
Abstract
Since the construction industry is one of the major sectors responsible for the overexploitation of natural resources and the production of greenhouse gases, there is an urgent need to adopt a sustainable and environmental friendly approach to mitigate climate degradation. Research has explored the potential of recycled aggregate (RA) as a viable alternative to natural aggregate in concrete production. Currently, several treatment methods are being employed to enhance the efficient incorporation of RA into concrete, aiming to address this issue. However, the effective utilization of RA in place of NA remains uncommon. In this study, an effort has been made to develop a low-carbon recycled aggregate concrete by utilizing 100% carbonation treated recycled coarse concrete aggregate (CRCCA) in place of natural coarse aggregate (NCA) and alccofine as mineral admixture. A comprehensive analysis was performed, comparing the properties of CRCCA to those of untreated recycled coarse concrete aggregate. This analysis covered changes in weight, bulk density, water absorption, crushing value, and microstructure. Furthermore, five different concrete mixes were prepared, each varying in the proportion of natural coarse aggregate (NCA), untreated RCCA, and CRCCA. These mixes also incorporated alccofine as a mineral admixture. The evaluation process involved assessing the effectiveness of carbonation treatment and alccofine addition through tests on the workability, water absorption, density, and compressive strength of the concrete mixes. The study demonstrated that carbonation treatment of RCCA resulted in substantial improvements in crushing value and water absorption of CRCCA, alongside enhanced workability, reduced water absorption, and increased density in CRCCA concrete. Moreover, CRCCA concrete exhibited notable compressive strength gains at both 28 and 90 days compared to untreated RCCA concrete. Furthermore, the use of CRCCA and alccofine contributed to reducing GHG emissions associated with cement production, emphasizing the environmentally friendly attributes of this low-carbon concrete formulation.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Considered one of the most waste-intensive industries, the construction sector produces vast construction and demolition (C&D) waste (Katerusha 2022). Interestingly, this waste can resolve the problem of diminishing natural reserves and the rising demand for building materials, thus reducing the gap between demand and supply (Ouyang et al. 2023). It is essential to check on resource utilization and waste generation to achieve a sustainable development model; the global resource data have seen a 13-fold rise in resource extraction from 1900 to 2015, giving rise to 89 Gt from 7 Gt. On the other hand, solid waste generation rose from 0.5 Mt. per day to 3.5 Mt. per day from 1900 to 2010 and is expected to double by 2025 (Zhang et al. 2022). The incorporation and encouragement of the utilization of recycled concrete within the construction sector are essential in promoting sustainable construction practices (Katerusha 2021a, b). Many researchers are working on the effective use of recycled aggregate (RA) in concrete (de Andrade Salgado and de Andrade Silva 2022); as a result, some countries have already started promoting RA in various construction activities (Safiuddin et al. 2013). However, the consumption of RA in concrete is still restricted due to various shortcomings of RA relative to natural aggregate (NA). In assessment, concrete containing RA possesses inferior mechanical and durability characteristics compared to NA concrete (Shi et al. 2016; Kisku et al. 2017). Low-density, high-water absorption, increased porosity, and less mechanical strength are some significant factors associated with RA. Past research shows that the properties of RA can be improved in two ways: by removing the attached old mortar or by strengthening the microstructure.
In an endeavor to increase the utilization of RA in concrete, many treatment methods have been introduced, such as surface modification (Shayan and Xu 2003; Tsujino et al. 2007), acid treatment (Tam et al. 2007), ultrasonic cleaning treatment (Katz 2004), mechanical crushing and impact treatment (Nagataki et al. 2004; Quattrone et al. 2014), heat treatment (Akbarnezhad et al. 2011; Quattrone et al. 2014), multiple stage mixing technique using admixtures (Tam and Tam 2008). Studies have shown that these treatment methods have their advantages and disadvantages (Pu et al. 2021). Mechanical grinding of RA offers operational simplicity, efficient removal of poorly attached mortar, and improved ITZ formation but produces low-quality materials, induces microcracks, and demands precise equipment (Kasai 2006; Shi et al. 2016). Heating treatment of RA reduces adhered mortar pore size, minimizes ITZ cracks, and enhances the new ITZ but involves high energy consumption, higher cost, generates low-value fine material and is prone to micro-crack formation (Akbarnezhad et al. 2011; Wang et al. 2019). Ultrasonic cleaning of RA enhances the new ITZ and compressive strength but is energy-intensive, expensive, generates low-quality materials, and struggles with strongly adhered mortar (Shi et al. 2016). Pre-soaking in acid reduces mortar pore size, minimizes ITZ cracks, and enhances the new ITZ while absorbing CO2, yet it generates harmful waste solutions, decreases RA’s pH, and increases the risk of chloride and sulfate content (Al-Bayati et al. 2016; Wang et al. 2017). The use of pozzolanic materials enhances mortar on RAs, reducing waste, densifying the microstructure, and improving recycled aggregate concrete (RAC) performance (Li et al. 2009, 2017; Kou and Poon 2012). Polymer emulsion strengthens mortar on RAs, reduces porosity, densifies RAs, and improves water absorption but generates waste, potentially negatively affecting compressive strength, is time-intensive, and incurs high costs (Kou and Poon 2010; Spaeth and Djerbi Tegguer 2013). Calcium Carbonate bio-deposition improves recycled concrete aggregate (RCA) quality, RAC strength, and new ITZ but lowers RCA pH and requires strict and challenging-to-control test conditions (Qiu et al. 2014; Zeng et al. 2019).
In recent studies, many researchers have used accelerated carbonation technique to enhance the characteristics of recycled coarse concrete aggregate (RCCA) and utilize the CO2 to benefit the environment (Thiery et al. 2013; Kou et al. 2014; Zhan et al. 2014; Jiake et al. 2015). As per a study (Monkman and Shao 2010), 1 ton of cement attached to RCCA can utilize about 0.5 tons of CO2. The accelerated carbonation treatment of recycled aggregates presents numerous other benefits, including easy operation, cost-effectiveness, densification of ITZ, enhanced performance of RAC, and diminished carbon dioxide emissions. It does, however, pose some minor drawbacks, such as an increase in the number of small pores (Pu et al. 2021), which can be mitigated through the use of fine supplementary cementitious material (SCM). As the CO2 possesses more hardness and solid phase in comparison with Ca(OH)2, the CO2 reacts with the hydration products Ca(OH)2, C–S–H, AFt, and AFm to produce CaCO3 (Jiake et al. 2015), which increases the density as well as fills the cracks that further improves the characteristics of carbonated recycled coarse concrete aggregate (CRCCA) in comparison with untreated recycled coarse concrete aggregate (UTRCCA) (Xuan et al. 2016; Russo and Lollini 2022). The improvement in water absorption, frost resistance, and porosity is more noticeable in a dry atmosphere in comparison with a humid atmosphere (Gholizadeh-Vayghan et al. 2020). After the carbonation of RCCA, the solid weight of treated RCCA may increase by 11–23% (Fernández Bertos et al. 2004; Jiake et al. 2015). Many studies have shown improvement in the water absorption, density, and crushing value of RCCA following carbonation treatment (Pu et al. 2021). The water absorption and apparent density of carbonated RCCA were reported to improve by 30 and 4.8%, respectively (Lu et al. 2019). The enhancement in the properties of CRCCA can be attributed to the compactness of the microstructure of RCCA due to CaCO3 deposition during carbonation treatment (Russo and Lollini 2022).
Out of all the treatment techniques and methods for effective utilization of RCCA in concrete, pozzolanic materials can be considered one of the most practical methods, which consumes less time and energy (Muduli and Mukharjee 2020). The existence of silica fume in RCCA concrete can enhance the pozzolanic activity owing to the enhancement in the properties of the mix (Corinaldesi and Moriconi 2009; Kou et al. 2011; Radonjanin et al. 2013). The addition of ground granulated blast-furnace slag (GGBS), nanoparticles, fly ash (Zheng et al. 2021), and metakaolin (Yaba et al. 2021) was also seen to improve the microstructure, mechanical and durability characteristics of RCCA concrete (Corinaldesi and Moriconi 2009; Kou et al. 2011; Tung et al. 2023; Wang et al. 2023). Similarly, alccofine is also a new kind of mineral additive that has been proven to enhance the characteristics of geopolymer concrete (Jindal 2019). Alccofine is a fine microparticle with a particle size of 4–6 microns attained from the leftovers of the iron ore industry (Jariwala et al. 2016). Alccofine, whose principal constituents are SiO2, Al2O3, CaO, and MgO, significantly enhances the hydration of concrete mix. Distinguished by its ultra-fine particle size and advantageous chemical composition, alccofine sets itself apart from other pozzolanic materials. By enhancing the hydration, packing density, permeability, strength, and durability properties of concrete, alccofine confers a unique set of properties.
As per the latest published literature, limited research has been conducted to analyze the outcome of adding alccofine and RA in concrete. Karthik and Nagaraju (2023) investigated the workability and strength properties of the concrete cast with the replacement of NA with RA and partial replacement of cement with 25% fly ash and alccofine in various ratios. Santhoshkumar and Saravanan (2022) investigated the strength and microstructure properties of recycled aggregate concrete (RAC) including M-Sand, river sand, and alccofine using three approaches, that is, surface coated aggregate, two-stage mixing approach, and double mixing method. Sakthivel and Jagadeesan (2022) investigated the flexural strength, crack pattern, and ductility of the beams and columns cast with RA and alccofine. Jasani et al. (2018) investigated concrete’s strength and durability properties by incorporating RA and alccofine. Due to the extensive range of potential approaches in evaluating and enhancing the characteristics of RAC incorporating alccofine, arriving at a definitive conclusion with the existing limited research becomes difficult.
Taking into consideration the above-mentioned points, previous research has not explored the impact of carbonated RCCA in combination with alccofine with the aim of enhancing the quality of recycled aggregate concrete. As explained above, carbonating RCCA introduces a drawback by increasing the presence of small pores. However, these pores can be effectively sealed by the ultra-fine particles of alccofine, leading to improvements in the microstructure of the resulting concrete. In this study, alccofine was selected over other mineral admixtures due to its ultra-fine microparticles and its advantageous chemical composition, encompassing all four essential components: SiO2, Al2O3, CaO, and MgO. Additionally, the use of alccofine can help reduce the reliance on cement, even in high-quality concrete mixes. Furthermore, as alccofine is derived from industrial waste, the author attempts to present an environmentally friendly approach for the efficient utilization of RCCA in concrete, aligning with the principles of sustainable development. This research involves a comprehensive investigation, including SEM and EDX analysis of the microstructure of RCCA, the characterization of RCCA properties before and after treatment, and the assessment of various properties of concrete prepared with natural aggregate, untreated RCCA, and RCCA treated in the presence of alccofine.
2 Materials and methods
2.1 Raw material
The current investigation used 43-grade ordinary Portland cement (OPC) with a specific gravity of 3.15. The maximum size of RCCA used was 12.5 mm and was used by crushing old concrete from C&D waste. Both coarse aggregates use a similar range of particle size. The specific gravity of untreated RCCA (UTRCCA) and the natural aggregate was observed as 2.45 and 2.65, respectively. The current study used a commercially available alccofine with a specific gravity of 2.7 and an average particle size range of 4–6 microns. The physical and chemical composition of OPC and alccofine can be seen in Table 1. The alccofine comprises four primary chemical components: SiO2, CaO, Al2O3, and MgO. The existence of these components contributes impressively to the enhancement of hydration reactions. The ultra-fineness and favorable chemical composition of alccofine facilitate the formation of cementitious gel, leading to improved permeability, density, strength, and durability of the concrete. Alccofine can improve the strength and durability characteristics of the mix and decrease the amount of cement required due to its higher hydration activity. The SEM analysis of alccofine, as per Fig. 1, reveals the particles’ uneven shape and ultra-fine size. Commercially available river sand was used in all the concrete mixes for fine aggregate. Regular tap water was used for all the concrete mixes.

SEM image of alccofine
2.2 Carbonation treatment
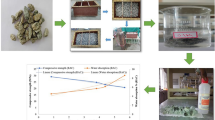
During the accelerated carbonation treatment of RCCA, CO2 is introduced into RCCA, which reacts with the free water present in the pores, forming H2CO3—the ionizing of H2CO3 results in the generation of H+, HCO3−, CO32− ions. The CO32− ions further react with the calcium ions produced by the decomposition of C–S–H, Ca(OH)2, C2S, C3S, and Aft to produce CaCO3 (Fernández Bertos et al. 2004; Phung et al. 2015; Pu et al. 2021). The carbonation treatment process of RCCA is illustrated in Fig. 2 for better understanding. This study used a carbonation treatment apparatus containing an airtight steel carbonation chamber and a CO2 cylinder. The carbonation chamber was initially vacuumed before injecting pure CO2 gas. The RCCAs were then treated for 72 h with a CO2 concentration of 20% and relative humidity of 60 ± 5% at a temperature of 28 °C. The process was repeated until enough carbonation treated RCCA (CRCCA) was obtained.

Carbonation treatment process of RCCA
2.3 Concrete mix
The concrete mix design containing 100% NA was prepared as per BIS 10262 (2009). Five different concrete mixes with varying coarse aggregates that are: 100% NA (NAC); 50% untreated RCCA and 50% NA (UTRCCA50); 50% carbonation treated RCCA and 50% NA (CRCCA50); 100% untreated RCCA (UTRCCA100); and 100% carbonation treated RCCA (CRCCA100) were made. All the concrete mixes were produced with alccofine. Table 2 represents the composition of various concrete mixes. To prepare the mixes, saturated surface dry (SSD) RCCA and NA were used.
2.4 Testing
All the treated RCCA were analyzed and related to the properties of untreated RCCA. The treated RCCA were examined for change in weight, water absorption, bulk density, crushing value, and microstructure. The workability of treated and untreated RCCA concrete mix was evaluated through a slump test of a freshly made concrete mixture as per BIS 1199 (1959). Concrete cubes of 150 mm from all the mixes were made to determine the concrete’s water absorption and compressive strength. The 28 days water absorption for concrete samples was evaluated as per ASTM C642 (2013). The compressive strength of concrete for 7, 28, 56, and 90 days was evaluated as per BIS 516 (2004). A flowchart of testing the properties of RCCA and various RCCA concrete mixes can be seen in Fig. 3. The final reading was taken as the average of 3 samples. The environmental aspect of the concrete cast with RCCA and alccofine was also discussed.

Flowchart of aggregate and concrete testing
3 Results
3.1 Effect of carbonation treatment on various properties of RCCA
The water absorption capacity of the RA depends on the volume of pores and the volume of old mortar attached to the RA, which can significantly affect various properties of the concrete (Lockrey et al. 2016). As per the observation of change in weight after carbonation treatment, the weight of CRCCA increased by 18% compared to the weight of UTRCCA. The water absorption of CRCCA was found to be 18% less in comparison with the water absorption of UTRCCA. A slight improvement of 4% in the bulk density of CRCCA relative to UTRCCA was found after the treatment. Similarly, the crushing value of CRCCA was 23% lower than UTRCCA’s. Previous studies also obtained similar results (Lu et al. 2019). The improvements in the properties of the CRCCA were due to the compact microstructure and decreased porosity due to the creation of CaCO3 and silica gel (Lu et al. 2018). This can further be confirmed by the SEM and EDX analysis of UTRCCA and CRCCA. Figure 4a and b demonstrates the SEM images of UTRCCA and CRCCA, respectively. Several cracks can be observed as per the SEM analysis of UTRCCA, which are closely related to the degraded properties of UTRCCA. Instead, as per the SEM image of CRCCA, a dense structure with fewer pores can be observed, which may be responsible for the improved properties of CRCCA. The element composition through EDX analysis of UTRCCA and CRCCA can be observed in Fig. 5a and b. The significant difference in Fig. 5a and b is the increased carbon content. The UTRCCA possesses 3% carbon content, whereas CRCCA contains 18.67% carbon content, which verifies the effectiveness of the carbonation treatment on RCCA.

SEM images: (a) UTRCCA; (b) CRCCA

EDX analysis: (a) UTRCCA; (b) CRCCA
3.2 Properties of RCCA concrete
Figure 6 shows the workability of various concrete mixes with respect to slump value. It can be analyzed from the results that the slump value of the concrete mixes UTRCCA50 and UTRCCA100 increased in comparison with NAC. The slump value of the controlled mix, NAC, was 160 mm whereas the slump values of UTRCCA50 and UTRCCA100 were observed as 170 and 175 mm, respectively. After the carbonation treatment, the slump value of CRCCA50 and CRCCA100 was enhanced compared to the concrete mix with untreated RCCA. The slump values of CRCCA50 and CRCCA100 were 164 and 168 mm. Similarly, the water absorption and density of concrete having carbonated aggregate CRCCA50 and CRCCA100 also enhanced in relation to UTRCCA50 and UTRCCA100. The water absorption of CRCCA50 and CRCCA100 was found to be 2.9 and 3%, almost 21 and 26% less compared to UTRCCA 50 and UTRCCA100, respectively. The observations of water absorption and concrete density can be seen in Figs. 7 and 8, respectively. Also, adding alccofine to concrete has confirmed improved water absorption and percentage voids (Jindal et al. 2017). The free water in the mix increased due to the higher water absorption property of untreated RCCA, leading to a higher slump value. The characteristics of carbonated RCCA were enhanced due to CaCO3 developed during the carbonation treatment. Also, the characteristics of the concrete mix were improved due to ultra-fine pozzolanic alccofine particles, which improved the concrete’s porosity, workability, density, and water absorption characteristics.

Workability of concrete

Water absorption of concrete

Density of concrete
The 7, 28, 56, and 90 days compressive strength of concrete comprising NCA, untreated RCCA, and carbonated RCCA can be understood through Fig. 9. The 28 days compressive strength of UTRCCA50 and UTRCCA100 was found to be 64.8 and 59 MPa, respectively, 10 and 18% inferior relative to NAC. However, the compressive strength of carbonated RCCA concrete has improved in comparison with concrete with untreated RCCA. The 28 days compressive strength of CRCCA50 and CRCCA100 was found to be 69.7 and 66.8 MPa which are 7.5 and 13% superior compared to UTRCCA50 and UTRCCA100, respectively. The compressive strength of concrete decreased with the rise in the percentage replacement of coarse aggregate, as presented in Fig. 10. Instead, the 90 days compressive strength of UTRAC50 and UTRCCA100 was found to be even better and nearly equal to the NAC, which proves that the carbonation treatment of RCCA and the existence of alccofine can effectively enhance the characteristics of RCCA concrete.

Compressive strength of concrete

Effect of coarse aggregate replacement ratio on 28 days compressive strength of concrete
3.3 Environmental aspects
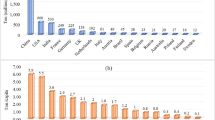
Using raw materials from natural resources for manufacturing concrete has given birth to many environmental complications, like exploitation of non-renewable natural resources, carbon dioxide emission, and energy utilization. The replacement and utilization of RCCA in place of NA can solve these environmental concerns effectively. It has been stated that the 100% replacement of RCCA in place of NA to produce 1 m3 of concrete can save about 43.8% of natural resources (Ding et al. 2016). About 32 kg CO2 equivalent greenhouse gases (GHGs) are emitted to produce one ton of NA, whereas while producing one ton of recycled coarse aggregate, only 11 kg CO2 equivalent GHGs are emitted. The manufacture of RA in place of NA has a 38%, 30%, 66%, and 57% less impact on humanoid healthiness, ecosystem quality, weather change, and resources, respectively (Hossain et al. 2016). Contradictory, due to the inferior properties of RCCA, utilizing a higher percentage of RCCA in replacement to NA in concrete requires supplementary cement content (Marinković et al. 2010; Xiao and Ding 2013). Moreover, cement, out of all the concrete raw materials, plays a significant role in the emission of GHGs (Jiménez et al. 2018). Instead, carbonation treatment of RA can be utilized for consuming CO2 from the environment. Carbonation treatment of aggregate can significantly improve the properties of concrete without using any additional amount of cement. Due to the cementitious properties of alccofine, adding alccofine can further reduce the amount of cement to be used. As per a study, 11 kg of CO2 can be absorbed by one ton of recycled crushed stone (Kikuchi and Kuroda 2011). Similarly, after carbonation treatment of RCCA, one ton of RCCA can absorb about 7.9 kg of CO2 (Xuan et al. 2016). During the carbonation treatment, the CO2 gets converted into a stable compound that is CaCO3, so there will not be any leakage problem (Peter et al. 2008). Contradictory to other RCCA treatment techniques, carbonation treatment of RCCA can easily be implemented at an industrial level. The CO2 content in the cement and power station plant emissions is about 12–30% (Romano et al. 2013). The RCCA can easily be piled somewhere near to the industry in such a way that emissions from the industry flows through the RCCA, the RCCA will absorb the CO2 from the emission reducing the GHG’s from the atmosphere.
Hence, the utilization of carbonated RCCA and alccofine for the development of concrete can not only improve the characteristics of RCCA concrete but also reduce the negative impact on the environment.
4 Discussion
As previously discussed, RCCA exhibits inferior physical characteristics such as water absorption, crushing value, and bulk density compared to NA. Similarly, upon analyzing the microstructure (as depicted in Fig. 4), clear evidence of cracks and loose material can be observed in RCCA, while a more compact microstructure is evident in CRCCA. The application of carbonation treatment has been proven to improve the physical properties of RCCA. The increase in weight of CRCCA compared to RCCA is due to the development of CaCO3 and silica gel. The improvement in the physical properties of CRCCA may be attributed to the carbonation treatment process, during which C–H and C–S–H hydration products react with the CO2 to generate CaCO3. The deposition of CaCO3 on the surface and within the pores of the RCCA enhances both the water absorption and density of the aggregate. The deposition of CaCO3 on the surface of RCCA reduces the effective pore and crack on the surface, subsequently hindering the infiltration of CO2 and reducing the development of CaCO3 in these voids. Consequently, as evidenced by the findings above, the enhancement in density is less in contrast to the enhancement in the water absorption of CRCCA. Additionally, since the CaCO3 exhibits higher microhardness compared to hydration products, the crushing value of the RCCA is also enhanced (Dang et al. 2018; Iwase and Mori 2020; Lu et al. 2022). The concrete containing CRCCA also showed superior performance in comparison with untreated RCCA concrete. There are possibly two explanations for the enhancement observed in carbonated RCCA concrete. Firstly, the carbonation treatment can enhance the interfacial transition zone (ITZ) of RCCA, which in turn boosts the characteristics and microstructure of RCCA. This improvement in ITZ and microhardness subsequently enhances compressive strength characteristics in CRCCA concrete (Yildirim et al. 2015). Furthermore, the reaction between CaCO3 and alumina from alccofine results in the formation of hemi-carboaluminate hydrate and mono-carboaluminate hydrate (Lu et al. 2019). Studies have also proven that the hemi-carboaluminate has converted to mono-carboaluminate at later ages, which may be the cause for the improved strength of CRCCA50 and CRCCA100 at 90 days (Liu and Yan 2008; Ipavec et al. 2011). Secondly, the ultra-fine particles of alccofine fill the pores in RCCA and RCCA concrete, improving the ITZ and bond strength among RA and cement paste (Kou et al. 2011). Also, the calcium hydroxide in old and new mortar reacts with mineral admixture to procedure C–H–S, enhancing the mix’s strength characteristics (Shi et al. 2016). The favorable chemical composition of alccofine contributes to enhancement in hydration reactions, thereby improving the strength characteristics of the mixture. However, the disadvantage of using alccofine can be the significant hydration activity of alccofine which results in higher heat generation during hydration and accelerates the initial setting of the mix. Consequently, the increased temperature in the mix might contribute to autogenous shrinkage, a pre-existing concern, particularly in high-strength concrete, which increases the vulnerability to potential issues like cracking and reduced strength.
5 Conclusion
The research study investigated the development of eco-friendly RAC using carbonation treatment and alccofine. The construction industry’s significant contribution to waste generation and resource depletion prompted the exploration of sustainable solutions. Replacement of NA with RCCA offers potential, but its mechanical and durability properties are often inferior to NA. To overcome the limitations of RCCA, carbonation treatment and the addition of alccofine were studied to enhance RCCA concrete’s properties. Based on the outcomes of the study, the below conclusions were formulated:
-
Carbonation treatment significantly enhanced the physical characteristics of RCCA when compared to untreated RCCA, through the deposition of CaCO3 on the RCCA surface and within its pores. This treatment resulted in notable improvements in bulk density, water absorption, and crushing value of carbonated RCCA.
-
SEM and EDX analysis unveiled the formation of CaCO3 and silica gel during the carbonation treatment, leading to considerable enhancements in various physical properties of CRCCA compared to RCCA.
-
Concrete incorporating carbonated RCCA exhibited superior workability when compared to concrete incorporating untreated RCCA. The workability of the CRCCA100 concrete mix closely resembled that of natural aggregate concrete.
-
The enhancement of the ITZ of RCCA during carbonation treatment led to improved density and reduced water absorption properties in concrete made with carbonated RCCA compared to concrete using untreated RCCA.
-
The compressive strength of concrete incorporating carbonated RCCA surpassed that of untreated RCCA concrete. At both 28 and 90 days, the compressive strength of concrete containing carbonated RCCA closely approached that of natural aggregate concrete.
-
The complete substitution of NA with RCCA yields substantial advantages, as replacing one ton of NA with RCCA can result in a reduction in up to 21 kg of CO2 − equivalent greenhouse gas emissions during the production process. Notably, each metric ton of RCCA has the capacity to capture approximately 7.9–11 kg of CO2, thereby facilitating the development of low-carbon concrete.
References
Akbarnezhad A, Ong KCG, Zhang MH et al (2011) Microwave-assisted beneficiation of recycled concrete aggregates. Constr Build Mater 25:3469–3479. https://doi.org/10.1016/j.conbuildmat.2011.03.038
Al-Bayati HKA, Das PK, Tighe SL, Baaj H (2016) Evaluation of various treatment methods for enhancing the physical and morphological properties of coarse recycled concrete aggregate. Constr Build Mater 112:284–298. https://doi.org/10.1016/j.conbuildmat.2016.02.176
ASTM C642–13 (2013) Standard test method for density, absorption, and voids in hardened concrete, PA, USA
BIS 10262 (2009) Concrete mix proportioning guidelines, Bureau of Indian Standards, New Delhi, India
BIS 1199 (1959) Methods of sampling and analysis of concrete, New Delhi, India
BIS 516 (2004) Method of tests for strength of concrete. Bureau of Indian Standards, New Delhi, India
Corinaldesi V, Moriconi G (2009) Influence of mineral additions on the performance of 100% recycled aggregate concrete. Constr Build Mater 23:2869–2876. https://doi.org/10.1016/j.conbuildmat.2009.02.004
Dang Y, Shi X, Qian J et al (2018) Statistical characteristics of microhardness of hardened cement paste. J Wuhan Univ Technol Sci Ed 33:924–931. https://doi.org/10.1007/s11595-018-1914-9
de Andrade SF, de Andrade SF (2022) Recycled aggregates from construction and demolition waste towards an application on structural concrete: a review. J Build Eng 52:104452. https://doi.org/10.1016/j.jobe.2022.104452
Ding T, Xiao J, Tam VWY (2016) A closed-loop life cycle assessment of recycled aggregate concrete utilization in China. Waste Manag 56:367–375. https://doi.org/10.1016/j.wasman.2016.05.031
Fernández Bertos M, Simons SJR, Hills CD, Carey PJ (2004) A review of accelerated carbonation technology in the treatment of cement-based materials and sequestration of CO2. J Hazard Mater 112:193–205. https://doi.org/10.1016/j.jhazmat.2004.04.019
Gholizadeh-Vayghan A, Bellinkx A, Snellings R et al (2020) The effects of carbonation conditions on the physical and microstructural properties of recycled concrete coarse aggregates. Constr Build Mater 257:119486. https://doi.org/10.1016/j.conbuildmat.2020.119486
Hossain MU, Poon CS, Lo IMC, Cheng JCP (2016) Comparative environmental evaluation of aggregate production from recycled waste materials and virgin sources by LCA. Resour Conserv Recycl 109:67–77. https://doi.org/10.1016/j.resconrec.2016.02.009
Ipavec A, Gabrovšek R, Vuk T et al (2011) Carboaluminate phases formation during the hydration of calcite-containing Portland cement. J Am Ceram Soc 94:1238–1242. https://doi.org/10.1111/j.1551-2916.2010.04201.x
Iwase K, Mori K (2020) Crystal structure, microhardness, and toughness of biomineral CaCO3. Cryst Growth Des 20:2091–2098. https://doi.org/10.1021/acs.cgd.9b01720
Jariwala AA, Dipak D, Rana A, et al (2016) Experimental study on the enhancement in concrete due to the ultra-fine particles. Global Res Dev J Eng, 138–141
Jasani KS, Manivel S, Kumar GS (2018) An experimental investigation on strength properties of alccofine 1203 along with recycle aggregate in concrete. Int J Civ Eng Technol 9:138–148
Jiake Z, Caijun S, Yake L et al (2015) Performance enhancement of recycled concrete aggregates through carbonation. J Mater Civ Eng 27:4015029. https://doi.org/10.1061/(ASCE)MT.1943-5533.0001296
Jiménez LF, Domínguez JA, Vega-Azamar RE (2018) Carbon footprint of recycled aggregate concrete. Adv Civ Eng 2018:7949741. https://doi.org/10.1155/2018/7949741
Jindal BB (2019) Investigations on the properties of geopolymer mortar and concrete with mineral admixtures: a review. Constr Build Mater 227:116644. https://doi.org/10.1016/j.conbuildmat.2019.08.025
Jindal BB, Singhal D, Sharma S et al (2017) Strength and permeation properties of alccofine activated low calcium fly ash geopolymer concrete. Comput Concr 20:683–688. https://doi.org/10.12989/cac.2017.20.6.683
Karthik CH, Nagaraju A (2023) An experimental study on recycled aggregate concrete with partial replacement of cement with flyash and alccofine. In: IOP conference series: earth and environmental science
Kasai Y (2006) Development and subjects of recycled aggregate concrete in Japan. Key Eng Mater 302–303:288–300. https://doi.org/10.4028/www.scientific.net/KEM.302-303.288
Katerusha D (2021) Barriers to the use of recycled concrete from the perspective of executing companies and possible solution approaches—case study Germany and Switzerland. Resour Policy 73:102212. https://doi.org/10.1016/j.resourpol.2021.102212
Katerusha D (2021) Attitude towards sustainability, study contents and the use of recycled concrete in building construction—case study Germany and Switzerland. J Clean Prod 289:125688. https://doi.org/10.1016/j.jclepro.2020.125688
Katerusha D (2022) Investigation of the optimal price for recycled aggregate concrete—an experimental approach. J Clean Prod 365:132857. https://doi.org/10.1016/j.jclepro.2022.132857
Katz A (2004) Treatments for the improvement of recycled aggregate. J Mater Civ Eng 16:597–603
Kikuchi T, Kuroda Y (2011) Carbon dioxide uptake in demolished and crushed concrete. J Adv Concr Technol 9:115–124. https://doi.org/10.3151/jact.9.115
Kisku N, Joshi H, Ansari M et al (2017) A critical review and assessment for usage of recycled aggregate as sustainable construction material. Constr Build Mater 131:721–740. https://doi.org/10.1016/j.conbuildmat.2016.11.029
Kou S-C, Poon C-S (2010) Properties of concrete prepared with PVA-impregnated recycled concrete aggregates. Cem Concr Compos 32:649–654. https://doi.org/10.1016/j.cemconcomp.2010.05.003
Kou SC, Poon CS (2012) Enhancing the durability properties of concrete prepared with coarse recycled aggregate. Constr Build Mater 35:69–76. https://doi.org/10.1016/j.conbuildmat.2012.02.032
Kou S, Poon C, Agrela F (2011) Comparisons of natural and recycled aggregate concretes prepared with the addition of different mineral admixtures. Cem Concr Compos 33:788–795. https://doi.org/10.1016/j.cemconcomp.2011.05.009
Kou S-C, Zhan B, Poon C-S (2014) Use of a CO2 curing step to improve the properties of concrete prepared with recycled aggregates. Cem Concr Compos 45:22–28. https://doi.org/10.1016/j.cemconcomp.2013.09.008
Li J, Xiao H, Zhou Y (2009) Influence of coating recycled aggregate surface with pozzolanic powder on properties of recycled aggregate concrete. Constr Build Mater 23:1287–1291. https://doi.org/10.1016/j.conbuildmat.2008.07.019
Li W, Long C, Tam VWY et al (2017) Effects of nano-particles on failure process and microstructural properties of recycled aggregate concrete. Constr Build Mater 142:42–50. https://doi.org/10.1016/j.conbuildmat.2017.03.051
Liu S, Yan P (2008) Hydration properties of limestone powder in complex binding material. Kuei Suan Jen Hsueh Pao/ J Chin Ceram Soc 36:1401–1405
Lockrey S, Nguyen H, Crossin E, Verghese K (2016) Recycling the construction and demolition waste in Vietnam: opportunities and challenges in practice. J Clean Prod 133:757–766. https://doi.org/10.1016/j.jclepro.2016.05.175
Lu B, Shi C, Zhang J, Wang J (2018) Effects of carbonated hardened cement paste powder on hydration and microstructure of Portland cement. Constr Build Mater 186:699–708. https://doi.org/10.1016/j.conbuildmat.2018.07.159
Lu B, Shi C, Cao Z et al (2019) Effect of carbonated coarse recycled concrete aggregate on the properties and microstructure of recycled concrete. J Clean Prod 233:421–428. https://doi.org/10.1016/j.jclepro.2019.05.350
Lu Z, Tan Q, Lin J, Wang D (2022) Properties investigation of recycled aggregates and concrete modified by accelerated carbonation through increased temperature. Constr Build Mater 341:127813. https://doi.org/10.1016/j.conbuildmat.2022.127813
Marinković S, Radonjanin V, Malešev M, Ignjatović I (2010) Comparative environmental assessment of natural and recycled aggregate concrete. Waste Manag 30:2255–2264. https://doi.org/10.1016/j.wasman.2010.04.012
Monkman S, Shao Y (2010) Integration of carbon sequestration into curing process of precast concrete. Can J Civ Eng 37:302–310. https://doi.org/10.1139/L09-140
Muduli R, Mukharjee BB (2020) Performance assessment of concrete incorporating recycled coarse aggregates and metakaolin: a systematic approach. Constr Build Mater 233:117223. https://doi.org/10.1016/j.conbuildmat.2019.117223
Nagataki S, Gokce A, Saeki T, Hisada M (2004) Assessment of recycling process induced damage sensitivity of recycled concrete aggregates. Cem Concr Res 34:965–971. https://doi.org/10.1016/j.cemconres.2003.11.008
Ouyang K, Liu J, Liu S et al (2023) Influence of pre-treatment methods for recycled concrete aggregate on the performance of recycled concrete: A review. Resour Conserv Recycl 188:106717. https://doi.org/10.1016/j.resconrec.2022.106717
Peter MA, Muntean A, Meier SA, Böhm M (2008) Competition of several carbonation reactions in concrete: a parametric study. Cem Concr Res 38:1385–1393. https://doi.org/10.1016/j.cemconres.2008.09.003
Phung QT, Maes N, Jacques D et al (2015) Effect of limestone fillers on microstructure and permeability due to carbonation of cement pastes under controlled CO2 pressure conditions. Constr Build Mater 82:376–390. https://doi.org/10.1016/j.conbuildmat.2015.02.093
Pu Y, Li L, Wang Q et al (2021) Accelerated carbonation technology for enhanced treatment of recycled concrete aggregates: a state-of-the-art review. Constr Build Mater 282:122671. https://doi.org/10.1016/j.conbuildmat.2021.122671
Qiu J, Tng DQS, Yang E-H (2014) Surface treatment of recycled concrete aggregates through microbial carbonate precipitation. Constr Build Mater 57:144–150. https://doi.org/10.1016/j.conbuildmat.2014.01.085
Quattrone M, Angulo SC, John VM (2014) Energy and CO2 from high performance recycled aggregate production. Resour Conserv Recycl 90:21–33. https://doi.org/10.1016/j.resconrec.2014.06.003
Radonjanin V, Malešev M, Marinković S, Al Malty AES (2013) Green recycled aggregate concrete. Constr Build Mater 47:1503–1511. https://doi.org/10.1016/j.conbuildmat.2013.06.076
Romano MC, Spinelli M, Campanari S et al (2013) The Calcium Looping Process for Low CO2 Emission Cement and Power. Energy Proc 37:7091–7099. https://doi.org/10.1016/j.egypro.2013.06.645
Russo N, Lollini F (2022) Effect of carbonated recycled coarse aggregates on the mechanical and durability properties of concrete. J Build Eng 51:104290. https://doi.org/10.1016/j.jobe.2022.104290
Safiuddin M, Alengaram UJ, Rahman MM, Salam MA, Jumaat MZ (2013) Use of recycled concrete aggregate in concrete: a review. J Civ Eng Manag 19:796–810. https://doi.org/10.3846/13923730.2013.799093
Sakthivel S, Jagadeesan S (2022) Flexural performance of recycled coarse beams made with recycled coarse aggregate incorporating alccofine. J Environ Prot Ecol 23:119–129
Santhoshkumar S, Saravanan J (2022) Mechanical property of recycled aggregate concrete incorporating alccofine with river sand and m-sand. J Balk Tribol Assoc 28:52–64
Shayan A, Xu A (2003) Performance and properties of structural concrete made with recycled concrete aggregate. ACI Mater J 100:371–380
Shi C, Li Y, Zhang J et al (2016) Performance enhancement of recycled concrete aggregate—a review. J Clean Prod 112:466–472. https://doi.org/10.1016/j.jclepro.2015.08.057
Spaeth V, DjerbiTegguer A (2013) Improvement of recycled concrete aggregate properties by polymer treatments. Int J Sustain Built Environ 2:143–152. https://doi.org/10.1016/j.ijsbe.2014.03.003
Tam VWY, Tam CM (2008) Diversifying two-stage mixing approach (TSMA) for recycled aggregate concrete: TSMAs and TSMAsc. Constr Build Mater 22:2068–2077. https://doi.org/10.1016/j.conbuildmat.2007.07.024
Tam VWY, Tam CM, Le KN (2007) Removal of cement mortar remains from recycled aggregate using pre-soaking approaches. Resour Conserv Recycl 50:82–101. https://doi.org/10.1016/j.resconrec.2006.05.012
Thiery M, Dangla P, Belin P et al (2013) Carbonation kinetics of a bed of recycled concrete aggregates: a laboratory study on model materials. Cem Concr Res 46:50–65. https://doi.org/10.1016/j.cemconres.2013.01.005
Tsujino M, Noguchi T, Tamura M et al (2007) Application of conventionally recycled coarse aggregate to concrete structure by surface modification treatment. J Adv Concr Technol 5:13–25. https://doi.org/10.3151/jact.5.13
Tung TM, Babalola OE, Le D-H (2023) Experimental investigation of the performance of ground granulated blast furnace slag blended recycled aggregate concrete exposed to elevated temperatures. Clean Waste Syst 4:100069. https://doi.org/10.1016/j.clwas.2022.100069
Wang L, Wang J, Qian X et al (2017) An environmentally friendly method to improve the quality of recycled concrete aggregates. Constr Build Mater 144:432–441. https://doi.org/10.1016/j.conbuildmat.2017.03.191
Wang Y, Liu F, Xu L, Zhao H (2019) Effect of elevated temperatures and cooling methods on strength of concrete made with coarse and fine recycled concrete aggregates. Constr Build Mater 210:540–547. https://doi.org/10.1016/j.conbuildmat.2019.03.215
Wang J, Che Z, Zhang K et al (2023) Performance of recycled aggregate concrete with supplementary cementitious materials (fly ash, GBFS, silica fume, and metakaolin): Mechanical properties, pore structure, and water absorption. Constr Build Mater 368:130455. https://doi.org/10.1016/j.conbuildmat.2023.130455
Xiao J, Ding T (2013) Research on recycled concrete and its utilization in building structures in China. Front Struct Civ Eng 7:215–226. https://doi.org/10.1007/s11709-013-0212-z
Xuan D, Zhan B, Poon CS (2016) Assessment of mechanical properties of concrete incorporating carbonated recycled concrete aggregates. Cem Concr Compos 65:67–74. https://doi.org/10.1016/j.cemconcomp.2015.10.018
Yaba HK, Naji HS, Younis KH, Ibrahim TK (2021) Compressive and flexural strengths of recycled aggregate concrete: effect of different contents of metakaolin. Mater Today Proc 45:4719–4723. https://doi.org/10.1016/j.matpr.2021.01.164
Yildirim ST, Meyer C, Herfellner S (2015) Effects of internal curing on the strength, drying shrinkage and freeze–thaw resistance of concrete containing recycled concrete aggregates. Constr Build Mater 91:288–296. https://doi.org/10.1016/j.conbuildmat.2015.05.045
Zeng W, Zhao Y, Poon CS et al (2019) Using microbial carbonate precipitation to improve the properties of recycled aggregate. Constr Build Mater 228:116743. https://doi.org/10.1016/j.conbuildmat.2019.116743
Zhan B, Poon CS, Liu Q et al (2014) Experimental study on CO2 curing for enhancement of recycled aggregate properties. Constr Build Mater 67:3–7. https://doi.org/10.1016/j.conbuildmat.2013.09.008
Zhang C, Hu M, Di Maio F et al (2022) An overview of the waste hierarchy framework for analyzing the circularity in construction and demolition waste management in Europe. Sci Total Environ 803:149892. https://doi.org/10.1016/j.scitotenv.2021.149892
Zheng Y, Zhuo J, Zhang P (2021) A review on durability of nano-SiO2 and basalt fiber modified recycled aggregate concrete. Constr Build Mater 304:124659. https://doi.org/10.1016/j.conbuildmat.2021.124659
Acknowledgements
I would like to express my sincere gratitude to I.K. Gujral Punjab Technical University for its facilities and unwavering support.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Sharma, H., Ashish, D.K. & Sharma, S.K. Development of low-carbon recycled aggregate concrete using carbonation treatment and alccofine. Energ. Ecol. Environ. 9, 230–240 (2024). https://doi.org/10.1007/s40974-023-00299-0
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40974-023-00299-0