
Abstract
This paper presents a novel technique to fabricate metallic nanowires in selective areas on a Si substrate. Thermoplastic drawing of viscous metallic glass from cavities etched in Si can produce metallic nanowires. The length and diameter of nanowires can be controlled by adjusting the drawing conditions without changing the Si mold. A thin metal shadow mask is stacked above the Si mold during thermoplastic drawing to fabricate the nanowires only in specific locations. The mask restricts the flow of metallic glass to predefined shapes on the mask, resulting in the formation of nanowires in selected areas on Si. An Al foil-based mask made by a benchtop vinyl cutter is used to demonstrate the proof-of-concept. Even a simple Al foil mask enables the positioning of metallic nanowires in selective areas as small as 200 µm on Si. The precision of the vinyl cutter limits the smallest dimensions of the patterned areas, which can be further improved by using laser-fabricated stencil masks. Results show that a single row of metallic glass nanowires can be patterned on Si using selective thermoplastic drawing. Controllable positioning of metallic nanowires on substrates can enable new applications and characterization techniques for nanostructures.
Highlights
-
1.
Metallic nanowires with controllable dimensions without nanolithography.
-
2.
Area-specific positioning of metal nanowires on silicon.
-
3.
Integration of metal nanowires in microfluidic channels.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Nanowires are one-dimensional nanostructures that exhibit unique properties due to their high surface-to-volume ratios [1]. The nanowires have been explored for a wide range of applications, such as energy harvesting [2], optical computing [3], sensors [4], nanofluidic devices [5], and biomedical devices [6]. Numerous studies have been reported on the fabrication of nanowires created from a diverse range of materials, such as metals [7,8,9], semiconductors [10,11,12], polymers [13], and ceramics [14]. Nanowire synthesis can generally be classified into two categories: top-down and bottom-up approaches. Top-down fabrication is a traditional approach involving the breakdown of large structures to nanoscale features by material removal. Lithography, etching, and focused ion beam are routine top-down approaches used for nanowire fabrication [15,16,17]. These processes are slow and result in useful material loss. In bottom-up approaches, nanowires are synthesized by assembling atomic-scale building blocks to form a desired geometry. Wagner et al. [18] demonstrated the bottom-up vapor–liquid–solid (VLS) fabrication technique for Si nanowires. VLS growth can produce vertically aligned epitaxial nanowires [19]. Bottom-up fabrication approaches have excellent control over the growth of nanowires, but the challenges with these techniques lie in the integration of nanowires into devices and the complexity of fabrication techniques [20]. Chou et al. [21] proposed nanoimprint lithography (NIL), which uses master templates to mechanically transfer the nanoscale patterns to soft materials by embossing. NIL relies on expensive and brittle master molds [22], and the technique is limited to fabrication of low aspect ratio nanostructures in thermoplastic polymers [23].
Solution-based synthesis methods have become popular due to their capability to produce large quantities of high aspect ratio nanowires and nanotubes [1, 24, 25]. However, the nanostructures grown in solution must be subsequently dispersed and assembled for integration in devices, which is challenging due to the large surface areas of the nanostructures [1].
Reports have indicated that metallic nanostructures can be fabricated by direct molding against templates by using metallic glasses [26], which exhibit a viscous supercooled liquid state [27]. Applications of molded metallic glass structures have been demonstrated in microneedles for drug delivery [28], cantilevers [29], and optical absorption [30]. Metallic glass nanostructures can be essentially used in similar applications to conventional metal nanostructures because of their similar electrical, thermal, chemical, and optical properties [31]. However, the length of metallic glass nanowires created by molding was limited by the high molding pressure and the availability of durable nanoscale templates. Direct thermomechanical molding of structures has also been achieved in crystalline metals by filling the templates through solid-state diffusion [32,33,34]. A significant advancement has been made in increasing the throughput and versatility of nanowire materials. However, the existing fabrication methods are unsuitable for creating nanowires in specific locations for integration in real devices. Despite the advancements in nanofabrication, the selective positioning of nanostructures on substrates remains challenging and requires complex lithography and nanomanipulation techniques [35, 36]. Controlling the placement of nanostructures in specific locations on substrates is necessary for realizing the full potential of nanostructures in devices.
Selectively grown nanowires are required for applications such as single-photon emitters [37], nanowire transistors [38], electrodes [39], and sensors [40]. Ryu et al. [41] presented a selective growth of Si nanowires based on an electrically biased atomic force microscope (AFM). Morassi et al. [42] reported selective area growth of GaN nanowires by plasma-assisted molecular beam epitaxy, in which the nanowires were grown on patterned graphene nanodots using electron beam lithography. Most of the research in the field of selective area nanopatterning has been focused on semiconductors using expensive lithographic techniques or low-yield nanomanipulations tools [43]. However, selective patterning of metal nanostructures has received minimal attention. This disparity is possibly due to the difficulty in manipulating the metal nanostructures fabricated via solution-based techniques due to high surface energy and poor dispersion [1].
Hasan et al. [44] and Hu et al. [45] extended the thermoplastic forming of metallic glasses to fiber drawing and showed that sub-100 nm nanowires with controllable lengths can be produced on a variety of substrates, such as Si, Al, SU8, and glass. However, the location specificity was still not achieved, and the nanowires formed everywhere on the substrates. The current study presents a novel approach of incorporating a shadow mask during thermoplastic drawing, which contains predefined openings and allows the formation of nanowires through metallic glass only on specific areas on the substrate. First, an Al foil is used as a mask to demonstrate the proof-of-concept by forming the metallic glass nanowires decorated in differently shaped areas. Laser-cut stainless steel stencil masks are used to further improve the accuracy of nanowire positioning.
2 Materials and Methods
Pt57.5Cu14.7Ni5.3P22.5 metallic glass (Pt-MG) was used for all the selective area nanowire drawing experiments. Pt-MG was prepared via the melting of high-purity elements in a vacuum-sealed quartz tube. The crystalline ingot was fluxed with B2O3 at 1000 °C, followed by water quenching in the form of a 2 mm diameter MG rod. The glassy state of the quenched sample was verified by differential scanning calorimetry. The glass transition temperature (Tg) of Pt-MG is 230 °C, and the drawing experiments were performed at 270 °C, where the Pt-MG behaves as a viscous fluid. The Pt-MG is prepressed at 250 °C into a disk shape, which ensures uniform MG flow during thermoplastic forming. Hu et al. [45] showed that high aspect ratio MG nanowires can be created via pressing and pulling of Pt-MG disk against a Si mold containing microscale cavities. Pt-MG flows into the cavities when pressed against a mold. Subsequently, pulling the MG draws fibers from the cavities, and the dimensions of fibers can be controlled by the drawing conditions [45]. The thermoplastic drawing process and the hardware used in the present study are schematically illustrated in Fig. 1. The setup comprises two heating plates attached to the compression plate on an Instron universal mechanical tester. The plates are heated to 270 °C for drawing experiments with Pt-MG. A rectangular plunger is securely attached to the top heating plate. A stainless steel mesh (100 μm thick) with 250 μm diameter holes is wrapped around the plunger. The bottom plate comprises a fixture to hold the Si mold securely. The MG disk attaches to the Si mold and the plunger during pressing.

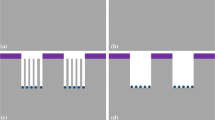
Schematic illustration of selective area drawing of MG nanowires. a The setup comprises two heating plates attached to a mechanical testing machine. The top plate has a plunger setup, and the bottom plate secures the Si mold. MG is thermoplastically pressed and pulled against the Si mold to form nanowires on Si. The SEM image shows MG nanowires patterned on the entire area of Si. b A mask is introduced in thermoplastic drawing, which selectively exposes Si and allows the formation of MG nanowires only in specific locations on Si. The SEM image shows MG nanowires formed in an “I” shape controlled by the mask
The MG draws wires from the Si mold cavities upon subsequent pulling under optimal conditions (Fig. 1a). The outcome of MG thermoplastic drawing is governed by the processing temperature and the drawing velocity, which affect the viscosity and the strain-rate, respectively [45]. The MG wires ultimately break into two parts due to thinning and surface tension, resulting in two sets of ordered MG wires attached to the Si mold and the MG disk. The SEM (Fig. 1a) shows an example of Pt-MG nanowires on a Si substrate formed by the press-and-pull technique at a drawing speed of 5 mm/min. The MG nanowires are conical due to surface tension-induced necking and fracture. However, the shape and dimensions of MG nanowires can be controlled by changing the drawing conditions, which affect the governing capillary and viscous stresses [45]. High temperature and slow drawing speed favor necking, and the resulting nanowires are short with conical shapes [44, 45]. By contrast, long MG nanowires with relatively constant diameters can be produced by decreasing the temperature or increasing the drawing speed [46]. Reports have indicated that MG nanowires with diameters in the range of 50 nm to 100 μm and aspect ratios up to 500 are realized by optimizing the aforementioned processing conditions [46].
Figure 1b shows a schematic of the proposed technique to pattern MG nanowires on specific locations on Si by incorporating a thin metal mask. The mask allows MG flow only through predefined openings, enabling the filling and drawing from the desired areas on the Si mold. A household Al foil was used as a mask to test the proposed hypothesis. The CAD design of the mask layout was sent to a P20 PrismCut vinyl cutter. The blade then follows the path in the CAD file to remove material from the Al foil and creates a mask. The Al foil mask was cleaned with acetone to remove debris and dust particles. The mask was placed on Si mold and then aligned with cavities using an optical microscope. The thermoplastic drawing procedure described in Fig. 1a, b is similar, except for one case where the Si mold is covered with an Al foil mask. The SEM image (Fig. 1b) shows an example of Pt-MG nanowires formed on selective areas on Si by drawing through an Al foil mask.
The Al foil mask created by the vinyl cutter is effective in restricting the formation of MG nanowires to specific areas. However, the precision and the smallest size of mask features are still limited. Therefore, laser-cut stainless steel stencils are used as masks to address these issues. The laser beam allows the cutting of small features with high accuracy. The stainless steel stencils were acquired from Smart SMT tools. The stencils were sonicated in acetone to remove debris and residual material before using them in the drawing experiments. Notably, the quality of the mask only affects the shape and the boundary of the patterned areas. However, the individual MG nanowires are mainly controlled by the drawing conditions and the quality of the Si mold.
3 Results and Discussion
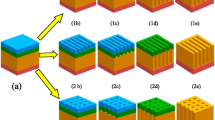
The thermoplastic drawing of MG from lithographically patterned Si molds creates MG nanowires on Si regardless of the location of etched cavities. In typical drawing experiments, the entire Si mold is covered with etched cavities, which leads to the formation of MG nanowires over the entire Si. Figure 2a shows an example of Pt-MG fibers drawn from Si covered with 20 μm square cavities. The diameter and the length of MG fibers can be, respectively, tailored by changing the temperature and the drawing speed. However, the location of MG fibers is only controlled by the initial mold. Changing the location of drawn MG fibers by designing new molds with different layouts of cavities is possible. Selective area fabrication of MG nanowires can be achieved by using selectively patterned molds. Figure 2b, c shows examples of Pt-MG nanowires drawn from Si molds with selectively patterned cavities. MG nanowire arrays ordered in specific shapes, such as rectangles (Fig. 2c) and serpentine channels (Fig. 2b), are accurately generated on Si. Highly complex arrangements of metallic nanowires can be achieved by fabricating suitable Si molds. Thus, placement of MG nanowires at specific locations by conventional drawing requires the fabrication of a new Si mold for every change in the nanowire layout. Lithographic fabrication of Si molds is a multistep process involving the design of new masks and etching. Controlling the position of metallic nanowires without changing the Si mold, which is enabled by the new approach of drawing through a metal mask, is highly desirable.

MG nanowires formed on entirely patterned Si and selectively patterned Si molds. a SEM image of MG nanowires formed on an entire area of Si. b, c SEM image of MG nanowires formed on selective areas in “serpentine shape” and “rectangular array” by using selectively patterned Si molds
Figure 3 shows the selectively placed MG nanowires using an Al foil mask in a thermoplastic drawing. The assemblies of nanowires represent a UTD sign (Fig. 3a), a plus sign (Fig. 3b), a serpentine shape (Fig. 3c), and multiple rectangles (Fig. 3d). The drawing conditions were selected such that MG nanowires of different lengths were drawn for different shapes to demonstrate the control over length [44]. High drawing velocity (> 10 mm/min) resulted in long MG nanowires [45], as shown in Fig. 3a in the UTD sign. A close view at the boundary of patterned areas reveals that one limb of the “U” in the UTD sign is narrower than the other. This nonuniformity is due to the misalignment between the Al foil mask and the Si mold cavities. In addition, the lack of precision in the Al mask and the potential wrinkling of thin foil under compression can contribute to the inferior quality of selected area patterns. Figure 3c shows MG nanowires patterned in a serpentine shape and demonstrates the capability of this technique to produce MG nanowires in complex layouts similar to the ones made by directly drawing from the selectively patterned molds (Fig. 2b). The capability to position metallic nanowires in serpentine shapes can be potentially used to fabricate nanowire-embedded microfluidic devices for biomedical applications [47]. The Al foil mask offers high area selectivity during thermoplastic drawing, which is evident from Fig. 3d. Multiple rectangular blocks of MG nanowires are placed in discreet arrangements, and the nanowires in adjacent patterns can be distinguished. The selectively patterned areas in Fig. 3 cover a broad range of geometric shapes and sizes. The continuous miniaturization in devices demands the positioning of nanostructures in small areas. The smallest area size in which MG nanowires could be distinctly patterned was approximately 200 μm, which was limited by the cutting precision of Al foil with a vinyl cutter. Al foil mask has certain limitations in resolution and alignment. However, this mask can still produce selective area patterned nanowires at a low cost without using expensive lithography techniques for new molds.

a–d SEM images of selectively patterned MG nanowires on Si using an Al mask. The scale bar in all the images indicates a length of 200 μm
The resolution of selective area drawing can be improved by using laser-cut stencils as masks. Therefore, 100-μm-thick stainless steel stencil masks were produced by laser cutting. Figure 4 shows the stainless steel stencils used and the corresponding selectively patterned areas on Si. Figure 4b presents five circular arrays of Pt-MG nanowires on Si mold. Each circle on the stencil is approximately 500 μm in diameter (Fig. 4a). The MG nanowire patterns indicate the uniform and accurate placement of MG nanowires in 500 μm circles. The stainless steel stencils offer better accuracy compared to the Al foil masks of comparable sizes. The results indicate that laser-cut stencils are precise and sturdy, increasing the reproducibility of the selective drawing process.

Laser-cut stencils and their selectively patterned MG nanowires: a stainless steel stencil with five circles, each having a diameter of 500 μm; b SEM image of the MG nanowires patterned in five circles; c stainless steel stencil with multiple rectangle slits of different sizes; d SEM image of the MG nanowires patterned in multiple rectangles
Figure 4d shows multiple rectangular areas of decreasing width patterned with MG nanowires. Areas in the range of 200–20 μm can be precisely patterned with MG nanowires. The SEM images indicate that the quality of selective area patterning with stencil masks is comparable with that of the directly patterned Si mold. The SEM images reveal that the stencil masks provide high selectivity considering the blocking of the MG flow to unexposed areas. Furthermore, the edges of the areas are straight, indicating the mechanical integrity of stainless steel compared to flexible Al foil.
Figure 4b, d, respectively, shows some nonuniformity in the lengths and alignments of MG nanowires. The nonuniformity in drawn MG nanowires originates from the parabolic distribution in pressure during pressing [48] and the wall roughness of Si cavities [49]. These factors affect the volume of MG liquid participation in drawing and the resulting dimensions of nanowires [28]. The filling effect on the drawing can be lessened by completely filling the cavities at high pressure. The direction of drawn MG nanowires is controlled by the mechanical stability of wires and the viscosity of MG. Long and thin filaments droop upon fracture due to low-viscosity of MGs. The issues with vertical alignment and length variation can be mitigated by optimizing the drawing parameters and the final fracture conditions. The results show that relatively uniform vertical MG fibers can be produced if the temperature is decreased below the glass transition before the final fracture [28]. Mask quality has no significant effect on the uniformity and alignment of MG nanowires.
The MG disk was centered on the 20–100 μm wide slits on the steel stencil during drawing to test the limit of the smallest possible selectively patterned area. A large load is applied for 60 s to allow MG to reach sufficient filling length to produce nanowires during drawing and ensure proper filling of mold cavities.
Figure 5 shows assemblies of MG nanowires of different size ranges. The results reveal that the nanowire areas closely mimic the shapes of mask openings. The 20 μm opening in the stencil yielded a single row of MG nanowires, while the 50 and 100 μm openings selected two and three rows of MG nanowires, respectively. Single rows of metallic nanowires are highly desirable for nanoscale applications and the characterization of mechanical properties using AFM tips and nanomanipulators [50]. These images demonstrate the capabilities of a laser-cut stencil as a mask to achieve considerably precise and accurate selective nanowire patterns on Si.

SEM images showing different sizes of MG nanowire patterned areas using a stencil with multiple rectangle slits. a 20 μm slit patterned single row of MG nanowires. b 50 μm slit patterned two rows of MG nanowires. c 100 μm slit patterned four rows of MG nanowires
4 Summary
Overall, a novel technique to fabricate selective metallic nanowire patterns on Si is demonstrated using thermoplastic drawing of metallic glasses. The Si mold is partially exposed by introducing a custom-designed thin metal mask, enabling the formation of nanowires in specific areas. The Al foil masks offer area selectivity which is comparable to that of selectively patterned Si molds. The Al foil masks can be used as low-cost masks for selective patterning of large-sized areas despite their limited resolution. The laser-cut stencils offer enhanced accuracy, excellent selectivity, and repeatability in producing the selective areas of nanowire arrays. The proposed approach has the potential for integration in the large-scale manufacturing of nanowire patterns on substrates. The selective nanowire patterns created from this approach also have potential applications in the areas of microfluidic devices and nanosensors.
Availability of Data and Materials
The authors declare that all data supporting the findings of this study are available within the article.
References
Xia Y, Yang P, Sun Y, Wu Y, Mayers B, Gates B, Yin Y, Kim F, Yan H (2003) One-dimensional nanostructures: synthesis, characterization, and applications. Adv Mater. https://doi.org/10.1002/adma.200390087
Radisavljevic B, Radenovic A, Brivio J et al (2011) Single-layer MoS2 transistors. Nat Nanotech. https://doi.org/10.1038/nnano.2010.279
Huang MH, Mao S, Feick H, Yan H, Wu Y, Kind H, Weber E, Russo R, Yang P (2001) Room-temperature ultraviolet nanowire nanolasers. Science. https://doi.org/10.1126/science.1060367
Cui Y, Wei QQ, Park HK, Lieber CM (2001) Nanowire nanosensors for highly sensitive and selective detection of biological and chemical species. Science. https://doi.org/10.1126/science.1062711
Karnik R, Fan R, Yue M, Li D, Yang P, Majumdar A (2005) Electrostatic control of ions and molecules in nanofluidic transistors. Nano Lett. https://doi.org/10.1021/nl050493b
Sooriyaarachchi D, Maharubin S, Tan GZ (2020) ZnO nanowire-anchored microfluidic device with herringbone structure fabricated by maskless photolithography. Biomed Eng Comput Biol. https://doi.org/10.1177/1179597220941431
Fert A, Piraux L (1999) Magnetic nanowires. J Magn Magn Mater. https://doi.org/10.1016/S0304-8853(99)00375-3
Linic S, Christopher P, Ingram D (2011) Plasmonic-metal nanostructures for efficient conversion of solar to chemical energy. Nat Mater. https://doi.org/10.1038/nmat3151
Zhi M, Xiang C, Li J, Li M, Wu N (2013) Nanostructured carbon–metal oxide composite electrodes for supercapacitors: a review. Nanoscale. https://doi.org/10.1039/C2NR32040A
Dey A (2018) Semiconductor metal oxide gas sensors: a review. Mater Sci Eng B. https://doi.org/10.1016/j.mseb.2017.12.036
Cui Y, Lieber CM (2001) Functional nanoscale electronic devices assembled using silicon nanowire building blocks. Science. https://doi.org/10.1126/science.291.5505.851
Cui Y, Duan X, Hu J, Lieber CM (2000) Doping and electrical transport in silicon nanowires. J Phys Chem B. https://doi.org/10.1021/jp0009305
Yang X, Loos J, Veenstra SC, Verhees WJ, Wienk MM, Kroon JM, Michels MA, Janssen RA (2005) Nanoscale morphology of high-performance polymer solar cells. Nano Lett. https://doi.org/10.1021/nl048120i
Li D, Xia Y (2003) Fabrication of titania nanofibers by electrospinning. Nano Lett. https://doi.org/10.1021/nl034039o
Rothemund P (2006) Folding DNA to create nanoscale shapes and patterns. Nature. https://doi.org/10.1038/nature04586
Juhasz R, Elfström N, Linnros J (2005) Controlled fabrication of silicon nanowires by electron beam lithography and electrochemical size reduction. Nano Lett. https://doi.org/10.1021/nl0481573
Huang Z, Fang H, Zhu J (2007) Fabrication of silicon nanowire arrays with controlled diameter, length, and density. Adv Mater. https://doi.org/10.1002/adma.200600892
Wagner AR, Ellis SW (1964) Vapor-liquid-solid mechanism of single crystal growth. Appl Phys Lett. https://doi.org/10.1063/1.1753975
Hochbaum AI, Fan R, He R, Yang P (2005) Controlled growth of Si nanowire arrays for device integration. Nano Lett. https://doi.org/10.1021/nl047990x
Yu P, Wu J, Liu S, Xiong J, Jagadish C, Wang ZM (2016) Design and fabrication of silicon nanowires towards efficient solar cells. Nano Today. https://doi.org/10.1016/j.nantod.2016.10.001
Chou SY, Krauss PR, Renstrom PJ (1996) Imprint lithography with 25-nanometer resolution. Science. https://doi.org/10.1126/science.272.5258.85
Biswas A, Bayer IS, Biris AS, Wang T, Dervishi E, Faupel F (2012) Advances in top–down and bottom–up surface nanofabrication: techniques, applications & future prospects. Adv Colloid Interface Sci. https://doi.org/10.1016/j.cis.2011.11.001
Chou SY, Krauss PR, Zhang W, Guo L, Zhuang L (1997) Sub-10 nm imprint lithography and applications. J Vac Sci Technol B Nanotechnol Microelectron. https://doi.org/10.1116/1.589752
Wiley B, Sun Y, Chen J, Cang H, Li ZY, Li X, Xia Y (2005) Shape-controlled synthesis of silver and gold nanostructure. Science. https://doi.org/10.1126/science.1077229
Chen J, Wiley BJ, Xia Y (2007) One-dimensional nanostructures of metals: large-scale synthesis and some potential applications. Langmuir. https://doi.org/10.1021/la063193y
Kumar G, Tang H, Schroers J (2009) Nanomoulding with amorphous metals. Nature. https://doi.org/10.1038/nature07718
Kumar G, Nagahama D, Ohnuma M, Ohkubo T, Hono K (2006) Structural evolution in the supercooled liquid of Zr36Ti24Be40 metallic glass. Scripta Mater. https://doi.org/10.1016/j.scriptamat.2005.11.019
Zhonglue H, Meduri CS, Ingrole RSJ, Gill HS, Kumar G (2020) Solid and hollow metallic glass microneedles for transdermal drug-delivery. Appl Phys Lett. https://doi.org/10.1063/5.0008983
Karnik M, Bordeenithikasem P, Kumar G, Kinser E, Schroers J (2014) High quality factor metallic glass cantilevers with tunable mechanical properties. Appl Phys Lett. https://doi.org/10.1063/1.4897305
Hendra JT, Kahler N, Ramos NS, Kumar G, Bernussi AA (2015) Low reflectance of nano-patterned Pt-Cu-Ni-P bulk metallic glass. Appl Phys Lett. https://doi.org/10.1063/1.4926873
Liu L, Hasan M, Kumar G (2014) Metallic glass nanostructures: fabrication, properties, and applications. Nanoscale. https://doi.org/10.1039/C3NR05645G
Liu Z (2017) One-step fabrication of crystalline metal nanostructures by direct nanoimprinting below melting temperatures. Nat Commun. https://doi.org/10.1038/ncomms14910
Liu Z, Liu N, Schroers J (2022) Nanofabrication through molding. Prog Mater Sci. https://doi.org/10.1016/j.pmatsci.2021.100891
Jagdale SH, Kumar G (2023) Porous metal micro-pillars by thermomechanical molding of two-phase alloys. J Alloys Comp. https://doi.org/10.1016/j.jallcom.2023.170701
Park KJ, Doub JM, Gougousi T, Parsons GN (2005) Microcontact patterning of ruthenium gate electrodes by selective area atomic layer deposition. Appl Phys Lett. https://doi.org/10.1063/1.1852079
Bosworth JK, Black CT, Ober CK (2009) Selective area control of self-assembled pattern architecture using a lithographically patternable block copolymer. ACS Nano. https://doi.org/10.1021/nn900343u
Borgström MT, Zwiller V, Müller E, Imamoglu A (2005) Optically bright quantum dots in single nanowires. Nano Lett. https://doi.org/10.1021/nl050802y
Akabori M, Murakami T, Yamada S (2012) Selective area molecular beam epitaxy of InAs on GaAs (110) masked substrates for direct fabrication of planar nanowire field-effect transistors. J Cryst Growth. https://doi.org/10.1016/j.jcrysgro.2012.02.009
Gupta R, Willis BG (2007) Nanometer spaced electrodes using selective area atomic layer deposition. Appl Phys Lett. https://doi.org/10.1063/1.2749429
Hu J, Zhang T, Chen Y, Xu P, Zheng D, Li X (2022) Area-selective, in-situ growth of Pd-modified ZnO nanowires on MEMS hydrogen sensors. Nanomaterials. https://doi.org/10.3390/nano12061001
Ryu SG, Kim E, Hwang DJ, Grigoropoulos CP (2015) Selective and directed growth of silicon nanowires by tip-enhanced local electric field. Appl Phys A. https://doi.org/10.1007/s00339-015-9427-2
Morassi M, Guan N, Dubrovskii VG, Berdnikov Y, Barbier C, Mancini L, Largeau L, Babichev AV, Kumaresan V, Julien FH, Travers L (2019) Selective area growth of GaN nanowires on graphene nanodots. Cryst Growth Des. https://doi.org/10.1021/acs.cgd.9b00556
Law JB, Khoo RT, Tan BS, Low HY (2011) Selective gold nano-patterning on flexible polymer substrate via concurrent nanoimprinting and nanotransfer printing. Appl Surf Sci. https://doi.org/10.1016/j.apsusc.2011.08.065
Hasan M, Kumar G (2017) High-throughput drawing and testing of metallic glass nanostructures. Nanoscale. https://doi.org/10.1039/C7NR00126F
Hu Z, Meduri CS, Blawzdziewicz J, Kumar G (2018) Nanoshaping of glass forming metallic liquids by stretching: evading lithography. Nanotechnology. https://doi.org/10.1088/1361-6528/aaf3db
Jagdale SH, Jabed A, Theeda S, Meduri CS, Zhonglue H, Hasan M, Kumar G (2022) Review of thermoplastic drawing with bulk metallic glasses. Metals. https://doi.org/10.3390/met12030518
Yasui T, Yanagida T, Ito S, Konakade Y, Takeshita D, Naganawa T, Nagashima K, Shimada T, Kaji N, Nakamura Y, Thiodorus IA (2017) Unveiling massive numbers of cancer-related urinary-microRNA candidates via nanowires. Sci Adv. https://doi.org/10.1126/sciadv.1701133
Kumar G, Blawzdziewicz J, Schroers J (2013) Controllable nanoimprinting of metallic glasses: effect of pressure and interfacial properties. Nanotechnology. https://doi.org/10.1088/0957-4484/24/10/105301
Kumar G, Desai A, Schroers J (2011) Bulk metallic glass: the smaller the better. Adv Mater. https://doi.org/10.1002/adma.201002148
Wang S, Shan Z, Huang H (2017) The mechanical properties of nanowires. Adv Sci. https://doi.org/10.1002/advs.201600332
Acknowledgements
The authors would like to thank the financial support from National Science Foundation (NSF) through CMMI CAREER Award#1921435.
Author information
Authors and Affiliations
Contributions
All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare that they have no conflicts of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Theeda, S., Kumar, G. Area-Specific Positioning of Metallic Glass Nanowires on Si Substrate. Nanomanuf Metrol 6, 25 (2023). https://doi.org/10.1007/s41871-023-00205-6
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s41871-023-00205-6