
Abstract
India ranks among the foremost global producers and consumers of cement, and the cement industry contributes significantly to carbon emissions. Alkali-activated materials have gained significant attention as a sustainable alternative to Portland cement, offering the potential to mitigate carbon dioxide emissions and promote effective recycling of waste materials. Fly ash (FA) and Ground granulated blast furnace slag (GGBS) are preferred raw materials for Alkali-activated concrete (AAC) owing to their effective repurposing of waste, widespread accessibility, advantageous chemical composition, and performance attributes. This review provides a comprehensive analysis of the current state-of-the-art on the durability aspects of fly ash/slag-based AAC. The paper explores the unique characteristics of FA/GGBS-based AAC, emphasizing their potential to enhance the durability of concrete structures. Insights into the material behaviour under various environmental exposures, including aggressive chemical environments and freeze–thaw cycles, are presented. Furthermore, the article addresses both the obstacles and prospects associated with implementing fly ash/slag-based AAC as a potential construction material suitable for large-scale infrastructure projects. This overview is designed to direct future research efforts and provide practitioners with insights into the potential of FA/GGBS-based AAC for ensuring the prolonged durability of concrete structures.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Concrete is the second largest used material after water in the world. Traditionally, Ordinary Portland cement (OPC) serves as the primary binding agent in the production of concrete. OPC manufacturing processes release substantial amounts of CO2, a leading greenhouse gas, into the atmosphere [1,2,3]. The production of cement around the world is shown in Fig. 1 [4]. With a global installed capacity, India ranks as the second-largest cement producer, representing over 8% of the total output. The production of Ordinary Portland Cement (OPC) contributes to approximately 5–7% of the total global carbon dioxide (CO2) emissions, with each tonne of OPC manufactured resulting in the release of an equivalent amount of CO2 [5,6,7,8,9]. The emission of carbon dioxide during cement manufacturing worldwide is depicted in Fig. 2 [10]. It is projected that just 40% of the infrastructure required for the world by 2050 is currently in place, with the remaining 60% still to be constructed [11].

Production of cement around the world 2023 [4]

CO2 emissions from the manufacture of cement worldwide from 1990 to 2022, by select country [10]
The escalating need for concrete indicates an anticipated surge in cement production, projected to reach 6000 million metric tons by 2050, surpassing the current annual output of 4000 million tonnes [12,13,14]. This poses a danger to the environment and exacerbates the challenge of climate change. Figure 3 illustrates the trajectory of cement production in India, with forecasts suggesting a rise to 550 million metric tons by the year 2025 [15].

Cement production in India from 2015 to 2023
Using sustainable alternatives to conventional Portland cement not only benefits the environment but also produce long-lasting constructions. Industrial wastes that are rich in silica, such as FA, GGBS, RHA, and other waste products, are disposed of in landfills. Due to their sources of contamination, the disposal of industrial waste in landfills is harmful to the ecosystem [16,17,18,19]. Since these wastes are abundant, and have cementitious qualities they may totally substitute cement, resolving the issues of CO2 emissions and waste disposal simultaneously [20].
Alkali-activated binders refer to any binder material formed through the alkali-induced reaction of silica, alumina, and calcium-containing sources. Geopolymerization is characterized by the chemical reaction between aluminosilicate materials and alkali metal silicates, occurring within highly alkaline environments. This process creates polymer “-Si-O-Al-O-bonds,” which in turn creates geopolymer [21]. It involves a series of stages, encompassing dispersion, reorientation, polymerization, and condensation [21, 22].
The binder phase in AAC involves using Al and Si-rich materials like FA, GGBS, RHA, MK, SF, RM, and POFA, or their hybrids, for AAC, without Portland cement [23,24,25]. Alkali silicates (such as K2SiO3 and Na2SiO3) and alkali hydroxides (like NaOH and KOH) are commonly employed as alkaline activators to initiate the binding process in AAC, whether used individually or in tandem [24, 26]. Based on the research findings, GPC exhibits an 80% reduction in carbon footprint alongside good mechanical strength and durability characteristics [27,28,29].
In pursuit of achieving 100% utilization of fly ash by industries within a span of five years, the Ministry of Environment, Forests, and Climate Change of India issued an initial notification on November 3, 2009, followed by a revised notification on January 25, 2016. During the first half of 2022–23, 68 of India’s 175 thermal power plants reached more than 100% utilisation. The thermal power plants in India produced up to 142.07 million tonnes of FA, of which 111.01 million tonnes were used in different sectors, as Fig. 4 illustrates. In the initial half of the 2022–23 fiscal year, the Cement sector demonstrated the highest utilization of fly ash, accounting for 26.53% of the total fly ash utilized [30]. Therefore, GGBS, FA, and other industrial by-products that are high in silica and are disposed of in the landfills can be used to synthesize GP, a subclass of alkali-activated materials.

Modes of fly ash utilization in India during the first half of the year 2022–2023
Numerous studies that examine the impact of different factors on the mechanical, physical, fresh, durability, and microstructural qualities of AAC have been published in the literature. One of the most important mechanical properties of concrete constructions is its compressive strength, which typically gives a general indication of the concrete’s quality [31]. Compared to traditional cement-based concrete, AAC typically exhibits mechanical qualities such as strength, stiffness, and other attributes that are even better [32,33,34,35]. Also, a practice handbook on the production and application of AAC technology was released by the Australian Concrete Institute. But only the ideal mix design, material characterization, and real-world AAC application are covered in this handbook [36]. In contrast to (OPC) based concrete, which has undergone extensive operational studies to establish design standards, geopolymer concrete is still in its earliest stages and needs extensive research on its mechanical and durability characteristics in real-world settings [37]. That being said, before utilizing AAC in industrial buildings, it is vital to discuss its durable features, which are a key characteristic of its behaviour.
Two of the most popular aluminosilicate based by-products, that have sundered eco-friendliness in concrete making among others are FA and GGBS [38,39,40,41]. The ability to use fly ash and GGBFS-based AAC without the need for external energy sources for curing has drawn attention of the researchers worldwide. Numerous researchers and engineers have investigated the FA/GGBFS-based AAC, demonstrating its favorable mechanical characteristics [42,43,44,45,46,47,48]. Despite the promising application potential of FA/GGBS concrete, a systematic and thorough investigation of the reaction mechanism will enable to design a more efficient concrete that can suit modern day infrastructure requirements. Unlike cement, the chemical composition of FA and GGBS are not uniform. The strength and durability properties of the FA and GGBS based AAC may vary greatly as a result of their varied chemical compositions. Tables 1 and 2 delineates the chemical composition of FA and GGBS sourced from recent studies respectively.
Researchers’ interest has been maintained in AAC although it is still a relatively new topic compared to OPC concrete composites, even though research into it has been going on for a few decades. It is anticipated that over the decade that follows, this interest will only increase; yet, when the primary durability study issues are taken into account, there is little information available regarding the application of AAC. The most important factor in evaluating the life cycle of AAC is its durability. One of the key characteristics that defines AAC’s endurance is its exposure to external environments. Regarding the endurance feature of alkali activated materials, the researchers are still unable to reach an agreeable opinion. Therefore, the most important durability criteria of AAC—namely, resistances to acid attack, sulphate attack, freeze–thaw conditions, carbonation, and corrosion of steel reinforcement—will be covered in this critical analysis of its durability. It is crucial to conduct a comprehensive review specifically focusing on FA/GGBFS-based AAC as a replacement for OPC in order to advance its application and facilitate ongoing research efforts.
Acid resistance of AAC
The importance of acid attacks is always growing due to the expansion of urban, agricultural, and industrial activities. The built environment contains a wide variety of acidic media that come into contact with building materials, including sewer networks, groundwater, coal mines, manufacturing and processing facilities, and the food and beverage industry. The primary OPC hydration product, C–S–H, decalcifies when OPC binders come into contact with acidic conditions, which results in the dissolution of Ca(OH)2 and ettringite.
The matrix becomes more porous and permeable due to the leaching and dissolution of these phases, that accelerates the progression of further deterioration. Comparatively, AAC is superior to OPC concrete in acidic environments despite identical behavior in deterioration, where the fundamental mechanism is the simultaneous decalcification and dealumination of binding gels. C(N)–A–S–H possesses the benefit of having a high degree of polymerized silicon, contributing to its ability to resist acid penetration and withstand attacks.
The resilience of slag-based GPC exhibited a 33% decrease, contrasting with a 47% reduction in OPC concrete, when exposed to an acetic acid solution with a pH of 4 over a duration of 12 months. It is likely that CS in acidic environments is reduced due to the decalcification of C–A–S–H gels [74]. Yet another study reported improved resistance of AASC samples which suffered only 21% strength loss, exposed to sulphuric acid of pH 1 for 120 days, while OPC based concrete suffered 71% strength loss [73]. OPCC exposed to 5% H2SO4 resulted in 100% mass loss in 103 days compared to AASC which had suffered up to only 10% loss in 365 days. The CS loss of AASC was significantly lower at 365 days on comparison with OPC concrete after 90 days which had a 90% loss. Mass loss and strength losses are reduced due to a denser microstructure with enhanced pore filling characteristics, of alkali-activated concrete, which results in relatively lower acid solution penetration [75].
The strength loss of AASC at 5% concentration was greatest for sulfuric acid, followed by hydrochloric and nitric acid. Higher alkalinity and a robust pore structure in the AASC are attained as a result of use of higher concentration of NaOH, which increases the AASC’s resistance to acid attack over lower concentration [72, 76]. However, it was found that, while a higher NaOH molarity resulted in a higher CS of AASC, the acid resistance of the improved when a lower NaOH molarity was used. Additionally, samples made with potassium hydroxide (KOH) suffered increased weight loss and strength reduction when compared to specimens made with NaOH because KOH based AAMs are characterized by lower homogeneity [71]. Use of ferrochrome slag in AASC resulted into increased acid resistance, because of lower proportion of calcium available to form gypsum and increased magnesium and aluminium content as compared to GGBS [77]. By incorporating SiO2-rich ceramic powder waste, AAS’s acid resistance can also be significantly increased [70].
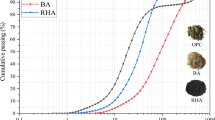
Higher resistance to acids is generally possessed by low-calcium alkali-activated materials [54, 78]. Fly ash based AAMs were least affected by H2SO4, with only 7.2% reduction in CS, compared to OPC concrete, which lost the almost 26.6% strength as a result of the calcium sulfate (CaSO4) formation [27]. In contrast to specimens made of OPC concrete, which significantly deteriorated in H2SO4 solutions due to the formation of CaSO4, Fig. 5 demonstrates that the influence of H2SO4 on fly ash based AAC to be minimal. The rate of degradation is also influenced by the exposure time and acid solution concentration [79]. The reduction in compressive strength of AAFC was 20%, 52% and 65% in 0.5%, 1% and 2% H2SO4 solution respectively after 12 months of exposure, respectively [80]. But with 28 days of exposure to % H2SO4 and HCl solution the compressive strength loss was 5.72% and 5.22% respectively [81].

9 months of immersion in H2SO4 [27]
Unlike OPC, where the formation of gypsum in interfacial transition zone (ITZ) is the cause of the strength deterioration, fly-ash-based GPC did not exhibit a significant difference in ITZ morphologies before and after immersion in H2SO4 solution [79, 82]. Wetting and drying cycling of GPC concrete and non-accelerated tests did not significantly alter the microstructure, but increased acid concentration resulted in the acceleration of deterioration process as seen in the Fig. 6 [79]. The inconsistency of acid consumption as a direct chemical indication with changes in CS demonstrates that ion transport and chemical activity play a complex role in the mechanism of degradation [62].

AAC specimen after 14 weeks immersion in H2SO4: a Brushing; b Wetting and drying cycling; c Increased acid concentration [79]
Over a period of 18 months, when subjected to 2% H2SO4, GPC and OPC concrete experienced mass reductions of 8% and 20% respectively, while their respective losses in strength were measured at 35% and 68%. This indicates that the bonding of calcium silicate and calcium aluminate in OPC concrete was more susceptible to acid attack compared to the aluminosilicate bonding present in GPC concrete [82]. Similar observations were made by [72, 76]. The replacement of fly-ash with 20% silica fume and 40% kaolin indicated adamant resistance to H2SO4 at the same concentration. The abundance of aluminium and silicon compounds present in fly ash and silica fume interact with calcium hydroxide to generate a strengthened C–A–S–H structure. Also because of higher filler effect in the concrete pores results in reduced weight loss [78]. The resistance levels were notably higher in GPC incorporating kaolin compared to OPC, especially in comparison with 100% fly ash [55].
Additionally, use of nano-silica in GPC could increase the acid-resistance as there was 19% strength reduction with nano-silica and 32% without, exposed to 5% H2SO4 for one month. After being exposed to acid, the GPCs strength deterioration was considerably lower because of the nano-silica’s capacity to clog pores and prevent acid ingress [54]. The resistance of AAFC in HCl solution (1, 2 and 4 mol/L) was found to benefit from high-temperature curing. In comparison to OPC in HCl solution, AAFC maintained compressive strength of about 20 MPa [83].
As the calcium content decreased in binary concrete (GGBS/FA), a decrease in mass loss and increase in strength can be observed in concrete exposed to organic acids. This increase in strength is due to the densification of the exposed surface and low calcium leaching potential of AAB reaction products contributes significantly to mass loss reduction [51]. Similarly, the strength reduction in AASFC and OPC was found to be 20% and 55% respectively in H2SO4 after 360 days of exposure. OPC concrete was most affected due to the high CaO content compared to AAC which leads to the decalcification of hydration and reaction products compared to the aluminosilicate depolymerization of AAC [84]. Increase in absorption and void ratio was observed by replacing slag with fly-ash exposed to sulphuric acid after 4 months. But the use of silica fume yielded lower void ratio and absorption because of its filler action. For scenarios with moderate or minimal aggressiveness, a 30% FA has been recommended as a viable alternative to GGBS [53].
On analysis of data obtained from recent published research it is found that, AAC offers enhanced resistance to acid than PC binders. However, there remains a lack of widely adopted testing protocols for investigating acid resistance. This is probably caused by the topic’s intricacy as well as the absence of clear guidelines for evaluating cementitious materials’ acid resistance. It is also challenging to make comparisons between investigations because the majority of studies that have been conducted by using distinct ad-hoc testing methodologies. Studies in the literature differ primarily in the type of source material used, the type and concentration of acid, the length of exposure, and whether acid is replenished during the time of exposure. Table 3 presents a comparison of these variables.
Carbonation resistance of AAC
The process of carbonating concrete involves reaction of atmospheric carbon dioxide from the with Ca (OH)2 to form calcium carbonates. CO2 from air enters the concrete surface through pores, hence densifying the pore structure is the simplest way in which the carbonation resistance of concrete can be enhanced. In the presence of moisture, the carbonates further transform into diluted carbonic acid, which attacks the concrete and lowers the pH of OPC concrete. Due to the lack of calcium hydroxide in AAC, which serves as the main buffer for CO2, binding gels experience faster decalcification compared to OPC concrete, leading to an accelerated carbonation rate. However, the characteristics of the precursors have a significant impact on the carbonation of AACs, since the precursors or blends of popuar precursors that develops into denser microstructure oftern lessens the impact of carbonation with time. A chemical process known as “concrete carbonation” lowers the pore solution’s initial pH in reinforced concrete, promotes the hydration products’ decalcification, and deteriorates the mechanical properties of the material. Such a process would cause steel bars to corrode by allowing chlorides or sulphates to permeate them. In contrast to OPC, AAC lacks portlandite as the buffering substance, hence during carbonation faster dissolution of hydration product can be observed along with reduced pH in AAC [85].
Boosting binder content enhances carbon resistance by densifying reaction by-products, effectively occupying spaces between aggregate particles in AASC samples, correlating with reduced water permeability. However, when compared to OPC, these samples suffer higher carbonation even for relatively shorter exposure times [86]. Along with binder content, proportions of activators are yet another key factor in controlling both the mechanical strength and porosity of the material. Given the consistent compositions and pore volumes of the binding gels across various samples, the water-to-binding ratio demonstrates minimal impact [87].
Studies have shown that as silica modulus increases, so does the carbonation resistance of AAC. The rate of penetration of CO2 was highest for modulus of 0.75 and a constant rate was observed at silicate moduli 1.0 and 1.25. This is due to the sample’s denser structure and lower porosity at a higher silicon modulus [88]. The AAS blend containing the highest alkali content exhibited reduced formation of pore-filling hydrotalcite, resulting in the smallest relative increase in porosity [67]. Nevertheless, if the concentration of alkali, above a particular threshold, it is ineffective at decreasing carbonation and may have negative effects [89].
Carbonation products have been found to vary depending on the conditions of carbonation as well as the type of precursor and activators [90]. Table 4 provides the carbonation products resulting from both natural and accelerated carbonation of different AAC samples. Natural carbonation is unlikely to lower the pore solution pH below 10, while pore solutions with high concentrations of CO2 exhibit a significantly lower pH, posing an early risk of corrosion onset [91]. But it still does not result in the depassivation of reinforcement [89]. Because of the difference in carbonation products in AAS between natural and accelerated carbonation, the carbonate/bicarbonate equilibria were altered [91, 92].
It was also found that the depth of carbonation when exposed to natural environment was lower compared to accelerated carbonation for the same concrete surface. This demonstrated that the accelarated carbonation testing does not replicate the carbonation phenomena [87]. Also, at different CO2 concentrations, changes in the pore structure can be observed. At 1% CO2 concentration, with carbonation time, the size of the concrete’s pores grew linearly; however, at 3% CO2 concentration, the porosity growth trend was unclear [97]. Therefore, testing for rapid carbonation of AAC at CO2 concentrations greater than 1% CO2 is not advised [89].
Although adding MK results in densification of the binder mix and pore refinement, at higher concentrations, rapid carbonation and strength loss is observed. This suggests that porosity alone does not fully dictate the strength degradation of carbonated binders, necessitating prolonged observation of specimens to analyze the evolving phase transitions within the sample structures [96, 98]. The binder system contained higher proportion of magnesium oxide after the addition of MK, resulting in a decrease in carbonation depth. However as the MK content increase more than 10% of the total binder content, resulted in a significant increase in the carbonation rate [97]. Magnesium oxide (MgO) produces hydrotalcite-like compounds that absorb CO2, delaying the de-calcification of C–A–S–H gel. The same was observed with the addition of MgO to AAS concrete [94] and with the addition of hydrotalcite-like phases (CLDH) [99]. Replacement of slag with micro silica led to positive impact on permeability of AASC whereas replacement with nano silica has undesirable impacts on permeability. This is because of the new phase, calcium silicate carbonate which has a layered and laminate structure [100].
Utilizing Class F fly ash as precursor for alkali activated concrete, decreases the carbonation of AAFC because low calcium systems are associated with, lower porosity than high-calcium fly ash [95]. The porosity of GPC samples exposed to the atmosphere exhibited higher levels compared to the uncarbonated GPC sample, while the accelerated carbonation test yielded comparable porosity results. This indicates that the porosity of concrete subjected to natural and accelerated carbonation differed significantly [96]. The accelerated carbonation test results need to be correlated to natural condition, else it can lead to unrepresentative or misleading results [92]. Also, the coupling of carbonation with chloride and sulphate attack tests, further accelerates the deterioration of AAF concrete [50].
AAFS concrete outperformed AAFC and AASC when subjected to a combined environment of carbonation, sulphate, and chloride. The increased degree of cross-linking and polymerization in the C-(N)–A–S–H gels formed suggests that pore structure degradation due to carbonation-induced decalcification is unlikely to be significant [50]. Blends of activated fly ash and slag produce a blend of two different gels. Under carbonation, the N–A–S–H gel from fly ash system carbonate through the precipitation of alkali salts from the pore solution, while the C–A–S–H gel decalcifies like alkali-activated slag [50, 92]. The carbonation rate decreases by increasing the slag content, however the extent of decrease becomes smaller when slag ratio is above 40% [101]. The superior resistance to carbonation observed in heat-cured concrete, compared to its ambient-cured counterpart in AAFSC, can be attributed to its greater compactness [61].
After enduring atmospheric conditions for 8 years, AAFS concrete exhibited poor carbonation resistance when utilizing both silicate and hydroxide activators, whereas concrete incorporating solely hydroxide activators demonstrated comparable resistance to that of OPC concrete [102]. Whereas the CS of AAFS concrete using only hydroxide is decreased from that using silicate and hydroxide together. It can be said that the carbonation resistance of AAC does not always decrease with compressive strength and highly depends on the mix design of materials [101, 102].
Under accelerated exposure the CS at the end of 72nd week is more than the initial value for AAC but in OPC a slight decrease is observed [103]. Compressive strength of prepared specimens increased compared to initial values despite the fluctuation in CS change under 48 weeks of carbonation [66]. However, strength of AAC decreased after carbonation, which can be attributed to two different CO2 concentrations in carbonation tests [98]. Additionally, the conditions of exposure determine how much compressive strength is lost, with carbonation and chloride penetration being the worst possible conditions [60].
In contrast to OPC, AAS concrete displayed reduced corrosion resistance after accelerated carbonation, exhibiting a heightened corrosion rate over a short experimental period [104]. Although AABC’s half-cell potential values are more negative than OPC’s, they do not indicate a risk of corrosion. The inclusion of slag in AAC may induce a negative potential as a result of the sulfur content, which could impact the redox potential [103].
Utilizing low calcium fly ash in GPC results in a denser structure at the rebar/concrete interface, effectively impeding CO2 ingress. This observation is consistent with electrochemical analysis findings, indicating a reduced risk of corrosion in low calcium fly ash-based GPC [95]. There was no evidence of reinforcement depassivation when 10% GGBS was substituted for low-calcium fly ash during accelerated carbonation for up to 500 days [89].
Under 1% CO2, OPC concrete was less susceptible to carbonation-induced corrosion than similar compressive strength AAFS (50% FA) concrete [60]. However, accelerated carbonation following up to 360 days, corrosion of steel within the AAC and OPC concrete were identical. But there was no corrosion for up to 672 days after natural carbonation in AAC [66]. Two different activators showed similar corrosion resistance against carbonation and demonstrated worse corrosion resistance in comparison with OPC concrete [65] (Table 5).
Depassivation in ordinary Portland cement (OPC) concrete is imminent when the pH of the carbonated binder drops below 9, often indicated by a visible colour change with phenolphthalein. Table 6 indicates that while carbonation corrosion in AAMs is less favourable than in OPC, the pH of AAMs remains above 9 after carbonation.
Chloride resistance of AAC
When considering the longevity of concrete structures, one of the most critical factors we consider is the impact of chloride attack on concrete. While chlorine itself doesn’t directly corrode concrete, it does initiate the corrosion of reinforcement within it. The ingress and ion transportation of chlorides from the surrounding environment into the concrete play a significant role in the degradation of concrete [107, 108]. Unlike in OPC, AAC does not exhibit the production of Friedel’s salt during chloride binding, potentially impeding the penetration of chloride ions. Due to the unique gel compositions and pore systems of AAMs, resulting in reduced diffusion of chloride ions, the chloride resistance of AAC surpasses that of OPC.
Low-calcium AAC, promoting N–A–S–H formation, demonstrated decreased chloride resistance compared to high-calcium AAC, where C–A–S–H predominated. With increasing alkali content (Na2O%) and silica modulus, the chloride diffusion coefficient of the AASC decreased [109]. The diffusivity data show that extra water has no effect on pore structure connectivity in AASC concretes, as it does in PC concretes [110]. The chloride diffusion value of the AAS blocks was higher than that of the OPC in the marine environment exposed for 4 and 6 years respectively [111]. After a 9-year evaluation period, the samples displayed reduced chloride permeability compared to their counterparts tested after only 28 days, attributed to their ability to gradually fix chloride ions over time. The pozzolanic activity was found to reduce chloride migration [112]. While the chloride migration coefficient was lowest with 7.5%-nSiO2 incorporation, the chloride permeability of NP-based AAC was rated as moderate to high [113].
Fly ash-based geopolymer cement outperformed OPC in some circumstances. Because of its lower calcium content and denser composition, GPC utilizing Class-F fly ash displays heightened resistance to chloride compared to Class-C fly ash and OPC [114, 115]. According to another researcher, the filler effect and polycondensation reaction caused the chloride penetration of NaOH-concentrated concrete to be less than expected [116]; additionally, corrosion resistance improves with increased activator dosage [115]. The geopolymer concrete’s capacity to withstand chloride ions was improved by the addition of steel fibre reinforcement [117]. In contrast, it was found that OPC concrete outperformed AAFC after being exposed to chloride ions in a tidal zone for ten years [118]. These variations might be caused by the several ways that the corrosion rate is measured [118, 119].
Even though the AASF concrete had more porosity than the OPC specimens, AAC still demonstrated greater chloride resistance [120]. Moreover, as the slag percentage increased, the diffusion coefficient in AASF concrete exhibited a corresponding decrease [121] due to its reduced porosity and finer threshold pore structure compared to OPC [122]. In contrast to conventional concrete, the chloride diffusion coefficient of AAC appeared to be more strongly influenced by slag content than by strength grade [123], as the precursor’s calcium content plays a significant part in preventing chloride penetration. Incorporating 50% or more GGBS content notably enhanced the chloride penetration resistance of AASF concrete [57, 121, 124]. Furthermore, saline environments were not advised to use blended concrete with more than 50% FA [125].
Also, a higher degree polymerization in composite system (fly-ash/slag) is responsible for the reduced permeability [121]. As the slag content increased, so did the formation of C–A–S–H gel, which filled pores and improved AAFSC chloride resistance [122, 126]. In addition to intensifying chloride penetration, the incorporation of FA led to an increase in porosity within the AASC. Consequently, chloride was able to permeate through the entire cross-section of the 100% AAFC sample [57, 120]. An increase in fly ash content leads to diminished durability as it elevates both water absorption levels and the extent of water penetration [127].
AAC demonstrated superior resistance to chloride-induced corrosion when compared to OPC concrete. In 3.5% NaCl solution, rate of steel corrosion in AASC was found to be equal to that of OPCC [128]. It was found that the corrosion rate was inversely correlated with the NaOH concentration and the sodium silicate modulus. Additionally, as sulphide concentration increases, the corrosion rate typically decreases [109, 129]. Slag activated by calcium hydroxide performed better in chloride resistance when compared to KOH or NaOH. This process occurs as calcium hypochlorite forms, causing a reduction in the concentration of free chlorides within the pore solution [103, 124][109]. Because of the AASC system’s low porosity and the simultaneous development of consistent protective layers on the steel surface, it ensures effective corrosion protection [112]. The pH measured was between 11.0 and 11.5 at the rebar level at different AAFSC depths, which could vary in various alkali-activated cement systems [130]. Additionally, the NaCl immersion approach is found to be less aggressive than the w/d cycle technique [131].
When exposed to simulated seawater, AAF concrete showed good resistance to chloride attack. The gravimetric loss of bars in OPC were more than 50% however, there was no significant loss of steel in the FA-based GPC. The observed effect can be attributed to the lower permeabilities observed in alkali-activated samples, resulting in a deceleration of chloride transportation and an extended duration for the breakdown of the protective layer on the steel surface, beyond the anticipated timeframe [132]. Additionally, the rate of corrosion was slowed down by AAC’s resistance to ion transfer thereby extending the time to crack [133, 134]. In contrast to 1.08 for OPC concrete, the critical chloride level (Cl/OH) value for corrosion initiation in AASC was found to be between 2.1 and 2.8 [129] and for low calcium alkali-activated binders it was found to be 1.25 which was dependent on the alkalinity of the pore solution [135].
While Ordinary Portland Cement (OPC) concrete relies on chloride binding, in AAC chloride absorption occurs through the adsorption of chloride ions onto gel products [136]. The enhanced binding capacity found in hydrotalcite phases, due to the presence of magnesia in the slag, leads to a decrease in the permeability of AASC. This reduction plays a crucial role in preventing the ingress of chloride [120, 137, 138]. Figure 7 illustrates the varying relative weight proportions of hydrotalcite within different GGBS pastes after 56 days. Moreover, layered double hydroxides (LDHs) in AAS can accelerate the chemical binding of chloride ions [139].

The crystalline proportions of hydrotalcite in different pastes at 56 days [139]
The variables affecting chloride binding in AAMs could differ from those in OPC systems. For instance, a rise in the ability to absorb chloride was noted with the escalation of NaOH concentration in the AAFC, alongside an increase in fly ash calcium content from 0.64% to 4.80% [110, 134]. Similarly, sodium activators exhibit superior chloride ion fixation and penetration resistance in comparison to potassium-based activators [140, 141].
Chloride binding was not detected in Class-F fly ash GPC, indicating insufficient shielding capacity for embedded steel within AAFS. This deficiency in chloride binding resulted in greater mass loss of reinforced steel in AAFS compared to FA/OPC concrete by the conclusion of the test [53, 65, 119]. The extent of chloride ion binding within the reaction phases of geopolymer concrete is found to be less than the reaction phases of Portland cement hydration [111].
The resistance of AAB and OPC specimens to chloride ion-induced corrosion is summarized in Table 7. According to the findings of earlier studies, the electrochemical measurements used to evaluate AACs resistance against corrosion does not accurately represent the steel corrosion [142]. The electrochemical analysis of a passive rebar sample indicated remarkably low potential values for AASC [129], which was attributed to sulphides in the pore solution consuming dissolved oxygen [109, 143] as evidenced by the measurement that shows AAS concrete has a higher sulphide ion content at the reinforcement than OPC concrete [129]. While half-cell potential tests indicated that AAF concretes exhibited a greater susceptibility to corrosion compared to OPC concrete, they demonstrated a prolonged time to failure in accelerated corrosion tests in contrast to OPC bond [144, 145]. The corrosion potential measurement results are too uncertain, and there is still little knowledge available about the value that represent probability of corrosion in steel.
Steel bar was found to be active state of corrosion measured by hall cell potential in NP based concrete contrary to the findings of the impressed potential data [131]. But steel bar condition was found to be compatible with the gravimetric weight loss outcomes [113]. Therefore, it is crucial to determine the rate of corrosion by determining the gravimetric weight loss, a more accurate method for estimating corrosion activity, as well as to comprehend chloride movement through AAM [109, 146]. Because it is destructive, this method has a disadvantage (Table 8).
In fly ash/slag geopolymer concrete, visual inspection revealed no evidence of pitting corrosion products, contrasting with conventional concrete where such products appeared after 150 days. This result was contrary to half-cell potential results that indicated 90% probability of having corrosion. After 500 days, the chloride content at the rebar is significantly reduced, being tenfold lower, a level deemed insufficient to trigger chloride-induced corrosion [121]. Similarly, FA/GBFS and FA/OPC concrete exhibited higher corrosion rate which is clear from Fig. 8a. However visual inspection do not reflect the same as a small pitting is observed on the surface in both specimens as shown in Fig. 8b [69]. The electrochemical assessments of activated concretes fail to correspond with the extent of deterioration observed on the steel surfaces following exposure to chloride. This implies that the parameters utilized to assess the extent of corrosion in this alkali-activated concrete may need to be revised.

a and b Reinforcing steel extracted from FA/GBFS and FA/OPC concrete [69]
Freeze–thaw resistance of AAC
Freeze–thaw resistance is assessed by observing how temperature fluctuations induce volume changes in concrete, leading to the formation of structural cracks. The freeze–thaw phenomenon commonly leads to cement and concrete expanding, developing internal cracks, and experiencing mass loss through scaling. [21, 147]. Surfaces such as concrete walls and walkways often exhibit significant deterioration over time [148].
Slag based AAC has been reported to show good resistance under 300 freeze–thaw cycles and its dynamic elasticity modulus and mass loss are small due to its symmetrical and compact structure [64, 149, 150]. With a smaller air bubble space coefficient and a larger specific surface area, the freeze–thaw resistance improved [150]. The degradation of the geopolymer gel matrix in the specimens subjected to 300 cycles of freeze–thaw was mitigated with higher proportions of GGBFS incorporated into the mixture. But comparatively 100% GGBFS samples resistance was superior to any percentage of replacement with ferrochrome slag [148]. The AASC reactions yielded a hydration product characterized by a reduced Ca/Si ratio, resulting in improved buffering capacity and hindering the infiltration of moisture [151]. Conversely, when increasing the water-to-slag ratio, it led to unreacted free water remaining, resulting in greater water saturation within pore spaces. This amplified the damage experienced during freeze–thaw cycles [64].
Recent studies have unveiled that incorporating nanoparticle materials enhances the freeze–thaw durability of AAS concrete. Conversely, excessive amounts of nano-silica, nano clay, and nano TiO2 could detrimentally impact the characteristics of concrete [152,153,154]. Beyond a 1% inclusion of nano-silica, as well as the introduction of nano alumina and nano clay, only marginal enhancements in strength development were observed. Given the considerable expense associated with these particles, their utilization cannot be advocated as a primary solution [155, 156]. Also specimens activated with only NaOH were more negatively affected by the FT effect due to a brittle microstructure than samples activated with Na2SiO3 + NaOH [156].
FA based GPC demonstrated a greater and faster mass loss than bottom-ash-based GPC. Numerous factors, such as the geopolymerization process and the quantity of AEA, could be responsible for it [49]. The generation of Ca(OH)2 is reported to undermine the structural integrity and elevate water permeability, ultimately reducing freeze–thaw resistance [157]. After subjecting the air-entrained fly ash-based geopolymer to 40 freeze–thaw cycles, only minimal scaling was observed, contrasting with the non-air entrained variant which exhibited no scaling whatsoever. The expected even pore arrangement, which was presumed to enhance resistance against freeze–thaw cycles, was not observed in geopolymer formulations using non-air-entrained fly ash [158].
The FT resistance of fly ash geopolymer concrete can be improved by adding appropriate proportions of slag [59, 159]. Ca-free geopolymers exhibit reduced resistance to freeze–thaw (FT) cycles primarily due to water evaporation post-polymerization, resulting in the formation of harmful pores. However, the release of Ca2 + from slag leads to the formation of calcium-containing minerals, which effectively occupy and seal these pores. But as compared to OPCC, GPC with 50% slag shows less freeze–thaw resilience [159]. Figure 9 illustrates how the addition of slag significantly reduced the amount of transition pores. However, the damage was higher compared with the damage observed for PCC (Portland Cement Concrete) (Fig. 10).

MIP analysis results a GPC 10- 10% slag b GPC 50- 50% slag [159]

Visual appearance of each concrete mix following exposure to 56 freeze–thaw cycles [57]
Likewise, another study demonstrated that incorporating higher slag proportions notably enhances the freeze–thaw resistance of geopolymer concrete derived from fly ash. However, damage to all the AAC mixes was reported in contrast to the control concrete made of cement [57]. The use of water reducing agent in Fly- ash/slag concrete did not improve the FT resistance. Compared to GPC specimens, traditional concrete samples exhibited higher compressive strength and enhanced resistance to freeze–thaw cycles. Nonetheless, degradation persisted in both types of concrete over time [58]. The impact of incorporating GBFS content on enhancing freezing resistance outweighed the influence of altering the alkali activator modulus [63].
The FT resistance of mix with FA and GGBS as a source material performed much compared to any other combination of GGBS, MK and RHA. The principal factor contributing to its diminished performance is thought to be its increased water content. The scaling factor was met by the former mix but the later failed to do so [59]. Further investigation is required to optimize the fiber percentage in AAC mixtures as a means to alleviate the vulnerability of FT resistance, offering alternative approaches to tackle this challenge [56].
Assessment of FT resistance involves evaluating changes in compressive strength, mass, and variations in relative dynamic modulus as key parameters. Figure 11 displays the performance of AAC utilizing fly ash and GGBS, across different parameters. Higher concentrations of calcium in the binder material correspond to reduced resistance against F-T cycles, attributed to the expanded calcium substances enhancing AAC permeability.

Sulphate resistance of AAC
External sulfate attack on concrete commonly arises from exposure to high-sulfate soils and groundwater, as well as from atmospheric or industrial water pollution. Ettringite, gypsum, and thaumasite can arise due to the leaching of calcium in OPC concrete and dissolution of hydrated phases. The formation of new compounds causes disruptive expansion and fracture formation, which weakens the concrete mechanically. The sulfate attack-induced compounds in AAC are somewhat akin to those in OPC concrete, where ettringite and gypsum formation result in expansion and cracking. Upon sulfate infiltration, the involvement of both calcium and aluminum becomes crucial for triggering a reaction that yields calcium sulfoaluminate and gypsum. “ue to the absence of Ca(OH)2 and the presence of aluminum tightly bound within the N–(C)–A–S–H gel, AAC exhibits exceptional resilience in sulfate-rich environments. Since the turn of the century, AAC has been the focus of in-depth studies and reports by numerous authors across the globe.
In a 5% Na2SO4 solution, AASC and OPCC strength decreased by 17% and 25%, respectively, while in a 5% MgSO4 solution it decreased by 23% and 37%, respectively [160]. When exposed to a 10% MgSO4 solution, AASC specimens lost more strength than OPCC specimens did, whereas specimens exposed to a 10% Na2SO4 solution did not lose strength for up to 12 months [73]. Due to the absence of a brucite layer serving as a protective barrier, unlike in OPC concrete mixes, magnesium ions directly assault the C–A–S–H structure, leading to the creation of magnesium silicate hydrate (M–S–H) and gypsum [75]. The expansive nature of M–S–H and gypsum prevents them from filling the AASC mix’s constrained pore space, which causes concrete specimens to crack. This suggests that the impact of degradation varies depending on the specific cation paired with the sulfate anion [73, 161].
Three months of exposure revealed that the fly ash-based GPC’s compressive strength, weight loss, or dimension were not significantly affected by the 5% Na2SO4 solution [80]. This is because alkalis are lost into the contact solution, as opposed to ettringite being formed, which is a factor in the deterioration of specimens [27]. Class-F fly ash-based GPC and OPC specimens, on the other hand, deteriorated more in 5% MgSO4. The best sulphate resistance was also found in specimens activated by sodium hydroxide (NaOH), likely because of a more stable cross-linked structure [162]. Furthermore, it was found that the low-calcium system exhibited superior resistance to MgSO4 compared to Na2SO4, with a length change of 0.1%, well within the acceptable limit [52].
In AAFS concrete weight loss was minimal and strength loss was only 2–29% compared to OPC’s 9–38% loss in Na2SO4 solution. Contrary to OPC, GPC lacks the expansion-causing components Ca(OH)2 and mono-sulpho aluminate in the matrix [163, 164]. The reduction in mechanical resistance was greater in MgSO4 solution indicating its higher aggressiveness, due to the emergence of gypsum, a new crystalline phase, but the loss was greater still in OPC specimens [164]. Because sodium hydroxide leaches when it interacts with sodium sulphate, forming a white layer of sodium carbonate, Na2SO4 had the biggest effect on how well FA and GLSS concretes performed. The study highlighted the significance of examining the impact of Na2SO4 on the structural integrity of geopolymer concrete as a result [27, 52].
After 6 months, the maximum expansion value of specimens in natural pozzolana (NP) based GPC immersed in combined sodium and magnesium sulphate solution was only 0.074%, and strength loss was 19.5%, demonstrating good sulphate resistance [165]. Also, in natural pozzolan/slag blend the expansion was 0.0963% at 18 months exposed to 5% Na2SO4 which meets the ASTM C1012-specified maximum permissible expansion limit (≤ 0.10%). Unlike Na2SO4, MgSO4 promotes the cracking and surface deterioration [166]. Table 9 summarizes sulphate resistance of AAC versus OPC concrete.
Limitations
Sustainability and environmental friendliness are the main factors contributing to AAC’s potential popularity. Nonetheless, these benefits are beneficial for laboratory or institute-level research. Yet, these are insufficient to encourage the general public to accept it. Research and invention are never fully realized unless they are applied to the worldwide market. Improving the material’s reliability may increase market demand, without which the material may fail. When considering a material, end consumers are always concerned with its price, strength, and longevity; they are never concerned with its environmental impact. For the following reasons, global commercial acceptance of GPC use has not yet materialized.
-
1.
The lack of a standard for AAC, which ought to be created by an international committee, is one of the primary causes of its current lack of acceptability.
-
2.
Fly ash has a wide range of chemical compositions, depending on the source, hence the convenience of getting source material with uniform chemical compositions for production of AAMs, is a challenge.
-
3.
From the perspective of durability, the requirement of a precursor used individually or a blend that could satisfy the industry requirements, with its lower and higher range, is still unclear
-
4.
AAC requires specific trained attention right from selection of materials, activator dosage and design of concrete, which is possible in a laboratory setting. With present state if the art, the FA-Slag based AAMs can be recommended for precast industries and other similar applications.
-
5.
AAC’s long-term durability has not been demonstrated till date, so developing the test and validation procedure is crucial. The usage of this material must be verified for thirty to forty years globally by any design engineer. Therefore, it is imperative that a conclusive method to evaluate the reliability of AAC’s various durability features be developed.
Conclusion
The purpose of this review is to provide a deep insight into the durability aspects of fly ash/slag AAC’ with aim to popularise it as a potential construction material. Several uncertainties are associated with varying influences on the durability variables affect the outcomes, hence this comprehensive review will help in making a choice of constituent materials and activator concentrations to suite modern infrastructure requirements.
-
1.
For enhancing the durability of AAC it is desirable to use blends of FA and GGBS in such a way that relatively low calcium binder is produced.
-
2.
In general, all AACs exhibit enhanced performance against acid attack in comparison with OPC based concrete since the calcium hydroxide which dissolute easily in acid environment is absent.
-
3.
The (C, N)–A–S–H gel’s dense structure, along with its coexistence in AAC, plays a crucial role in reducing chloride permeability compared to OPC concrete. While there may be isolated studies that report contradictory findings in terms of corrosion resistance, the consensus among the majority of research papers supports the idea that AAC offers improved corrosion resistance compared to OPC concrete.
-
4.
The improved freeze–thaw resistance resulting from higher slag content helps meet the prescribed FT cycles and enhances the durability of AAC in cold climates or environments prone to freeze–thaw cycles.
-
5.
Fly ash and slag, two common raw materials used in the manufacturing of AAC, are residues from different industrial operations. Adopting AAC can help lower carbon dioxide emissions, make waste recycling easier, and encourage the development of environmentally friendly and sustainable activities in society. But this is inconceivable until there’s a productive raw material supply chain.
Recommendation
-
1.
Conducting extensive, repetitive testing in diverse environments, both in the field and laboratory, is imperative for refining methodologies and validating materials for structural purposes.
-
2.
Examine the holistic economic and environmental impacts of AAC in contrast to conventional concrete throughout its life cycle, including manufacturing, transportation, maintenance, raw material extraction, and end-of-life recycling or disposal considerations.
-
3.
To encourage widespread use of FA/GGBS-based AAC in construction, we need clear guidelines and standards for its design and production. Understanding how the chemical composition of FA and GGBS affects AAC’s durability will inform better material selection for specific applications.
-
4.
Explore novel applications for FA/GGBS-based AAC, including prefabricated elements, specialized infrastructure, and 3D-printed construction, while also developing new uses like heavy metal sealing, refractory materials, repair materials, corrosion-resistant coatings, and fire-resistant coatings.
-
5.
Future field research studies should consider examining the structural integrity of geopolymer concrete. This would allow for an assessment of its ability to bear loads from the roof to the foundation in comparison to traditional OPC concrete structures.
Data availability
All data reviewed during this study are included in the article.
Abbreviations
- AAC:
-
Alkali-activated concrete
- AAM:
-
Alkali-activated materials
- AAFC :
-
Alkali-activated fly-ash concrete
- AASC :
-
Alkali-activated slag concrete
- AAFSC :
-
Alkali-activated fly-ash/slag concrete
- CS :
-
Compressive strength
- CO2 :
-
Carbon dioxide
- C–S–H :
-
Calcium silicate hydrate
- C–A–S–H :
-
Calcium alumino-silicate hydrate
- Ca(OH)2 :
-
Calcium hydroxide
- CH3COOH :
-
Acetic acid
- FA :
-
Fly-ash
- FT :
-
Freeze–thaw
- GPC :
-
Geopolymer concrete
- GGBS :
-
Ground granulated blast furnace slag
- HPA :
-
Kaolite high-performance ash
- H2SO4 :
-
Sulphuric acid
- HCl :
-
Hydrochloric acid
- ITZ :
-
Interfacial transition zone
- KOH :
-
Potassium hydroxide (KH)
- K2SiO3 :
-
Potassium silicate (KS)
- MK :
-
Metakaolin
- M–S–H :
-
Magnesium silicate hydrate
- Ms:
-
Silica modulus
- MgSO4 :
-
Magnesium sulphate
- NA:
-
Nano-alumina
- NC:
-
Nano clay
- NP :
-
Natural pozzolana
- NS:
-
Nano-silica
- NaCl :
-
Sodium chloride
- NaOH :
-
Sodium hydroxide (SH)
- N(C)–A–S–H :
-
Sodium(calcium)alumino-silicate hydrate
- Na2SO4 :
-
Sodium sulphate
- Na2SiO3 :
-
Sodium silicate (SS)
- OPC :
-
Ordinary Portland cement
- PFA:
-
Pulverized fuel ash
- RDME:
-
Relative dynamic modulus of elasticity
- SF :
-
Silica fume
References
Leung DYC, Caramanna G, Maroto-Valer MM (2014) An overview of current status of carbon dioxide capture and storage technologies. Renew Sustain Energy Rev 39:426–443
Tanu HM, Unnikrishnan S (2022) Utilization of industrial and agricultural waste materials for the development of geopolymer concrete- a review. Mater Today Proc 65:1290–1297. https://doi.org/10.1016/j.matpr.2022.04.192
Maddalena R, Roberts JJ, Hamilton A (2018) Can Portland cement be replaced by low-carbon alternative materials? A study on the thermal properties and carbon emissions of innovative cements. J Clean Prod 186:933–942. https://doi.org/10.1016/j.jclepro.2018.02.138
National Minerals Information Center (2023) US Geological Survey Mineral Commodity Summaries 2023 Data Release
Shobeiri V, Bennett B, Xie T, Visintin P (2021) A comprehensive assessment of the global warming potential of geopolymer concrete. J Clean Prod. https://doi.org/10.1016/j.jclepro.2021.126669
Kumar Mehta P (2001) Concrete international / October 2001 61
Leeson D, Mac Dowell N, Shah N et al (2017) A Techno-economic analysis and systematic review of carbon capture and storage (CCS) applied to the iron and steel, cement, oil refining and pulp and paper industries, as well as other high purity sources. Int J Greenh Gas Control 61:71–84. https://doi.org/10.1016/j.ijggc.2017.03.020
Palomo A, Monteiro P, Martauz P et al (2019) Hybrid binders: a journey from the past to a sustainable future (opus caementicium futurum). Cem Concr Res. https://doi.org/10.1016/j.cemconres.2019.105829
Paltsev S, Morris J, Kheshgi H, Herzog H (2021) Hard-to-abate sectors: the role of industrial carbon capture and storage (CCS) in emission mitigation. Appl Energy. https://doi.org/10.1016/j.apenergy.2021.117322
Global Carbon Project; Expert(s) (Friedlingstein et al. (2023), Andrew and Peters (2023)). https://www.statista.com/statistics/1091672/carbon-dioxide-emissions-global-cement-manufacturing/. Accessed 9 Feb 2024
Cement at the UN Climate Summit, New York
Pacheco-Torgal F, Abdollahnejad Z, Camões AF et al (2012) Durability of alkali-activated binders: a clear advantage over Portland cement or an unproven issue? Constr Build Mater 30:400–405
Abdalla TA, Koteng DO, Shitote SM, Matallah M (2022) Mechanical and durability properties of concrete incorporating silica fume and a high volume of sugarcane bagasse ash. Results Eng. https://doi.org/10.1016/j.rineng.2022.100666
Munir Q, Abdulkareem M, Horttanainen M, Kärki T (2023) A comparative cradle-to-gate life cycle assessment of geopolymer concrete produced from industrial side streams in comparison with traditional concrete. Sci Total Environ. https://doi.org/10.1016/j.scitotenv.2022.161230
https://www.ibef.org/industry/cement-presentation (2023) Indian Cement Industry Analysis
Jindal BB (2019) Investigations on the properties of geopolymer mortar and concrete with mineral admixtures: a review. Constr Build Mater 227:116644
Permatasari R, Sodri A, Gustina HA (2023) Utilization of fly ash waste in the cement industry and its environmental impact a review. J Penelit Pendidik IPA 9:569–579. https://doi.org/10.29303/jppipa.v9i9.4504
Zakka WP, Abdul Shukor Lim NH, Chau Khun M (2021) A scientometric review of geopolymer concrete. J Clean Prod 280:124353
Mahmoodi O, Siad H, Lachemi M et al (2021) Development of optimized binary ceramic tile and concrete wastes geopolymer binders for in-situ applications. J Build Eng. https://doi.org/10.1016/j.jobe.2021.102906
Lakshmi A, Pandit P, Nayak G et al (2024) Performance evaluation of low volume synthetic fibres in pozzolanic cement concrete. Cogent Eng. https://doi.org/10.1080/23311916.2024.2319398
Zhuang XY, Chen L, Komarneni S et al (2016) Fly ash-based geopolymer: clean production, properties and applications. J Clean Prod 125:253–267
Srividya T, Kannan Rajkumar PR, Sivasakthi M et al (2022) A state-of-the-art on development of geopolymer concrete and its field applications. Case Stud Constr Mater. https://doi.org/10.1016/j.cscm.2021.e00812
Nodehi M, Taghvaee VM (2022) Alkali-activated materials and geopolymer: a review of common precursors and activators addressing circular economy. Circ Econ Sustain 2:165–196
Singh NB, Middendorf B (2020) Geopolymers as an alternative to Portland cement: an overview. Constr Build Mater. https://doi.org/10.1016/j.conbuildmat.2019.117455
Part WK, Ramli M, Cheah CB (2015) An overview on the influence of various factors on the properties of geopolymer concrete derived from industrial by-products. Constr Build Mater 77:370–395
Abhishek HS, Prashant S, Kamath MV, Kumar M (2022) Fresh mechanical and durability properties of alkali-activated fly ash-slag concrete: a review. Innov Infrastruct Solut 7:1–4
Albitar M, Mohamed Ali MS, Visintin P, Drechsler M (2017) Durability evaluation of geopolymer and conventional concretes. Constr Build Mater 136:374–385. https://doi.org/10.1016/j.conbuildmat.2017.01.056
Das SK, Mishra J, Singh SK, et al (2020) Characterization and utilization of rice husk ash (RHA) in fly ash—Blast furnace slag based geopolymer concrete for sustainable future. In: Materials Today: Proceedings. Elsevier Ltd, pp 5162–5167
Tayeh BA, Zeyad AM, Agwa IS, Amin M (2021) Effect of elevated temperatures on mechanical properties of lightweight geopolymer concrete. Case Stud Constr Mater. https://doi.org/10.1016/j.cscm.2021.e00673
(2023) Report on Fly ash generation at coal/lignite based thermal power stations and its utilization in the country for the 1st half of central electricity authority New Felhi
Neville AM, Brooks JJ (1987) Concrete technology. Longman Scientific & Technical England
Ding Y, Dai JG, Shi CJ (2016) Mechanical properties of alkali-activated concrete: a state-of-the-art review. Constr Build Mater 127:68–79. https://doi.org/10.1016/j.conbuildmat.2016.09.121
Xie T, Visintin P, Zhao X, Gravina R (2020) Mix design and mechanical properties of geopolymer and alkali activated concrete: review of the state-of-the-art and the development of a new unified approach. Constr Build Mater. https://doi.org/10.1016/j.conbuildmat.2020.119380
Xue C, Sirivivatnanon V, Nezhad A, Zhao Q (2023) Comparisons of alkali-activated binder concrete (ABC) with OPC concrete—a review. Cem Concr Compos. https://doi.org/10.1016/j.cemconcomp.2022.104851
Taher SMS, Saadullah ST, Haido JH, Tayeh BA (2021) Behavior of geopolymer concrete deep beams containing waste aggregate of glass and limestone as a partial replacement of natural sand. Case Stud Constr Mater. https://doi.org/10.1016/j.cscm.2021.e00744
Gourley T, Duxson P, Setunge S, et al (2011) Recommended practice: geopolymer concrete. Concrete Institute of Australia
Hassan A, Arif M, Shariq M (2019) Use of geopolymer concrete for a cleaner and sustainable environment—a review of mechanical properties and microstructure. J Clean Prod 223:704–728
Meesala CR, Verma NK, Kumar S (2020) Critical review on fly-ash based geopolymer concrete. Struct Concr 21:1013–1028. https://doi.org/10.1002/suco.201900326
Provis JL, Palomo A, Shi C (2015) Advances in understanding alkali-activated materials. Cem Concr Res 78:110–125
Hafez H, Kassim D, Kurda R et al (2021) Assessing the sustainability potential of alkali-activated concrete from electric arc furnace slag using the ECO2 framework. Constr Build Mater. https://doi.org/10.1016/j.conbuildmat.2021.122559
Lemougna PN, Nzeukou A, Aziwo B et al (2020) Effect of slag on the improvement of setting time and compressive strength of low reactive volcanic ash geopolymers synthetized at room temperature. Mater Chem Phys. https://doi.org/10.1016/j.matchemphys.2019.122077
Li Y, Shen J, Lin H, Li Y (2023) Optimization design for alkali-activated slag-fly ash geopolymer concrete based on artificial intelligence considering compressive strength, cost, and carbon emission. J Build Eng. https://doi.org/10.1016/j.jobe.2023.106929
Kumar P, Pratap B, Sharma S, Kumar I (2023) Compressive strength prediction of fly ash and blast furnace slag-based geopolymer concrete using convolutional neural network. Asian J Civ Eng. https://doi.org/10.1007/s42107-023-00861-5
Waqas RM, Butt F, Zhu X et al (2021) A comprehensive study on the factors affecting the workability and mechanical properties of ambient cured fly ash and slag based geopolymer concrete. Appl Sci. https://doi.org/10.3390/app11188722
Sharma U, Gupta N, Verma M (2023) Prediction of the compressive strength of Flyash and GGBS incorporated geopolymer concrete using artificial neural network. Asian J Civ Eng 24:2837–2850. https://doi.org/10.1007/s42107-023-00678-2
Bellum RR, Muniraj K, Madduru SRC (2020) Influence of slag on mechanical and durability properties of fly ash-based geopolymer concrete. J Korean Ceram Soc 57:530–545. https://doi.org/10.1007/s43207-020-00056-7
Ojha A, Aggarwal P (2023) Development of mix design guidelines for low calcium fly ash-based geopolymer concrete—a quantitative approach. SILICON 15:3681–3694. https://doi.org/10.1007/s12633-023-02299-5
Sandeep GS, Pandit P, Prashanth S, Jagadisha HM (2024) Influence of gypsum on the residual properties of fly ash-slag-based alkali-activated concrete. Civ Eng J 10:915–927. https://doi.org/10.28991/CEJ-2024-010-03-017
Azarsa P, Gupta R (2020) Freeze-thaw performance characterization and leachability of potassium-based geopolymer concrete. J Compos Sci. https://doi.org/10.3390/jcs4020045
Wang X, Kong L, Zhao W, Liu Y (2023) Chloride transport resistance of alkali-activated concrete exposed to combined chloride, sulfate and carbonation environment. Constr Build Mater. https://doi.org/10.1016/j.conbuildmat.2023.130353
Koenig A, Herrmann A, Overmann S, Dehn F (2017) Resistance of alkali-activated binders to organic acid attack: assessment of evaluation criteria and damage mechanisms. Constr Build Mater 151:405–413. https://doi.org/10.1016/j.conbuildmat.2017.06.117
Bondar D, Nanukuttan S (2022) External sulphate attack on alkali-activated slag and slag/fly ash concrete. Buildings. https://doi.org/10.3390/buildings
Elyamany HE, Elmoaty AEMA, Diab ARA (2021) Sulphuric acid resistance of slag geopolymer concrete modified with fly ash and silica fume. Iran J Sci Technol - Trans Civ Eng 45:2297–2315. https://doi.org/10.1007/s40996-020-00515-5
Çevik A, Alzeebaree R, Humur G et al (2018) Effect of nano-silica on the chemical durability and mechanical performance of fly ash based geopolymer concrete. Ceram Int 44:12253–12264. https://doi.org/10.1016/j.ceramint.2018.04.009
Nnaemeka OF, Singh NB (2019) Durability properties of geopolymer concrete made from fly ash in presence of Kaolin. In: Materials Today: Proceedings. Elsevier Ltd, pp 781–784
Yuan Y, Zhao R, Li R et al (2020) Frost resistance of fiber-reinforced blended slag and Class F fly ash-based geopolymer concrete under the coupling effect of freeze-thaw cycling and axial compressive loading. Constr Build Mater. https://doi.org/10.1016/j.conbuildmat.2020.118831
Aiken TA, Kwasny J, Sha W, Tong KT (2021) Mechanical and durability properties of alkali-activated fly ash concrete with increasing slag content. Constr Build Mater. https://doi.org/10.1016/j.conbuildmat.2021.124330
Kumar R, Verma M, Dev N (2022) Investigation on the effect of seawater condition, sulphate attack, acid attack, freeze-thaw condition, and wetting-drying on the geopolymer concrete. Iran J Sci Technol - Trans Civ Eng 46:2823–2853. https://doi.org/10.1007/s40996-021-00767-9
Tekle BH, Holschemacher K, Löber P, Heiden B (2021) Mechanical behavior and frost-resistance of alkali-activated cement concrete with blended binder at ambient curing condition. Buildings 11:1–15. https://doi.org/10.3390/buildings11020052
Pasupathy K, Sanjayan J, Rajeev P (2021) Evaluation of alkalinity changes and carbonation of geopolymer concrete exposed to wetting and drying. J Build Eng. https://doi.org/10.1016/j.jobe.2020.102029
Li Z, Li S (2020) Effects of wetting and drying on alkalinity and strength of fly ash/slag-activated materials. Constr Build Mater. https://doi.org/10.1016/j.conbuildmat.2020.119069
Gu L, Bennett T, Visintin P (2019) Sulphuric acid exposure of conventional concrete and alkali-activated concrete: assessment of test methodologies. Constr Build Mater 197:681–692. https://doi.org/10.1016/j.conbuildmat.2018.11.166
Zhang B, Yan B, Li Y (2023) Study on mechanical properties, freeze–thaw and chlorides penetration resistance of alkali activated granulated blast furnace slag-coal gangue concrete and its mechanism. Constr Build Mater. https://doi.org/10.1016/j.conbuildmat.2022.130218
Chen B, Wang J (2021) Experimental study on the durability of alkali-activated slag concrete after freeze-thaw cycle. Adv Mater Sci Eng. https://doi.org/10.1155/2021/9915639
Zhao K, Liang Y, Ji T et al (2020) Effect of activator types and concentration of CO2 on the steel corrosion in the carbonated alkali-activated slag concrete. Constr Build Mater. https://doi.org/10.1016/j.conbuildmat.2020.120044
Robayo-Salazar RA, Aguirre-Guerrero AM, Mejía de Gutiérrez R (2020) Carbonation-induced corrosion of alkali-activated binary concrete based on natural volcanic pozzolan. Constr Build Mater. https://doi.org/10.1016/j.conbuildmat.2019.117189
Bukvic O, Serdar M (2022) Influence of alkali content and silica modulus on the carbonation kinetics of alkali-activated slag concrete. MATEC Web Conf 364:05004. https://doi.org/10.1051/matecconf/202236405004
Özcan A, Karakoç MB (2019) The resistance of blast furnace slag- and ferrochrome slag-based geopolymer concrete against acid attack. Int J Civ Eng 17:1571–1583. https://doi.org/10.1007/s40999-019-00425-2
Valencia-Saavedra W, Aguirre-Guerrero AM, Mejía de Gutiérrez R (2022) Assessment of the corrosion of steel embedded in an alkali-activated hybrid concrete exposed to chlorides. Molecules. https://doi.org/10.3390/molecules27165296
Huseien GF, Sam ARM, Shah KW, Mirza J (2020) Effects of ceramic tile powder waste on properties of self-compacted alkali-activated concrete. Constr Build Mater. https://doi.org/10.1016/j.conbuildmat.2019.117574
Teymouri M, Behfarnia K, Shabani A (2021) Mix design effects on the durability of alkali-activated slag concrete in a hydrochloric acid environment. Sustain. https://doi.org/10.3390/su13148096
Thunuguntla CS, Gunneswara Rao TD (2018) Effect of mix design parameters on mechanical and durability properties of alkali activated slag concrete. Constr Build Mater 193:173–188. https://doi.org/10.1016/j.conbuildmat.2018.10.189
Mithun BM, Narasimhan MC (2016) Performance of alkali activated slag concrete mixes incorporating copper slag as fine aggregate. J Clean Prod 112:837–844. https://doi.org/10.1016/j.jclepro.2015.06.026
Bakharev T, Sanjayan JG, Cheng Y-B (2003) Resistance of alkali-activated slag concrete to acid attack. Cem Concr Res 33:1607–1611
Manjunath R, Narasimhan MC, Umesha KM (2019) Studies on high performance alkali activated slag concrete mixes subjected to aggressive environments and sustained elevated temperatures. Constr Build Mater. https://doi.org/10.1016/j.conbuildmat.2019.116887
Bakharev T (2005) Resistance of geopolymer materials to acid attack. Cem Concr Res 35:658–670. https://doi.org/10.1016/j.cemconres.2004.06.005
Özcan A, Karakoç MB (2019) The resistance of blast furnace slag-and ferrochrome slag-based geopolymer concrete against acid attack. Int J Civ Eng 17:1571–1583
Okoye FN, Prakash S, Singh NB (2017) Durability of fly ash based geopolymer concrete in the presence of silica fume. J Clean Prod 149:1062–1067. https://doi.org/10.1016/j.jclepro.2017.02.176
Gu L, Visintin P, Bennett T (2018) Evaluation of accelerated degradation test methods for cementitious composites subject to sulfuric acid attack; application to conventional and alkali-activated concretes. Cem Concr Compos 87:187–204. https://doi.org/10.1016/j.cemconcomp.2017.12.015
Hardjito D, Wallah SE, Sumajouw DMJ, Rangan BV (2004) On the development of fly ash-based geopolymer concrete. Mater J 101:467–472
Abhilash P, Sasidhar C, Ramana Reddy IV (2017) Evaluation of performance of geopolymer concrete in acid environment. Int Res Eng Technol 4:1433–1438
Ariffin MAM, Bhutta MAR, Hussin MW et al (2013) Sulfuric acid resistance of blended ash geopolymer concrete. Constr Build Mater 43:80–86. https://doi.org/10.1016/j.conbuildmat.2013.01.018
Nguyen KT, Lee YH, Lee J, Ahn N (2013) Acid resistance and curing properties for green fly ash-geopolymer concrete. J Asian Archit Build Eng 12:317–322. https://doi.org/10.3130/jaabe.12.317
Valencia-Saavedra WG, Mejía de Gutiérrez R, Puertas F (2020) Performance of FA-based geopolymer concretes exposed to acetic and sulfuric acids. Constr Build Mater. https://doi.org/10.1016/j.conbuildmat.2020.119503
White CE, Daemen LL, Hartl M, Page K (2015) Intrinsic differences in atomic ordering of calcium (alumino)silicate hydrates in conventional and alkali-activated cements. Cem Concr Res 67:66–73. https://doi.org/10.1016/j.cemconres.2014.08.006
Bernal SA, Mejía De Gutiérrez R, Pedraza AL et al (2011) Effect of binder content on the performance of alkali-activated slag concretes. Cem Concr Res 41:1–8. https://doi.org/10.1016/j.cemconres.2010.08.017
Bernal SA, San Nicolas R, Provis JL et al (2014) Natural carbonation of aged alkali-activated slag concretes. Mater Struct Constr 47:693–707. https://doi.org/10.1617/s11527-013-0089-2
Law DW, Adam AA, Molyneaux TK, Patnaikuni I (2012) Durability assessment of alkali activated slag (AAS) concrete. Mater Struct 45:1425–1437
Babaee M, Khan MSH, Castel A (2018) Passivity of embedded reinforcement in carbonated low-calcium fly ash-based geopolymer concrete. Cem Concr Compos 85:32–43. https://doi.org/10.1016/j.cemconcomp.2017.10.001
Charitha V, Athira G, Bahurudeen A, Shekhar S (2022) Carbonation of alkali activated binders and comparison with the performance of ordinary Portland cement and blended cement binders. J Build Eng 53:104513
Bernal SA, Provis JL, Brice DG et al (2012) Accelerated carbonation testing of alkali-activated binders significantly underestimates service life: the role of pore solution chemistry. Cem Concr Res 42:1317–1326. https://doi.org/10.1016/j.cemconres.2012.07.002
Bernal SA, Provis JL, Walkley B et al (2013) Gel nanostructure in alkali-activated binders based on slag and fly ash, and effects of accelerated carbonation. Cem Concr Res 53:127–144. https://doi.org/10.1016/j.cemconres.2013.06.007
Bakharev T, Sanjayan JG, Cheng Y-B (2001) Resistance of alkali-activated slag concrete to carbonation. Cem Concr Res 31(9):1277–1283
Bai YH, Yu S, Chen W (2019) Experimental study of carbonation resistance of alkali-activated slag concrete. ACI Mater J 116:95–104. https://doi.org/10.14359/51715585
Sufian Badar M, Kupwade-Patil K, Bernal SA et al (2014) Corrosion of steel bars induced by accelerated carbonation in low and high calcium fly ash geopolymer concretes. Constr Build Mater 61:79–89. https://doi.org/10.1016/j.conbuildmat.2014.03.015
Pasupathy K, Berndt M, Sanjayan J et al (2018) Durability performance of precast fly ash–based geopolymer concrete under atmospheric exposure conditions. J Mater Civ Eng. https://doi.org/10.1061/(asce)mt.1943-5533.0002165
Bernal SA, Provis JL, Mejía de Gutiérrez R, van Deventer JSJ (2014) Accelerated carbonation testing of alkali-activated slag/metakaolin blended concretes: effect of exposure conditions. Mater Struct Constr 48:653–669. https://doi.org/10.1617/s11527-014-0289-4
Bernal SA, Mejía De Gutiérrez R, Provis JL (2012) Engineering and durability properties of concretes based on alkali-activated granulated blast furnace slag/metakaolin blends. Constr Build Mater 33:99–108. https://doi.org/10.1016/j.conbuildmat.2012.01.017
Zhang M, Wang F, Long Y et al (2022) Improving the carbonation resistance of alkali-activated slag mortars by calcined Mg/Al layered double hydroxides. Appl Clay Sci. https://doi.org/10.1016/j.clay.2021.106379
Behfarnia K, Rostami M (2017) Effects of micro and nanoparticles of SiO2 on the permeability of alkali activated slag concrete. Constr Build Mater 131:205–213. https://doi.org/10.1016/j.conbuildmat.2016.11.070
Li Z, Li S (2018) Carbonation resistance of fly ash and blast furnace slag based geopolymer concrete. Constr Build Mater 163:668–680. https://doi.org/10.1016/j.conbuildmat.2017.12.127
Pasupathy K, Berndt M, Castel A et al (2016) Carbonation of a blended slag-fly ash geopolymer concrete in field conditions after 8 years. Constr Build Mater 125:661–669. https://doi.org/10.1016/j.conbuildmat.2016.08.078
Garcia V, François R, Carcasses M, Gegout P (2014) Potential measurement to determine the chloride threshold concentration that initiates corrosion of reinforcing steel bar in slag concretes. Mater Struct Constr 47:1483–1499. https://doi.org/10.1617/s11527-013-0130-5
Aperador W, Mejía de Gutiérrez R, Bastidas DM (2009) Steel corrosion behaviour in carbonated alkali-activated slag concrete. Corros Sci 51:2027–2033. https://doi.org/10.1016/j.corsci.2009.05.033
Behfarnia K, Rostami M (2017) An assessment on parameters affecting the carbonation of alkali-activated slag concrete. J Clean Prod 157:1–9. https://doi.org/10.1016/j.jclepro.2017.04.097
He J, Gao Q, Wu Y et al (2018) Study on improvement of carbonation resistance of alkali-activated slag concrete. Constr Build Mater 176:60–67. https://doi.org/10.1016/j.conbuildmat.2018.04.117
Arunkumar YM, Prashanth S, Pandit P et al (2023) FInite element analysis of bond behavior in corroded reinforced concrete beams: state-of-the-art. J Appl Eng Sci 21:1031–1042
Lakshmi A, Pandit P, Arun AK et al (2024) Study on bond behaviour of corroded reinforced concrete beam–finite element analysis. Cogent Eng. https://doi.org/10.1080/23311916.2024.2340298
Ma Q, Nanukuttan SV, Basheer PAM et al (2016) Chloride transport and the resulting corrosion of steel bars in alkali activated slag concretes. Mater Struct Constr 49:3663–3677. https://doi.org/10.1617/s11527-015-0747-7
Bondar D, Ma Q, Soutsos M et al (2018) Alkali activated slag concretes designed for a desired slump, strength and chloride diffusivity. Constr Build Mater 190:191–199. https://doi.org/10.1016/j.conbuildmat.2018.09.124
Pasupathy K, Sanjayan J, Rajeev P, Law DW (2021) The effect of chloride ingress in reinforced geopolymer concrete exposed in the marine environment. J Build Eng. https://doi.org/10.1016/j.jobe.2021.102281
Aperador W, Bautista-Ruiz J, Sánchez-Molina J (2022) Effect of immersion time in chloride solution on the properties of structural rebar embedded in alkali-activated slag concrete. Metals (Basel). https://doi.org/10.3390/met12111952
Ibrahim M, Kalimur Rahman M, Megat Johari MA et al (2020) Chloride diffusion and chloride-induced corrosion of steel embedded in natural pozzolan-based alkali activated concrete. Constr Build Mater. https://doi.org/10.1016/j.conbuildmat.2020.120669
Kupwade-Patil K, Allouche EN, Eng P (2013) Examination of chloride-induced corrosion in reinforced geopolymer concretes. J Mater Civil Eng. https://doi.org/10.1061/(ASCE)MT.1943
Shaikh FUA (2014) Effects of alkali solutions on corrosion durability of geopolymer concrete. Adv Concr Constr 2:109
Chindaprasirt P, Chalee W (2014) Effect of sodium hydroxide concentration on chloride penetration and steel corrosion of fly ash-based geopolymer concrete under marine site. Constr Build Mater 63:303–310. https://doi.org/10.1016/j.conbuildmat.2014.04.010
Ganesan N, Abraham R, Deepa Raj S (2015) Durability characteristics of steel fibre reinforced geopolymer concrete. Constr Build Mater 93:471–476. https://doi.org/10.1016/j.conbuildmat.2015.06.014
Pasupathy K, Singh Cheema D, Sanjayan J (2021) Durability performance of fly ash-based geopolymer concrete buried in saline environment for 10 years. Constr Build Mater. https://doi.org/10.1016/j.conbuildmat.2021.122596
Pasupathy K, Berndt M, Sanjayan J et al (2017) Durability of low-calcium fly ash based geopolymer concrete culvert in a saline environment. Cem Concr Res 100:297–310. https://doi.org/10.1016/j.cemconres.2017.07.010
Ismail I, Bernal SA, Provis JL et al (2013) Influence of fly ash on the water and chloride permeability of alkali-activated slag mortars and concretes. Constr Build Mater 48:1187–1201. https://doi.org/10.1016/j.conbuildmat.2013.07.106
Tennakoon C, Shayan A, Sanjayan JG, Xu A (2017) Chloride ingress and steel corrosion in geopolymer concrete based on long term tests. Mater Des 116:287–299. https://doi.org/10.1016/j.matdes.2016.12.030
Zhang J, Ma Y, Zheng J et al (2020) Chloride diffusion in alkali-activated fly ash/slag concretes: role of slag content, water/binder ratio, alkali content and sand-aggregate ratio. Constr Build Mater. https://doi.org/10.1016/j.conbuildmat.2020.119940
Gluth GJG, Arbi K, Bernal SA et al (2020) RILEM TC 247-DTA round robin test: carbonation and chloride penetration testing of alkali-activated concretes. Mater Struct Constr. https://doi.org/10.1617/s11527-020-1449-3
Noushini A, Castel A (2018) Performance-based criteria to assess the suitability of geopolymer concrete in marine environments using modified ASTM C1202 and ASTM C1556 methods. Mater Struct Constr. https://doi.org/10.1617/s11527-018-1267-z
Noushini A, Castel A, Aldred J, Rawal A (2020) Chloride diffusion resistance and chloride binding capacity of fly ash-based geopolymer concrete. Cem Concr Compos. https://doi.org/10.1016/j.cemconcomp.2019.04.006
Bellum RR, Al Khazaleh M, Pilla RK et al (2022) Effect of slag on strength, durability and microstructural characteristics of fly ash-based geopolymer concrete. J Build Pathol Rehabil. https://doi.org/10.1007/s41024-022-00163-4
Badrawi HA, Makahleh HY, Haweileh RA (2022) Compressive Strength and Durability of Geopolymer Concrete. In: 2022 Advances in Science and Engineering Technology International Conferences, ASET 2022. Institute of Electrical and Electronics Engineers Inc.
Chaparro WA, Ruiz JHB, De Gómez RJT (2012) Corrosion of reinforcing bars embedded in alkali-activated slag concrete subjected to chloride attack. Mater Res 15:57–62. https://doi.org/10.1590/S1516-14392011005000096
Mangat PS, Ojedokun OO, Lambert P (2021) Chloride-initiated corrosion in alkali activated reinforced concrete. Cem Concr Compos. https://doi.org/10.1016/j.cemconcomp.2020.103823
Babaee M, Castel A (2016) Chloride-induced corrosion of reinforcement in low-calcium fly ash-based geopolymer concrete. Cem Concr Res 88:96–107
Aguirre-Guerrero AM, Robayo-Salazar RA, Mejía de Gutiérrez R (2021) Corrosion resistance of alkali-activated binary reinforced concrete based on natural volcanic pozzolan exposed to chlorides. J Build Eng. https://doi.org/10.1016/j.jobe.2020.101593
Morla P, Gupta R, Azarsa P, Sharma A (2021) Corrosion evaluation of geopolymer concrete made with fly ash and bottom ash. Sustain 13:1–16. https://doi.org/10.3390/su13010398
Reddy DV, Edouard J-B, Sobhan K (2013) Durability of fly ash–based geopolymer structural concrete in the marine environment. J Mater Civ Eng 25:781–787
Olivia M, Nikraz H (2012) Properties of fly ash geopolymer concrete designed by Taguchi method. Mater Des 36:191–198. https://doi.org/10.1016/j.matdes.2011.10.036
Mundra S, Criado M, Bernal SA, Provis JL (2017) Chloride-induced corrosion of steel rebars in simulated pore solutions of alkali-activated concretes. Cem Concr Res 100:385–397. https://doi.org/10.1016/j.cemconres.2017.08.006
Tahri W, Hu X, Shi C, Zhang Z (2021) Review on corrosion of steel reinforcement in alkali-activated concretes in chloride-containing environments. Constr Build Mater 293:123484
Ke X, Bernal SA, Provis JL (2017) Uptake of chloride and carbonate by Mg-Al and Ca-Al layered double hydroxides in simulated pore solutions of alkali-activated slag cement. Cem Concr Res 100:1–13. https://doi.org/10.1016/j.cemconres.2017.05.015
Kayali O, Khan MSH, Sharfuddin Ahmed M (2012) The role of hydrotalcite in chloride binding and corrosion protection in concretes with ground granulated blast furnace slag. Cem Concr Compos 34:936–945. https://doi.org/10.1016/j.cemconcomp.2012.04.009
Khan MSH, Kayali O, Troitzsch U (2016) Chloride binding capacity of hydrotalcite and the competition with carbonates in ground granulated blast furnace slag concrete. Mater Struct Constr 49:4609–4619. https://doi.org/10.1617/s11527-016-0810-z
Fu C, Ye H, Zhu K et al (2020) Alkali cation effects on chloride binding of alkali-activated fly ash and metakaolin geopolymers. Cem Concr Compos. https://doi.org/10.1016/j.cemconcomp.2020.103721
Koushkbaghi M, Alipour P, Tahmouresi B et al (2019) Influence of different monomer ratios and recycled concrete aggregate on mechanical properties and durability of geopolymer concretes. Constr Build Mater 205:519–528. https://doi.org/10.1016/j.conbuildmat.2019.01.174
Sung C-H, Huang R, Tsai C-J et al (2017) Application on cementitious materials to promote durability of alkali-activated concrete containing co-fired fly ash and water-quenched slag. Monatshefte für Chemie-Chemical Mon 148:1349–1354
Criado M, Bernal SA, Garcia-Triñanes P, Provis JL (2018) Influence of slag composition on the stability of steel in alkali-activated cementitious materials. J Mater Sci 53:5016–5035. https://doi.org/10.1007/s10853-017-1919-3
Park JW, Ann KY, Cho CG (2015) Resistance of alkali-activated slag concrete to chloride-induced corrosion. Adv Mater Sci Eng. https://doi.org/10.1155/2015/273101
Gunasekara C, Law D, Bhuiyan S et al (2019) Chloride induced corrosion in different fly ash based geopolymer concretes. Constr Build Mater 200:502–513. https://doi.org/10.1016/j.conbuildmat.2018.12.168
Lakshmi A, Pandit P, Nayak G et al (2024) Influence of corrosion-based section loss on morphology and tensile capacity of pre-stressing strands. J Struct Integr Maint. https://doi.org/10.1080/24705314.2024.2302655
Hobbs DW (2001) Concrete deterioration: causes, diagnosis, and minimising risk. Int Mater Rev 6(3):117–144. https://doi.org/10.1179/095066001101528420
Özdal M, Karakoç MB, Özcan A (2021) Investigation of the properties of two different slag-based geopolymer concretes exposed to freeze–thaw cycles. Struct Concr 22:E332–E340. https://doi.org/10.1002/suco.201900441
Fu Y, Cai L, Yonggen W (2011) Freeze-thaw cycle test and damage mechanics models of alkali-activated slag concrete. Constr Build Mater 25:3144–3148. https://doi.org/10.1016/j.conbuildmat.2010.12.006
Cai L, Wang H, Fu Y (2013) Freeze-thaw resistance of alkali-slag concrete based on response surface methodology. Constr Build Mater 49:70–76. https://doi.org/10.1016/j.conbuildmat.2013.07.045
Chen B, Wang J, Zhao J (2021) Effect of sodium aluminate dosage as a solid alkaline activator on the properties of alkali-activated slag paste. Adv Mater Sci Eng. https://doi.org/10.1155/2021/6658588
Gao X, Yu QL, Brouwers HJH (2015) Characterization of alkali activated slag-fly ash blends containing nano-silica. Constr Build Mater 98:397–406. https://doi.org/10.1016/j.conbuildmat.2015.08.086
Assaedi H, Shaikh FUA, Low IM (2016) Effect of nano-clay on mechanical and thermal properties of geopolymer. J Asian Ceram Soc 4:19–28. https://doi.org/10.1016/j.jascer.2015.10.004
Yang LY, Jia ZJ, Zhang YM, Dai JG (2015) Effects of nano-TiO2 on strength, shrinkage and microstructure of alkali activated slag pastes. Cem Concr Compos 57:1–7. https://doi.org/10.1016/j.cemconcomp.2014.11.009
Shahrajabian F, Behfarnia K (2018) The effects of nano particles on freeze and thaw resistance of alkali-activated slag concrete. Constr Build Mater 176:172–178. https://doi.org/10.1016/j.conbuildmat.2018.05.033
Ekinci E, Türkmen İ, Kantarci F, Karakoç MB (2019) The improvement of mechanical, physical and durability characteristics of volcanic tuff based geopolymer concrete by using nano silica, micro silica and Styrene-Butadiene Latex additives at different ratios. Constr Build Mater 201:257–267. https://doi.org/10.1016/j.conbuildmat.2018.12.204
Temuujin J, Minjigmaa A, Davaabal B et al (2014) Utilization of radioactive high-calcium Mongolian flyash for the preparation of alkali-activated geopolymers for safe use as construction materials. Ceram Int 40:16475–16483. https://doi.org/10.1016/j.ceramint.2014.07.157
Brooks R, Bahadory M, Tovia F, Rostami H (2010) Properties of alkali-activated fly ash: high performance to lightweight. Int J Sustain Eng 3:211–218. https://doi.org/10.1080/19397038.2010.487162
Zhao R, Yuan Y, Cheng Z et al (2019) Freeze-thaw resistance of Class F fly ash-based geopolymer concrete. Constr Build Mater 222:474–483. https://doi.org/10.1016/j.conbuildmat.2019.06.166
Bakharev T, Sanjayan JG, Cheng Y-B (2002) Sulfate attack on alkali-activated slag concrete. Cem Concr Res 32(2):211–216
Kanaan D, Soliman AM, Suleiman AR (2022) Zero-cement concrete resistance to external sulfate attack: a critical review and future needs. Sustain 14:2078
Bakharev T (2005) Durability of geopolymer materials in sodium and magnesium sulfate solutions. Cem Concr Res 35:1233–1246. https://doi.org/10.1016/j.cemconres.2004.09.002
Rajamane NP, Nataraja MC, Dattatreya JK et al (2012) Sulphate resistance and eco-friendliness of geopolymer concretes. Indian Concr J 86:13
Valencia Saavedra WG, Angulo DE, Mejía de Gutiérrez R (2016) Fly ash slag geopolymer concrete: resistance to sodium and magnesium sulfate attack. J Mater Civ Eng. https://doi.org/10.1061/(asce)mt.1943-5533.0001618
Bondar D, Lynsdale CJ, Milestone NB, Hassani N (2015) Sulfate resistance of alkali activated pozzolans. Int J Concr Struct Mater 9:145–158. https://doi.org/10.1007/s40069-014-0093-0
Aragón P, Aragón A, Robayo-Salazar RA, Mejía De Gutiérrez R (2020) Alkali-activated concrete based on natural volcanic pozzolan: chemical resistance to sulfate attack. J Mater Civil Eng. https://doi.org/10.1061/(ASCE)
Funding
Open access funding provided by Manipal Academy of Higher Education, Manipal.
Author information
Authors and Affiliations
Contributions
Hamsashree: Literature search/data analysis/writing—original draft. Poornachandra Pandit: Conceptualization/data analysis. Shreelaxmi Prashanth: Conceptualization/writing—review and editing. Dhruva Narayana Katpady: Visualization/writing—review.
Corresponding authors
Ethics declarations
Conflict of interest
The Authors declare that they do not have any conflict of interest.
Ethical approval
This article does not contain any studies with human participants or animals performed by any of the authors.
Informed consent
For this type of study, formal consent is not required.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Hamsashree, Pandit, P., Prashanth, S. et al. Durability of alkali-activated fly ash-slag concrete- state of art. Innov. Infrastruct. Solut. 9, 222 (2024). https://doi.org/10.1007/s41062-024-01530-5
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s41062-024-01530-5