
Abstract
Due to the impacts of cement manufacturing and depletion of the natural aggregates for concrete production, recycling of construction and demolition waste materials has become an alternative replacement to natural materials that lower their consumption and satisfy the environment. One of these alternatives is replacing cement with recycled materials from marble, ceramic, granite, and concrete wastes or even replacing the coarse aggregate with crushed marble and other stone wastes. Marble, granite, and natural stone wastes rapidly increase each year due to unmanaged waste disposal processes and the incremental increase in construction potential. Marble slurry, which comes from washing and cleaning marble surfaces, shows a filler effect by giving the concrete a denser and homogenous structure. This study evaluates the marble filler effects on the rheology in the fresh state of self-compacting concrete (SCC) through four SCC mixes by incorporating 10% marble powder (MP) and 33% fly ash (FA) as a partial ordinary Portland cement (OPC) replacement. Tests on paste and mortar were conducted to assess the suitability of the marble dosage on the water content and the superplasticizer amount. Spread flow and V-funnel tests were assessed. The results showed that mixes with MP required additional mixing water to ensure the same workability. Regardless of the high viscosity and air content, the overall developed marble SCC mixes reduced the cement quantity by up to 11% and provided excellent rheological properties like that of the reference mix. Besides the economic benefits, this transformation of waste to valuable materials involves environmental advantages and sustainability promotion.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
In recent decades, self-compacting concrete (SCC) has gained significant attention in the construction industry, reducing inadequate compaction. Thus, the potential for durability defects, likewise honeycombing, would be reduced [18]. On the other hand, energy-intensive industries, such as steel and cement, account for about 17% of total CO2 emissions from energy and industrial sources [14]. In 2015, the production of these materials caused greenhouse gas emissions of 11 tons with the contribution of such production increasing from 15% to 23% of total global emissions over this period [21]. Cement production emits approximately 5% of global CO2. The energy consumption of the cement industry is estimated at 5% of the total global industrial energy consumption [20]. Approximately 80% of the greenhouse gas emissions associated with concrete are released during the OPC manufacturing process [15]. The US Environmental Protection Agency [31] classified cement as the third largest source of greenhouse gas pollution in the USA. Additionally, the construction demand for buildings and infrastructures will increase substantially, overburdening the environment, and depleting natural resources [34]. On the other hand, construction materials deposit as much waste from industrial production as the waste during construction or demolition; however, recycling and utilization of these wastes emphasize a significant focus on evolving sustainable resources. In the last 15 years, marble, granite, and natural stone waste have been estimated in the Middle East as 100 million tons [16]. According to the statistical analysis carried out by Bdour et al. [6], about 500,000 tons/year of marble dust is generated during the marble processing phase only. The marble powder (MP) or dust is classified into two classes, one that is generated directly from grinding the MA and the other from the slurry [17]. This slurry is produced during the cutting and polishing of marble stones, which cause air and water pollution by their delicate fine particles clogging the agricultural lands and causing long-term damage to the soil and crops [17]. An estimated 275 million LE/year for the cement industry would be saved if the marble dust was used as a cement replacement as indicated by Pathan et al. [25] and El-Sayed et al. [12]; therefore, there is a desire to valorize this waste material to minimize its harmful environmental impacts.
The national standard of Canada on Portland cement [7] permits up to 5% limestone powder in Portland cement. As the focus on greenhouse gases was raised, the European standard EN: BS. 197.1 [13] suggested a similar proposition, followed by the ASTM C150 [5] and the AASHTO [1]. Previous studies [22, 30] revealed that limestone’s modest 3-to-5% cement replacement is acceptable. It either increases the strength properties of the concrete or has no effect. Several studies have investigated the feasibility of partially substituting cement with MP in concrete as some types have a nearly similar chemical composition as those of limestone (i.e., enriched with calcium oxide) [25]. El-Sayed et al. [12] stated that the optimum cement replacement would be 5% MP to maintain the best performance of concrete and sustain cost efficiency savings. Vardhan et al. [33] reported an improvement in workability when partial cement was replaced by 50% marble dust by weight. However, the results indicated that the optimum fluidity was until 10% cement replacement by MP. Further, a reduction in slump was observed by Aliabdo et al. [2], Arshad et al. [3], and Hebhoub et al. [19] when increasing the cement replacement by MP. They attributed this reduction to the percentage of the high fines in MP, which demand more water. Other investigations examined the air content, slump, and fresh density by 10%, 15%, 20%, and 25% cement replacement with dried marble dust at a constant w/b ratio of 0.45 [28]. The results revealed that the consistency reduced as the MP percentile increased. They attributed this reduction to the fine particle size of the marble dust as it requires more water to reach similar workability to normal concrete. They donated that high-range water-reducing admixture could achieve an adequate average slump when used with MP. Rodrigues et al. [26] have concluded similar results; however, w/b ratios of 0.35 and 0.40 provided denser mixes than 0.45. This behavior was attributed to the higher admixture attractive power improving the concrete mix compactness. On the other hand, Uygunoğlu et al. [32] studied how SCC’s slump flow increased when the w/b ratios were from 0.31 to 0.40. They explained that the high water content increases the lubrication between the aggregate particles, thus decreasing the yield stress and facilitating the flowability of the concrete [27].
Meanwhile, Talah et al. [29] studied the influence of MP on high-performance concrete (HPC). They found that the impermeability of concrete was improved significantly at 15% cement replacement. The densification of concrete’s microstructure was the reason explaining such an improvement. Rodrigues et al. [26] evaluated the varying assimilation ratios of powder from 0% to 20% cement replacement of the total volume and superplasticizers (SP) on the bulk density. The bulk density did not significantly change by including MP (i.e., 2.3%). On the contrary, the bulk density increased as mix compactness increased when using SP. Moreover, DIN EN 450-1 [9] considered the different dosages of MP (0%, 5%, 10%, and 20%) replacing cement in addition to SP at a constant w/b ratio of 0.35. The authors concluded that the SP had augmented with an increase in substitution ratios to keep the slump flow diameters at the same point. Accordingly, the previously established research and results showed that to harvest satisfactory rheological performance, the optimum partial replacement of cement with waste MP in SCC was 10%.
Thus, this study aims to evaluate the fresh state of SCC mortar implementing MP recycled material as a partial cement replacement. The experimental program suggested two mortars, including a control SCC, and a mix with 10% MP incorporation as partial cement replacement. The paper is limited to rheological properties for SCC mortar from spread flow test and V-funnel flow time. The aim is to predict a comprehensive experimental study on the effect of the optimal percentile of 10% MP inclusion as illustrated from the literature here above and its effect on the varying behavior of the versatile mixed materials within the SCC production. This action, in turn, achieves eco-friendly, sustainable materials by downgrading consumption, deploying strategic raw materials, and using recycled materials from the marble production industry in concrete mixes.
Methodology
Raw materials
All the conventional raw materials used in the manufacture of the concrete mixes were supplied from a precast concrete plant located in Germany, so the SCC mixes that were tested in this study used the same raw materials found in industrial concrete components except for marble powder that was extracted from marble processing wastes. A CEM I 52.5 R cement was used as per DIN EN 450-1 [9], and ASTM standards: C 150 [5] (density of 3.12 Mg/m3 and Blaine specific surface of 410 m2/g); fly ash (33% substitution by cement weight), marble powder filler < 0.063 mm to increase the content of fines within the mix; and one admixture, a polycarboxylic ether-based SP of pH approximately 4 with alkali (Na2O-equivalent) and chloride content approximately less than 0.5% and 0.10% (between 0.8% and 0.95% of the water mass), for adequate fresh flowability of SCC without excessively increasing the water content. The physical properties of the materials used in the produced SCC mixtures are shown in Table 1. As exposed, Blaine’s fineness for MP is very fine, which means that the strength develops rapidly.
Test methods
The paper investigates the rheological properties of the SCC in the paste and mortar phase. The tests include, first, the characterization of the used binder materials (OPC, FA, and MP), through X-ray fluorescence (XRF), to explore their chemical composition especially that of MP as shown in Table 2. The methodology encountered, first, two paste mixes, and for the second phase, two mortar mixes; the first included the control mixture in which 33% FA partially replaced the cement. The second mixture includes the cement replacement only by 10% MP, while the rest of the control mix is still the same.
On the one hand, FA type II, a pozzolanic admixture that reacts with the hydration components resulting from the cement reaction with water, was used to produce SCC mixes. The maximum dosage of the hydraulically active FA content was limited to 33% by cement weight, according to DIN EN 450-1 [9]. Exceeding this dosage reduces the pH of the concrete, causing the steel rebars to corrode [23]. The FA composition knowledge is due to the reaction of the FA with the portlandite during the hydration process; therefore, the FA content should be considered in the w/b ratio adjustment, which is an essential aspect in the development of SCC.
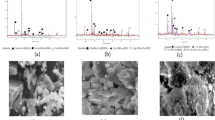
On the other hand, the MP was obtained in the form of a wet slurry as presented in Fig. 1a. It was left to dry in the sun and then crushed. It was then oven-dried at a temperature of 105 °C ± 2 °C for 24 h. The powder was then ground to a particle size of < 63 microns to obtain the desired fine marble powder dust as presented in Fig. 1b. The MP had a specific gravity of 2.77 g/cm3 and moisture absorption of 0.18%. The mineralogical composition of dried marble slurry was found using powdered X-ray diffractometry (XRD) analysis to determine the composition of the marble powder. Mainly calcite and dolomite were present in crystalline phases as displayed in Fig. 2.

(a) Marble slurry and (b) grounded marble powder used in the SCC mixes

X-ray diffractometry analysis that shows the calcite and dolomite composition of the MP used
Additionally, the XRF test showed a very low percentage of silica and alumina present in the raw MP material which would not help it in taking part actively in the hydration process for the formation of calcium silicate gels as observed by Vardhan et al. [33] and Aliabdo et al. [2] which meant that the MP used to develop the SCC mixes, herein, was as an inert material.
Experimental plan
The experimental program can be summarized as follows:
-
(a)
Tests on pastes to assess the effect of the proportions of the powders (OPC, FA, and MP) on the rheology of SCC and the water absorption requirements. Accordingly, a spread flow test was conducted to evaluate the absorption ratio of the different powder materials to ensure self-compactness when using the MP as a partial cement replacement.
-
(b)
Tests on mortars to determine the suitable mix proportion of SP to achieve low segregation and low workability loss with time after mixing. Therefore, flow spread and V-funnel tests were performed to determine the consistency of materials when mixed to design any SCC concrete mix.
Table 3 shows the nine mixtures adopted here in this study based on the experimental plan. Four of the mixtures were used as a reference paste (RP), and the other five were used as mortar with marble powder paste (MPP).
Mixing procedures
Control of the mixing procedures is essential because they provide the basis for future concrete mixing in which maintaining a uniform and reproducible mixing process is required. Concrete with the same properties of materials can achieve different results if the mixing procedures are not the same. Besides, a well-balanced SCC requires much more than precise batching. It requires having constant properties of its constituents, which are more sensitive than normal pumped concrete. The paste mixes were labeled either RP for the reference paste containing OPC and FA only or MPP for the paste containing OPC, FA, and MP. Similarly, for the mortar SCC mixes, they were abbreviated with RM indicating reference mortar (mix including OPC, FA, and sand) and MPM for the mixes including OPC, FA, sand, and MP.
Okamura and Ouchi [24] stated five minutes is sufficient for paste mixing. The process of mixing RP included mixing dry OPC and FA for 30 s, followed by adding water to form a paste. The amount of paste was around half a liter. Second, the paste was mixed using a high-shear mixer at full speed for 60 s. Then, the mixer stopped, and the paste was manually mixed using a trowel for another 60 s to ensure there were no lumps. Finally, mixing continued for another 90 s until the suggested duration was reached. The same steps were repeated for the other MPPs containing OPC, FA, and MP. Test equipment and flow spread measurement processes are shown in Fig. 3a and b.

(a) Paste flow spread test device and (b) a typical paste flow diameter
Based on the paste testing, the absorption ratio βp of the powder materials was determined. It was noticed that the mortar containing MP required more water content than the mixture without MP to obtain the same consistency and slump; therefore, the RM mix had a w/c of 0.4, while the other MPM mix had a higher w/c ratio of 0.44. According to the guidelines adopted by Okamura and Ouchi [24], the mortar mix contains by volume of 40% sand and 60% water, fines, and SP. Moreover, the fine materials’ absorption ratio should be reduced by a factor of 0.8–0.9 before determining the dosage of the required SP. At first, the SP dosage was taken as 0.9% by cement weight, and then, the two SCC mortar mixes, approximately 3% each, were developed and tested. Mixing procedures were as follows: For the RM mix, the sand was added and mixed dry for 15 s, and then, one-third of the water content was added and mixed for another 30 s followed by the rest of the materials, OPC, FA, remaining water, and SP and mixed at low speed for another 60 s. The mix was then paused and manually stirred for an additional 60 s, followed by mixing for 4 min. Finally, the spreading flow and the V-funnel tests are measured, as shown in Figs. 4a, b, c and 5a, b, c. The same steps were repeated for the MPM mix containing MP. The SP dosage was accepted for the RM mix. Yet, for the MPM mix, the dosage had to be reduced to 0.87% by cement weight to achieve the same workability and flowability results as the RM mix.

(a) Dimensions of the flow cone for the flow spread test [10]; (b) flowability of SCC RM mix while pouring in the testing mold; and c a typical mortar flow of 250 mm spread diameter

(a) Standard mortar mixer; (b) dimensions of the V-funnel test for mortar [8]; and (c) V-funnel testing device for mortar
Experimental results
After mixing the paste components, the spread flow test was measured five times for each of the two pastes (reference and mix with the inclusion of MP) at different volumes of water to a volume of powder (Vw/Vp) as presented in Table 4. Different ratios were assessed 1.10, 1.15, 1.20, 1.25, and 1.30. The diameter (D) was measured in two perpendicular directions then the average was taken for each of the five ratios. Then, the relative flow area ratio (Gp) is calculated where a best-fit linear regression line is plotted with Vw/Vp. This test aims to determine the absorption ratio (βp) of fine materials such as OPC, FA, and MP to be able to determine the water demand needed for SCC development.
On the other hand, the flow spread test procedure for mortar is the same as for paste. A mortar flow of 250 mm is normally required for SCC for better consistency and flowability; this is because SP further reacts as time progresses which makes the concrete more flowable as time passes. If the mortar flow is less than this suggested diameter during testing, the SP dosage is increased, and the diameter is remeasured. Mortar flow was measured with different SP dosages until the required diameter of 250 mm was obtained. After testing several times, the final total SP dosage (solid content) was recorded and expressed as a percentage of cementitious weight. For the RM, SP dosage was 0.9% by weight of cement, and for MPM mixed with MP, dosage decreased to 0.87% this is explained by the increase in the water content for the MP mortar, therefore, a decrease in the SP dosage. To add up, the V-funnel flow test together with the spread flow test is used to check the suitability of the w/p ratio with the SP dosage. For better viscosity, the flowing time should fall within 9 to 11 s. V-funnel flow time was recorded for the two SCC mortar mixes at the end with a time of 7.5 s for each. This was accepted as both mixes had the required slump of 250 mm with adequate viscosity and consistency while flowing. All test results are summarized in Table 5.
Discussion
The results of the mortar tests show that a constant mortar flow rate can be achieved with different water requirements of the constituent materials and with different Vw/Vp through the addition of an adjusted SP dosage. The dosage of the SP is individual and depends on the Vw/Vp ratio (inclination of the SP to adsorption and/or desorption on a given material’s surface). The relationship between dosing and the Vw/Vp value is here linear as presented. The lower the Vw/Vp value of the mix composition, the higher the SP dosage needed for a constant flow rate. This also applies to the amount of water required by the powder.
It was decided by Okamura and Ouchi [24] that for a high-quality SCC, the spread flow for both paste and mortar should have a diameter of 310 cm or less and V-funnel flow time should fall within 5 to 20 min. All SCC paste and mortar mixes had high flowability with no bleeding effect; all slump values were in a close range between 240 and 250 mm; the reference RM mix achieved the highest fluidity of 250 mm at w/b ratio of 0.4 and 0.9% SP dosage by mass of cement; however, it was noticed that the MPM mix with MP achieved a closer slump of 240 mm at a higher w/b ratio of 0.44 and SP dosage of 0.87% by cement mass. Furthermore, the water demand of the fine materials such as OPC, FA, and MP required for mixing in the SCC development was determined by the absorption ratio (βp). The absorption ratio was determined from the linear line graphs as 1.072 for the RP and 1.038 for MPP which is of a lower value. This indicates a higher water demand requirement for the paste with marble powder inclusion as marble involves a higher water absorption requirement as stated in previous literature. The absorption ratio of the two pastes with different water-to-powder ratios is illustrated in Fig. 6a and b. Therefore, it is very important to know the factors influencing the slump flow spread. From these factors is the SP dosage concerning the w/b ratio and most importantly the powder content which is the dominant factor followed by the paste volume.

Pastes’ absorption ratio with different water-to-powder ratios (a) reference paste (RP) and (b) MP paste (MPP)
Conclusions
This study investigated the assessment of marble powder as a partial replacement for cement for high-performance self-compacting concrete production. The results obtained are summarized below:
-
1.
For the same water-to-powder volume ratio, the MP acts similarly to the cement, which means that the partial replacement of cement by MP would provide similar workability according to the linear regression provided against the relative slump.
-
2.
The reduction in the spread flow diameter is due to the inclusion of MP; however, it does not vary significantly.
-
3.
MP had higher water absorption; consequently, the w/p ratio increased, and SP dosage decreased by 0.03%. Therefore, workability decreased, and the viscosity of the mix with MP increased slightly.
-
4.
The V-funnel ensured the ability of the SCC containing MP to flow rapidly under its weight by the effect of gravity. Although the mortar mix containing MP had a higher flow time due to the increased viscosity of the mix, the difference of 0.3 s is not significant.
Based on the previous results and due to the massive amounts of cement produced nowadays, the incorporation of a small amount, up to 10% of MP waste as a replacement for ordinary OPC or the gypsum used in the cement industry, could be an authentic energy and money saving concept, besides, saving the natural resources and alleviating the environmental impacts of the marble wastes and CO2 emissions. The test results revealed that the recycled MP has rheological properties that qualify them for use in the construction sector.
Data availability
Data will be available upon request.
References
AASHTOM85 (2007) https://standards.globalspec.com/std/14214292/aashto-m-85
Aliabdo AA, Abd Elmoaty AEM, Auda EM (2014) Re-use of waste marble dust in the production of cement and concrete. In: Construction and Building Materials, vol 50. Elsevier BV, pp 28–41. https://doi.org/10.1016/j.conbuildmat.2013.09.005
Arshad A, Shahid I, Anwar UHC, Baig MN, Khan S, Shakir K (2014) The wastes utility in concrete. Int J Environ Res 8(4):1323–1328. https://doi.org/10.22059/ijer.2014.825
ASTM C33 (2018) Specification for concrete aggregates. ASTM Int. https://doi.org/10.1520/c0033_c0033m-18
ASTM Standards: C 150 (2007) Specification for Portland Cement. ASTM Int. https://doi.org/10.1520/c0150-07
Bdour AN, Juhani MSA (2013) Utilization of waste marble powder in the cement industry. Int J Environ Waste Manag 11(4):399. Inderscience Publishers. https://doi.org/10.1504/ijewm.2013.054265
CAN3-A5-M83 (1983) Standards Council of Canada - Conseil Canadien Des Normes. https://www.scc.ca/en/standardsdb/standards/2520
DAfStb guideline on self-compacting (2002) In: DIN 1045: 1988-07, pp 54–62. United Nations, “The Sustainable Development Agenda,” United Nations Sustainable Development, 2016. https://www.un.org/sustainabledevelopment/development-agenda-retired/#:~:text=On%201%20January%202016%2C%20the
DIN EN 450-1:2012-10 (2012) Fly ash for concrete - Part 1: Definition, specifications, and conformity criteria; German version EN 450-1:2012, Beuth, Berlin
Dubey R, Kumar P (2013) An experimental study for optimization of high range water reducing superplasticizer in self-compacting concrete. Front Struct Civil Eng 7(1):62–71
ECP (2020) Egyptian code of practice for reinforced concrete design
El-Sayed HA, Farag AB, Kandeel AM, Younes AA, Yousef MM (2018) Characteristics of the marble processing powder waste at Shaq El-Thoaban industrial area, Egypt, and its suitability for cement manufacture. HBRC J 14(2):171–179. Informa UK Limited. https://doi.org/10.1016/j.hbrcj.2016.06.002
EN BS (2011) 197-1. Cement–Part 1: composition, specifications, and conformity criteria for common cement. European Committee For Standardization, London. ISO 690
Energy Transitions Commission (2019) Mission possible: reaching net-zero carbon emissions from harder-to-abate sectors by mid-century. London, United Kingdom. http://www.energy-transitions.org/sites/default/files/ETC_MissionPossible_FullReport.pdfK
Flower DJM, Sanjayan JG (2007) Greenhouse gas emissions due to concrete manufacture. Int J Life Cycle Assess 12(5):282–288. Springer Science and Business Media LLC. https://doi.org/10.1065/lca2007.05.327
Garas G, Allam ME, Bakhoum ES (2014) Studies undertaken to incorporate marble and granite wastes in green concrete production. ARPN J Eng Appl Sci 9:1559–1564
Gesoğlu M, Güneyisi E, Kocabağ ME, Bayram V, Mermerdaş K (2012) Fresh and hardened characteristics of self-compacting concrete made with the combined use of marble powder, limestone filler, and fly ash. Constr Build Mater 37:160–170. Elsevier BV. https://doi.org/10.1016/j.conbuildmat.2012.07.092
Goodier CI (2003) Development of self-compacting concrete. Proc Inst Civ Eng Struct Build 156(4):405–414. Thomas Telford Ltd. https://doi.org/10.1680/stbu.2003.156.4.405
Hebhoub H, Aoun H, Belachia M, Houari H, Ghorbel E (2011) Use of waste marble aggregates in concrete. Constr Build Mater 25(3):1167–1171. Elsevier BV. https://doi.org/10.1016/j.conbuildmat.2010.09.037
Hendriks CA, Worrell E, de Jager D, Blok K, Riemer P (2004) Emission reduction of greenhouse gases from the cement industry. Greenhouse Gas Control Technologies Conference, U.K.M. Young, The Technical Writer’s Handbook. University Science, Mill Valley, CA, 1989
Hertwich E (2019) The increased carbon footprint of materials production is driven by a rise in investments. Center for Open Science. https://doi.org/10.31235/osf.io/n9ecw
Ingram KD, Daugherty KE (1991) A review of limestone additions to Portland cement and concrete. Cem Concr Compos 13(3):165–170. Elsevier BV. https://doi.org/10.1016/0958-9465(91)90016-b
Lekatou A, Tsouli S (2022) Cyclic polarization of corrugated austenitic stainless steel rebars in acid rain: effect of Fly Ash, pH, and Steel Type. Corros Mater Degrad 3(1):75–100. MDPI AG. https://doi.org/10.3390/cmd3010005
Okamura H, Ouchi M (2003) Self-compacting concrete. J Adv Concr Technol 1(1):5–15. Japan Concrete Institute. https://doi.org/10.3151/jact.1.5
Pathan VG, Pathan MG (2014) Feasibility and need of use of waste marble powder in concrete production. IOSR J Mech Civ Eng 6(1):23–26
Rodrigues R, de Brito J, Sardinha M (2015) Mechanical properties of structural concrete containing very fine aggregates from marble cutting sludge. Constr Build Mater 77:349–356. Elsevier BV. https://doi.org/10.1016/j.conbuildmat.2014.12.104
Roussel N, Stefani C, Leroy R (2005) From mini-cone test to Abrams cone test: measurement of cement-based materials yield stress using slump tests. Cem Concr Res 35(5):817–822. Elsevier BV. https://doi.org/10.1016/j.cemconres.2004.07.032
Singh M, Srivastava A, Bhunia D (2017) An investigation on the effect of partial replacement of cement by waste marble slurry. Constr Build Mater 134:471–488. Elsevier BV. https://doi.org/10.1016/j.conbuildmat.2016.12.155
Talah A, Kharchi F, Chaid R (2015) Influence of marble powder on high-performance concrete behavior. In Procedia Eng. 114:685–690. Elsevier BV. https://doi.org/10.1016/j.proeng.2015.08.010
Tennis PD, Thomas MDA, Weiss WJ (2011) State-of-the-art report on use of limestone in cements at levels of up to 15%, SN3148, Portland Cement Association, Skokie, Illinois, USA, 78 p
United States. Environmental Protection Agency. Office of Wastewater Management. Municipal Support Division, National Risk Management Research Laboratory (US). Technology Transfer, & Support Division. (2004). Guidelines for water reuse. US Environmental Protection Agency
Uygunoğlu T, Topçu İB, Çelik AG (2014) Use of waste marble and recycled aggregates in self-compacting concrete for environmental sustainability. J Clea Prod 84:691–700. Elsevier BV. https://doi.org/10.1016/j.jclepro.2014.06.019
Vardhan K, Goyal S, Siddique R, Singh M (2015) Mechanical properties and microstructural analysis of cement mortar incorporating marble powder as partial replacement of cement. Constr Build Mater 96:615–621. Elsevier BV. https://doi.org/10.1016/j.conbuildmat.2015.08.071
Yurdakul E (2010) Optimizing concrete mixtures with minimum cement content for performance and sustainability. CORE. 1 January 2020. https://core.ac.uk/works/22492276
Acknowledgements
The authors wish to acknowledge the support of the Civil Engineering department at the German University in Cairo, as well as the material laboratory of the Civil Engineering department. Also, concede the support provided in collating the information for this research and executing all the experimental work under the supervision of the Materials Research and Testing Institute at the Bauhaus Universität Weimar (MFPA) in Germany.
Funding
Open access funding provided by The Science, Technology & Innovation Funding Authority (STDF) in cooperation with The Egyptian Knowledge Bank (EKB).
Author information
Authors and Affiliations
Contributions
All authors contributed to the study’s conception and design. Material preparation, data collection, and analysis were performed by MAS, AE, and CK. The draft of the manuscript was written and revised by CT. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors have no financial or proprietary interests in any material discussed in this article.
Compliance with ethical standards
The authors declare that they have no conflict of interest.
This article does not contain any studies with human participants or animals performed by any of the authors.
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
The authors state that they did not get any funding for this research, and it is self-funded.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Shawki, M.A., Elnemr, A., Koenke, C. et al. Rheological properties of high-performance SCC using recycled marble powder. Innov. Infrastruct. Solut. 9, 176 (2024). https://doi.org/10.1007/s41062-024-01460-2
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s41062-024-01460-2