
Abstract
Concrete has become a versatile material by adapting itself to user needs, from pavers to skyscrapers. Escalated demand for concrete is the prime reason for the exploitation of resources and increased carbon emissions. This research focuses on reducing the environmental impact of cement manufacturing by partly replacing cement with 40% ground granulated blast furnace slag (GGBS) and 20% fly ash (FA). Waste management is also uplifted by fractional replacement of manufactured sand (M-sand) with granulated blast furnace slag (GBFS) at various intervals. Results of mechanical properties prove that this triple-blend M25 concrete with 60% GBFS and 40% M-sand as a fine aggregate would exhibit optimum mechanical properties and a maximum density of 2.58 g/cc. Tests on durability properties assure that, at the same replacement level, the percentage of weight loss due to acid attack was the lowest, with a value of 1.9, and the percentage of weight gain due to sulfate attack was as low as 0.12. The end product obtained with 40% M-sand and 60% GBFS as fine aggregates will be cost-effective and eco-friendly, making triple-blended concrete dense, durable, and sustainable and promoting waste management.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Cement concrete stands as the predominant construction material worldwide, witnessing an annual production of around six billion tons due to its robustness, longevity, adaptability, and cost efficiency. In per-person usage, concrete follows closely behind water, ranking as the second most consumed material globally. On a global scale, each individual utilizes an estimated three tons of concrete annually, making it the second most utilized material after water. India alone consumes approximately 4500 lakh cubic meters of concrete annually, equating to roughly one ton per Indian [1,2,3,4,5,6]. Concrete is a mixture of cement and aggregates, with or without admixtures, that undergoes hydration. The production of one ton of ordinary Portland cement (OPC) involves using roughly 2.8 tons of raw materials, including fuel and supplementary components. During the lime de-carbonation process in cement production, about one ton of carbon dioxide gas (CO2) is generated per ton of cement, contributing to global warming and other environmental concerns [7,8,9,10,11,12]. Cement industries are the second biggest greenhouse gas creator, around 5–8% of global carbon emissions [11, 13,14,15,16].
The emission of greenhouse gases in cement production can be mitigated by incorporating substitute cementitious materials during cement blending [7, 11, 17]. Environmental and economic benefits can be achieved by utilizing pozzolanic mineral additives like GGBS, eucalyptus ash, kaolin, fly ash, metakaolin, zeolite, and rice husk ash in cement concrete manufacturing [1, 9, 11, 13, 18,19,20,21,22]. This saves large amounts of natural resources and protects nature [19, 21, 23, 24]. GGBS is a byproduct of the steel industry and can partially substitute cement [18]. Produced through the rapid quenching of molten slag to form a granulated material resembling sand, it undergoes further grinding to achieve a particle size finer than 45 microns [9]. GGBS enhances resistance against sulfate attack and reinforcement corrosion, in addition to regulating pH value, the heat of hydration, and the alkali-silica reaction [25, 26]. The efficacy of GGBS is contingent upon its chemical composition, silica content, and fineness. Incorporating GGBS reduces water requirements to achieve the same slump. The heightened fineness, attributed to distinct surface morphology and particle shape compared to cement particles, further diminishes water requirements [9]. Slag concrete has enhanced resistance because of lower porosity than conventional concrete [23]. GGBS mitigates the adverse effects of silica compounds in aggregates and concrete volume expansion. Its substitution reduces hydration heat, enhances durability, and improves resistance to chloride and sulfate attacks compared to regular concrete. To produce 100 cubic meters of concrete, 32,000 kg of cement are needed. A 50% substitution of cement with GGBS would result in a savings of 12.96 tons of carbon dioxide emissions [8]. At a 40% GGBS replacement, M-40 and M-20 grade concretes demonstrated the highest compression strength and optimal flexural and split tensile strength. Compared to conventional concrete, acid-induced reduction in compression strength is observed, but this effect diminishes with increasing GGBS replacement. A 40% GGBS substitution enhances the concrete’s resistance. When exposed to HCl, the concrete exhibited better compressive strength than exposure to H2SO4, indicating a lesser impact of HCl on compressive strength than samples exposed to H2SO4 [3, 26]. In this study, 40% of cement was substituted by GGBS.
Fly ash, a byproduct of coal combustion in thermal power plants, poses environmental issues when disposed of in open areas, leading to soil fertility degradation. Comprising silica or silica and alumina, FA interacts with calcium hydroxide, showcasing cementitious properties. This interaction significantly impacts the characteristics of both fresh and cured concrete [27]. FA leads to lower concrete strength at early ages, and its addition reduces the permeability of concrete. Code books recommend a low water-cement ratio concrete manufactured using sulfate-resistant cement to diminish sulfate attack. The presence of lesser calcium hydroxide in the cement-based composites due to pozzolanic reactions enhances the durability of composites against aggressive exposure conditions [1, 25]. 15–20% replacement of cement by FA leads to better concrete mixes with inherent capabilities for higher durability, resistance against alkali-silica reaction, sulfate attack, and reduced chloride penetration [7]. Thus, in this study, 20% of cement was replaced by FA. A study of triple-blend concrete with cement, GGBS, and FA produced better concrete. Along with this, labor workmanship, quality materials, and methodology are the prime factors deciding the characteristics of concrete [28]. Based on research conducted by the National Council for Cement and Building Materials (NCB), GGBS and FA can be utilized to fabricate cement composites [13].
Aggregates, serving as the cost-effective filler in concrete and mortar, play a crucial role in influencing mechanical strength, durability, shrinkage, stiffness, insulation, and the performance of composites under high-temperature conditions. The combination of coarse and fine aggregates typically occupies 70–80% of concrete volume, with fine aggregates accounting for 35–45%. Quality fine aggregates are essential for producing robust, durable, and economical concrete. While natural or river sand is widely used due to its favorable properties, its over-exploitation results in adverse environmental effects, such as disruption of water bodies and depletion of groundwater. To address this, alternative sources like crushed quarry rock or M-sand should be considered, offering a sustainable and eco-friendly approach to reduce reliance on natural sand [2, 29, 30]. However, if the quarry rocks are over-exploited, there will be a shortfall of fine aggregates soon.
The surge in infrastructure projects over the last decade has led to a substantial demand for building materials. This scarcity has prompted civil technocrats to explore the conversion of industrial wastes into valuable construction materials. Employing industrial waste as a partial substitute for aggregates not only preserves landfill space but also alleviates the demand for traditional aggregates [30,31,32]. Replacing conventional aggregates with slag aggregates makes the concrete and mortar accessible at lower costs [23, 30]. Due to the energy-intensive and environmentally harmful nature of cement manufacturing, there is a call for concrete technologists to reduce cement production by incorporating cementitious materials and chemical admixtures. This environmentally friendly approach can be termed as sustainable concrete [8]. The prime focus of this work is to determine the impact of the substitution of M-sand with GBFS at various fractional levels on the mechanical properties and durability of concrete.
Research significance
To abide by the environmental protocols and reduce the cost of the end product, cement industries have already been blending various supplementary cementitious materials (SCMs) at the manufacturing stage. However, based on the source of SCMs, the so-produced cement might exhibit variation in its characteristics. Many researchers have proved that cement can be replaced by up to 60% by SCMs without compromising concrete behavior. Hence, based on the previous works, 40% of the cement was replaced by GGBS and 20% by FA; altogether, the SCMs constitute about 60% of the actual cement composition.
Eco-conservation is the prime focus of recent research and can be promoted by avoiding using natural materials. M-sand has recently been used as fine aggregates, which involves quarrying, crushing, and sieving hard rock. Even though this material is eco-friendly over river sand, the processing is cost-consuming, creating lots of dust in the vicinity. Rocks are non-renewable natural sources; even M-sand usage might harm the environment, and it might perish in a short time. To come up with an alternative for this, GBFS appears to be a sustainable alternative. GBFS requires a similar process of M-sand, but the source material being industrial waste, makes it the prime focus of this research. GBFS exhibit similar characteristics to M-sand, and using the same as a partial or complete replacement for M-sand will reduce the exploitation of natural resources.
Numerous experimental studies have explored substituting cement with various alternative cementitious materials at different replacement levels. FA has been widely adopted for economic reasons, with a compromise on cost escalation to enhance mechanical properties and durability. Additionally, GGBS has gained significant acceptance in this context. A few recent studies on triple-blend concrete mixes have yielded noteworthy findings. For instance, concrete of M30 grade, incorporating 15% FA and 30% GGBS, demonstrated promising results, although its mechanical strength lagged behind conventional concrete [25]. Another study found that a triple-blend concrete with 10% micro-silica and 30% GGBS exhibited optimal mechanical strength without compromising workability compared to conventional concrete [31]. When GGBS replaced cement up to 50%, the strength at 28 days was comparable to concrete without GGBS, although variations in mechanical characteristics were observed based on curing conditions [8]. In M-40 mix concrete, workability increased with up to 40% GGBS replacement and enhanced durability [3]. The most favorable outcomes were observed when OPC was replaced by a combination of 30% GGBS and FA in M25-grade concrete [33].
Various research articles noted that the strength increases with GGBS replacement, but variations exist due to inconsistent composition. Using FA as a replacement material reduces concrete costs but adversely impacts workability and early strength. However, combining FA and GGBS mitigates these challenges. The present research replaced OPC with 20% FA and 40% GGBS.
Beyond cementitious materials, recent attention has shifted towards finding alternatives for aggregates due to material shortages during monsoons and rising quarrying and crushing costs. The utilization of industrial waste in building construction has surged, driven by significant increases in energy costs and the necessity to broaden the sources of raw materials [34]. GBFS represent a promising sustainable solution as they are derived from industrial solid waste, effectively addressing solid waste disposal challenges and mitigating environmental concerns [30, 35]. Industrial waste management authorities are exploring the feasibility of incorporating processed industrial wastes like slag into building materials on a large scale. This study investigates the viability of using slag as a fine aggregate in M25-grade concrete.
Materials
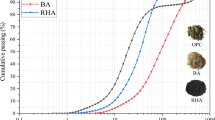
OPC of 53-grade samples was examined according to IS: 269-2015 [36] and IS 4031-1996 [37] to determine its characteristics. Good quality industrial-made GGBS was procured from JSW Ginnageri and its properties were examined as per IS: 12,089-1987 [38], IS: 1727-1967 (Reaffirmed 2008) [39], IS: 16,714-2018 [40]. Properties were satisfactory to use the same as a cementitious material. FA was procured from NPCL, Mangalore, and its properties were examined according to IS 3812(Part 1)-2003 [41]. The obtained physical properties results of OPC, GGBS, and FA are listed in Table 1. The chemical properties of OPC, GGBS, and FA were checked using X-ray fluorescence spectroscopy (XRF), and the results are tabulated in Table 2. M-sand was sourced from a local quarry at Chinkurli of Mandya District. Properties of M-sand were determined as per IS: 383-2016 [42] and IS 2386-1963 [43]. The values were satisfactory for using the same for reinforced concrete. GBFS was used as an alternative for M-Sand in this work. It was sourced from JSW Bellary and characterized as per IS: 383-2016 [42] and IS: 2386-1963 [43]. Even though water absorption is more due to the material’s porous nature, the same can be used with saturated surface dry conditions. The results of the obtained properties of M-sand and GBFS are listed in Table 3. The coarse aggregates (CA) of 12.5 mm and 20 mm downsize were obtained from Chinkurli of Mandya District, characterized as per IS: 383-2016 [42], and tabulated in Table 4. The CA were angular in shape, rough textured, grayish blue, and free from dust and organic impurities from the crushing of granite stones. They showed enough capability to be used for unreinforced and reinforced concrete. Admixture Conplast-430—a superplasticizer of Fosroc company—was used as a chemical admixture to attain a 100-mm slump. Portable water in the laboratory was used to prepare the concrete mix and to cure hardened concrete according to IS: 456-2000 [44]. The water used was free from suspended particles, and the pH was 6.5. The particle size distribution of M-sand and GBFS was done using the sieve analysis method, and their gradation is depicted in Fig. 1. Figure 2 shows the particle size distribution of CA, which depicts that particles are uniformly distributed between 20 and 4.75 mm.

Particle size distribution of M-sand and GBFS

Particle size distribution of CA
Experimentation
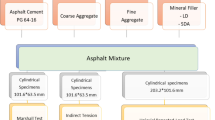
In adherence to IS 10262-2019 [45], a mix design was conducted for M25-grade concrete intended for exposure to a mild environment. The mix proportions were established with a consistent replacement of 20% FA and 40% GGBS for OPC throughout all trials. The substitution of M-sand with GBFS varied from 0 to 100%. Refer to Table 5 for the detailed mix proportions employed in different trial mixes. Initially, the binders (OPC, FA, and GGBS) were mixed for about 5–10 min in a pan mixer to attain uniformity in binder material, and further ingredients of concrete were weighed, batched, and mixed in a pan mixer as per IS:456-2000 [44]. After attaining a uniform mix, a slump cone test was conducted to determine the workability according to IS: 1199-1959 [46]. Concrete cubes, cylinders, and beams were cast according to IS: 516-1959 [47] and IS 10086 -1982 [48] to examine compression, split tensile, and flexural strength. After 24 h, specimens were demolded and placed in a curing tank till the date of testing. The compressive, split tensile, and flexural strength samples were cured and tested as per IS 516-1959 [47]. The test was conducted at various ages of curing. The test specimen was placed in the compression testing machine, and the load was applied evenly till the point of failure. As per IS codes, the average of three specimens is considered for results, and for any variation beyond the standard deviations prescribed, the set of experimentations was repeated [45].
A sulfate resistance test was executed on the concrete sample following a 28-day curing period. The cube specimen was immersed in a sulfate solution comprising 5% magnesium sulfate and 5% sodium sulfate by water weight for 60 days. Subsequently, it was extracted and left to dry. The percentage increase in weight, relative to the 28-day normal cured specimen, was recorded. The cubes were then subjected to compressive strength testing, and the results were juxtaposed with the actual compressive strength at 28 days to determine the percentage change in strength [49,50,51,52,53,54].
Similarly, an acid attack resistance test was carried out by immersing the cube specimen in an acid solution containing 5% hydrochloric acid by water weight for 60 days. After removal and drying, the percentage decrease in weight compared to the 28-day normal cured specimen was noted. Subsequent compressive strength tests on the cubes were performed, and the results were compared with the compressive strength at 28 days, providing insights into the percentage change in strength [49,50,51,52,53,54].
Results and discussions
Dry density
The dry density of concrete is determined by dividing the cube’s mass by the cube’s volume. An average of three samples is considered for this study. As mentioned in Fig. 3, the maximum concrete density was 60% GBFS replacement. It was due to minimum pores and dense packing of ingredients. However, there was a marginal difference in density among all trial mixes. From this, we can observe that the strength of the concrete varies according to the density of the concrete [55].

Density of concrete at various GBFS replacement levels
Compressive strength
Compressive strength results of various trial mixes at 3, 7, 14, 28, 56, and 90 days of age are depicted in Fig. 4. It was observed that the compressive strength was inversely proportional to the percentage replacement of GBFS. As per IS 10262-1982 [45], the target compressive strength for the M25 grade is 31.6 N/mm2 for 28 days of curing. The compressive strength of concrete at 60% replacement of GBFS was 33.45 N/mm2, which can be considered an optimum replacement as the strength decreases below target strength with higher replacement levels [56]. It can also be seen that there is a sudden fall in compressive strength for 80% and 100% replacement as the mix became less cohesive due to the higher quantum of GBFS. A similar pattern of results can be observed in the research conducted by Gaurav Et.al [35] and Vijaya Gowri Et.al [26]. Figure 5 shows the change in compressive strength with the age of curing; it can be observed that at 0% GBFS, strength gain was maximum at 3–7 days, and by the addition of GBFS, the rate of increase of strength is low at the early ages; however, it is advantageous wherever low heat of hydration is necessary. It can also be observed that by 90 days of curing, the rate of increase in strength was almost the same for all replacement levels of GBFS. From Figs. 4 and 5, it can be noted that the rate of strength gain in triple-blend concrete will be continuous until 90 days.

Compressive strength of trial mixes

Rate of change of compressive strength of trial mixes with age
Split tensile strength
The splitting tensile strength test results of all concrete mixes at various curing durations (7, 28, 56, and 90 days) are illustrated in Fig. 6. A notable observation is that the splitting tensile strength trends align proportionally with the compression strength, consistent with findings from previous research works [49, 50, 56]. Interestingly, the split tensile strength at 0% and 20% replacement levels exhibits nearly identical values. However, a significant finding emerges regarding the influence of GBFS replacement on splitting tensile strength. Up to a 60% replacement level of GBFS, the splitting tensile strength remains evident. Beyond this threshold, there was a drastic reduction in strength, suggesting that 60% GBFS replacement is optimal for achieving the best results. Figure 7 depicts the impact of GBFS replacement on strength gain over time. At 0% GBFS replacement, the maximum strength gain was observed between 3 and 7 days of curing. With the addition of GBFS, the rate of strength gain gradually decreases between 7 and 28 days. Notably, the rate of strength gain remains consistent at 80% and 100% GBFS replacements across all time lapses. Similar to the pattern observed in compressive strength results, the strength gain in splitting tensile strength continues until 90 days, attributed to the pozzolanic actions of triple-blend concrete. This continuous strength gain highlights the long-term durability and performance benefits associated with the utilization of triple-blend concrete incorporating GBFS. In summary, the splitting tensile strength results provide valuable insights into the influence of GBFS replacement on concrete properties, emphasizing the importance of optimizing replacement levels to achieve desired performance characteristics and long-term durability.

Split tensile strength of trial mixes

Rate of change of split tensile strength of trial mixes with age
Flexural strength
The flexural strength of triple-blend concrete at various replacement levels of GBFS is depicted in Fig. 8 for 7, 28, 56, and 90 days of curing. It was observed that the flexural strength was proportional to compression strength; a similar trend was noticed in previous research [49, 50, 56]. Flexural strength declines uniformly with an increase in GBFS content; however, a significant decrease in strength beyond 60% replacement was noticed; a similar trend can be noticed in the research carried out by Vijaya Gowri et al. [26]. Figure 9 provides insight into the rate of change of flexural strength in trial mixes over time. Interestingly, the rate of change of flexural strength remains relatively consistent across all replacement levels of GBFS. This consistency suggests that while the overall flexural strength may vary with GBFS content, the rate at which it develops remains relatively uniform.

Flexural strength of trial mixes

Rate of change of flexural strength of trial mixes with age
Further analysis reveals that the maximum strength gain occurs between 7 and 28 days of curing, indicating a critical period for developing flexural strength in triple-blend concrete. Subsequently, the flexural strength experiences minimal changes at two additional time phases, suggesting a stabilization of strength properties. By the age of 90 days, the rate of change of flexural strength reaches a point of saturation, indicating that the material has attained its maximum strength potential. In summary, the flexural strength analysis provides valuable insights into the influence of GBFS replacement on the mechanical properties of triple-blend concrete. Understanding these trends is crucial for optimizing concrete mix designs and ensuring structural elements’ desired performance and durability in construction projects.
Relationship between physical properties
Relationship between compressive strength and split tensile strength
From the overview of the results of compression and split tensile strength tests, it is observed that a linear relation exists between them. The actual values obtained from the mathematical calculation are compared with the relationship in various code books, as represented below [57,58,59]
where ft = Split tensile strength (MPa), fc = Compression strength (MPa).
The split tensile values obtained by adopting these relationships were compared with actual values in Fig. 10. However, the values obtained from these relationships do not match actual values, and there is about 40% variation in values. However, the curve follows the trend of the relationship suggested in the codes. In contrast, the actual results were greater than those obtained from relationships in similar research carried out by previous researchers [60, 61].

Relationship between compression strength and split tensile strength
Relationship between compressive strength and flexural strength
The overview of compression and flexural strength test results shows that a relationship exists between them. The actual values obtained from the mathematical calculation are compared with the relationship in various code books as represented below [44, 58, 62]
where ffl = flexural strength (MPa), fc = Compression strength (MPa).
The flexural strength values obtained by adopting these relationships are compared with actual values in Fig. 11. However, the values obtained from these relationships follow the trend mentioned in the codes. They are in line with actual values except for the value of the conventional mix.

Relationship between compression strength and flexural strength
Durability properties
Sulfate attack resistance
The durability of any composite depends upon the porosity of the material. The more porosity, the more chemical ingress will occur. In a study, all the mixed samples experienced a weight gain after exposure. The primary cause of weight gain is the chemical reaction between sulfate ions and hydrated calcium aluminate, which forms ettringite. This ettringite increases the volume of the concrete by filling void spaces, causing deterioration [63,64,65,66]. The concrete sample before and after exposure to sulfate attack is shown in Fig. 12, and no such visual changes on the samples can be noticed. From Fig. 13, it can be observed that the increase in weight was minimal at 60% replacement, which means that porosity was minimal even after immersion in a sulfate environment for 60 days. This can also be reinforced by Fig. 3, which shows that the concrete density is at its maximum at 60% GBFS replacement. Hence, it can be confirmed that the decreased porosity improves density, resulting in increased strength and durability. A previous study states that density has a crucial role in improving the durability properties of concrete [67]. When the cubes exposed to sulfate attack test were subjected to a compression test, the percentage decrease in strength concerning 28 days compressive strength is depicted in Fig. 14. It is evident that except for 0% replacement (conventional concrete), the percentage decrease in strength was minimum at 60% GBFS replacement. The data presented highlights the critical relationship between porosity, density, and durability in concrete. By strategically incorporating GBFS as a replacement material, concrete structures can exhibit improved resistance to sulfate attack and enhanced overall durability, contributing to their long-term performance and service life in challenging environments.

Concrete samples a before sulfate attack b after sulfate attack

Percentage increase in weight of the specimens when exposed to sulfate solution

Percentage change in the strength of the specimens after exposure to sulfate solution
Acid attack resistance
When acid seeps into the concrete, the cement paste binder breaks down, forming the gypsum. The gypsum reacts chemically with the hydrated calcium aluminate and produces ettringite, which deteriorates the concrete through weight and strength loss [68,69,70,71]. The state of the concrete samples after being exposed to the acidic solution for 60 days when compared to those before testing can be seen in Fig. 15. Figure 16 depicts that the decrease in weight was minimal at 60% replacement, meaning that porosity was minimal even after immersion in a sulfate environment for 60 days. Figure 17 shows the percentage change in compressive strength of concrete specimens subjected to acidic exposure for 60 days, and it was observed that the change was minimal at 60% GBFS replacement. Thus, 60% GBFS replacement can be considered the optimum replacement level for practical usage and future work, even in the durability test. From this research, it can be observed that triple-blended concrete depicted the best results at 60% slag replacement. The consistency of these findings with previous research, such as the work by Gamal Elgendy et al. [72] and Jariyathitipong P et al. [71], further validates the effectiveness of 60% slag replacement in improving concrete durability. While Elgendy’s study focused on water permeability, a key factor contributing to concrete deterioration, the similar trend observed in acid attack resistance reinforces the significance of optimizing GBFS replacement levels to enhance the overall durability properties of concrete.

Concrete samples a before acid attack b after acid attack

Percentage decrease in weight of the specimens when exposed to acidic solution

Percentage change in strength of the specimens after exposure to acidic solution
From the above experimentations, it can be noticed that the density of the concrete was highest at 60% replacement of M-sand by GBFS, which is attributed to the dense packing of fine aggregates of Zone II and Zone I and also the increase in the quantum of GBFS, which has greater specific gravity than M-sand. As a concrete mix of M25 grade, the target strength was around 33 MPa; however, at 0% replacement, the compressive strength is far greater than the target strength. Hence, the replacement of M-sand by GBFS is acceptable up to a level that does not decrease beyond the target strength. At 60% replacement of M-sand by GBFS, the strength gained by concrete was around 38 MPa, whereas at 80% replacement, it was less than 30 MPa. From durability studies, it is observed that the increased weight was least at 60% replacement level and the change in strength marginally higher than that of concrete specimens with 0% replacement. The acid attack test results showed that the percentage decrease in weight after the acid attack and percentage decrease in strength was the lowest for the concrete specimens containing 60% of GGBS, and 40% of M-sand was fine aggregate. Hence, the triple-blend concrete mix containing 40% cement, 40% GGBS, and 20% FA as the binder material, 40% M-sand and 60% of GBFS as fine aggregate with crushed stone 20 mm downsize granite coarse aggregate can be considered as an optimum mix.
Conclusions
The following conclusions are drawn based on the various tests conducted on triple-blend concrete with varying proportions of fine aggregate.
-
1.
The concrete density varies from 2.44 to 2.54 g/cc with a maximum density of 2.58 g/cc at 60% replacement of M-sand with GBFS, which might be because of the effective packing of fine aggregates.
-
2.
Compressive strength of about 51 MPa was achieved at 28 days at 0% replacement of GBFS, much higher than the target strength of M25-grade concrete. The increase in replacement levels of GBFS causes a decrease in compressive strength; at 60% GBFS replacement over M-sand, the desirable compressive strength of M25-grade concrete will be attained. The split tensile strength and flexural strength of triple-blended concrete follow the same trend as that of compressive strength.
-
3.
The rate of change of strength gain was highest during the initial days, and it diminishes with time. After 56 days, the rate of mechanical strength gain was almost constant. The highest compressive strength gain of 70% was noticed between 3 and 7 days at 0% replacement, and it was around 5% for 100% replacement.
-
4.
The split tensile strength achieved was lesser than the values obtained from the various other relationships prescribed in the standard codes and specifications. However, the flexural strength was marginally higher than the values obtained from various relationships mentioned in standard codes and specifications.
-
5.
Concrete specimens with 60% of fine aggregates as GBFS subjected to sulfate attack witnessed the lowest percentage decrease in strength of about 1.4% after 0% replacement, with a notable factor that the percentage increase in specimen weight was as low as 0.12.
-
6.
Concrete specimens to acid attack test depict that the specimen containing 60% GBFS and 40% M-sand as fine aggregates exhibit a minor percentage decrease in weight of 1.9 along with a minimal percentage strength loss of 3.5%
From this experimental investigation, the triple-blend concrete obtained with 60% replacement of natural fine aggregate by GBFS can be used for all kinds of construction practices. The use of FA, GGBS, and GBFS reduces the usage of cement and manufactured sand, resulting in waste management and reduced CO2 emissions. Thus, it aids to subside the disposal and pollution-related issues.
Scope for future works
This study shows that the triple-blended concrete using FA and GGBS as a partial replacement for OPC and 60% replacement of M-sand with GBFS would result in an effective concrete of M25 grade. In continuation to the same, the following research can be continued.
-
1.
Further investigation on durability by subjecting the specimens to carbonation, raid chloride penetration, and sorptivity test.
-
2.
The triple-blend composition can be experimented with special concretes such as fiber-reinforced concrete, self-compacting concrete, and lightweight concrete.
-
3.
Further studies can be carried out on this concrete’s thermal resistivity and fire resistance behavior.
-
4.
Experimentations can be carried forward using NDTs, which can be compared with the existing test results.
-
5.
Microstructural studies can be carried out on the specimens to determine the difference at the microstructure level.
References
Karakurt C, Topçu IB (2011) Effect of blended cements produced with natural zeolite and industrial by-products on alkali-silica reaction and sulfate resistance of concrete. Constr Build Mater 25:1789–1795. https://doi.org/10.1016/j.conbuildmat.2010.11.087
Sankh AC, Biradar PM, Naghathan SJ, Ishwargol MB (2018) Recent trends in replacement of natural sand with different alternatives. IOSR Journal of Mechanical and Civil Engineering 59–66
Kumar Karri S, Gvr R, Pm R (2015) Strength and durability studies on GGBS concrete. SSRG Int J Civ Eng 2:34–41
Reddy MJE, Chandra T, Reddy S (2015) High strength concrete using GGBS and nano TiO2. Int Res J Eng Technol 9:995–999
Babu RM, Satyanarayana GVV, Vivek Kumar C (2023) Structural behaviour of triple blended high-performance concrete. In: E3S Web of Conferences, EDP Sciences. https://doi.org/10.1051/e3sconf/202339101193
Bekkeri G, Shetty K, Nayak G (2024) Production of artificial aggregates and their impact on properties of concrete. Low carbon materials and technologies for a sustainable and resilient infrastructure. Lect Notes Civ Eng 440:359–370. https://doi.org/10.1007/978-981-99-7464-1_26
Venkatakrishnaiah R, Sakthivel G (2015) Bulk utilization of fly ash in self-compacting concrete. KSCE J Civ Eng 19:2116–2120. https://doi.org/10.1007/s12205-015-0706-4
Samad S, Shah A, Limbachiya MC (2017) Strength development characteristics of concrete produced with blended cement using ground granulated blast furnace slag (GGBS) under various curing conditions. Sadhana Acad Proc Eng Sci 42:1203–1213. https://doi.org/10.1007/s12046-017-0667-z
Bhaskar Reddy S (2016) Triple blending of cement concrete with micro silica and ground granulated blast furnace slag. Int Res J Eng Technol 3:1500–1508
Bekkeri GB, Shetty KK, Nayak G (2023) Producing of alkali-activated artificial aggregates by pelletization of fly ash, slag, and seashell powder. Innov Infrastruct Solut 8:258. https://doi.org/10.1007/s41062-023-01227-1
Adamu M, Alanazi H, Ibrahim YE, Abdellatief M (2024) Mechanical, microstructural characteristics and sustainability analysis of concrete incorporating date palm ash and eggshell powder as ternary blends cementitious materials. Constr Build Mater 411:134753. https://doi.org/10.1016/j.conbuildmat.2023.134753
Abdellatief M, Elrahman MA, Abadel AA, Wasim M, Tahwia A (2023) Ultra-high-performance concrete versus ultra-high performance geopolymer concrete: mechanical performance, microstructure, and ecological assessment. J Build Eng 79:107835. https://doi.org/10.1016/j.jobe.2023.107835
Vm V, Mithun R, Pallavi P (2008) Evaluation of strength characteristics of triple blended concrete using composite cement. Int Res J Eng Technol 6:1715–1720
Shobeiri V, Bennett B, Xie T, Visintin P (2023) Mix design optimization of concrete containing fly ash and slag for global warming potential and cost reduction. Case Stud Constr Mater 18:e01832. https://doi.org/10.1016/j.cscm.2023.e01832
Cho WJ, Kim MJ (2021) Freeze-thaw resistance of ternary blended concrete using ferronickel slag. Int J Concr Struct Mater 15:7. https://doi.org/10.1186/s40069-020-00447-4
Luna-Galiano Y, Leiva Fernández C, Villegas Sánchez R, Fernández-Pereira C (2023) Development of geopolymer mortars using air-cooled blast furnace slag and biomass bottom ashes as fine aggregates. Processes 11:1597. https://doi.org/10.3390/pr11061597
Trong Lam N (2020) Assessment of the compressive strength and strength activity index of cement incorporating fly ash. In: IOP Conference Series: materials science and engineering, Institute of Physics Publishing, vol 869, no 032052. https://doi.org/10.1088/1757-899X/869/3/032052
Vijaya Bhaskar Reddy S, Srinivasa Rao DP (2016) Experimental studies on compressive strength of ternary blended concretes at different levels of micro silica and GGBS. Mater Today Proc 3:3752–3760. https://doi.org/10.1016/j.matpr.2016.11.024
Abd Ellatief M, Abadel AA, Federowicz K, Abd Elrahman M (2023) Mechanical properties, high temperature resistance and microstructure of eco-friendly ultra-high performance geopolymer concrete: role of ceramic waste addition. Constr Build Mater 401:132677. https://doi.org/10.1016/j.conbuildmat.2023.132677
Abdellatief M, AL-Tam SM, Elemam WE, Alanazi H, Elgendy GM, Tahwia AM (2023) Development of ultra-high-performance concrete with low environmental impact integrated with metakaolin and industrial wastes. Case Stud Constr Mater 18:e01724. https://doi.org/10.1016/j.cscm.2022.e01724
Abdellatief M, Elrahman MA, Elgendy G, Bassioni G, Tahwia AM (2023) Response surface methodology-based modelling and optimization of sustainable UHPC containing ultrafine fly ash and metakaolin. Constr Build Mater 388:131696. https://doi.org/10.1016/j.conbuildmat.2023.131696
Sharma S, Basu D (2023) Influence of supplementary cementitious materials on transport properties of concrete and interfacial transition zone. Curr Sci 124:1263–1269. https://doi.org/10.18520/cs/v124/i11/1263-1269
Senani M, Ferhoune N, Guettala A, Aguiar JB (2018) Eco-concrete with incorporation of blast furnace slag as natural aggregates replacement. Sci Technol Mater 30:144–150. https://doi.org/10.1016/j.stmat.2017.12.001
Tahwia AM, Elgendy GM, Amin M (2021) Durability and microstructure of eco-efficient ultra-high-performance concrete. Constr Build Mater 303:124491. https://doi.org/10.1016/j.conbuildmat.2021.124491
Mohamed OA, Najm OF (2017) Compressive strength and stability of sustainable self-consolidating concrete containing fly ash, silica fume, and GGBS. Front Struct Civ Eng 11:406–411. https://doi.org/10.1007/s11709-016-0350-1
Vijaya Gowri T, Manjunath B, Raju CK (2018) Mechanical properties of triple blended concrete using fly ash and GGBS as cement replacement material for rigid pavements. Int J Eng Technol 7:499–502
Sabarish K, Professor A, Venkat Raman R, Ancil R, Wasim Raja R, Selva Surendar P (2017) Experimental studies on partial replacement of cement with fly ash in concrete elements. Int J Civ Eng Technol 8:293–298
Pratap KV, Bhasker M, Teja PSSR (2014) Triple blending of cement concrete with fly ash and ground granulated blast furnace slag. 4. https://api.semanticscholar.org/CorpusID:55062849
Wellala DPK, Saha AK, Sarker PK, Rajayogan V (2021) Fresh and hardened properties of high-strength concrete incorporating byproduct fine crushed aggregate as partial replacement of natural sand. Front Struct Civ Eng 15:124–135. https://doi.org/10.1007/s11709-020-0673-9
Rashad AM, Sadek DM (2020) Influence of different particle sizes of blast-furnace slag as a fine aggregate on mechanical strength and abrasion resistance of concrete. SILICON 12:2365–2373. https://doi.org/10.1007/s12633-019-00332-0
Ramesh ST, Gandhimathi R, Nidheesh PV, Rajakumar S, Prateepkumar S (2013) Use of furnace slag and welding slag as replacement for sand in concrete. Int J Energy Environ Eng 4:1–6. https://doi.org/10.1186/2251-6832-4-3
Bekkeri GB, Shetty KK, Nayak G (2023) Synthesis of artificial aggregates and their impact on performance of concrete: a review. J Mater Cycles Waste Manag 25:1988–2011. https://doi.org/10.1007/s10163-023-01713-9
Saran GSS, Surya Teja K, Das TV (2015) Blended cement concrete. International Journal of Engineering Sciences & Management Research 2.
Boakye K, Khorami M (2023) Mechanical and durability performance of ternary blended calcined clay and pulverized granite mortar composites. Adv Mater Process Technol. https://doi.org/10.1080/2374068X.2023.2264590
Singh G, Das S, Ahmed AA, Saha S, Karmakar S (2015) Study of granulated blast furnace slag as fine aggregates in concrete for sustainable infrastructure. Procedia Soc Behav Sci 195:2272–2279. https://doi.org/10.1016/j.sbspro.2015.06.316
Bureau of Indian Standards (2015) IS 269: 2015 Ordinary Portland cement-specification
Bureau of Indian Standards (1996) IS 4031-1 Methods of physical tests for hydraulic cement, Part 1: determination of fineness by dry sieving
Bureau of Indian Standards (1987) IS 12089: 1987 Specification for granulated slag for the manufacture of Portland slag cement
Bureau of Indian Standards (1968) IS 1727: 1968 Methods of test for pozzolanic materials
Bureau of Indian Standards (2018) IS 16714: 2018 Ground granulated blast furnace slag for use in cement, mortar, and concrete-specifications
Bureau of Indian Standards (2013) IS 3812 (Part 1): 2013 Pulverized fuel ash—specification, Part 1: for use as pozzolana in cement, Cement Mortar, and Concrete
Bureau of Indian Standards (2016) IS 383: 2016 Coarse and fine aggregate for concrete—specification
Bureau of Indian Standards (1963) IS 2386 (Part 1): 1963 Methods of test for aggregates for concrete, Part 1: particle size and shape
Bureau of Indian Standards (2000) IS 456: 2000 Plain and reinforced concrete—code of practice
Bureau of Indian Standards (2019) IS 10262: 2019 Concrete mix proportioning—guidelines
Bureau of Indian Standards (2018) IS 1199 (Part 2): 2018 Fresh concrete—methods of sampling, testing, and analysis, Part 2: determination of consistency of fresh concrete
Bureau of Indian Standards (2021) IS 516 (Part 1/Sec 1): 2021 Hardened concrete—methods of test, Part 1: testing of strength of hardened concrete, Section 1: compressive, flexural and split tensile strength
Bureau of Indian Standards (2021) IS 10086: 2021 Moulds for use in tests of cement, concrete, and pozzolana—specification.
Sachin KC, Amar R, Chetan KM (2022) Experimental studies on geopolymer concrete. ECS Trans 107:19681–19690. https://doi.org/10.1149/10701.19681ecst
Amar R, Devanand R, Harsha HN, Sachin KC (2023) Experimental studies on GGBS based geopolymer concrete. Mater Today Proc. https://doi.org/10.1016/j.matpr.2023.04.297
Herath C, Law DW, Gunasekara C, Setunge S (2023) Sulphate and acid resistance of HVFA concrete incorporating nano silica. Constr Build Mater 392:132004. https://doi.org/10.1016/j.conbuildmat.2023.132004
Gnanamoorthy P, Sathishkumar V (2023) Experimental investigation of aramid fibre reinforced concrete using durability properties. Section A-Research paper Eur Chem Bull 12:7089–7106
Ming F, Deng YS, Li DQ (2016) Mechanical and durability evaluation of concrete with sulfate solution corrosion. Adv Mater Sci Eng. https://doi.org/10.1155/2016/6523878
Douara TH, Guettala S, Hadji T, Attia A (2022) Strength assessment and durability of self-compacting concrete manufactured with various fine aggregates subjected to acidic curing environment. World J Eng 19:570–582. https://doi.org/10.1108/WJE-01-2021-0060
Moula S, Ben Fraj A, Wattez T, Bouasker M, Hadj Ali NB (2023) Mechanical properties, carbon footprint and cost of ultra-high performance concrete containing ground granulated blast furnace slag. J Build Eng 79:107796. https://doi.org/10.1016/j.jobe.2023.107796
Srinivasarao C, Reddy SVB (2020) Study of standard grade concrete consisting of granulated blast furnace slag as a fine aggregate. Mater Today Proc 27:859–865. https://doi.org/10.1016/j.matpr.2020.01.024
ACI 363.2R-98 (1998) Guide to quality control and testing of high-strength concrete reported by ACI committee 363
ACI 318-14 (2014) Building code requirements for structural concrete (ACI 318-14) Commentary on Building Code Requirements for Structural Concrete (ACI 318R-14)
Euro- International committee for concrete and International Federation for Prestressing (1990) CEB-FIP Model Code 1990
Akinpelu MA, Odeyemi SO, Olafusi OS, Muhammed FZ (2019) Evaluation of splitting tensile and compressive strength relationship of self-compacting concrete. J King Saud Univ Eng Sci 31:19–25. https://doi.org/10.1016/j.jksues.2017.01.002
Chhorn C, Hong SJ, Lee SW (2018) Relationship between compressive and tensile strengths of roller-compacted concrete. J Traffic Transp Eng (English Edition) 5:215–223. https://doi.org/10.1016/j.jtte.2017.09.002
SBC 304 (2007) Saudi Building Code concrete structural requirements
Müllauer W, Beddoe RE, Heinz D (2013) Sulfate attack expansion mechanisms. Cem Concr Res 52:208–215. https://doi.org/10.1016/j.cemconres.2013.07.005
Bulatović V, Melešev M, Radeka M, Radonjanin V, Lukić I (2017) Evaluation of sulfate resistance of concrete with recycled and natural aggregates. Constr Build Mater 152:614–631. https://doi.org/10.1016/j.conbuildmat.2017.06.161
Neville A (2004) The confused world of sulfate attack on concrete. Cem Concr Res 34:1275–1296. https://doi.org/10.1016/j.cemconres.2004.04.004
Tian B, Cohen MD (2000) Does gypsum formation during sulfate attack on concrete lead to expansion? Cem Concr Res 30:117–123. https://doi.org/10.1016/S0008-8846(99)00211-2
Thomas J, Thaickavil NN, Wilson PM (2018) Strength and durability of concrete containing recycled concrete aggregates. J Build Eng 19:349–365. https://doi.org/10.1016/j.jobe.2018.05.007
Marcos-Meson V, Fischer G, Edvardsen C, Skovhus TL, Michel A (2019) Durability of steel fibre reinforced concrete (SFRC) exposed to acid attack—a literature review. Constr Build Mater 200:490–501. https://doi.org/10.1016/j.conbuildmat.2018.12.051
Hadigheh SA, Gravina RJ, Smith ST (2017) Effect of acid attack on FRP-to-concrete bonded interfaces. Constr Build Mater 152:285–303. https://doi.org/10.1016/j.conbuildmat.2017.06.140
Hau CY, Niza Mokhatar S, Mokhtar A, Budiea A (2022) Evaluation of acid attack on concrete containing spent garnet as partial sand replacement. Recent Trends Civ Eng Built Environ 3:1386–1398. https://doi.org/10.30880/rtcebe.2022.03.01.156
Jariyathitipong P, Hosotani K, Fujii T, Ayano T (2014) Sulfuric acid resistance of concrete with blast furnace slag fine aggregate. J Civ Eng Archit 8:1403–1413
Elgendy GM, Elagamy AH, Sherif MA, EL-Badawy SM (2020) Laboratory evaluation of green concrete mixes containing high percentages of steel slag coarse aggregate. MEJ-Mansoura Eng J 40:29–37. https://doi.org/10.21608/bfemu.2020.96396
Funding
Open access funding provided by Manipal Academy of Higher Education, Manipal.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors have no relevant financial or non-financial interests to disclose.
Ethical approval
This paper was neither published nor is under review elsewhere.
Informed consent
All the authors are aware of this paper.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Impa, K.A., Sachin, K.C., Abhishek, R. et al. Experimentation on triple-blended concrete with manufactured sand replaced by granulated blast furnace slag for fine aggregates. Innov. Infrastruct. Solut. 9, 101 (2024). https://doi.org/10.1007/s41062-024-01409-5
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s41062-024-01409-5