
Abstract
Due to the improved understanding of the industry, additive manufacturing processes are becoming increasingly accepted for fabricating complex lightweight components. The focus of the magnesium research is primarily on small implant structures. Due to challenges in the manufacturing process and oxidation behavior, large structures for lightweight components are mainly fabricated with titanium. This paper expands the scope of the laser-based powder bed fusion (PBF-LB) of larger-area magnesium parts with surface enhancement using the Ultraceramic® by the plasma electrolytic oxidation (PEO). For this purpose, the PBF-LB process development for cylindric structures with a diameter of 31 mm is carried out. The processing strategies are adapted for a crack and porosity free process. To mitigate the inherent oxidation of the biodegradable WE43 and reduce the surface wear in tribologically challenging applications, the additively manufactured magnesium is modified by the Ultraceramic®. The thickness of the ceramic surface could be tailored between 10 and 40 µm, while enclosing adhering powder particles of the PBF. Electrochemical impedance spectroscopy showed an increased resistance to corrosion by an increased modulus |Z0.01| by a factor of 658. The tribological behavior was characterized in pin-on-disc experiments and showed a decrease of surface wear down to 7.9 × 10–6 mm3/N·m up to a Hertzian pressure of 720 MPa tested by a tungsten carbide ball. Therefore, the synthesis of the PBF-LB of large-area magnesium parts and the PEO of the Ultraceramic® enables lightweight components for challenging oxidative and tribological conditions in real world applications.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction and motivation
As efforts to improve energy efficiency through lightweight construction continue, modern materials and manufacturing processes are becoming increasingly relevant in industry [1]. Laser-based Powder Bed Fusion (PBF-LB) can be used to produce complex components with an ideal stiffness-to-weight ratio [2]. Lightweight materials with a low density and high specific strength, such as magnesium [3], are of particular relevance [4, 5]. The applications of magnesium as a construction metal are especially relevant in aviation [6] and automotive [7]. The PBF-LB of magnesium and its alloys is a comparative small research area compared to other light materials as titanium or aluminum due to inherent challenges [8]. The challenges in laser melting processes are mainly the strong processing emissions due to the low evaporation temperature of the Mg-core at 1110 °C, while the enveloping oxide layer on powder particles shows a higher melting temperature at 2852 °C, which leads to an unstable melting process [9]. Moreover, the high reactivity of magnesium not only leads to a high corrosion rate, but also to safety issues in the powder handling regarding the risk of spontaneous combustion [10]. The oxidation of magnesium can be decreased by alloying, but without a surface modification the formation of a corrosion hindering passive layer on the part’s surface is not possible [11, 12]. Although a lot of work has been done on small structures, particularly for the magnesium alloy WE43, biomedical applications are the focus of the research [13]. This work aims to enable the PBF-LB of magnesium for larger-area parts, shifting the focus from small implants to larger components for challenging oxidative and tribological conditions (e.g., topological optimized beam structures up to a diameter of 31 mm). However, the challenge of using magnesium alloys as a construction material is mainly the high susceptibility to oxidation and tribological wear [8]. A viable solution is therefore a surface treatment.
The plasma electrolytic oxidation (PEO) is a suitable method to protect the surface against corrosion and wear by transforming, extending, and modifying the oxide layer on magnesium parts to a ceramic surface [14]. This process has already been demonstrated for cast magnesium parts and showed dramatic improvements and wear and corrosion resistance [15, 16]. The PEO is also highly suitable for parts designed for additive manufacturing as the electrolyte can be distributed throughout complex designed parts [17].
The combination of PEO and WE43 parts manufactured by PBF-LB has been demonstrated on lattice structures regarding the oxidation [18]. To the authors' knowledge, the tribological behavior has not been investigated yet. Therefore, this work aims to investigate the tribological properties of the ceramic layer while confirming the feasibility of the PEO surface for mitigating oxidation.
2 Materials and methods
2.1 Powder material
For the investigation, the magnesium alloy WE43 was atomized to a faction of 15–53 µm by NMD GmbH (Heemsen, Germany). The scanning electron microscopy (SEM) image in Fig. 1 indicates that the atomized powder is very spherical.

SEM image of powder material
2.2 Laser melting system
All additive fabrication processes of this work were carried out on the PBF-LB/M system SLM125HL by Nikon SLM Solutions AG (Lübeck, Germany). The machine is equipped with a 100 W Ytterbium fiber laser (wavelength of 1070 nm, beam diameter of 70 µm). The build envelope has a capacity of 123 × 123 × 123 mm3.
2.3 Plasma electrolytic oxidation setup
The PEO was conducted in a laboratory system. This process uses an environmentally friendly electrolyte of 4 g KOH, 10 g Na2SiO3 and 10 g Na4P2O7 per liter. The energy is applied in high-voltage pulses to create the plasma discharge on the sample surface.
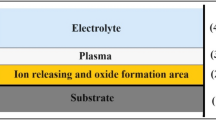
The PEO setup is displayed in Fig. 2. Two parameters of the electrical regime are varied in this work to the ceramic layer. This process is detailed in previous work [15].

PEO set up
2.4 Evaluation methods: cross sections
The first measure for a successful PBF-LB process is a porosity and crack-free production of testing specimens. In this work, the evaluation is accomplished by grayscale analysis of light- and SEM images of cross sections. Moreover, the thickness and the interface of the ceramic surface can be evaluated. Furthermore, the hardness and the elastic indentation modulus (EIT) can be determined by nano-indentation. Here, an instrumented universal hardness tester (Helmut Fischer, Sindelfingen, Germany, HM 2000) operated with a Vickers pyramid was used according to ISO 14577–1 operating in the load-controlled mode by applying a maximal load of 10 mN for 20 s. From the disloading curve the intrusion modulus EIT was determined. An overview of the measurement points within the metallographic cross section are shown in the Fig. 3. SEM images of the cross sections were used for measuring the thickness of the ceramic. An example is depicted in Fig. 4.

Lines for HV0.01 and EIT measurements

Exemplary SEM image of dense WE43 specimen with closed ceramic PEO surface
2.5 Evaluation methods: tribological and oxidative properties
For the implementation of magnesium components in applications like robotics, prosthetics or transportation, the resistance against corrosion and tribological wear is of utmost importance. The corrosion behavior is tested by electrochemical impedance spectroscopy (EIS). To ensure the equilibrium of the system, the open circuit potential (OCP) was monitored without any current flow. After observing the stable potential (EOCP) for more than 30 min, EIS measurements were performed by altering the voltage with an amplitude of 10 mV around the EOCP in the range of 0.01–10−5 Hz. After the initial measurements, the samples were immersed in the 0.1 M NaCl for 24 h and 7 days at room temperature followed by the previously described electrochemical measurement regime. The tribological testing is conducted by pin-on-disc testing. For the experiments, tungsten carbide (WC) balls with a diameter of 6 mm were used as static partners. The measurements were performed in the linear reciprocal mode with 5 and 10 N normal force, at maximal speed of 4 cm/s with a track length of 10 mm. The total testing duration was fixed at 70 m. This work uses the wear coefficient Kn as a characterization of surface wear. The calculation formula is displayed in in the following equation:
Equation 1: Wear coefficient
Where V is the worn volume, FN is the applied normal load and l is the total testing distance.
3 Design of experiments
This work is divided into three experiments. At first, the feasibility of the PEO on WE43 is determined. In a second experiment, the geometry has been altered and the first tests on wear and oxidation were conducted. In a last built process, adaptations of the built strategy are applied and hardness and EIT tests are carried out.
3.1 Feasibility
For this test, six specimens are fabricated and surface modified. The standard geometry for testing specimens are cylinders with a diameter of 31 mm and a height of 6 mm. Previous work only investigated cubes up to 10 mm edge length [19]. This imposes the challenge for this work, as the process had to be adapted for the larger exposed area. As a first attempt for dense specimens, the parameters from [19] (Table 1) were used.
Previous results showed that the PBF process is most sensitive to the scanning speed. As the build plate only fits 6 specimens, two were built at the former optimal parameters, two at a reduced scanning speed of 400 mm/s and two at 500 mm/s, so that there could be a comparison between the as-built and PEO surface at different energy inputs. At first, the feasibility of the PEO was investigated. The surface was analyzed by SEM. The interface between the ceramic and the base part was checked with metallographic cross sections. Tribological tests were performed as described before.
3.2 Adapted geometry
After the feasibility of the PEO was demonstrated, the geometry of the parts was adapted for less cracks in the PBF process. Tribological and corrosion tests were conducted. To minimize the area of the laser exposure, the cylinders were placed on the side and a cavity with a 2 mm offset was placed in the center. A support structure was added at the bottom and a hole to drain excess powder at the top. The setup can be seen in Fig. 5.

Standing test specimen. Left: positioning and support; center and right: cross sections
8 specimens were fabricated with parameters of Table 1 and 18 specimens were built to determine the optimal energy input. The laser power was adjusted in 6 equidistant steps between 100 and 75 W and repeated 3 times. To observe different surface conditions, one side of the samples was mechanically polished, while the other was kept in the as-built condition. After PEO refinement, tribological testing was carried out on the previously polished side. The corrosion behavior was investigated using EIS, with exposures to a 0.1 mol NaCl solution up to 7 days.
3.3 Hatching strategy
The third experiment aimed to handle the cracking issues. A chess hatching strategy was investigated with cuboids and implemented in the build process of flat cylinders. Cuboids with an edge length of 15 and 20 mm are investigated. After that, the results are transferred to the cylinders with 31 mm in diameter. The experiments were conducted as full factorial designs. The parameters are shown in Tables 2 and 3.
As the purpose of these experiments was to investigate the hatching strategy, laser power, scanning speed and hatch distance were fixed. With the optimal field size fixed at 5 mm and a field distance of 60 µm, a new batch of cylinders was fabricated. For a final test the laser powder was adjusted in 6 steps ranging from 100 to 75 W in 5 W increments. With the final laser processing strategy, hardness and elastic indentation module (EIT) are determined, as shown in Fig. 3.
4 Results
4.1 Feasibility
The aim of the first test was to check if the PEO could modify the surface of as-built and polished WE43 parts. Therefore, test specimens were fabricated and surface modified. The as-built specimens are shown in Fig. 6.

Results of the first test specimen—strong cracking on the side walls (red arrows)
While all specimens showed cracking on the side walls, specimen 1 and 2 (400 and 450 mm/s scanning speed) showed the least cracks. Specimen 4 (400 mm/s) showed a strong curling behavior as well. There were no crack-free specimens, which indicates that only a shift in energy density does not yield good results. Therefore, a systematic change in hatching strategy needs to be applied. The scan vectors need to be shortened, to have less internal stresses in the fabricated parts due to thermal shrinkage. A chess-hatching strategy can help in reducing the buildup of stresses. Nevertheless, the specimens could be investigated for the PEO, since the top and bottom surfaces (when cut and polished) were still characteristic of the PBF-LB. An exemplary result (specimen 2) is displayed in Fig. 7.

Specimen 2 of first experiment. T.L. top surface as-built. T.R. bottom surface polished. B.L. closeup of circular crack. B.R. bottom surface after PEO process
The impact of the cracking can be seen as a circular track on the bottom surface. After the PEO, the ceramic seems to have closed the crack to some extent. Figure 8 shows the pre and post ceramic state on the as-built surface.

SEM images of the as-built surface. Left: before PEO. Right: after PEO
It is displayed that the PEO surface encloses the surface with the adhering powder particles, while maintaining the topology. Figure 9 shows further in-depth SEM images of the surface and a cross section.

SEM. Left: surface of PEO on polished surface. Right: cross section of refined ceramic surface (as-built)
The surface shows some open cavities with a diameter of 0.5–5 µm and some fragmentation with patches of 20–30 µm. However, the cross section demonstrates that the interface to the WE43 surface is completely closed and follows the surface. It is also visible that smaller powder particles are partially and occasionally completely dissolved and replaced with the ceramic. Figure 9 (right) shows a powder particle, where the ceramic has almost closed off the particle from the specimen’s surface. The tribological test was carried out on the polished side of specimen 1 before and specimen 2 after PEO with a normal force on 5 N. The resulting surface traces are shown in Fig. 10.

Surface traces after first tribological test with WC ball. Top: before PEO. Bottom: after PEO
It is evident that the PEO surface minimizes wear. On the polished surface chips and deep tracks are visible, whereas the ceramic surface shows only a bright, polished trace. The coefficient of friction (COF) can be seen in Fig. 11.

COF over travelled ball distance
The ceramic surface reduces the COF by a factor of 2.5 at the start and 1.5 at the end of the testing. Moreover, the progression of the COF for the ceramic surface shows a constant curve (green line), while the polished surface shows an inconsistent curve (orange line). The balls are investigated for deposits of the base material and the tracks are investigated for depth. The results are displayed in Fig. 12.

Top: adhesion on ball. Bottom: associated track. Left: polished bare. Right: after PEO
The ball of the polished bare Mg surface shows large magnesium adhesions. The track has a depth of approximately 30 µm. In contrast, the track of the ceramic surface has only a flattened top with a depth of 0–5 µm depending on the section with close to no adhesions but light scratches on the tip of the ball.
4.2 Adapted geometry
The second experiment was designed to investigate more specimens for a deeper understanding of the behavior of the ceramic surface. Due to the upright positioning of the specimens, at first 8 and after that 18 specimens could be fitted in the build envelope. At the extraction of the build plate, two specimens of each build job had a very weak connection to the build plate and detached while removing the excess powder. In general, due to the warping of the parts, all the specimens were weakly connected to the plate. Besides from that, there were no visible cracks in the cylinders (Fig. 13).

Results of the standing cylinders. Left: same parameters. Right: variation in laser power
After the support structures were removed, all the specimens showed cracks in radial direction starting at the ends of the support. The conclusion could be drawn that laser power (1st experiment) and scanning speed (2nd experiment) have no influence on the crack formation in the investigated parameter interval and that the reduction of scan vector length in one direction is not sufficient. Therefore, parts with surface areas over 10 mm in length, cannot use a line scan strategy. To build larger areas a hatching with shorter scan vectors and an even energy input needs to be investigated. Within the subsequent PEO investigations, the electric regimes were varied, which resulted in ceramic layers with fundamentally different structures. Figure 14 shows the PEO surfaces and Fig. 15 shows the cross sections.

SEM images of ceramic on polished surface. Left: 10 µm thickness. Right: 40 µm thickness

SEM images of cross sections of WE43 specimen with ceramic surface. Left: 10 µm. Right: 40 µm layer thickness. Top: polished surface. Bottom: as-built surface
The figures show that the ceramization of the WE43 works on these specimens and that there are no cavities in the interface. The ceramic layers have a thickness of ~ 10 µm (left) and ~ 40 µm (right).
SEM images of the tracks on the surfaces after being tribologically tested with 5 N normal force are displayed in Fig. 16. Figure 17 shows the tribological results for both surfaces for the 5 N and the 10 N load.

SEM images of two PEO surfaces after tribological testing with 5 N Top: no wear in 10 µm layer. Bottom: surface of 40 µm layer

Progression of COF in pin-on-disc testing of different ceramic layers with 5 N and 10 N normal force
The results indicate that the ceramic layer should be tailored to the load case. For the lower load of 5 N (or Hertzian pressure of 611 MPa), the thinner ceramic was only flattened with no detectable wear volume and a low COF. In this case, the thicker layer has also no wear for the 5 N force, but displayed a higher friction due to a rougher surface and to grooves appearing due to fatigue in the near-surface region of the PEO (Fig. 16, bottom).
For the test with 10 N load (720 MPa) the thin ceramic is not able to withstand the testing after 30 m of travelled distance. The 40 µm layer is suitable for that load. The wear coefficient for this test was 7.9 × 10–6 mm3/N·m. This is a reduction down to 10–10% compared to the bare WE43 specimens. This tests lead to the conclusion that, the ceramic surface modification can dramatically reduce surface wear if a suitable PEO strategy is applied.
As a measure of resistance against corrosion, EIS measurements were conducted. As an influence of the ceramic layer is expected, measurements were carried out on the bare and ceramic specimens on the as-built side. Only the thinner ceramic layers showed some level of corrosion after the first 24 h immersion. Nevertheless, the specimen with the 40 µm ceramic layer showed no signs of oxidation. Therefore, the specimens was exposed to the corrosive medium for 7 days in total. The results are displayed in Fig. 18.

Specimen (40 µm) for corrosion testing. Left: before testing. Right: after 7 day exposure
It can be stated that cracks of the substrate are leading to corrosion in the long term. Nevertheless, areas which were completely crack-free and evenly ceramized showed no signs of corrosion even after being immersed in corrosive medium for 7 days. To quantify the resistance against corrosion, the EIS results are displayed in Fig. 19 in terms of the modulus.

Results of EIS testing
The important value in EIS testing is the impedance at the low frequency border (|Z|0.01), which indicates the resistance at the interface between the PEO layer and the substrate. With a thickness of 10 µm the initial impedance modulus |Z|0.01 is 1.34 Ohm·cm2 and at 40 µm the measured value is 2.94 Ohm·cm2. This work indicates that the PEO surface improves resistance against corrosion by a factor of 658.
4.3 Hatching strategy
The results of the corrosive and the tribological testing indicate that the surface of the as-built parts has only a minor influence on wear and oxidation. A strong detrimental effect occurs when cracks are present.
This increases the importance of a crack free PBF process. Therefore, an optimal hatching strategy has to be determined. The previous experiments outlined the criticality of the scan vector length. Thus, the field size of the chess hatching strategy, the alignment of the field and the angle of the hatching inside of this field need to be determined. The results of this build job are displayed in Fig. 20.

Results of the hatching strategy in 15 mm cubes
The sidewalls of these cubes are very similar. The top surface of the chess fields with 2.5 mm edge length caved in at the top. This can also be seen in cross section of these parts shown in Fig. 21.

Cross section of 15 mm cube with 2.5 mm field size. Melt pools visible due to a ring light in confocal imaging
The conclusion can be drawn that a small field size leads either to excess evaporation or depression and protrusion zones (as discussed in [20]) in the laser melting process. Nevertheless, this distortion is not leading to an increase in porosity, as these parts are displaying relative densities over 99.9%. When the field size is sufficiently large, the evaporations are not taking place, as shown in Fig. 22. A rotation of the fields and the hatching in the field are not leading to better results and were not further investigated.

Result of large field size in the 15 mm cubes. Low porosity, even melt pools and no cracks
After demonstrating the feasibility of a crack-free build process, the geometries were extended to a length of 20 mm. As the field sizes of 5 and 10 mm achieved good results, these were carried over to the next build. The field distance was also investigated, because the interface between the edges was visible. With a laser spot size of 70 µm and a hatch distance of 60 µm, it is expected that the field distance will be in a similar size. A design with distances from 0 to 90 µm in 30 µm steps was investigated. A result is shown in Fig. 23.

Cross section of 20 mm cube
The results of this test indicate that a field size of 5 mm is the only solution as even with a field size of 7.5 mm cracks are occurring (Fig. 24). A field distance of 60 µm leads to no porosity in the interface. At 90 µm, there was a separation between the fields (Fig. 24). 0 µm field distance (and 30 µm to some extent) lead to distortion between the fields, which could indicate evaporation due to remelting.

Cross section of cube with 7.5 mm field size and 90 µm field distance. Massive crack and separation between fields
With the optimal parameter selected, 6 cylindrical specimens were fabricated flat on the build plate. The results are displayed in Fig. 25.

Flat specimens with adapted scan strategy
These specimens showed low porosity and no cracks. The optimum process strategy to produce large-area structures has thus been identified. As the tribological and the corrosive testing is concluded, the cross section of the cylinders with adapted laser hatching strategy are investigated for hardness and elastic indentation modulus. The results are displayed in Table 4.
The results indicate that, the density, the hardness as well as the indentation modulus are not significantly influenced by the laser power in the investigated parameter interval. Because the bulk of this work was investigated with a laser power of 100 W this is the recommended parameter, even though a fabrication with a laser power in the range from 75 to 100 W can be recommended for this laser hatching strategy on this machine. The cross section of the specimen (100 W) is shown in Fig. 26.

Cross section of the final result of the laser hatching strategy adaptation
5 Conclusion
The aim of this work was to extend the possible size of magnesium WE43 parts produced by the PBF-LB and to apply and characterize a ceramic surface-modification with the PEO. During this work, a new laser hatching strategy was developed on larger cuboids (15 × 15 × 10 mm3) as well as cubes (20 × 20 × 20 mm3) and transferred to cylinders (d = 31 mm × h = 9 mm) to reduce cracks and porosity in larger area magnesium parts. Attempts to reduce cracking by reducing the laser-exposed surface area were unsuccessful, so a chess hatching strategy was investigated in detail. The final PBF-LB processing parameters of this work are given in Table 5.
To enable the application of magnesium parts in corrosive and tribologically challenging conditions, a protective ceramic surface modification was investigated. With the PEO, the oxide layer of the magnesium parts can be converted to a ceramic. This layer has been studied in detail.
With surface thicknesses from 10 to 40 µm, suitable PEO strategies were found for different tribological load cases in pin-on-disc experiments. These ceramic layers were tested for their corrosion inhibiting properties by electrochemical impedance spectroscopy and showed an increase in corrosion resistance. The results are summarized in Table 6.
This work lays the foundation for the combination of PBF and PEO. Only simple geometries have been investigated in this work. As this project continues, more complex designs, more indicative of additive manufactured parts, will be investigated with geometric constraints (i.e., minimum wall sizes or spacings). This process has been tested on the magnesium alloy WE43. As more alloys are developed and adapted to powder bed fusion, the PEO process will need to be adapted to each different alloy. Only tribological and corrosive testing has been considered in this work. If magnesium structures are to be used in load-bearing applications, dynamic fatigue testing must be carried out to check whether the PEO process, the change in topology or the combination of surfaces could lead to embrittlement or other failure mechanisms. Nevertheless, these results show the feasibility of the combination of the PBF-LB of magnesium WE43 and the PEO. With the results of this work, large area magnesium structures can be fabricated and the high susceptibility of magnesium to oxidation and wear can be effectively minimized by the PEO. This combination makes magnesium a viable construction material for lightweight applications.
References
Leary M et al (2019) Design for additive manufacturing. Elsevier (ISBN: 978-0-12-816721-2)
Brandt M et al (2016) Laser additive manufacturing. Woodhead Publishing (ISBN: 978-0-08-100433-3)
Altwicker H et al (2001) Magnesium und seine Legierungen. Springer (ISBN: 978-3-642-56708-7)
Mordike BL et al (2001) Magnesium: properties–applications–potential. Mater Sci Eng. https://doi.org/10.1016/S0921-5093(00)01351-4
Friedrich M et al (2005) Magnesium technology. Springer (ISBN: 978-3-540-20599-9)
Kumar DS et al (2015) Magnesium and its alloys in automotive applications: a review. Am J Mater Sci Technol. https://doi.org/10.7726/ajmst.2015.1002
Kurzynowski T et al (2020) “The potential of SLM technology for processing magnesium alloys in aerospace industry. Arch Civ Mech Eng. https://doi.org/10.1007/s43452-020-00033-1
Manakari V et al (2017) Selective laser melting of magnesium and magnesium alloy powders: a review. Metals. https://doi.org/10.3390/met7010002
Jauer L (2018) Laser powder bed fusion von magnesiumlegierungen. Dissertation https://doi.org/10.18154/RWTH-2019-00868
Manjhi SK et al (2023) Additive manufacturing of magnesium alloys: characterization and postprocessing. Int J Lightweight Mater Manuf. https://doi.org/10.1016/j.ijlmm.2023.06.004
Esmaily et al (2020) A detailed microstructural and corrosion analysis of magnesium alloy WE43 manufactured by selective laser melting. Addit Manuf. https://doi.org/10.1016/j.addma.2020.101321
Nilsson Ahman H et al (2022) Microstructural origins of the corrosion resistance of a Mg–Y–Nd–Zr alloy processed by powder bed fusion: laser beam. Front Bioeng Biotechnol. https://doi.org/10.3389/fbioe.2022.917812
Sui S et al (2023) Additive manufacturing of magnesium and its alloys: process-formability-microstructure performance relationship and underlying mechanism. Int J Extreme Manufacturing. https://doi.org/10.1088/2631-7990/acf254
Darband G et al (2017) Plasma electrolytic oxidation of magnesium and its alloys: mechanism, properties and applications. J Magnes Alloys. https://doi.org/10.1016/j.jma.2017.02.004
Buling A et al (2019) Increasing the application fields of magnesium by ultraceramic®: corrosion and wear protection by plasma electrolytical oxidation (PEO) of Mg alloys. Surf Coat Technol. https://doi.org/10.1016/j.surfcoat.2019.04.025
Sisarwal V et al (2022) Plasma electrolytic oxidation upon mg alloys: fundamentals, state-of-the-art progress and challenges. Conversion coating for magnesium and its alloys. Springer, Cham. https://doi.org/10.1007/978-3-030-89976-9_20
Karaji Z et al (2017) Effects of plasma electrolytic oxidation process on the mechanical properties of additively manufactured porous biomaterials. Mater Sci Eng. https://doi.org/10.1016/j.msec.2017.03.079
Koop A et al (2019) Influence of design and postprocessing parameters on the degradation behavior and mechanical properties of additively manufactured magnesium scaffolds. Acta Biomater. https://doi.org/10.1016/j.actbio.2019.04.012
Griemsmann et al (2022) Selektives laserstrahlschmelzen von magnesiumlegierungen im industriellen umfeld. DVS Congr Proc 382:714–720
Yin J et al (2020) Correlation between forming quality and spatter dynamics in laser powder bed fusion. Addit Manuf. https://doi.org/10.1016/j.addma.2019.100958
Acknowledgements
The authors express their sincere thanks to the German Federal Ministry for Economic Affairs and Climate Actions and the funding within the “Zentrales Innovationsprogramm Mittelstand e.V.” under the sign of KK5311903KL1 for the Eloxalwerk Ludwigsburg and KK5111712KL1 for the Laser Zentrum Hannover.

Funding
Bundesministerium für Wirtschaft und Klimaschutz, KK5311903KL1, KK5111712KL1.
Author information
Authors and Affiliations
Contributions
AA: PBF processing, evaluation, writing; AS: Testing, writing; HH: PBF processing; DZ: Literature review, writing; NE: Evaluation, writing; AB: Evaluation, testing, design of experiments; JH: Structure of paper, design of experiments; JZ: PEO processing; SK: Structure of paper, supervision.
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Abel, A., Sharma, A., Holländer, H. et al. PBF-LB of large-area magnesium WE43 structures surface-enhanced by plasma electrolytic oxidation. Prog Addit Manuf 9, 683–694 (2024). https://doi.org/10.1007/s40964-024-00664-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40964-024-00664-3