
Abstract
3D printing is a promising technology for recycling agricultural waste by liquid deposition modeling (LDM). In this paper, we propose a novel method for recycling agricultural waste to be used in liquid deposition 3D printing. The method involves converting agricultural waste into suitable powder by grinding and sieving procedures. Then, a paste is prepared based on the powder from agricultural waste, which is then subjected to mechanical and physical testing to study its properties. A 3D printing setup is used to print samples for applying mechanical testing to study the properties of 3D-printed agricultural waste. The results of the mechanical and physical testing showed that the agricultural waste paste has promising properties for 3D printing. The paste is strong and durable, and it can be used to print a variety of different products. The results of this research paper demonstrate the potential of 3D printing to recycle agricultural waste and create new products.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
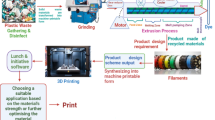
3D printing or additive manufacturing refers to all types of product building using any material with any robotic CNC machine. [1] According to the International Organization for Standardization and the American Society for Testing and Materials International standard [2], 3D printing processes fall into seven main categories. The general process for all categories are alike. Printing is done by building an object up in a layer-by-layer fashion [3]. Agricultural waste is a major environmental problem, as it accounts for a significant portion of global waste production. In Egypt, agricultural waste is a particularly pressing issue, as the country is a major producer of agricultural products. In 2004 Egypt produce 12.33 million tons of agricultural waste every year [4]. In this research paper, we investigate the potential of using agricultural waste as a raw material for 3D printing using Liquid Deposition Modeling (LDM). We compare different types of Egyptian agricultural waste, including sugarcane, date palm, wheat straw, and rice straw, and assess their physical and mechanical properties. We use Zmorf 3D printer in printing samples for Mechanical Testing. The results of our research show that agricultural waste can be used to produce 3D-printed products with promising properties. In addition, the agricultural waste paste is biodegradable and sustainable. Our results suggest that 3D printing using agricultural waste is a promising technology for recycling agricultural waste and creating new products. This technology has the potential to reduce the environmental impact of agricultural waste production and create new economic opportunities.
Testing preparation
Agriculture waste is cut using a Retsch cutter that converts the raw material into micro-scale powder. The powder produced by the Retsch cutter is put into a sieve shaker that classifies powder into 4 sizes, 250 µm, 180 µm, 106 µm, and 53 µm. Mixing the powder and different binding agents with water at different ratios chosen after many trial and error to choose a suitable combination, the following table describe the best combinations that produced a printable paste. Abbreviations of items used in paste preparations are MC is Methyl Cellulose, TK is Tapetenkleister in German language or wall paper paste, while MDF is Medium Density Fiberboard. Sample 1 is used as a reference with MC as a binder and wood powder as filler. Mainly the same composition is used for samples 6–7 for all agricultural wastes.
Physical testing
The purpose of the physical test is to evaluate the influence of the binder and the particle size of the filler on the flow properties of the paste. Binders are substances that bind finely divided solids (e.g. powders) to each other or to a substrate [5]. Biodegradable binders, such as flour or methyl cellulose, were used for sustainable 3D printing [7]. To select the binder and filler particle size, the viscosity and shear thinning behavior of the paste was measured using a Bohlin rheometer. Bohlin rheometer conducts rheological measurements that calculates the mechanical and physical properties of the paste.
Testing procedure
The sample was prepared according to Table 1 for assessing paste ratios output and filler material grain size. It was placed on the sample holder and inserted into the rheometer. A rheometer measures the stress–strain relationship to understand the flow/deformation properties of a material [6]. To determine the ideal composition of the printing materials, an oscillation and flow test was carried out [7]. Prior to the experiment, the sample was ensured to be free of air bubbles.
Results
The reference samples containing wood powder are shown in red color. Wood with MC and wood are used with TK. MDF wood powder was available at GUC wood workshop. In Fig. 1, the elastic modulus of reference samples with wood powders varies between 20 and 40 kPa. Samples of wheat straw with heated flour with < 0.053 mm particle size have an elastic modulus in the range of the reference samples. The elastic modulus of wheat straw with MC/flour decreases as the particle size increases. The elastic modulus of wheat straw with MC is in the range of the reference samples except for 0.25 mm particle size. There is no clear trend with particle size. Sugar cane with MC has an elastic modulus on average in the range of the wood reference samples. Sugar cane of particle size 0.053 mm and 0.335 mm have an elastic modulus larger than 40 kPa. Sugar cane with particle size < 0.053 mm and 0.25 mm have a slightly smaller elastic modulus than 20 kPa. Therefore, pastes using wheat straw and sugar cane fillers are suitable to reach elastic modulus comparable to wood reference samples.

Average elastic modulus for different samples and grain sizes of different filler materials
As shown in Fig. 2, the phase angle of all samples is below 45° indicating elastic behavior of the pastes. Therefore, they should have the property to keep the printed shape. The wood reference samples have a phase angle of 23° up to 32°. Wheat straw with heated flour, wheat straw with MC/flour, wheat straw with MC and sugar cane show an increase in phase angle with an increase in particle size. For wheat with heated flour, the phase angle varies strongly from 13° for particles < 0.053 mm up to 29° for particles 0.335 mm. For wheat straw with MC/flour, the phase angle increases from 27 to 34° degrees from smallest to largest particle size. It covers the range of wood reference samples. For wheat straw, the lowest phase angle is 25° degrees and the highest 44°. For sugar cane, the phase angle increases from 33° up to 36°, which is slightly larger than the reference samples. Therefore, it is more than the reference samples. This has the advantage of better flow properties but the disadvantage of not-so-good shape stability after printing.

Average phase angle at 1 Hz for different samples and grain sizes of different filler materials
The elastic modulus at 1 Hz oscillation is measured at decreasing frequency and then again at increasing frequency. If there is a large change this can indicate a strong dependence of rheological properties on previous treatment. As depicted in Fig. 3 the reference wood samples show a low change of about 20% increase of elastic modulus. Wheat straw with heated flour, wheat straw, and sugar cane also show variations in the range of 20%. An exception is wheat straw with MC/flour, which shows very strong changes of 40% up to 220%. This seems a very strong disadvantage of these compositions. For wheat straw, the sample with 0.25 mm particle size also shows a variation of 40%. For sugar cane with particle size 0.335 mm, a tiny reduction of elastic modulus was found.

Change of elastic modulus at 1 Hz between decreasing and increasing frequency for different samples and grain sizes of different filler materials
As depicted in Fig. 4 the phase angle can have positive and negative changes for the wood reference samples. The change is from − 5% up to 1.5%. For wheat straw with heated flour, the change of phase angle is negative -8% for the smallest particle size and positive 1.5% for the largest particle size. For wheat straw with MC/flour, all phase angles decrease as always negative change was found. The range is between − 3% for small particles up to − 15% for large particles. For wheat straw, the phase angle decreases between 2 and 7%. No trend is observed. For sugar cane with MC, the phase angle changes between − 5% and 8% with no trend. The phase changes for wheat straw and sugar cane samples are on average more than for wood reference samples.

Change of phase angle at 1 Hz between decreasing and increasing frequency for different samples and grain sizes of different filler materials
As shown in Fig. 5, the elastic modulus changes with the frequency of oscillation. This influences the elastic modulus for different extrusion speeds. For all samples elastic modulus increases as frequency increases. Therefore, as the extrusion speed is increased it needs more force for extrusion. The reference samples have values of 600–1050 Pas. This means that the elastic modulus is 600–1050 Pa larger for 12 Hz compared to 1 Hz. Wheat straw with heated flour and wheat straw with MC/flour has lower values than 600 Pas. There is a slight trend of smaller values for larger particle sizes. The change of elastic modulus for wheat straw with MC varies strongly between 100 Pas up to 1800 Pas. The change for the particle sizes below 0.18 mm is comparable with the wood reference samples. For sugar cane, the elastic modulus changes between 900 and 2200 Pas. Large values are especially found for particle sizes 0.053 mm, 0.106 mm, and 0.18 mm.

Change of elastic modulus between 1 and 12 Hz for different samples and grain sizes of different filler materials
In Fig. 6, phase angle is sometimes increasing and sometimes decreasing when the frequency is changed. Wood shows a decrease of phase angle with increase of frequency by 0.25 s. Wood with TK shows an increase of phase angle 0.1 s–0.15 s with an increase of frequency. Wheat straw with heated flour has a positive change for small particle size 0.3 s–0.6 s and a negative change for large particle size 0.1 s. Wheat straw with MC/flour always showed an increase of phase angle by 0.2 s–0.3 s. Wheat straw showed positive and negative values but low values < 0.2 s. Negative values were found for sugar cane − 0.2 s to − 0.4 s.

Change of phase angle between 1 and 12 Hz for different samples and grain sizes of different filler materials
Different rheological behavior has been found for the different compositions and particles sizes of the fillers. Pastes similar to reference samples containing wood can be prepared, e.g. wheat straw with MC, particles size smaller than 0.25 mm and sugar cane, particle size < 0.335 mm, 0.25 mm and 0.335 mm. In the future, it is aimed to relate rheological analysis with 3D printing properties, use other biodegradable materials (rice straw and date palm) with MC binding agent using ratio in Table 1.
Mechanical testing
It is clear that the composition in Table 1 has physical properties relatively like reference sample, therefore the mechanical testing will be carried out using agriculture waste with MC sample according to Table 1, samples 6 and 7. In addition, it was observed that flour binder caused a fast fungus formation, that’s why MC was used instead. For getting reproducible mechanical properties, a bending test is applied using Zwick/Roell 100 machine. There are 16 combinations of samples subjected to bending tests. The agricultural waste used in the mechanical testing is wheat Straw, rice straw, sugar cane, and date palm.
Testing procedure
The paste was inserted in the Zmorf 3D printer and the samples were printed with the same conditions. Each sample was prepared by printing 3 layers vertically and two attached lines in planar. Afterwards, the samples were dried by placing them on drying nets at room temperature and natural air ventilation. The samples are left to complete dry. Twice a day the samples were turned upside down to ensure uniform drying. Drying is completely ensured by losing 75.75% of its total weight after printing. This percentage represents the water content. Samples’ thickness and width are measured directly after printing. It is measured again after a complete drying to calculate shrinkage in percentage.
Results
Results are presented on bar charts for each mechanical and physical property of dry samples. The X axis represents samples names. To make it easier for representation sample’s name are coded by the first name of material type and fiber size in µm, for example W180 is Wheat samples with 180 µm grain size. The Y axis represents the sample’s mechanical or physical property measurement. As shown in Fig. 7, the highest shrinkage is recorded for rice and wheat at 27.17%, then came date palm with 22% and the lowest shrinkage by sugar cane at 5.47%. Shrinkage is changing along with grain size inverse-proportionally. This behavior is the same with all materials. Size 53 µm recorded the highest shrinkage at 27.17% then came size 106 µm at 23.91%, while the lowest shrinkage represented by size 250 µm was 5.47%.

Average shrinkage for different sample filler materials and grain sizes
The elastic modulus of the dried samples are summarized in Fig. 8. It is observed from Fig. 8 that rice and wheat recorded the highest elastic modulus at 226.6 MPa. Sugarcane recorded the lowest elastic modulus at 89 MPa in its maximum value and 14.27 MPa at the lowest value for the whole data set. Date palm values of elastic modulus remained in between the values for sugar cane, rice and date palm. Elastic modulus is changing along the changing of grain size inverse-proportionally. This behavior is the same with all materials.

Average elastic modulus for different sample filler materials and grain sizes
It is shown in Fig. 9 that Strain changes randomly without declaring any relationship with the type of agricultural waste. The highest strain recorded by sugar cane 250 µm was 4.18%, while date palm recorded the lowest strain of 1.76%. The highest strain recorded by grain size 250 µm was 4.18%, while the grain size 53 µm recorded the lowest strain was 1.76%. There seem a slight trend of decreasing strain with decreasing particle size.

Average strain for different sample filler materials and grain sizes
It is observed from Fig. 10 that rice recorded the highest material for bending strength at 8.38 MPa, while date palm recorded the lowest material at its maximum 2.7 MPa and sugar cane recorded the lowest bending strength for the whole data set by 0.53 MPa for size 250 µm. Bending strength is changing along with changing grain size inverse- proportionally. This behavior is the same with all materials. Grain size 53 µm violates this behavior in sugar cane and rice. The grain size 106 µm recorded the highest in bending strength at 8.38 MPa in rice straw, while the grain size 250 µm recorded the lowest at 0.53 for sugar cane straw.

Average maximum bending strength in grain sizes of different materials
Figure 11 showed that all materials are in the same range of maximum force that ranges between 220.6 N and 85.3 N except for wheat 53 µm grain size that recorded 126.3 N. Maximum force is changing along the changing of grain size inverse-proportionally. This behavior is the same with all materials, especially for sugarcane which changes with a linear relationship. The grain size of 53 µm for wheat recorded the highest value 126.6 N while the grain size of 250 µm for sugarcane recorded 22.6 N.

Average maximum Force in grain sizes of different materials
Conclusion
MC is chosen to be the binding agent for the upcoming research for LDM 3D printing. The composition stated in Table 1, samples 6, 7 is the best in results compared to the wood reference sample 1. The properties of agricultural waste materials used for creating a 3D printable paste are significantly dependent on their origin and composition. To achieve suitable mechanical properties such as maximum force applied to fracture, stress, elastic modulus, and bending strength, the waste materials should be cut into very fine scales. However, this can negatively affect shrinkage, which in turn affects the dimension stability and final shape of any 3D model produced. Therefore, particle size should be selected carefully, considering not only the minimum particle size but also the balancing of these factors. The particle sizes of 106 µm and 180 µm have been shown to provide a win–win situation, balancing high mechanical properties with acceptable shrinkage percentages. For printing 3D models with high mechanical properties and acceptable shrinkage percentage, the best option is to choose a grain size of 106 µm in rice. These results highlight the importance of carefully selecting the grain size of agricultural waste materials used in 3D printing.
References
Rosenthal M, Henneberger C, Gutkes A, Bues CT (2018) Liquid deposition modeling: a promising approach for 3D printing of wood. Eur J Wood and Wood Prod Springer. https://doi.org/10.1007/s00107-017-1274-8
Standard, A., ISO/ASTM 52900 (2015) Additive manufacturing-general principles terminology. ASTM F2792–10e1.
Zhang J, Amini N, Morton DAV, Hapgood KP (2021) 3D printing with particles as feedstock materials. Elsevier
Said N, El-Shatoury SA, Diaz LF, Zamorano M (2013) Quantitative appraisal of biomass resources and their energy potential in Egypt. Renew Sustain Energy Rev 24:84–91
Romani A, Suriano R, Levi M (2023) Biomass waste materials through extrusion-based additive manufacturing: a systematic literature review. J Clean Prod 386:135779. https://doi.org/10.1016/j.jclepro.2022.135779
Qiang W, Shi A, Shah F (2019) Rheology instruments for food quality evaluation. Jian Zhong and Xichang Wang Evaluation technologies for food quality. Woodhead Publishing, Eslevier, pp 465–490
Shenoy AV (1999) Rheology of filled polymer systems. Springer Netherlands, Dordrecht, pp 112–135
Acknowledgements
The authors gratefully acknowledged the financial support of the Science and Technology Development Fund (STDF) and the Federal Ministry of Education and Research (Bundesministerium fur Buildung und Forschung) (STDF-BMBF) through project 33583 German-Egyptian Research Fund (GERF). The authors are grateful to acknowledge the support and guidance of Technical University of Dresden, Germany, and Applied Science University in Zwickau, Germany, and the project working team for their support and contributions to the research.
Funding
Open access funding provided by The Science, Technology & Innovation Funding Authority (STDF) in cooperation with The Egyptian Knowledge Bank (EKB).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors have no competing interests, neither financial nor non-financial interests that are directly or indirectly related to the work submitted for publication. On behalf of all authors, the corresponding author states that there is no conflict of interest.
Ethical approval
This article does not contain and studies with human participant or animals performed by any of the authors.
Informed consent
For this type of study formal consent is not required.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Karsoun, A., Tolba, M., Abd El Aziz, A. et al. Recycling agriculture waste for liquid deposition 3D printing. Innov. Infrastruct. Solut. 9, 161 (2024). https://doi.org/10.1007/s41062-024-01455-z
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s41062-024-01455-z