
Abstract
Drilling fluids are the core of drilling operations, and they are responsible for many roles, such as lubricating drill string, cooling down drilling equipment, maintaining wellbore integrity, and transporting cuttings to the surface. High-energy demands have caused the oil and gas production rates to increase by orders of magnitude, which is accompanied by increased usage of different drilling fluids, including oil-based muds (OBM) and water-based muds (WBM). Large amounts of fluids used without caution can cause severe consequences to the environment if not well monitored. Therefore, the field has been exploring the utilization of biodegradable and environmentally friendly additives (green). These green formulations can promote a safer alternative to the currently available commercial additives, meet sophisticated drilling requirements, and ensure resource sustainability. A comprehensive overview of the literature has been conducted in this review, starting with a background on oil and gas reservoir types and cuttings transportation mechanisms, followed by a discussion on various recent green fluids or additives emerging in the field. In addition, an economic comparison has been conducted to assess the feasibility of the reviewed green formulations. Finally, the review ends with a summary and future prospective on the topic. In conclusion, this review suggests the development of multifunctional drilling fluids with good hole-cleaning properties, utilizing additives studied for different functions (e.g., filtration). Enhancement of rheological properties achieved through the addition of these additives indicates their suitability for hole-cleaning applications, which must be confirmed through additional studies. Consequently, filling the existing gap in the literature is by triggering research topics in this area.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
1.1 Background
Worldwide, fossil fuels such as oil, natural gas, and coal are the primary sources of energy. Central energy supply shares from oil and gas are 51, coal, and nuclear 4.8%, while renewable energies account for 10.6% [1]. The global demand for oil and gas is steadily rising [2], according to experts’ projections for 2040; half of the international energy demands will be met by fossil fuels [3]. Following a sharp decline in the number of crude oil and gas wells drilled worldwide in 2020 to 39,000 wells, drilling activity is predicted to pick up significantly in 2022, reaching 49,600 wells, before sharply increasing to roughly 60,000 wells in 2026 [4].
Drilling is the second stage of the wellbore life cycle, and drilling fluids play the most crucial role in the drilling process. Cleaning the wellbore, cuttings transportation, lubricating and cooling of a drill bit, wellbore pressure control, counteract inflow of reservoir fluids, and formation of impermeable filter cake are among the main functions of drilling fluids [5,6,7]. Drilling fluids can be classified into three primary categories based on their composition or continuous phase: water-based muds (WBMs), oil-based muds (OBMs), and emerging foam-based [8]. Oil-based fluids comprise diesel or mineral oil with polymer suspension are used in 15% of drilled wells worldwide, while around 80% of the wells are currently being drilled using WBM [9].
OBMs have been extensively used in many drilling operations; characteristics such as good thermal stability, effective cuttings transportation, good lubricity, salt-resistance, and stability in shale formation nominate them as the superior option [10,11,12,13]. Nowadays, global communities prioritize sustainability and protection of the environment over oil/gas exploration and production [14]. Many studies in the literature have addressed the toxicity and severe effects of OBMs on the environment and human health [10, 15]–[20]; thus, the use of OBMs is restricted and faces many governmental and non-governmental regulations and challenges. These concerns have redirected the drilling industry toward the utilization and exploration of eco-friendly drilling fluids. WBMs are considered inexpensive and environmentally friendly drilling fluids [16, 21, 22]. Nevertheless, WBMs encounter instability issues in shale formation or under extreme wellbore conditions, and they lack suspension properties that facilitate cuttings transportation. Therefore, improvement of WBM characteristics is crucial to replace the toxic OBM with a viable alternative and consequently achieving environmental sustainability. Incongruous drilling fluid usage can jeopardize the whole drilling process, reducing the penetration rate, increasing fluid filtration, higher risk of stuck pipe, or even catastrophic downhole blowout [23, 24]. Therefore, the development and enhancement of environmentally friendly drilling fluids are crucial for sustainable oil and gas exploration and production. A review article was published addressing nanoparticle additives used in WBM [25]; moreover, some reviews focused on bio-lubricants or biodegradable synthetic drilling fluid [26, 27]. Those reviews either focus on fluid filtration or lubrication, and none addresses fluid properties from a hole cleaning prospective. To the best of our knowledge, there is no comprehensive review on green WBM/OBM additives reported in the literature. Consequently, the ultimate goal of this review is to provide a background and highlight the current green drilling muds or additives used in both OBM and WBM in the literature up to year 2023.
1.2 Types of reservoirs
Natural gas and oil reservoirs have many classifications and categorizations. The Petroleum Resources Management System (PRMS) classification splits reservoirs into two main types, conventional and unconventional [28]. The conventional reservoirs are defined as easy to reach and do not require advanced technologies to recover their storage. The unconventional terms account for reservoirs of distinct storage locations, extraction methods, origin, and properties. The conventional oil drilling processes are less expensive than unconventional methods; since the oil/gas fluid flows out of the reservoir due to pressure within the wellbore. On the other hand, conventional reservoirs require sophisticated techniques to withdraw the oil/gas from the ground since the flow pressure in these formations is inadequate. Hydraulic fracturing, among many unconventional reservoir techniques, utilizes water to propagate pre-made cracks throughout the wellbore, enabling oil or natural gas to flow [29, 30]. Major unconventional resources include coal bed methane (CBM), tight gas, shale gas, and natural gas hydrate (NGH) [31, 32].
Porosity and permeability are among many important properties of oil and gas reservoirs. Rock porosity is defined as the ratio of pore volume to bulk rock volume (Eq. (1)), and permeability refers to rock formation ability to transfer fluid (gas or oil); the connection of pores within the formation increases the reservoir permeability [29, 30]. Figure 1 illustrates the geological properties of various types of oil and gas reservoirs. Formations such as sandstone are of high permeability as they are formed of huge-well-connected pores. Shale and siltstones are of lower permeability, with a reduced and lesser number of interconnected pores.

Sources of unconventional gas [33]
1.3 Types of drilling muds (WB-emulsions-OB)
Drilling fluids come in a variety of varieties and are used frequently. Certain wells call for the use of various types at various depths in the hole or the combination of various types. The different kinds of fluid can be broadly divided into a few groups. Drilling fluids is classified into three types according to their base material: water-based, oil-based, and water–oil-based (emulsions). Of all the mud systems, water-based drilling fluids are the most often used. They are typically less expensive, easier to maintain, and, in some unique types of systems, almost as shale inhibitive as oil muds. The most fundamental water-based mud systems start with water, which is then combined with clays and other chemicals to produce a homogeneous mixture that resembles a cross between chocolate milk and malt (depending on viscosity). Water is the continuous phase of the fluid, which is mud. Oil-based mud is mud that uses petroleum products, like diesel fuel, as the basis fluid. Oil-based muds are helpful for numerous reasons, including boosting lubricity, improving shale inhibition, having superior cleaning powers with less viscosity, and withstanding higher temperatures without degrading. Oil-based muds come in two varieties: pseudo-oil-based muds and invert emulsion oil muds. If the water content is greater than 5%, it will transform into an inverted or water-in-oil emulsion. A mud that has synthetic oil as its base fluid is known as synthetic-based fluid. Because it has the same qualities as an oil-based mud but is less harmful than an oil-based fluid; this is most frequently utilized in offshore rigs. Oil-based fluid and synthetic-based fluid both provide environmental and analytical challenges.
1.4 Cuttings transportation patterns
Drill bit interaction with formation generates solid particles (cuttings). The generated cuttings blend into the fluid medium resulting in a two-phase flow system. The distribution of cuttings in the annulus depends on the hydrodynamic interaction of cuttings and drilling fluid. Also, cuttings transportation is contingent upon fluid (e.g., flow rate) and cuttings (e.g., size and density) properties. Experimental investigations have shown that cuttings flow in pipes is grouped into suspended symmetric, suspended asymmetric, moving bed, and stationary bed [34, 35]. Other reports have further sub-classified the flow patterns to include suspension/saltation and cutting clusters [36]. Small particles present in the slurry (solid/liquid) mixture have slow settling velocities in the horizontal configuration. In such cases, the turbulent mixing is higher, causing the particles to be well mixed in the solution (homogenous). Particle diameter larger than 10 μm has various settling rates, and a vertical concentration gradient is observed (heterogeneous). In cases where the particle settling rate is higher than fluid washing, a packed bed is formed (Fig. 2).

Cutting flow patterns schematic [39]
The fluid flow velocity has four classifications in packed bed flow: low, moderate, moderate-high, or high flow. The low-velocity flow leads to bed accumulation, which will start pressure build-up within the pipe. Moderate and moderate-high flow rates will cause deformation to the packed bed; accordingly, the bed moves either in moving bed dunes or separate dunes. Higher flow velocities will cause further deformation of the dunes into smaller bodies and suspended particles, which move or creep in the flow direction [34, 37, 38].
Fluid flow velocity is a detrimental factor for cuttings transportation in a specific pattern. Minimum transport velocity (MTV) is the minimum velocity required to move cuttings particles; reducing the fluid velocity below the MTV causes cuttings deposition (bed formation) on the low side of the wellbore. Alternatively, increasing the fluid velocity above the MTV — in the presence of a stationary bed — applies non-uniform shear and pressure on the cutting surface. These uneven forces cause particle re-suspension into the fluid medium [40, 41]. The complexity of field conditions usually leads the cuttings transportation to follow the three layers model: stationary bottom bed, middle moving bed, and suspend moving particles [40].
2 Environmentally friendly additives
2.1 Green fluids and global standards
In the light of the global recognition of drilling fluids’ impacts on the environment, in 2000, the United States (US) has spent $7.8 billion on environmental protection [42]. Nevertheless, terms such as “green” or “environment friendly” are not well defined or standardized, and the criteria for the evaluation of green fluid are diverted. Subsequently, the absence of a clear definition makes these terms very subjective and further complicates drilling fluids’ environmental evaluation and classification [43, 44]. Notwithstanding, many attempts were made to develop scoring systems that enable a standardized evaluation of drilling fluids [44,45,46]. This system assessment method is based on physical hazards due to flammability, explosion, and corrosion; human health impacts such as irritation, carcinogenicity, and toxicity; and environmental biodegradation and aquatic toxicity. Some environmental systems were established in various countries or regions; these systems are summarized in Table 1.
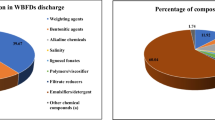
Typical oil/gas well generates around 31–44 m3 of cuttings waste [52]. The ultimate target of all drilling operations is to have zero produced water and cuttings discharge. However, the standards and regulations for waste discharge are not integrated globally (Table 2). Countries such as Argentina, Australia, and Nigeria allow certain cuttings qualities disposal after ascertaining the minimum impacts. Conversely, countries such as Canada, Brazil, and China completely prohibit drilling-waste discharge into the sea and require waste treatment or land storage [53]. Therefore, several treaties — such as OSPAR, MEMAC, Barcelona conventions — were held to unify standards and regulations for drilling waste discharge. For example, OSPAR standards permit the use of WBM and allow the discharge of the WBM-cutting waste. While synthetic fluid use is acceptable, their waste discharge is restricted with impact assessment submitted to authorities in advance. Finally, OSPAR regulations forbid OBM usage to avoid any OBM cuttings waste [54].
2.2 WBM additives
Strict regulations imposed on the drilling industries lead to various formulation developments to replace toxic oil-based muds. These formulations are designed to meet sophisticated drilling requirements while being environmentally friendly. Despite the extensive utilization of water-based mud to replace oil-based muds [56], yet; their properties are considered poor, compared to oil-based muds, and require improvement [57]. Numerous articles were recently published to enhance water-based mud properties by utilizing environmentally friendly additives (Table 3). These additives were aimed to replace chemical additives such as polypropylene, polyethylene, and partially hydrolyzed polyacrylamide [58,59,60].
Researches tend to valorize food waste as additives to minimize drilling cost. Al-Hameedi et al. [61] proposed the use of organic mandarin peel powder (MPP) as an alternative to polyanionic cellulose. Tests have shown the applicability of using MPP for drilling operations to control filtrate loss. Another study by Al-Hameedi et al. [62] examined the possibility of using potato peel powder (PPP) as a multifunctional bio-enhancer. The PPP additives showed good mud resistivity and filtration control properties. The addition of PPP has successfully reduced the solution yield point and gel strength; therefore, it was proposed to replace Resinex high-temperature chemical thinner. Wajheeuddin and Hossain [14] investigated date seed (DS) wastes; the rheological tests revealed an increase in apparent viscosity and gel strength with date seed concentration. Although MPP, PPP, and DS studies have shown their ability to improve the rheological properties of WBM, they failed to address additives’ feasibility from an economic aspect. In addition, no pilot-scale or field tests were performed. Some additives were used in simple mud mixtures that exhibit no chemical interactions with other commonly used additives, overlooking physical and chemical interactions that are essential for fluid properties.
In addition to food waste, plant-based additives are also utilized in the formulation of eco-fluids. Ghaderi et al. [63] conducted a comprehensive study on saffron purple petals (SPP). SEM images showed SPP powder structure is shapeless with a wide variety of size distributions. Major elements identified by EDX analysis were carbon (60.8 wt%), oxygen (35.5 wt%), and trace mineral elements, including Zn, P, Ca, and S. The addition of 1–3 wt% of SPP to base mud significantly increased shear stress by 26–151%. SPP muds had an excellent fitting to rheological models, and they displayed non-Newtonian shear thinning behavior. Hydroxyl and other functional groups found in SPP-containing muds have the ability to form H-bonds (high water uptake). These bonds form structured physical 3D bulk networks that influence solution shear viscosity. Moreover, SPP powder demonstrated robust inhibition to mild steel corrosion with 96% efficiency and a 0.004 mm year−1 corrosion rate. Morphological results displayed the formation of SPP inhibitive layers on mild steel surface, hindering the anodic and cathodic reactions. Powdered henna leaf [64] has also shown considerable results in improving WBM rheological and hydraulic characteristics. Flow loop hole-cleaning experiments were carried on using henna (4 wt%) containing fluids. Cuttings transport efficiency test showed the dominance of henna fluids at all hole-angles, compared to bentonite and pure water fluids. Henna-WBM, on average, had higher transportation efficiency by 5.43 and 9.94% than bentonite-WBM and pure WBM, respectively, at all angles. Furthermore, the thermal heating of henna-WBM has slightly decreased the mud plastic viscosity by 1.5%. Lawsone presence — identified by FTIR analysis conduct on henna leaf powder — in henna makes it resilient to temperature changes. Ramasamy and Amanullah [65] assessed the efficacy of fibers generated from deceased trees as loss circulation materials. Pore plugging tests were performed on tree fibers and compared to commercial fibers. Results revealed the superior performance of organic tree-fibers used as loss circulation material (LCM). Nevertheless, the study has ignored formation-fluid interaction, which is very detrimental in field applications [66].
Some researchers have driven the development of horticultural waste as organic additives [67, 68]. Formulations’ high-pressure and high-temperature filtration loss was reduced by 22% on average. In contrast, low-pressure and low-temperature conditions had a 42% reduction in filtration loss. Noticeable increases in rheological properties such as viscosity and gel strength were observed. Grass elemental analysis displayed high calcium content (54%), followed by potassium (19.83) and chlorine (16%). Therefore, it can be used as a pH controller to fluid alkalinity that peaks during operations. According to Ekeinde et al. [69], Kian fruit in its powdered form can be used as fluid viscosifiers. Kian containing fluids tested at 25 and 65 °C has enhanced the fluid rheological properties (e.g., plastic viscosity and yield point), and Kian resilience to temperature was similar to polyanionic cellulose (PAC); consequently, it is promoted as an organic-economical substitute. Similarly, tamarind gum (TG) is extracted from the tamarind tree seeds as a thickener [70]. TG is widely used in the drilling field for its cheapness. Carrageenan is a linear sulfated polysaccharide additive; it can be extracted from red seaweeds [71] Solution with a high concentration of carrageenan exhibited shear thinning behavior, while low concentration revealed shear thickening behavior. The presence of sulfate groups in the carrageenan structure promotes its viscoelastic and filtration properties. Moreover, carrageenan additives have shown good resistivity to salt contamination; thus, it is suggested for high salinity drilling regions.
2.3 OBM additives
High-pressure and high-temperature wellbore conditions are very challenging for the drilling industry. Such conditions cause drilling fluids to destabilize, resulting in wellbore instability, severe control problems, and well loss [86]. Despite the current advancement of WBMs, OBMs are still the preferable choice for harsh HPHT drilling conditions, and WBM does not entirely replace them [87]. Therefore, the development of less environmentally harmful OBMs are necessary [86] Vegetable-based oils, including palm oil, corn oil, and rice bran oil were classified as non-toxic to aquatic life with 80% biodegradability in less than 30 days [88,89,90]. Oseh et al. [91] were able to utilize non-edible almond seeds. Almond-based mud was found to have comparable rheological, filtration, and swelling properties to commercial diesel oils. Moreover, the mud thermal and electrical stabilities were similar to diesel oils, while the biodegradation was significantly higher. The high biodegradability is attributed to the absence of aromatic compounds and the low branching degree of the almond oil. According to Jinsheng et al. [92], OBM fluids can be used without the addition of organoclays. The organoclay-free OBM can be modified with: (1) a rheological modifier to replace the organoclay (treated with amide solution), (2) primary emulsifier produced from fatty acid and maleic anhydride reaction, (3) fatty acid amide as a secondary emulsifier, (4) and a waterborne acrylic acting as filtrate reducer. The selection of #5 white oil as a base for the mud was very detrimental to the fluid environmental suitability. Table 4 summarizes the reviewed green OBM and some additives which can enhance their properties.
2.4 (WBM and OBM) environmental aspects
The oil exploration and production (E&P) sector provides an essential energy source for the entire world. However, the environmental effects of E&P activities are a source of concern for people worldwide. One of the drilling wastes the oil and gas sector produces used drilling fluids. Drill cuttings and drilling fluid comprise the second-largest volume of leftovers made by the E&P industry [97]. Oil-based fluids (OBF) and water-based drilling fluids (WBF) are both employed in drilling operations [98]. Drilling fluids carries out several crucial tasks in the drilling of wells. While drilling an oil well, they are repeatedly circulated between the well and the platform. Spent drilling fluid contaminated with oil returns to the surface when drilling reaches the reservoir phase [99]. If improperly disposed of, the resulting residue can pose risks to terrestrial, aquatic, and aerial environments by decreasing soil fertility, harming flora and fauna, and posing health risks due to the volatilization of hazardous oil components like benzene, toluene, ethylbenzene, and xylene into the atmosphere. In this regard, officials have decided that drilling fluids made of non-water and water that contains free oil may not be disposed of in quantities greater than 1% [100]. Therefore, treating oily waste produced during E&P activities is a crucial challenge. Drilling waste management solutions include discharge, down-hole injection, and on-land disposal. Certain drilling fluids and drill cuttings may be dumped into the sea in various parts of the world, if they adhere to specified environmental standards. Regulations prohibiting hydrocarbon losses and site closure following drilling without treatment have existed since the early 1990s [101]. Dewatering, distillation, solvent extraction, cuttings reinjection, fixation, land farming, and (bio) remediation are examples of remediation technologies. All impact how acceptable drilling activities are on the economy and the environment [99]. Table 5 summarizes the comparison between WBM and OBM, considering the most important environmental aspects.
2.5 Economic comparison
Drilling operation cost varies from 5.4 to 11 million dollars [61]. On average, drilling fluid cost weighs 20% of the total cost; consequently, any change in the drilling fluid additives cost strongly impacts the total cost. Therefore, there is a great motive for utilizing eco-friendly drilling fluid additives. The unit cost of each material per kilogram is obtained for the literature and represented in the US dollar ($). Table 6 shows the cost of raw additives; it compares the cost of the most extensively used additives with new emerging additives, which can be utilized for hole cleaning. Costs are ranked from highest to lowest, with xanthan gum having the greatest cost and pistachio shell having the least reported cost. Few additives were reported as having almost zero cost, yet it was not precisely specified.
Evaluation of green additives based only on cost per kg can be misleading without accounting for a performance factor. An additive of a very low-cost ($) could have very poor performance (filtration loss reduction); thus, large quantities of this cheap additive are needed to attain an adequate performance. On the contrary, a relatively higher-cost additive could perform better, revealing the need for small additive quantities. Figure 3 compares each additive’s cost and relates this cost to a performance factor (e.g., reduction in fluid filtration loss per gram). Data extracted from different sources [62, 67, 72, 108, 109, 111,112,113,114,115] with average cost data (Table 6) are used to construct Fig. 3.

Qualitative comparison of green fluids cost/kg (left axis) and filtration loss reduction percent/gram (right axis)
Based on the previous analogy, pistachio shell powder has the lowest cost (0.11 $/kg), with a 5% reduction in filtration per gram. Resinex has a higher price (2.9 $/kg) and 17% filtration reduction per gram. Assuming that the fluid filtration reduces linearly with additive addition (g), it would cost 3 kg of pistachio powder to reach 17% filtration reduction, equivalent to $ 0.374. This cost-performance comparison promotes pistachio powder against Resinex for filtration loss reduction as an eco-green additive. Consequently, the selection of additives must be based on the cost-performance analysis. Nevertheless, the assumption of linearity between additive amount and performance is never valid, and a plateau is always faced at very early concentrations. Therefore, extensive experimental work is required for fair and complete economic analysis.
3 Rheology
Numerous indexes were developed to address hole cleaning efficiency, including but not limited to cuttings transport ratio, cuttings concentration in the annulus, transport ratio, and hole cleaning ratio. In flow loop testing, cuttings transport ratio (CTR) is used to measure the amount of cuttings retrained by the fluid, relatively to the added amounts [116]. Fluids of good hole-cleaning properties have high CTR values. In addition, cutting concentration in annulus (CCA) is usually used as an effective tool to indicate cuttings concentrations generated during penetration [117]. CCA values of good hole-cleaning performance are less than 8%. Transport ratio (TR) is a velocity ratio of the cuttings to the annular velocities; higher TR values reflect good cleaning efficiency. Hole cleaning ratio (HCR) is used to indicate the risk of a stuck pipe; it is estimated as the ratio of the free annual height to critical cuttings’ bed height. HCR value above 0.5 can lead to pipe stuck [118]. All these indexes can reflect fluid cuttings carrying capacity.
Several resistive forces exist in oil/gas wells; they are caused by drilling mud mechanical friction originating from cuttings, liquid, and fluid deformation. Flow resistive force is defined as plastic viscosity (PV). The yield point (YP) is defined as the initial flow resistance, after which the fluid starts to flow. Higher viscosity and yield point values are usually preferred as they reflect adequate hole-cleaning capacity. From a practical aspect, plastic viscosity, and yield point should not be too high. They must be high enough for effective cutting transportation to the surface and clean the wellbore. Correspondingly, they must not exceed certain maximum limits (pre-determined by drilling engineers) to circumvent pumping and annual hydraulic problems [63]. Good hole-cleaning mud leads to an increased rate of penetration (ROP) and subsequently decreased drilling cost.
According to a study conducted by researchers, the plastic viscosity (PV), yield point (YP), and the thickening ratio (YP/PV) are crucial factors in achieving optimal hole cleaning during drilling and completion operations, particularly in relation to the applied flow rate (Q) [119]. Alkinani et al. [120] conducted a study examining the relationships between various parameters to determine the optimal hole cleaning for different formulations. According to their report, YP exhibited the strongest direct correlation with Q, whereas PV demonstrated the weakest association. An increase in YP necessitates the provision of an adequate Q to initiate and sustain the mud cycle. To ensure that significant solid particles do not settle because of slip velocity, it is necessary to attain adequate annular and particle velocities. Upon commencement of the flow, any augmentation in the flow rate aimed at surmounting resistance caused by PV shall not be deemed substantial. Thus, it can be inferred that YP exerts a more significant impact on Q than PV. To enhance hole cleaning efficiency, augmenting the thickening ratio (YP/PV) is recommended. To attain the necessary Q for any elevation in YP/PV, it is imperative to enhance the flow rate, as determined by the sensitivity analysis. The figures, namely Figs. 4, 5, and 6, provide a comprehensive overview of the green additives that can be employed in the development of hole cleaning fluids that are environmentally sustainable and based on parameters such as (PV), (YP), and (YP)/(PV). Figures depict the average values of PV, YP, and YP/PV for conventional fluids through a dashed line, which has been included to facilitate a rough comparison and enhance reader convenience.

Various additives used in WBM effect on the yield point; the dashed line represents a conventional fluid yield point

Different additives affect the plastic viscosity; the dashed line represents a conventional fluid plastic viscosity

Different additives affect the thickening ratio; the dashed line represents a conventional thickening ratio
Most developed hole-cleaning fluids contain harmful additives; limited studies incorporated environmentally friendly additives to develop efficient hole-cleaning fluids [64, 121]. The literature is abundant in articles that address the improvement of various drilling fluid properties (e.g., filtration and cake thickness) utilizing environmentally friendly additives. These additives alter and modify the drilling fluid rheological properties, which are responsible for hole-cleaning effectiveness. Data used in both figures were extracted from various sources [61, 72, 114, 122,123,124,125,126]. The reader can refer to the supplementary datasheet for details.
4 Summary and prospects
This review provides an insight into various green water-based (WBM) and oil-based (OBM) formulations. Furthermore, a brief economic comparison of different green additives used in WBM was established, which indicated the economic benefits of utilizing these formulations, compared to commercial ones. The review has shown that numerous green formulations were tested for filtration or lubricity enhancement, with very few focusing on cutting transportation performance. Nevertheless, rheological properties, such as plastic viscosity and yield point reflect the possibility of utilizing these fluids for hole-cleaning applications.
In the light of the findings made through this review, the following future prospects and challenges were proposed:
-
a)
The inconsistency in the definition of terms such as “green” or “environmentally friendly” is among many challenges researchers encounter while working on developing green formulations, which stresses the need to establish global standards for all researchers to follow.
-
b)
Most of the research associated with green formulations is carried out at a lab-scale with promising results; however, those formulations were not assessed at a pilot-scale mimicking real field complex conditions.
-
c)
API provides guidelines for base drilling fluid composition; nevertheless, the composition used in various research works was different. This variance indicates that these guidelines do not fit well with the current testing methods, and they need to be updated.
-
d)
Most of the green formulations are either sourced from wastes or plants, which are usually inexpensive. Development of such formulations would not only contribute to sustainability, but it will also reduce the total drilling costs, resulting in lower oil/gas product prices.
-
e)
Identification of functional groups present in proposed additives and their effect on fluid properties is crucial. As a result, multifunctional drilling fluids can be developed based on functional groups.
References
IEA (2014) Energy Efficiency Indicators Fundamentals on Statistics. International Energy Agency, Paris. - References - Scientific Research Publishing. https://www.scirp.org/(S(351jmbntvnsjt1aadkozje))/reference/referencespapers.aspx?referenceid=2240032
BP: Statistical Review of World Energy - 2020 edition (pdf, xlsx, ppt). https://nangs.org/analytics/bp-statistical-review-of-world-energy
U.S. Energy Information Administration - EIA - Independent Statistics and Analysis. https://www.eia.gov/todayinenergy/detail.php?id=26212
Onshore drilling rig use to increase over the next five years| Rigzone. https://www.rigzone.com/news/onshore_drilling_rig_use_to_increase_over_the_next_five_years-25-aug-2022-170099-article/
L.V. Baltoiu, B.K. Warren, T.A. Natras, State-of-the-art in coalbed methane drilling fluids. SPE Drill. Complet. (2008). https://doi.org/10.2118/101231-pa
K. Sehly, H.L. Chiew, H. Li, A. Song, Y.K. Leong, W. Huang, Stability and ageing behaviour and the formulation of potassium-based drilling muds. Appl. Clay. Sci (2015). https://doi.org/10.1016/j.clay.2014.12.013
C. Gatlin, Petroleum engineering: drilling and well completions. J. Franklin. Inst. 269(5), 427 (1960). https://doi.org/10.1016/0016-0032(60)90185-X
R. Caenn, H.C.H. Darley, G.R. Gray, Composition and Properties of Drilling and Completion Fluids: Seventh Edition. Elsevier Inc., (2016). http://www.sciencedirect.com:5070/book/9780128047514/composition-and-properties-of-drilling-and-completion-fluids
R. Caenn, H.C.H. Darley, G.R. Gray, Composition and properties of drilling and completion fluids. (2011). https://doi.org/10.1016/C2009-0-64504-9
F.C. Fornasier, M. Campo, A. Djuric, D.M. Obando, Designing environmentally conforming drilling fluids: challenges and considerations in Latin America. SPE Latin Am. Carib. Petrol. Engineering Conference Proceed. (2017). https://doi.org/10.2118/185492-ms
J. Hermoso, F. Martínez-Boza, C. Gallegos, Combined effect of pressure and temperature on the viscous behaviour of all-oil drilling fluids. Oil Gas Sci. Technol. 69(7), 1283–1296 (2014). https://doi.org/10.2516/ogst/2014003
J. Hermoso, F. Martinez-Boza, C. Gallegos, Influence of viscosity modifier nature and concentration on the viscous flow behaviour of oil-based drilling fluids at high pressure. Appl. Clay. Sci. (2014). https://doi.org/10.1016/j.clay.2013.10.011
M. Choudhary et al., “Data integration helps in identifying new waterflood opportunities in western desert, onshore field,” Society of Petroleum Engineers - SPE Oil and Gas India Conference and Exhibition 2017, pp. 1–15 (2017). https://doi.org/10.2118/185387-MS
M. Wajheeuddin, M.E. Hossain, Development of an environmentally-friendly water-based mud system using natural materials. Arab. J. Sci. Eng. 43(5), 2501–2513 (2018). https://doi.org/10.1007/s13369-017-2583-2
S.M. Almudhhi, Environmental impact of disposal of oil-based mud waste in Kuwait. Pet. Sci. Technol. (2016). https://doi.org/10.1080/10916466.2015.1122630
C. Christiansen, From oil-based mud to water-based mud, in SPE health, safety and environment in oil and gas exploration and production conference. Soc. Petrol. Engineers (1991). https://doi.org/10.2118/23359-MS
F.P. Jerry et al., “Oil-Based Drilling Fluids: Are they an Environmental Risk?,” Fate and Effects of Oil in Marine Ecosystems, pp. 279–289 (1987). https://doi.org/10.1007/978-94-009-3573-0_28
E. E. Okoro, C. Ochonma, S. E. Sanni, O. M., K. C. Igwilo, and O. C. Olawole, Risk assessment of human exposure to radionuclides and heavy metals in oil-based mud samples used for drilling operation, Int J Environ Health Res, pp. 1–12, Aug. 2020, https://doi.org/10.1080/09603123.2020.1811843.
J. Seyedmohammadi, The effects of drilling fluids and environment protection from pollutants using some models. Model. Earth. Syst. Environ. (2017). https://doi.org/10.1007/s40808-017-0299-7
S. Pilgun and A. Aramelev, Environmentally compatible drilling fluids, in Society of Petroleum Engineers - SPE arctic and extreme environments conference and exhibition, AEE, 2013. https://doi.org/10.2118/166847-ms.
A. Aftab et al., Environmental friendliness and high performance of multifunctional Tween 80/ZnO-nanoparticles-added water-based drilling fluid: an experimental approach. ACS. Sustain. Chem. Eng. 8(30), 11224–11243 (2020). https://doi.org/10.1021/acssuschemeng.0c02661
A. Tehrani, S. Young, D. Gerrard, J. Fernandez, Environmentally friendly water based fluid for HT/HP drilling, in SPE international symposium on oilfield chemistry. Soc. Petrol. Engineers (2009). https://doi.org/10.2118/121783-MS
L. Wei, X. Yang, C. Xi, C. Hong, L. Yumin, L. Xueqing, Research and application of downhole blowout prevention system while drilling: a review. J. Pet. Sci. Eng. 188, 106882 (2020). https://doi.org/10.1016/j.petrol.2019.106882
E. U. Akpan, G. C. Enyi, G. Nasr, A. A. Yahaya, A. A. Ahmadu, and B. Saidu, Water-based drilling fluids for high-temperature applications and water-sensitive and dispersible shale formations, J Pet Sci Eng, 175 2018, 1028–1038. 2019, https://doi.org/10.1016/j.petrol.2019.01.002.
A. Aftab, A.R. Ismail, Z.H. Ibupoto, H. Akeiber, M.G.K. Malghani, Nanoparticles based drilling muds a solution to drill elevated temperature wells: a review. Renew. Sustain. Energy Rev. (2017). https://doi.org/10.1016/j.rser.2017.03.050
D. Kania, R. Yunus, R. Omar, S. Abdul Rashid, and B. Mohamad Jan, A review of biolubricants in drilling fluids: recent research, performance, and applications, J. Petrol. Sci. Engineering. 2015. https://doi.org/10.1016/j.petrol.2015.09.021.
S. Z. Razali, R. Yunus, S. Abdul Rashid, H. N. Lim, and B. Mohamed Jan, Review of biodegradable synthetic-based drilling fluid: progression, performance and future prospect, Renewable and Sustainable Energy Reviews. 2018. https://doi.org/10.1016/j.rser.2018.03.014.
SPE et al., Petroleum resources management system, OnePetro, 2018
B. Guo, Properties of petroleum reservoirs, in Well productivity handbook, Elsevier, 45–62. 2008. https://doi.org/10.1016/B978-1-933762-32-6.50010-7.
B. Guo, Petroleum reservoir properties, in Well productivity handbook, Elsevier, 17–51. 2019. https://doi.org/10.1016/B978-0-12-818264-2.00002-6.
N. Vedachalam, S. Srinivasalu, G. Rajendran, G.A. Ramadass, M.A. Atmanand, Review of unconventional hydrocarbon resources in major energy consuming countries and efforts in realizing natural gas hydrates as a future source of energy. J. Natural Gas Sci. Engineering. (2015). https://doi.org/10.1016/j.jngse.2015.06.008
Y. Li, D.-H. Zhou, W.-H. Wang, T.-X. Jiang, Z.-J. Xue, Development of unconventional gas and technologies adopted in China. Energy Geoscience 1(1–2), 55–68 (2020). https://doi.org/10.1016/j.engeos.2020.04.004
S. Rajput and N. K. Thakur, The road ahead and other thoughts, in Geological controls for gas hydrate formations and unconventionals, Elsevier,. 327–357. 2016. https://doi.org/10.1016/B978-0-12-802020-3.00010-2.
V.C. Kelessidis, G.E. Mpandelis, Flow patterns and minimum suspension velocity for efficient cuttings transport in horizontal and deviated wells in coiled-tubing drilling, in SPE/ICoTA coiled tubing conference and exhibition, 8–9 April, Houston. Texas. (2003). https://doi.org/10.2118/81746-MS
J. An et al., Transient cutting transport model for horizontal wells with a slim hole. Energy. Sci. Eng. 11(2), 796–810 (2023). https://doi.org/10.1002/ESE3.1363
N.B. Egenti, Understanding drill-cuttings transportation in deviated and horizontal wells, in SPE Nigeria annual international conference and exhibition. Soc. Petrol. Engineers. (2014). https://doi.org/10.2118/172835-MS
Christopher E. Brennen, Flow patterns, in Fundamentals of multiphase flow, Cambridge University Press, 127–154. 2005. https://doi.org/10.1017/CBO9780511807169.008.
S. M. Iqbal et al., Experimental evaluation of different influencing parameters on cutting transport performance (CTP) in deviated wells, Geosystems and Geoenvironment, 2(1):100110. 2023, https://doi.org/10.1016/J.GEOGEO.2022.100110.
M.M. Huque, M.A. Rahman, S. Zendehboudi, S. Butt, S. Imtiaz, Investigation of cuttings transport in a horizontal well with high-speed visualization and electrical resistance tomography technique. J Nat Gas Sci Eng 92, 103968 (2021). https://doi.org/10.1016/J.JNGSE.2021.103968
L. Xiao, H. Zhang, X. Wang, F. Zhang, Dimensionless regime mapping and modeling for particle suspension flows. Int. J. Petrol. Petrochem. Engineering. 5, 2 (2019). https://doi.org/10.20431/2454-7980.0502002
Y. NiNo, F. Lopez, M. Garcia, Threshold for particle entrainment into suspension. Sedimentology 50(2), 247–263 (2003). https://doi.org/10.1046/j.1365-3091.2003.00551.x
H. Arafa, U.S. petroleum industry’s environmental expenditures (1992–2001) API, 2003.
H. Zhou, K.I. Dismuke, N.L. Lett, G.S. Penny, Development of more environmentally friendly demulsifiers, in SPE international symposium and exhibition on formation damage control. Soc. Petrol. Engineers (2012). https://doi.org/10.2118/151852-MS
A.K. Jordan, D.J. Daulton, J.A. Cobb, T.G. Grumbles, Quantitative rankings measure oilfield chemicals environmental impacts, in SPE annual technical conference and exhibition. Soc. Petrol. Engineers (2010). https://doi.org/10.2118/135517-MS
J. Sanders, D.A. Tuck, R.J. Sherman, Are your chemical products green? - a chemical hazard scoring system, in SPE international conference on health, safety and environment in oil and gas exploration and production. Soc. Petrol. Engineers (2010). https://doi.org/10.2118/126451-MS
A. Wilcox, R. Haut, and T. Williams, Environmentally friendly drilling systems scorecard, Society of Petroleum Engineers - SPE E and P Health, Safety, Security and Environmental Conference – Americas. 685–692, 2015, https://doi.org/10.2118/173572-ms.
J. Thomsen, T.C. McAloone, Does the Ecomark label promote environmentally improved products in India and what experiences can be drawn from the Nordic Ecolabel?, in Smart Innovation. Systems and Technologies (2015). https://doi.org/10.1007/978-81-322-2229-3_11
EC, COMMISSION DECISION (EU) 2018/1702 of 8 November 2018 establishing the EU Ecolabel criteria for lubricants, Official J. Europ. Union, 2018.
Eco-mark Scheme (1996) https://cpcb.nic.in/displaypdf.php?id=ZW52aXJvbm1lbnQtcGxhbm5pbmcvZWNvLWxhYmVsL2x1YnJpY2F0aW5nX29pbHMucGRm
JEA, Certification Criteria. https://www.ecomark.jp/nintei/index_en.html
E. Commission, Documents. https://ec.europa.eu/environment/ecolabel/documents.html
S.R. Shadizadeh, S. Majidaie, M. Zoveidavianpoor, Investigation of drill cuttings reinjection: environmental management in Iranian Ahwaz oilfield. Pet. Sci. Technol. (2011). https://doi.org/10.1080/10916460903530473
E. Esosa Imarhiagbe and N. Omoregbe Obayagbona, Environmental evaluation and biodegradability of drilling waste: a case study of drill cuttings from Ologbo Oilfield Wells at Edo State, Nigeria, in Oil and gas wells, 2020. https://doi.org/10.5772/intechopen.88612.
A.R. Ismail, A.H. Alias, W.R.W. Sulaiman, M.Z. Jaafar, I. Ismail, Drilling fluid waste management in drilling for oil and gas wells. Chem. Eng. Trans. 56, 1351–1356 (2017). https://doi.org/10.3303/CET1756226
“Waste Disposal Regulations for Drilling Mud & Cuttings Technology, Cost Trends, Environmental Impact and Regional | MarketsandMarkets.” https://www.marketsandmarkets.com/Market-Reports/waste-disposal-regulations-drilling-mud-cuttings-119824692.html
O. Siddig, A.A. Mahmoud, S. Elkatatny, A review of different approaches for water-based drilling fluid filter cake removal. J Pet Sci Eng 192, 107346 (2020). https://doi.org/10.1016/j.petrol.2020.107346
A.H. Kamel, A novel mud formulation for drilling operations in the permafrost. SPE Western Region. Meeting Proceed. (2013). https://doi.org/10.2118/165335-ms
H. Hakim, A. Katende, F. Sagala, I. Ismail, H. Nsamba, Performance of polyethylene and polypropylene beads towards drill cuttings transportation in horizontal wellbore. J Pet Sci Eng 165, 962–969 (2018). https://doi.org/10.1016/j.petrol.2018.01.075
N.V. Boyou, I. Ismail, M.H. Hamzah, O.M.D. Uche, Polypropylene beads in water-based mud for cuttings transportation improvement. Chem. Eng. Trans. 63, 787–792 (2018). https://doi.org/10.3303/CET1863132
R.R. Shettigar, N.M. Misra, K. Patel, CTAB grafted PAM gel and its application in drilling fluid. J. Pet. Sci. Eng. 160, 129–135 (2018). https://doi.org/10.1016/j.petrol.2017.10.040
A.T.T. Al-Hameedi et al., Experimental investigation of environmentally friendly drilling fluid additives (mandarin peels powder) to substitute the conventional chemicals used in water-based drilling fluid. J Pet. Explor. Prod. Technol. 10(2), 407–417 (2020). https://doi.org/10.1007/s13202-019-0725-7
A.T. Al-Hameedi et al., Proposing a new biodegradable thinner and fluid loss control agent for water-based drilling fluid applications. Int. J. Environ. Sci. Technol. 17(8), 3621–3632 (2020). https://doi.org/10.1007/s13762-020-02650-y
S. Ghaderi, S.A. Haddadi, S. Davoodi, M. Arjmand, Application of sustainable saffron purple petals as an eco-friendly green additive for drilling fluids: a rheological, filtration, morphological, and corrosion inhibition study. JN Mol Liq. 315, 113707 (2020). https://doi.org/10.1016/j.molliq.2020.113707
J.O. Oseh et al., Experimental investigation of the effect of henna leaf extracts on cuttings transportation in highly deviated and horizontal wells. J. Pet. Explor. Prod. Technol. 9(3), 2387–2404 (2019). https://doi.org/10.1007/s13202-019-0631-z
J. Ramasamy, M. Amanullah, Novel fibrous lost circulation materials derived from deceased date tree waste, Society of Petroleum Engineers - SPE Kingdom of Saudi Arabia annual technical symposium and exhibition 2017, no. Economides 1998, 1503–1510 (2017). https://doi.org/10.2118/187989-ms
J. Cai, M.E. Chenevert, M.M. Sharma, J. Friedheim, Decreasing water invasion into Atoka shale using nonmodified silica nanoparticles. SPE Drill. Complet. (2012). https://doi.org/10.2118/146979-PA
M.E. Hossain, M. Wajheeuddin, The use of grass as an environmentally friendly additive in water-based drilling fluids. Pet. Sci. 13(2), 292–303 (2016). https://doi.org/10.1007/s12182-016-0083-8
A.T.T. Al-Hameedi et al., Insights into the application of new eco-friendly drilling fluid additive to improve the fluid properties in water-based drilling fluid systems. J Pet Sci Eng 183, 106424 (2019). https://doi.org/10.1016/j.petrol.2019.106424
E.B. Ekeinde, E.E. Okoro, A. Dosunmu, S. Iyuke, Optimizing aqueous drilling mud system viscosity with green additives. J. Pet. Explor. Prod. Technol. 9(1), 315–318 (2019). https://doi.org/10.1007/s13202-018-0481-0
V. Mahto, V.P. Sharma, Rheological study of a water based oil well drilling fluid. J. Pet. Sci. Eng. 45(1–2), 123–128 (2004). https://doi.org/10.1016/j.petrol.2004.03.008
V.A.V. de Oliveira, K. dos Santos Alves, A.A. da Silva-Junior, R.M. Araújo, R.C. Balaban, L. Hilliou, Testing carrageenans with different chemical structures for water-based drilling fluid application. J Mol Liq 299, 112139 (2020). https://doi.org/10.1016/j.molliq.2019.112139
S. Davoodi, A. Ramazani S.A., S. Jamshidi, and A. Fellah Jahromi, A novel field applicable mud formula with enhanced fluid loss properties in high pressure-high temperature well condition containing pistachio shell powder, J Pet Sci Eng, 2018, https://doi.org/10.1016/j.petrol.2017.12.059.
P.K. Jha, V. Mahto, V.K. Saxena, Effects of carboxymethyl cellulose and tragacanth gum on the properties of emulsion-based drilling fluids. Can. J. Chem. Eng. 93(9), 1577–1587 (2015). https://doi.org/10.1002/cjce.22259
M. Murtaza, H. M. Ahmad, X. Zhou, D. Al-Shehri, M. Mahmoud, and M. Shahzad Kamal, Okra mucilage as environment friendly and non-toxic shale swelling inhibitor in water based drilling fluids, Fuel, 320. 2022, https://doi.org/10.1016/j.fuel.2022.123868.
M. Murtaza, Z. Tariq, X. Zhou, D. Al-Shehri, M. Mahmoud, and M. S. Kamal, Okra as an environment-friendly fluid loss control additive for drilling fluids: experimental & modeling studies, J Pet Sci Eng, 204. 2021, https://doi.org/10.1016/j.petrol.2021.108743.
X. Li, G. Jiang, Y. He, G. Chen, Novel starch composite fluid loss additives and their applications in environmentally friendly water-based drilling fluids. Energy Fuels 35(3), 2506–2513 (2021). https://doi.org/10.1021/acs.energyfuels.0c03258
G. Zhou, Z. Qiu, H. Zhong, X. Zhao, X. Kong, Study of Environmentally friendly wild Jujube pit powder as a water-based drilling fluid additive. ACS. Omega. 6(2), 1436–1444 (2021). https://doi.org/10.1021/acsomega.0c05108
S. Davoodi, A. Ramazani, V. Rukavishnikov, K. Minaev, Insights into application of acorn shell powder in drilling fluid as environmentally friendly additive: filtration and rheology. Int. J. Environ. Sci. Technol. 18(4), 835–848 (2021). https://doi.org/10.1007/s13762-020-02880-0
J. Sun et al., Environmentally friendly and salt-responsive polymer brush based on lignin nanoparticle as fluid-loss additive in water-based drilling fluids, Colloids Surf A Physicochem Eng Asp, 621. 2021, https://doi.org/10.1016/j.colsurfa.2021.126482.
X. Gao, H. Y. Zhong, X. Bin Zhang, A. L. Chen, Z. S. Qiu, and W. A. Huang, Application of sustainable basil seed as an eco-friendly multifunctional additive for water-based drilling fluids, Pet Sci, 18(4):1163–1181, 2021, https://doi.org/10.1016/j.petsci.2021.05.005.
M. Bagum, J. M. Ahammad, T. Husain, and M. E. Hossain, An experimental study to develop an environmental friendly mud additive of drilling fluid using Aloe vera, J Pet Sci Eng, 211. 2022, https://doi.org/10.1016/j.petrol.2022.110135.
A.T. Al-Hameedi, H.H. Alkinani, S. Dunn-Norman, Development of high-performance water-based drilling fluid using biodegradable eco-friendly additive (peanut shells). Int. J. Environ. Sci. Technol. 19(6), 4959–4970 (2022). https://doi.org/10.1007/s13762-021-03472-2
C. Apostolidou, E. Sarris, and A. Georgakopoulos, Dynamic thermal aging of water-based drilling fluids with different types of low-rank coals as environmental friendly shear thinning additives, J Pet Sci Eng. 208. 2022, https://doi.org/10.1016/j.petrol.2021.109758.
Ifeanyi, Ikpeseni, M. C. Ogbue, Ekpu M, Edomwonyi-Otu, “Preliminary Investigation of African Oil Bean Husk as a Feasible Fluid-Loss Control Agent in Drilling Muds,” J. Sci. Technol Res. 5(1), 2023–218 (2023). https://doi.org/10.5281/zenodo.7744156
M.H. Rasool, M. Ahmad, M. Ayoub, M.A. Abbas, A novel ascorbic acid based natural deep eutectic solvent as a drilling mud additive for shale stabilization. Processes. 11 1135:11, 4, 1135 (2023). https://doi.org/10.3390/PR11041135
R.G. Bland, G.A. Mullen, Y.N. Gonzalez, F.E. Harvey, M.L. Pless, HPHT drilling fluid challenges, in IADC/SPE Asia Pacific drilling technology conference and exhibition. Soc. Petrol. Engineers (2006). https://doi.org/10.2118/103731-MS
M. Amani, M. Al-Jubouri, A. Shadravan, Comparative study of using oil-based mud versus water-based mud in HPHT fields. Adv. Petrol. Explor. Develop. (2012). https://doi.org/10.3968/j.aped.1925543820120402.987
“(PDF) The Application of Biodiesel as an Environmental Friendly Drilling Fluid to Drill Oil and Gas Wells.” https://www.researchgate.net/publication/316555416_The_Application_of_Biodiesel_as_an_Environmental_Friendly_Drilling_Fluid_to_Drill_Oil_and_Gas_Wells
A.A. Sulaimon, B.J. Adeyemi, M. Rahimi, Performance enhancement of selected vegetable oil as base fluid for drilling HPHT formation. J Pet Sci Eng (2017). https://doi.org/10.1016/j.petrol.2017.02.006
W. Li et al., An investigation on environmentally friendly biodiesel-based invert emulsion drilling fluid. J. Pet. Explor. Prod. Technol.K (2016). https://doi.org/10.1007/s13202-015-0205-7
J.O. Oseh et al., Investigating almond seed oil as potential biodiesel-based drilling mud. J. Pet. Sci. Eng. (2019). https://doi.org/10.1016/j.petrol.2019.106201
S. Jinsheng, H. Xianbin, J. Guancheng, L. Kaihe, L. Jingping, D. Zhiwen, Development of key additives for organoclay-free oil-based drilling mud and system performance evaluation. Pet. Explor. Dev. 45(4), 764–769 (2018). https://doi.org/10.1016/S1876-3804(18)30079-X
W. Li et al., Novel modified rectorite provides reliable rheology and suspendability for biodiesel based drilling fluid, in SPE/IADC Middle East drilling technology conference and exhibition. Soc. Petrol. Engineers. (2018). https://doi.org/10.2118/189310-MS
B.K. Paswan, R. Jain, S.K. Sharma, V. Mahto, V.P. Sharma, Development of Jatropha oil-in-water emulsion drilling mud system. J Pet Sci Eng 144, 10–18 (2016). https://doi.org/10.1016/j.petrol.2016.03.002
M. Khodja, H. Debih, H. Lebtahi, M.B. Amish, New HTHP fluid loss control agent for oil-based drilling fluid from pharmaceutical waste. Clean. Eng. Technol. 8, 100476 (2022). https://doi.org/10.1016/J.CLET.2022.100476
L. Rong, A. Santra, G. Ross, and R. C. Advincula, Polymer grafted graphene via atom transfer radical polymerization (ATRP): a rheology improver in oil-based drilling fluids, MRS Commun, 1–6, 2023, https://doi.org/10.1557/S43579-023-00354-1/FIGURES/4.
L. B. Pereira, C. M. S. Sad, E. V. R. Castro, P. R. Filgueiras, and V. Lacerda, Environmental impacts related to drilling fluid waste and treatment methods: a critical review, Fuel, 310. 2022, https://doi.org/10.1016/J.FUEL.2021.122301.
J. Seyedmohammadi, The effects of drilling fluids and environment protection from pollutants using some models. Model. Earth. Syst. Environ. 3(1), 1–14 (2017). https://doi.org/10.1007/S40808-017-0299-7/TABLES/1
X. Zhao, D. Li, H. Zhu, J. Ma, Y. An, Advanced developments in environmentally friendly lubricants for water-based drilling fluid: a review. RSC Adv 12(35), 22853–22868 (2022). https://doi.org/10.1039/D2RA03888A
B. Borah, B.M. Das, A review on applications of bio-products employed in drilling fluids to minimize environmental footprint. Environ. Challenges 6, 100411 (2022). https://doi.org/10.1016/J.ENVC.2021.100411
H. R. Melton et al., Environmental aspects of the use and disposal of non aqueous drilling fluids associated with offshore oil & gas operations, SPE international conference on health, safety and environment in oil and gas exploration and production, 2004, https://doi.org/10.2118/86696-MS.
S. Yang, X. Wang, Y. Pan, Q. Zhan, L.E. Yvan, Environmentally friendly drilling fluid lubricant: a review. Ind. Eng. Chem. Res. (2023). https://doi.org/10.1021/ACS.IECR.3C00767
C. Cui et al., Utilization of oil-based drilling cuttings as asphalt pavement surface: study on the mechanical characteristics and long-term environmental impact. Environ. Technol Innov. 30, 103052 (2023). https://doi.org/10.1016/J.ETI.2023.103052
M.A. Hatefi, H.R. Balilehvand, Risk assessment of oil and gas drilling operation: an empirical case using a hybrid GROC-VIMUN-modified FMEA method. Process. Saf. Environ. Prot. 170, 392–402 (2023). https://doi.org/10.1016/J.PSEP.2022.12.006
J. Yang, J. Sun, R. Wang, and Y. Qu, Treatment of drilling fluid waste during oil and gas drilling: a review, Environmental science and pollution research 30:8. 30(8). 19662–19682. 2023, https://doi.org/10.1007/S11356-022-25114-X.
T. Li, J. Li, J. Cao, J. Wang, C. Gong, Y. Deng, Risk mitigation strategy improves drilling performance with geomechanical modelling in horizontal wells (2023). https://doi.org/10.2523/IPTC-22855-MS
A. T. T. Al-Hameedi, H. H. Alkinani, S. Dunn-Norman, H. W. Albazzaz, and M. M. Alkhamis, Insights into eco-friendly and conventional drilling additives: applications, cost analysis, health, safety, and environmental considerations, in Society of Petroleum Engineers - SPE Symposium: Asia Pacific Health, safety, security, environment and social responsibility, 2019. https://doi.org/10.2118/195398-ms.
F. H. Ballen, E. Evans, J. Crane, and A. Singh, Sample profitability and cost estimates of producing sweet flavored Carambola (Averrhoa carambola) in South Florida., EDIS, 2020, https://doi.org/10.32473/edis-fe1079-2020.
A. Moslemizadeh, S.R. Shadizadeh, A natural dye in water-based drilling fluids: swelling inhibitive characteristic and side effects. Petroleum 3(3), 355–366 (2017). https://doi.org/10.1016/j.petlm.2016.08.007
O.E. Agwu, J.U. Akpabio, Using agro-waste materials as possible filter loss control agents in drilling muds: a review. J. Petrol. Sci. Eng. (2018). https://doi.org/10.1016/j.petrol.2018.01.009
M.C. Li et al., Cellulose Nanocrystals and polyanionic cellulose as additives in bentonite water-based drilling fluids: rheological modeling and filtration mechanisms. Ind Eng Chem Res (2016). https://doi.org/10.1021/acs.iecr.5b03510
R.C.S. Da Luz, F.P. Fagundes, R.D.C. Balaban, Water-based drilling fluids: the contribution of xanthan gum and carboxymethylcellulose on filtration control. Chem. Pap. (2017). https://doi.org/10.1007/s11696-017-0231-7
H. Zhong et al., Formulation and evaluation of β-cyclodextrin polymer microspheres for improved HTHP filtration control in water-based drilling fluids. J. Mol. Liq. (2020). https://doi.org/10.1016/j.molliq.2020.113549
C. Godwin Jacob and B. Bari-Agara, Evaluation of corn cob cellulose and its suitability for drilling mud formulation. J. Engineering Res. App. 4(5):112-117, 2014
A.N. Okon, F.D. Udoh, P.G. Bassey, Evaluation of rice husk as fluid loss control additive in water-based drilling mud, in SPE Nigeria annual international conference and exhibition. Soc. Petrol. Engineers (2014). https://doi.org/10.2118/172379-MS
A.O. Gbadamosi, R. Junin, Y. Abdalla, A. Agi, J.O. Oseh, Experimental investigation of the effects of silica nanoparticle on hole cleaning efficiency of water-based drilling mud. J. Pet. Sc.i Eng. 172, 1226–1234 (2019). https://doi.org/10.1016/j.petrol.2018.09.097
M.M. Al-Rubaii, R.N. Gajbhiye, A. Al-Yami, M. Alshalan, M.B. Al-Awami, Automated evaluation of hole cleaning efficiency while drilling improves rate of penetration, in International petroleum technology conference, Dhahran. Kingdom of Saudi Arabia: Int. Petrol. Technol. Confer. (2020). https://doi.org/10.2523/IPTC-19809-MS
M. Rasi, Hole cleaning in large, high-angle wellbores, in IADC/SPE drilling conference, Dallas, Texas: Society of Petroleum Engineers, 1994. https://doi.org/10.2118/27464-MS.
A. Saasen and G. Løklingholm, The effect of drilling fluid rheological properties on hole cleaning, in ADC/SPE Drilling conference, Society of Petroleum Engineers. 1–5. 2002. https://doi.org/10.2118/74558-ms.
H. H. Alkinani, A. T. T. Al-Hameedi, S. Dunn-Norman, M. A. Al-Alwani, D. L. Missouri, and W. H. Al-Bazzaz, Application of descriptive data analytics: how to properly select the best ranges of viscosity and flow rate for optimal hole cleaning?, SPE Eastern Regional Meeting, 2019, https://doi.org/10.2118/196597-MS.
H. Movahedi, M. Farahani, and S. (2016) Jamshidi, Application of hydrated basil seeds (HBS) as the herbal fiber on hole cleaning and filtration control, J. Pet. Sci. Eng. 152:212–228. 2017, https://doi.org/10.1016/j.petrol.2017.02.014.
A.T.T. Al-Hameedi et al., Laboratory study of environmentally friendly drilling fluid additives banana peel powder for modifying the drilling fluid characteristics in water-based muds, in International Petroleum Technology Conference. Int. Petrol. Technol. Conference. (2020). https://doi.org/10.2523/IPTC-19964-MS
A.M. Alsabagh, M.I. Abdou, H.E. Ahmed, A.A. Khalil, A.A. Aboulrous, Evaluation of some natural water-insoluble cellulosic material as lost circulation control additives in water-based drilling fluid. Egypt. J. Pet. 24(4), 461–468 (2015). https://doi.org/10.1016/j.ejpe.2015.06.004
A.T.T. Al-Hameedi et al., Environmental friendly drilling fluid additives: can food waste products be used as thinners and fluid loss control agents for drilling fluid?, in SPE Symposium: Asia Pacific health, safety, security, environment and social responsibility. Soc. Petrol Engineers. (2019). https://doi.org/10.2118/195410-MS
A.T.T. Al-Hameedi et al., Laboratory study of environmentally friendly drilling fluid additives to be used a thinner in water-based muds, in Abu Dhabi International petroleum exhibition & conference. Soc. Petrol. Engineers (2019). https://doi.org/10.2118/197846-MS
A. Salmachi, P. Talemi, Z.Y. Tooski, Psyllium husk in water-based drilling fluids: an environmentally friendly viscosity and filtration agent, in Abu Dhabi International petroleum exhibition & conference. Soc. Petrol. Engineers (2016). https://doi.org/10.2118/183308-MS
Acknowledgements
Open Access funding is provided by the Qatar National Library.
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Mahmoud, H., Mohammed, A.A.A., Nasser, M. et al. Green drilling fluid additives for a sustainable hole-cleaning performance: a comprehensive review. emergent mater. 7, 387–402 (2024). https://doi.org/10.1007/s42247-023-00524-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s42247-023-00524-w