability 8(10), 1046 (2016)
B. Zalba et al., Review on thermal energy storage with phase change: materials, heat transfer analysis and applications. Appl. Therm. Eng. 23(3), 251–283 (2003)
I. Shamseddine et al., Supercooling of phase change materials: A review. Renew. Sustain. Energy Rev. 158, 112172 (2022)
Y. Wang et al., Supercooling suppression and thermal behavior improvement of erythritol as phase change material for thermal energy storage. Sol. Energy Mater. Sol. Cells 171, 60–71 (2017)
Q. Cheng et al., Supercooling regulation and thermal property optimization of erythritol as phase change material for thermal energy storage. Journal of Energy Storage 52, 105000 (2022)
J.M. Munyalo, X. Zhang, X. Xu, Experimental investigation on supercooling, thermal conductivity and stability of nanofluid based composite phase change material. J. Energy Storage 17, 47–55 (2018)
M. Yuan et al., Supercooling suppression and crystallization behaviour of erythritol/expanded graphite as form-stable phase change material. Chem. Eng. J. 413, 127394 (2021)
K. Song et al., Shape-stabilized phase change materials of barium hydroxide octahydrate based on Cu-coated melamine foam. Colloids Surf. A: Physicochem. Eng. Asp. 678, 132465 (2023)
Y. Hong et al., Controlling supercooling of encapsulated phase change nanoparticles for enhanced heat transfer. Chem. Phys. Lett. 504(4–6), 180–184 (2011)
M.H. Zahir et al., Supercooling of phase-change materials and the techniques used to mitigate the phenomenon. Appl. Energy 240, 793–817 (2019)
A. Mustapha et al., Supercooling elimination of cryogenic-temperature microencapsulated phase change materials (MPCMs) and the rheological behaviors of their suspension. J. Market. Res. 21, 2277–2295 (2022)
F. Cao, B. Yang, Supercooling suppression of microencapsulated phase change materials by optimizing shell composition and structure. Appl. Energy 113, 1512–1518 (2014)
K. Wang, T. Yan, W. Pan, Optimization strategies of microencapsulated phase change materials for thermal energy storage. J. Energy Storage 68, 107844 (2023)
H. Zhang, X. Wang, Synthesis and properties of microencapsulated n-octadecane with polyurea shells containing different soft segments for heat energy storage and thermal regulation. Sol. Energy Mater. Sol. Cells 93(8), 1366–1376 (2009)
L. Li et al., Preparation and Characterization of Stearic Acid/SiO2: Nano‐encapsulated Phase Change Materials via Sol‐gel Method. Energy Technol. 2016: Carbon Dioxide Manag. Other Technol. John Wiley & Sons, Ltd. (2016). https://doi.org/10.1002/9781119274704
C. Li et al., Synthesis of microencapsulated stearic acid with amorphous TiO2 as shape-stabilized PCMs for thermal energy storage. Energy Procedia 152, 390–394 (2018)
M. Nikoonahad, S.M. Sadrameli, F. Arabpour Roghabadi, Preparation and optimization of nanoencapsulated capric acid being as a renewable phase change material with TiO2 shell as shape-stabilized thermal energy storage material. J. Therm. Anal. Calorim. 148, 10735–10747 (2023). https://doi.org/10.1007/s10973-023-12436-2
Funding
This work was supported by the National Science Foundation Engineering Research Center for Power Optimization of Electro-Thermal Systems under Cooperative Agreement EEC-1449548.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Ethical approval
Not applicable.
Conflicts of interest
The authors declared no conflict of interest.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Ghufran, M., Huitink, D. Synthesis of silica-encapsulated myristic acid phase-change-assisted nanocapsules for thermal management applications. emergent mater. (2024). https://doi.org/10.1007/s42247-024-00719-9
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42247-024-00719-9