
Abstract
Herein, an anticorrosive and hydrophobic surface for Ti–6Al–4V was prepared through one-step anodic etching. The results showed that wettability was adjusted by current density and etching time. In particular, the maximum water contact angle (WCA) reached ~ 160.9° at a current density of 0.25 A cm−2 for 420 s. Energy dispersive spectroscopy and X-ray photoelectron spectroscopy showed the existence of spontaneous surface passivation, which was also verified by Tafel curves. In addition, Ecorr and icorr exhibited good anticorrosion properties on the surface of the Ti–6Al–4V after anodic etching. Furthermore, the change in surface adhesion was consistent with the change in the WCA after anodic etching. In conclusion, the one-step anodic etching can provide a convenient way to realize anticorrosion and superhydrophobic Ti–6Al–4V surface.
Highlights
-
1.
A superhydrophobic surface can be formed on Ti–6Al–4V substrate through one-step anodic etching. The maximum WCA of the surface reached ~ 160.9°.
-
2.
The change tendency of the adhesive force is contrary to that of the WCA.
-
3.
The large area and low-cost anticorrosive property of Ti–6Al–4V can be adjusted by current density.
Similar content being viewed by others
Explore related subjects
Find the latest articles, discoveries, and news in related topics.Avoid common mistakes on your manuscript.
1 Introduction
In the past two decades, microstructural superhydrophobic and anticorrosion properties for the surfaces of metals and alloys have attracted extensive attention in industry and science. Owing to their excellent corrosion resistance, high mechanical strength, strong heat resistance, and good biocompatibility, titanium and titanium alloys are widely used in marine [1], aerospace [2], and medical equipment [3]. Several techniques have been explored to achieve superhydrophobicity and anticorrosive in microstructures on metals and alloy surfaces, such as direct laser writing [4,5,6,7], laser interference lithography and ion beam etching [8], layer-by-layer self-assembly [9, 10], high-speed wire electrical discharge machining [10, 11], electrical discharge machining and chemical etching [12], anodic/chemical etching [13,14,15,16,17,18], and electrodeposition [19,20,21,22,23]. Anodic etching is more prevalently adopted than these methods due to its unique advantages for fabricating superhydrophobic surfaces on metals and alloys. Such advantages include large-area, simplicity, and efficiency. The correlation between microstructures and electrochemical parameters is the most important scientific problem encountered in optimizing anodic etching techniques [13, 16,17,18].
The preparation of superhydrophobic surfaces by anodic etching involves two steps: the first step is to cover a rough surface with micro/nanostructures. The second is to decrease surface energy through chemical modification. For example, durable superhydrophobic Zn/ZnO/TiO2 surfaces with dendritic structures were prepared on Ti–6Al–4V substrate through anodic etching, electrodeposition, and annealing; the water contact angle (WCA) reached ~ 160° and rolling angle was less than 1° [24]. A superhydrophobic, durable, and abrasion-resistant surface was synthesized on Ti–6Al–4V substrate by anodic etching and modification [14]. The surface exhibited a contact angle of 158.8° ± 1.9° and a tilt angle of 5.3° ± 1.1°. In addition, chemical reagents, such as (heptadecafluoro-1,1,2,2-tetrahydrodecyl) trichlorosilane, hexadecyltriethoxysilane [25], ethanolic stearic acid [26], and compound chemicals (MnCl2·4H2O:C16H32O2 ≈ 1:2.6 wt%) [27], were used to reduce surface energy and improve surface wettability. Furthermore, the pitting corrosion of titanium easily forms on oxide films in bromine ion solution [28]. Nevertheless, chemical reagents are prone to causing environmental pollution. Therefore, exploring a novel method to prepare superhydrophobic (WCA ≥ 150°) surfaces on titanium and titanium alloys without surface modification is necessary.
In this work, a superhydrophobic and anticorrosive surface was fabricated on Ti–6Al–4V through anodic etching in a mixed solution of NaBr and KCl. Anodic etching was conducted by changing the current densities and times. A scanning electron microscope (SEM) was used to observe the surface morphology after anodic etching. X-ray photoelectron spectroscopy (XPS) and energy dispersive spectroscopy (EDS) were used to investigate the composition and distribution of elements on the surface. A drop shape analyzer was employed to measure the water contact angle on the surface after anodic etching. In addition, anticorrosive properties were investigated in 3.5 wt% NaCl aqueous solution [11, 15] by using an electrochemical workstation. The results showed that the one-step anodic etching is an effective way to realize the superhydrophobic and anticorrosive surface for Ti–6Al–4V.
2 Experimental Details
2.1 Fabrication of Superhydrophobic Ti–6Al–4V Alloy Surfaces
Ti–6Al–4V substrate was treated by using a polishing machine. Prior to anodic etching, the Ti–6Al–4V substrate was ultrasonically cleaned in acetone (99%), ethanol (99%), and deionized water for 5 min, repeating three times. The Ti–6Al–4V substrate was sealed with paraffin, and an exposed surface with dimensions of 1 cm × 1 cm was treated through anodic etching.
Anodic etching was conducted by using a typical three-electrode model, i.e., the Ti–6Al–4V substrate, platinum electrode, and saturated calomel electrode (SCE) were used as working electrode (WE), counter electrode (CE), and reference electrode (RE), respectively. The distance between the WE and CE was 10 mm. In addition, the mixed electrolyte solution contained 15 wt% potassium chloride (KCl) and 15 wt% sodium bromide (NaBr). The experiments were carried out at a constant current density (i = 0.20, 0.25, 0.30, and 0.35 A cm−2). The reaction was performed for different durations (t = 300, 360, 420, 480, and 540 s). Subsequently, the samples were ultrasonically cleaned in acetone, ethanol, and deionized water for 5 min three times. Finally, the samples were dried in an oven at 60 °C for 2 h.
2.2 Surface Characterization
The surface morphologies were observed using a scanning electron microscope (SEM, FEI Quant FEG 250). The chemical composition and valency of the surface were investigated using EDS (INCA Energy, Oxford 135 Ins) and XPS (Escalab 250Xi, Thermo Fisher Scientific). Furthermore, the Krüss drop shape analyzer (DSA 100, Germany Cruise) was used to measure the WCAs at room temperature (~ 24 °C). The droplet volume was 2 μL, and WCAs were recorded at different positions for each sample.
The microdisplacement platform (L-310, PI, Germany) and the balance (TP-214, Denver Instrument, USA) were adopted to measure the adhesion of these hydrophobic surfaces as shown in Fig. S1. Before the experiment, the sample was placed on balance, adjusting the sight to zero. A ring with a diameter of 1.5 mm at the terminal of the metal wire (Diameter of 1 mm) was connected to the micro-displacement platform. A microinjector was used to inject deionized water 5 μL into the metal ring. The microdisplacement platform was descended to control the height of the droplet. Then, the ascent rate of the micro-displacement platform was 0.1 mm s−1.
2.3 Electrochemical Characterization
The anticorrosive properties of the superhydrophobic surfaces in 3.5 wt% NaCl solution were also researched by an electrochemical workstation (Potentiostat A4000, Princeton Applied Research, USA) [11, 15]. The samples were paraffin encapsulated and only left a 10 mm × 10 mm surface. The corrosion behaviors were analyzed from the polarization curves.
3 Results and Discussion
3.1 Wettability
Figure 1 shows the SEM image of the morphology and WCAs of the Ti–6Al–4V before and after anodic etching. The surface of surface of the polished Ti–6Al–4V substrate was smooth, as shown in Fig. 1a, and the WCA reached about 92° in inset in Fig. 1a, exhibiting a weak hydrophobicity. For another, a lot of microstructures and nanopores were distributed on the surface after anodic etching in the mixed solution of 15 wt%, potassium chloride (KCl) and 15 wt% sodium bromide (NaBr) at current density 0.25 A cm−2 for 420 s, as shown in Fig. 1b, and the WCA reached 160.9° as shown in the inset, exhibiting the superhydrophobicity. These microstructures and nanopores contributed to the superhydrophobic properties [4, 5, 8, 10, 13].

SEM image of surface morphology and optical image of contact angle (inset) of Ti–6Al–4V alloy: a polished and b after anodic etching
Figure 2 shows the WCAs on the surface of Ti–6Al–4V after anodic etching at different etching times (300, 360, 420, 480, and 540 s) and current densities (0.20, 0.25, 0.30, and 0.35 A cm−2). Figure 2a shows the optical images of the WCAs on the surfaces. We noticed that all samples were hydrophobic, and a few arrived at the superhydrophobicity. The minimum WCA was 116.0° larger than the WCA 96.5° on commercial Ti–6Al–4V substrate [14] and the WCA 92° after the polishing process in this work, and the maximum WCA arrived at 160.9°. Moreover, the WCAs were close to or over 150° after anodic etching at 0.25 A cm−2, indicating that superhydrophobicity was easily realized at this condition. Figure 2b depicts the variation of the WCAs with etching time and current density. From curves 1–4 in Fig. 2b, the etching time had a negligible effect on the WCAs at the current densities 0.20–0.30 A cm−2. Nevertheless, the superhydrophobicity was also shown after anodic etching for 540 s at the current density 0.30 A cm−2 (see curve 3). In addition, curve 4 of the WCAs showed a nonlinear increase at the current densities 0.35 A cm−2. These phenomena were due to the weak controllability in the electrochemical system, resulting in some errors in the WCA. However, the optimal current density may be approximately 0.25 A cm 2 to fabricate the superhydrophobic surface for Ti–6Al–4V substrate by one-step anodic etching.

a WCAs after anodic etching obtained at constant current densities 0.20–0.35 A cm−2 for 300 − 540 s. b Change of the WCAs with increasing the current densities and etching times
3.2 Analysis of EDS and XPS
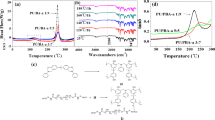
EDS and XPS were conducted on the local region of the microstructure, as shown in Figs. 3 and 4, respectively, to reveal the distribution of elements after anodic etching. Figure 3a shows that the main elements on the surface are composed of Ti, Al, V, and O. Figures 3b, c, and f show that the distribution of the Al and O elements were in agreement with the topography of the surface, indicating that aluminum oxide might exist mainly on the surface. In addition, Figs. 3d and e show that Ti and V elements are distributed on the surface of the whole region. Nevertheless, the intensity of Ti was higher than that of V in Fig. 3a. This finding is in accordance with the distribution of the elements for the Ti–6Al–4V substrate [16,17,18]. Furthermore, the valence states of O and Ti on the superhydrophobic surface are presented in Fig. 4. The XPS spectrum of O 1 s is exhibited in Fig. 4a. In addition to surface oxygen defects, H–O and Ti–O bonds were present on the surface layer. Nevertheless, the intensity of H–O bonds was weaker than that of Ti–O. The existence of the H–O bonds might contribute to the adsorption of water molecules. Figure 4b shows that Ti4+ predominated, verifying the presence of TiO2 [29,30,31]. Meanwhile, Fig. 4b also reveals the presence of a minor amount of Ti3+ species on the surface, which could be ascribed to Ti2O3 that resulted from the incomplete oxidation of Ti element. These results indicated that the surface was mainly covered by the composite with TiO2 [32, 33].

EDS mapping of the superhydrophobic surface. a Surface elemental analysis, b SEM image of a selective area, element distribution of c aluminum, d titanium, e vanadium, and f oxygen

XPS spectra for O 1s and Ti 2p of the Ti–6Al–4V surface after anodic etching
3.3 SEM Surface Morphology
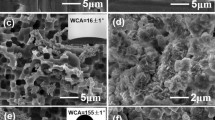
Figure 5 showed the SEM images with micro/nanostructures and nanopores on the surfaces etched at 0.25 A cm−2 for 300 and 480 s. Figures 5a and b show the presence of some irregular microscale structures on the surfaces. Moreover, numerous irregular and nanopore structures were found on the surfaces. Furthermore, the irregular microscale structures reduced (Fig. 5b), and nanostructures and nanopores increased after anodic etching for 420 s. These nanostructures and pores might provide the surface with resistance to water droplet infiltration [34,35,36], resulting in the change of the WCA, as shown in Fig. 2a. The roughness of the whole surface might have an effect on wettability [32, 37, 38].

SEM images of microstructure surfaces etched at 0.25 A cm−2 for a 300 s and b 480 s
3.4 Surface Adhesions
To investigate the influence on the adhesiveness of the surface by the wettability, adhesive force was also tested by using a balance and microdisplacement platform (Fig. S1). The change in the adhesive forces is also illustrated in Fig. 6. Curves 1–4 in Fig. 6 illustrate that the adhesive force initially decreased and then slightly fluctuated with etching time. This change was inversely related to the change in WCAs (Fig. 4). In addition, the minimum adhesive force reached approximately 130.9 ± 6.1 mN (Fig. 6, curve 2). This change corresponded to the maximum WCA of 160.9° (Fig. 4a), which was obtained through anodic etching at 0.25 A cm−2 for 420 s. The low adhesive forces between ~ 130 and ~ 145 mN concentrated in the marked oval area in Fig. 6. Furthermore, adhesive forces were less than 225 mN, indicating that one-step anodic etching can reduce surface adhesiveness.

Change in the adhesion forces of hydrophobic and superhydrophobic surfaces at different current densities and etching times
3.5 Anticorrosive Property
The anticorrosive behaviors of hydrophobic and superhydrophobic surfaces were also examined in this work. Figure 7 presents the Tafel curves of Ti–6Al–4V etched in 3.5 wt% NaCl electrolyte. The passive current densities in the Tafel curve are important for evaluating the anticorrosive properties of metals, especially passive metals [29, 30, 34]. The transition between activation and passivation was not obvious for almost all samples (Fig. 7). These potentials could maintain a low current density over a wide range, as shown in Figs. 7a–c, indicating that spontaneous passivation occurred with low current density [32]. However, passivation disappeared when the sample was etched at the high current density of 0.35 A cm−2, as shown in Fig. 7d. Meanwhile, the current density of the passivation reached ~ 1.23 × 10−8 to 2.88 × 10−8 A cm−2 and ~ 1.45 × 10−8 to 5.01 × 10−8 A cm−2 (Fig. 7b) when anodic etching was performed at 0.25 A cm−2 for 360 and 420 s. The passivated current densities were about one to two orders of magnitude higher than those in Figs. 7a and c, indicating that good anticorrosive property was obtained after one-step anodic etching [16,17,18].

Polarization curves of the hydrophobic and superhydrophobic surfaces for different reaction times (300, 360, 420, 480, and 540 s) at the current densities a 0.20 A cm−2, b 0.25 A cm−2, c 0.30 A cm−2, and d 0.35 A cm−2
Corrosion potential (Ecorr) and corrosion current density (icorr) are key parameters for evaluating the corrosion properties of metal and alloy [39]. They are shown in Table 1 and were obtained on the basis of the Tafel curves shown in Fig. 7. In fact, the extrapolation of these Tafel curves of load transfer controlled corrosion involved these icorr and Ecorr. The curves of Ecorr and corrosion current densities (icorr (\(\text{lg}\left|{i}\right|\))) were formed with etching times, as shown in Fig. 8 on the basis of the data in Table 1. All Ecorr (obtained at 0.35 A cm−2) were larger than the Ecorr of the treated sample (− 0.3929 V, also see Fig. S2) and others in Fig. 8a from curves 1–4. The maximum Ecorr reached ~ 0.5109 V in curve 4 (the sample obtained at 0.35 A cm−2 for 420 s) and had increased by 230% compared with the Ecorr (− 0.3929 V) of the untreated sample. The high corrosion potential is beneficial for enhancing the anticorrosive property [40]. We could also see that almost icorr (obtained at 0.25, 0.30, and 0.35 A cm−2) were less than the icorr (\(\text{lg}\left|{i}\right|\)= − 6.0949 A cm−2; i = ~ 8.04 × 10−7 A cm−2, see Fig. S2) untreated sample (also in Table 1) in Fig. 8b from curves 1–4. The data of the Ecorr and icorr show that one-step anodic etching is an effective strategy for increasing the anticorrosiveness of Ti–6Al–4V.

Corrosion potential (Ecorr) and current densities (\(i\) corr, Log \(\left|{i}\right|\)) in 3.5 wt% NaCl aqueous solution: a curves of Ecorr (V) and b \(i\) corr (A cm−2)
4 Summary
An anticorrosive superhydrophobic surface was directly prepared on Ti–6Al–4V through one-step anodic etching. The WCAs showed that superhydrophobicity could be easily obtained through one-step anodic etching at a current density from ~ 0.25 to ~ 0.30 A cm−2. Furthermore, the maximum WCA could reach 160.9° after anodic etching for ~ 420 s. Furthermore, EDS and XPS characterizations revealed that the metal oxide film on the surface was the main component of TiO2, indicating that spontaneous passivation occurred. Moreover, corrosion potentials and corrosion current densities showed that the anticorrosive property could be simultaneously realized through one-step anodic etching. Although the passivated potential disappeared at a current density of ~ 0.35 A cm−2, the corrosion potential increased. This effect could also enhance the anticorrosive property. In summary, one-step anodic etching is an effective way to confer superhydrophobicity and anticorrosiveness to Ti–6Al–4V.
Availability of Data and Materials
The authors declare that all data supporting the findings of this study are available within the article.
References
Gurrappa I (2003) Characterization of titanium alloy Ti–6Al–4V for chemical, marine and industrial applications. Mater Charact 51(2–3):131–139. https://doi.org/10.1016/j.matchar.2003.10.006
Park KH, Suhaimi MA, Yang GD, Lee DY, Lee SW, Kwon P (2017) Milling of titanium alloy with cryogenic cooling and minimum quantity lubrication (MQL). Int J Precis Eng Manuf 18(1):5–14. https://doi.org/10.1007/s12541-017-0001-z
Besinis A, Hadi SD, Le HR, Tredwin C, Handy RD (2017) Antibacterial activity and biofilm inhibition by surface modified titanium alloy medical implants following application of silver, titanium dioxide and hydroxyapatite nanocoatings. Nanotoxicology 11(3):327–338. https://doi.org/10.1080/17435390.2017.1299890
Tuo YJ, Zhang HF, Rong WT, Jiang SY, Chen WP, Liu XW (2019) Drag reduction of anisotropic super-hydrophobic surfaces prepared by laser etching. Langmuir 35(34):11016–11022. https://doi.org/10.1021/acs.langmuir.9b01040
Lian ZX, Xu JK, Yu ZJ, Yu P, Yu HD (2019) A simple two-step approach for the fabrication of bio-inspired superhydrophobic and anisotropic wetting surfaces having corrosion resistance. J Alloy Compd 793:326–335. https://doi.org/10.1016/j.jallcom.2019.04.169
Li XY, Jiang Y, Tan XY, Zhang ZH, Jiang ZH, Lian JS, Wen C, Ren LQ (2022) Superhydrophobic brass surfaces with tunable water adhesion fabricated by laser texturing followed by heat treatment and their anti-corrosion ability. Appl Surf Sci 575:151596. https://doi.org/10.1016/j.apsusc.2021.151596
Li XY, Su HQ, Li H, Tan X, Lin X, Wu YH, Xiong XL, Li ZG, Jiang LH, Xiao T, Chen WF, Tan XY (2023) Photothermal superhydrophobic surface with good corrosion resistance, anti-/de-icing property and mechanical robustness fabricated via multiple-pulse laser ablation. Appl Surf Sci 646:158944. https://doi.org/10.1016/j.apsusc.2023.158944
Dong LT, Zhang ZA, Ding R, Wang L, Liu MN, Weng ZK, Wang ZB, Li DY (2019) Controllable super-hydrophobic surfaces with tunable adhesion fabricated by laser interference lithography. Surf Coat Technol 372:434–441. https://doi.org/10.1016/j.surfcoat.2019.05.039
Fleming RA, Zou M (2013) Silica nanoparticle-based films on titanium substrates with long-term superhydrophilic and super-hydrophobic stability. Appl Surf Sci 280:820–827. https://doi.org/10.1016/j.apsusc.2013.05.068
Rahmawan Y, Xu L, Yang S (2013) Self-assembly of nanostructures towards transparent, super-hydrophobic surfaces. J Mater Chem A 1(9):2955–2969. https://doi.org/10.1039/c2ta00288d
Qiu RX, Li JW, Wang CY, Xiao FJ, Cao W, Wu ZL (2023) Anti-corrosion properties of array-structured superhydrophobic surfaces. J Mater Eng Perform 33(4):1786–1796. https://doi.org/10.1007/s11665-023-08118-7
Dong SL, Wang ZL, An LB, Li YG, Wang BZ, Ji HC, Wang H (2020) Facile fabrication of a super-hydrophobic surface with robust micro-/nanoscale hierarchical structures on titanium substrate. Nanomaterials 10(8):1509. https://doi.org/10.3390/nano10081509
Song JL, Xu WJ, Lu Y (2012) One-step electrochemical machining of super-hydrophobic surfaces on aluminum substrates. J Mater Sci 47(1):162–168. https://doi.org/10.1007/s10853-011-5783-2
Gao YZ, Sun YW, Guo DM (2014) Facile fabrication of super-hydrophobic surfaces with low roughness on Ti–6Al–4V substrates via anodization. Appl Surf Sci 314:754–759. https://doi.org/10.1016/j.apsusc.2014.07.059
Chen XT, Wang P, Zhang D, Ou JF (2022) Effect of surface nanostructure on enhanced atmospheric corrosion resistance of a superhydrophobic surface. Colloids Surf A 647:129058. https://doi.org/10.1016/j.colsurfa.2022.129058
Sun YW, Wang LL, Gao YZ, Guo DM (2015) Preparation of stable superamphiphobic surfaces on Ti–6Al–4V substrates by one-step anodization. Appl Surf Sci 324:825–830. https://doi.org/10.1016/j.apsusc.2014.11.047
Allal N, Bourahla A, Benharcha F, Abdi A, Bekkar Z, Djeloul S, Trari M (2022) Anodizing parameters optimization of Ti–6Al–4V titanium alloy using response surface methodology. J Indian Chem Soc 99(6):100470. https://doi.org/10.1016/j.jics.2022.100470
Marion S, Lenci M, Galipaud J, Minfray C, Fridrici V, Faucheu J, Charrière R (2024) Influence of the crystallographic orientations of Ti–6Al–4V substrate on the morphology and optical properties of oxide thin films obtained by anodizing. Surf Interfaces 47:104193. https://doi.org/10.1016/j.surfin.2024.10
Zhao EL, Li YQ, Gao LG, Yang SZ, Ma TL (2017) Anti-corrosion properties of a bioinspired superhydrophobic surface on stainless steel. Int J Electrochem Sci 12(10):9855–9864. https://doi.org/10.20964/2017.10.23
Wang YJ, Zhao WJ, Wu YH, Liu G, Wu XD (2018) Micro/nano-structures transition and electrochemical response of Ti–6Al–4V alloy in simulated seawater. Surf Topogr Metrol Prop 6(3):034009. https://doi.org/10.1088/2051-672X/aac785
Wang P, Zhang D, Qiu R (2011) Extreme wettability due to dendritic copper nanostructure via electrodeposition. Appl Surf Sci 257(20):8438–8442. https://doi.org/10.1016/j.apsusc.2011.04.126
Zou ZQ, Xu JK, Ren WF (2023) Novel hollow re-entrant structures improving hydrophobicity of metal surfaces. Nanomanuf Metrol 6(12):1–10. https://doi.org/10.1007/s41871-023-00192-8
Yaghoubi M, Ahmadi NP, Yazdani S (2024) Fabrication of robust superhydrophobic zinc-coated steel with anti-corrosion and self-cleaning behavior through a simple nickel galvanic replacement reaction. Colloids Surf A 686:133341. https://doi.org/10.1016/j.colsurfa.2024.133341
He G, Lu SX, Xu WG, Yu TL, Li JY, Dai TL (2018) Durable super-hydrophobic Zn/ZnO/TiO2 surfaces on Ti6Al4V substrate with self-cleaning property and switchable wettability. Ceram Int 44(1):638–647. https://doi.org/10.1016/j.ceramint.2017.09.223
Zhi JH, Zhang LZ, Yan YY, Zhu J (2017) Mechanical durability of super-hydrophobic surfaces: the role of surface modification technologies. Appl Surf Sci 392:286–296. https://doi.org/10.1016/j.apsusc.2016.09.049
Huang Y, Sarkar DK, Chen XG (2010) A one-step process to engineer super-hydrophobic copper surfaces. Mater Lett 64(24):2722–2724. https://doi.org/10.1016/j.matlet.2010.09.010
Zhang BB, Xu WC, Zhu QJ, Li YT, Hou BR (2018) Ultrafast one step construction of non-fluorinated super-hydrophobic aluminum surfaces with remarkable improvement of corrosion resistance and anti-contamination. J Colloid Interface Sci 532:201–209. https://doi.org/10.1016/j.jcis.2018.07.136
Basame SB, White H (2000) Pitting corrosion of titanium the relationship between pitting potential and competitive anion adsorption at the oxide film/electrolyte interface. J Electrochem Soc 147(4):1376. https://doi.org/10.1149/1.1393364
Kurtz RL, Henrich VE (1998) Comparison of Ti 2p core-level peaks from TiO2, Ti2O3, and Ti metal, by XPS. Surf Sci Spectra 5(3):179–181. https://doi.org/10.1116/1.1247874
Miyauchi M, Nakajima A, Watanabe T, Hashimoto K (2002) Photocatalysis and photoinduced hydrophilicity of various metal oxide thin films. Chem Mater 14(6):2812–2816. https://doi.org/10.1021/cm020076p
Leprince-Wang Y (2002) Study of the initial stages of TiO2 growth on Si wafers by XPS. Surf Coat Technol 150(2–3):257–262. https://doi.org/10.1016/s0257-8972(01)01541-9
Severcan SS, Uzal N, Kahraman K (2020) Clarification of pomegranate juice using PSF microfiltration membranes fabricated with nano TiO2 and Al2O3. J Food Process Preserv 44(8):e14559. https://doi.org/10.1111/jfpp.14559
Fu WL, Dai YQ, Tian JL, Huang CB, Liu ZC, Liu K, Yin LZ, Huang FF, Lu YW, Sun YM (2018) In situ growth of hierarchical Al2O3 nanostructures onto TiO2 nanofibers surface: super-hydrophilicity, efficient oil/water separation and dye-removal. Nanotechnology 29(34):345607. https://doi.org/10.1088/1361-6528/aac9ab
Nowrouzi I, Manshad AK, Mohammadi AH (2020) Effects of TiO2, MgO and γ-Al2O3 nano-particles on wettability alteration and oil production under carbonated nano-fluid imbibition in carbonate oil reservoirs. Fuel 259:116110. https://doi.org/10.1016/j.fuel.2019.116110
Hazlett RD (1990) Fractal applications: wettability and contact angle. J Colloid Interface Sci 137(2):527–533. https://doi.org/10.1016/0021-9797(90)90425-n
Dang C, Wang XW, Li H, Yin LF, Song MJ (2023) Study on droplet wettability of low surface tension working medium based on special-shaped microstructure surface. Colloids Surf C Environ Aspects 1:100001. https://doi.org/10.1016/j.colsuc.2023.100001
Wenzel RN (1936) Resistance of solid surfaces to wetting by water. Ind Eng Chem 28:988–994. https://doi.org/10.1021/ie50320a024
Cassie ABD, Baxter S (1944) Wettability of porous surfaces. Trans Faraday Soc 40:546–551. https://doi.org/10.1039/tf9444000546
Ju J, Zan R, Shen Z, Wang CC, Peng P, Wang J, Sun BD, Xiao B, Li Q, Liu SF, Yang T (2023) Remarkable bioactivity, bio-tribological, antibacterial, and anti-corrosion properties in a Ti–6Al–4V-xCu alloy by laser powder bed fusion for superior biomedical implant applications. Chem Eng J 471:144656. https://doi.org/10.1016/j.cej.2023.144656
Mehta H, Devi P, Kaur G, Chaudhary GR, Prabhakar N, Singhal NK (2024) Micro structured Ti- scaffold decorated with Tantalum based amphiphilic assembly for improved biocompatibility, corrosion resistance and bactericidal characteristics. J Ind Eng Chem 134:383–398. https://doi.org/10.1016/j.jiec.2024.01.003
Acknowledgements
This work was supported by Project of Jihua Laboratory (No. X220961UZ230), Guangdong Basic and Applied Basic Research Foundation (No. 2022A1515140053), and Scientific Research Project of Education Department of Guangdong Province (No. 2022KCXTD029).
Author information
Authors and Affiliations
Contributions
All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflicts of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Weng, Z., Niu, H., Wang, R. et al. Anticorrosive and Superhydrophobic Surface on Ti–6Al–4V Through One-Step Anodic Etching. Nanomanuf Metrol 7, 17 (2024). https://doi.org/10.1007/s41871-024-00237-6
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s41871-024-00237-6