
Abstract
Laser powder bed fusion (L-PBF) is a well-established additive manufacturing technology for the fabrication of metallic components. Despite being used in different industries with different materials, the L-PBF process is still today predominantly used for mono-material processing only. While combining different materials during processing is not yet extensively researched, it holds great potential for improving current applications, as well as enabling new ones. In this paper, the material combination of the copper alloy CuCr1Zr and the tool steel 1.2344 is investigated. While copper and its alloys offer high electrical and thermal conductivity coupled with good mechanical properties in terms of strength and ductility, steel offers a significantly higher strength and better wear resistance. Multi-material samples from steel 1.2344 and CuCr1Zr are manufactured by L-PBF using three transition zones, enabling a gradual increase in the applied volume energy density. The application of transition zones successfully eliminated hot cracking and facilitated a narrow steel–CuCr1Zr intermixing zone. The mechanical properties of the manufactured samples are investigated by tensile testing with samples tested in the as-built condition and after subsequent heat treatment. Different heat treatments are applied and evaluated. Furthermore, the fracture surfaces of torn tensile samples and the cross-sectional microstructure of untested samples are visualized by optical and scanning electron microscopy. During tensile testing, a number of samples failed in proximity of the material interface. The fracture surfaces show unmolten powder particles indicating insufficient melting, whereas the cross-sectional images display an accumulation of lack of fusion defects in the CuCr1Zr within a distance of approximately 250 µm from the material interface. Tensile testing results indicate that the observed defects have a significant influence on the elongation to fracture, yet do not show a strong correlation to the yield strength and the ultimate tensile strength. This study emphasizes the current difficulty in manufacturing a defect-free microstructure within the multi-material interface.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Laser powder bed fusion (L-PBF) is an additive manufacturing (AM) process with widespread industrial application allowing the layer-by-layer manufacturing of complex parts with a high design freedom and near full density. There is a continuous ongoing effort to improve the properties of existing materials as well as develop new superior materials with enhanced characteristics to meet ever increasing demands. Another approach is combining two dissimilar materials in order to take advantage of the favorable characteristics of each material in one component, enabling new concepts and products that are not possible with monolithic designs. A novel potential use case of multi-material L-PBF is the embedding of anti-counterfeiting features in components by introducing dissimilar tagging materials in safety features such as a QR code that can be read by X-ray imaging [1].
Anstätt and Seidel [2] describe the large implications that multi-material processing by L-PBF has on the entire workflow including pre-processing, the building process, subsequent post-processing and final powder recycling. Despite the higher complexity, there are many articles presenting the successful manufacture of L-PBF samples combining up to four different materials and thus demonstrating the large potential of this technology [1,2,3,4,5,6,7]. Typically, these articles either investigate the direct buildup of one material on the other without adjusting the L-PBF parameters at the material interface or the articles center around the manufacturing of functionally graded materials where the chemical composition is deliberately changed in proximity of the material interface, generally by applying a mixture of two powder feedstocks. A reoccurring material combination that has been investigated in great detail is that of steel 316L and the copper alloy CuSn10 [4, 5]. For applications that require high electrical or thermal conductivity, however, the copper alloy CuCr1Zr (EN CW106C or UNS C18150) is better suited.
CuCr1Zr is a precipitation hardening copper alloy combining excellent electrical and thermal conductivity with good mechanical properties [8,9,10]. The high electrical conductivity is attributed to the low solubility of Cr and Zr in Cu, whereas precipitation and particle-dispersion strengthening mechanisms deliver high strength [11]. The material properties are therefore closely tied to the microstructure, which in turn can be influenced by applying different heat treatments such as solution treatment and aging [12]. Mechanical and electrical properties of additively manufactured CuCr1Zr in different heat-treated states are presented by Uhlmann and Kashevko [13]. Wallis and Buchmayr [14] further identified different phases in the microstructure of additively manufactured CuCr1Zr after applying different heat treatments, attributing the increase in hardness and strength of directly age-hardened samples to coarse 100 nm to 1 µm Cr precipitations. Due to its well-balanced property profile and good wear resistance, the CuCr1Zr alloy is utilized in tool making and in the electronic industry [8]. Typical components include electrodes, working coils for electromagnetic forming and heat transfer elements [15]. The alloy is also employed for high heat flux components at the International Thermonuclear Experimental Reactor in France [16]. However, to strengthen the CuCr1Zr even further and increase the wear resistance for applications such as working coils for electromagnetic forming, a part may be manufactured jointly with steel by multi-material L-PBF. The steel alloy 1.2344 is a hot working tool steel with good strength and a high wear resistance at elevated temperatures [17]. It is mainly used for hot forming tools, such as inserts for presses and upsetting machines as well as forging dies and other casting tools [18].
Multi-material L-PBF manufacturing of CuCr1Zr and steel 1.2344 is challenging due to the different thermal properties of the materials. CuCr1Zr has a low laser absorption coefficient in the infrared spectrum, which is customarily used by L-PBF machines with laser wavelengths in the range of 1070 nm as presented by Becker [19]. This low absorption rate, combined with the copper’s very high thermal conductivity, makes it difficult to introduce sufficient energy into the powder to create a stable melt pool. Through extensive material qualification, a processing window for the L-PBF manufacturing of near full density CuCr1Zr was identified by Becker [19] using a 1000 W laser system. Uhlmann et al. [15] achieved a material density of ρ = 99.5% using an L-PBF system with a less powerful 400 W laser setup. Further parameter development by Uhlmann and Kashevko [20] enabled the manufacturing of CuCr1Zr samples with a density of ρ = 99.9% using a reduced layer thickness of ds = 30 µm. Overall, CuCr1Zr requires a significantly higher energy input for L-PBF processing than steel. Due to the limited laser power of typical L-PBF systems, a slower scan speed is often required to achieve the high energy input required for achieving dense samples which reduces overall productivity. Furthermore, the copper alloy has a higher thermal conductivity and a higher thermal expansion coefficient compared to steel 1.2344 [21].
Multi-material L-PBF manufacturing of CuCr1Zr on steel 1.2344 without adjustment of the process parameters at the interface leads to an excessive energy input into steel [13]. Due to the low thermal conductivity of steel, the generated heat cannot be dissipated quickly enough, resulting in an unstable melt pool causing extensive remelting of the underlying steel and the formation of defects in the large intermixing zone. Defects generally include round and oval pores as well as hot cracks, with cracks partially being filled with copper as displayed in Fig. 1 [13]. The copper-filled cracks are explained as a consequence of the lower melting point of CuCr1Zr, making it possible for copper to infiltrate cracks in the already solidified steel during cooling and solidification [22].

Optical microscopy images of an etched cross section of a large steel-CuCr1Zr intermixing zone displaying severe defects by Uhlmann and Kashevko [13]
Similar hot cracking has been observed and investigated during multi-material L-PBF processing of maraging steel 1.2709 and CuCr1Zr [23]. Horn et al. [24] have further shown that copper alloy contamination above 3% within the maraging steel 1.2709 causes weakening of the grain and melt pool boundaries, resulting in hot cracks in the steel during multi-material L-PBF, further emphasizing the importance of a slim and defect-free intermixing zone.
To avoid such defects, the L-PBF process parameters at the multi-material interface need to be adjusted. The energy input must be reduced to avoid cracking in the steel base, yet be high enough to ensure full melt of the copper and circumvent lack of fusion defects. For electrical components such as working coils for electromagnetic forming, it is further desired to reduce the height of the intermixing zone, as disturbances in the crystal lattice lower the electrical conductivity and thus effectively reduce the CuCr1Zr cross section. This can be achieved by decreasing the depth of the steel remelting by limiting the amount of energy at the multi-material interface.
In this study, multi-material tensile samples out of the copper alloy CuCr1Zr (EN CW106C or UNS C18150) and steel 1.2344 (X40CrMoV5-1 or H13) are manufactured by L-PBF. Transition zones with a staggered energy input are introduced into the L-PBF process with the objective of achieving a defect-free microstructure at the multi-material interface while simultaneously reducing the height of the intermixing zone. Different heat treatments are applied, and the resulting microstructure and mechanical properties are investigated.
2 Materials and methods
2.1 Sample manufacturing and preparation
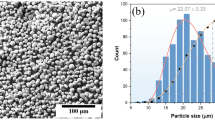
In this study, multi-material tensile samples were manufactured by two consecutive L-PBF processes as displayed in Fig. 2. For the first process, a 1.2344 steel powder with a nominal particle size distribution of 20 µm–63 μm was used. For the upper half of the sample, a CuCr1Zr powder with a nominal particle size distribution of 10 µm–45 μm was used. Both powder materials were gas atomized with a spherical shape and obtained from TLS Technik GmbH & Co. Spezialpulver KG, Bitterfeld, Germany.

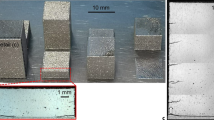
Multi-material samples; a schematic illustration; b samples after manufacturing
The samples were manufactured using a SLM 250HL L-PBF system from SLM Solutions Group AG, Lübeck, Germany. L-PBF manufacturing was conducted using a Nd:YAG laser (neodymium-doped yttrium aluminum garnet) with a wavelength of 1070 nm under a protective argon atmosphere with a 1.2344 tool steel build plate preheated to 200 °C. The multi-material samples were built as cylinders with a diameter of 9 mm and a steel base height of 38.5 mm. After finishing the steel base, the steel powder was removed, the L-PBF machine and the steel samples were fully cleaned over the course of a few hours and the CuCr1Zr powder equipped. No further preparation of the as-built steel surfaces was carried out and the z-axis remained unchanged at the position from the last printed steel layer. The 25.8 mm-tall CuCr1Zr superstructure, including 0.3 mm material allowance, was built atop the steel base using three consecutive transition zones (TZ) with declining scan speeds vs, facilitating a gradual increase in volume energy density Ev. To avoid defects at the material interface, the build plate with the steel samples was once more preheated to 200 °C and the first CuCr1Zr layer in TZ 1 was scanned three times before recoating using the initial exposure option. The used L-PBF process parameters are presented in Table 1. For the steel 1.2344, a standard parameter was used, whereas the parameters for the bulk CuCr1Zr are based on earlier research by Uhlmann and Kashevko [13]. The parameters for the transition zones are deduced from a linear increase of the applied volume energy density in three distinct steps from the energy input of the bulk steel to the energy input of the bulk CuCr1Zr. The manufactured samples are displayed in Fig. 2b). The discontinuous tempering colors of the CuCr1Zr are due to a process interruption in layer 664. This equates to a height of 19.92 mm, placing the disruption outside of the tensile sample gauge length in the threaded shoulder section.
2.2 Post-processing and heat treatment
The multi-material samples were cut from the build plate by electrical discharge machining (EDM) and machined into tensile samples of shape B 5 × 25 in accordance with DIN EN 50125 [25]. The multi-material interface was placed at the middle of the tensile samples as shown in Fig. 2a).
The machined tensile samples were subjected to three different heat treatments based on earlier research by Uhlmann and Kashevko [13] and Wallis and Buchmayr [14] regarding the mechanical properties and electrical conductivity of copper and steel-copper multi-material samples. Since steel is significantly stronger than CuCr1Zr, the used heat treatments focus on optimizing the mechanical and electrical properties of the CuCr1Zr. The following three heat treatments were applied: direct aging (DA), solution treatment (ST) and solution treatment with subsequent aging (SA). Aging was carried out at 600 °C for 8 h followed by air cooling to room temperature. Solution treatment was carried out at 970 °C for 1 h with samples immediately quenched in room tempered water for 10 min. All heat treatments were performed using a chamber furnace LH 60/13, Nabertherm GmbH, Lilienthal, Germany, with samples wrapped twice in 51 µm thick stainless-steel heat-treating foil.
2.3 Mechanical and microstructure characterization
Tensile samples in the as-built (AB) and the three different heat-treated conditions DA, ST and SA were tested using a T1-FR150SN.A4K, ZwickRoell GmbH & Co. KG, Ulm, Germany, with a maximum force of 150 kN. Five samples of each condition were investigated by uniaxial loading until failure at room temperature with a strain rate of 0.008 s−1 in accordance with DIN EN ISO 6892-1 [26]. Strain values were calculated based on the crosshead travel distance.
The fracture surfaces were investigated by optical microscopy (OM) using a VHX 5000, Keyence Corporation, Osaka, Japan and by scanning electron microscopy (SEM) employing a LEO 1455 VP, Carl Zeiss AG, Oberkochen, Germany with an integrated energy-dispersive X-ray spectroscopy (EDX) sensor. SEM images were taken using secondary electrons (SE) and backscattered electrons (BSE).
To investigate the porosity, defects and microstructure including grains and precipitations, sections of non-tested tensile samples were cut by EDM as illustrated in Fig. 3 and prepared by cross-sectioning. Samples were taken from the gage length at the multi-material interface, parallel to the build direction and hot mounted in conductive resin. The cross sections were ground and polished following conventional metallographic preparation procedures. The sample density was determined optically by ImageJ evaluation of OM images. Visualization of the microstructure was achieved by a two-step etching process. First, the cross section underwent micro etching on a chemical resistant polishing cloth using a copper etch solution (10 ml water, 100 ml ethanol and 10 g Iron(III) nitrate). No polishing abrasives were applied. In the second step, the CuCr1Zr was etched with Klemm III. The cross sections were investigated by OM, SEM and EDX with the aforementioned measurement instruments.

Material section for cross section preparation with marked investigation locations
3 Results
3.1 Mechanical properties
The tensile testing results from the multi-material samples are summarized in Fig. 4. The graph visualizes the arithmetic mean for the yield strength (YS) at 0.2% plastic strain Rp0,2, the ultimate tensile strength (UTS) Rm and the elongation to fracture At of multi-material samples in the as-built, direct aged, solution-treated as well as solution-treated and aged condition. The error bars in Fig. 4a) display the lowest and highest recorded values. A compilation of the results for each investigated sample can be found in Table 2 in the appendix.

Mechanical properties of multi-material samples in different heat-treated conditions with the error bars displaying the minimum and maximum recorded values
On average, the samples in the AB condition show a YS of Rp0,2 = 212 MPa and a UTS of Rm = 239 MPa. In comparison, monolithic L-PBF CuCr1Zr samples from earlier investigations achieved a YS of Rp0,2 = 246 MPa and an ultimate tensile strength of Rm = 261 MP in the as-built condition. The multi-material samples thereby underperformed by 14% and 8% for the YS and UTS, respectively. The DA samples achieved the highest YS and UTS values of all investigated conditions, averaging a YS of Rp0,2 = 237 MPa and a UTS of Rm = 304 MPa. Monolithic CuCr1Zr samples once again deliver slightly higher YS and UTS values of Rp0,2 = 261 MPa and Rm = 324, resulting in the multi-material samples underperforming by 9% and 6%, respectively. The ST and SA samples display considerably lower mean YS values, whereas the average UTS values are similar to those found in the AB state. This applies equally for multi-material samples and monolithic CuCr1Zr samples, with the difference in YS und UTS between the two groups being below 5%.
As presented in Fig. 4, the higher strength observed in the AB and DA multi-material samples is accompanied by a reduced ductility with a lower elongation to break in comparison to ST and SA. One of the DA samples failed before reaching the 0.2% strain offset of the yield point and was excluded from consideration. The remaining DA samples achieved an average elongation to fracture of At = 5.04%. The AB samples displayed a slightly higher average elongation to break, whereas the ST and SA samples achieved much higher values of At = 11.29% and At = 13.88%.
The elongation values of all conditions are subject to high deviations as indicated by the error bars, but also the position of the median in the box plot in Fig. 4b), marking the minimum and maximum elongations to failure of the five samples from each category. While the samples always failed within the CuCr1Zr, two different failure locations were observed: samples either failed near the middle of the CuCr1Zr length or in very close proximity to the multi-material interface. Samples that failed in proximity of the interface tend to reach lower elongation values, irrespective of the applied heat treatment.
3.2 Fractography
The results show two types of failure: in the first case, the tensile samples fail in the middle of the CuCr1Zr length. This failure type exhibits a characteristic ductile fracture behavior with noticeable plastic deformation and necking. The fracture surface is dull, and the samples tore at an angle of 45° to the applied load. In the second case, the failure occurs in the CuCr1Zr in close proximity to the multi-material interface with very limited plastic deformation. The fracture surfaces are flat and lined with copper, indicating a brittle fracture within CuCr1Zr. One exemplary sample from each failure type in the AB state is displayed in Fig. 5.

Tensile samples in the AB condition fracturing in different locations
The bar graph in Fig. 6 shows the number of samples failing in the two different sample locations for each heat-treated condition. While the distribution varies between conditions, more than half of all samples failed in proximity to the Interface.

Distribution of tensile sample failure location for different conditions
The SEM images in Fig. 7 display the fracture surface of a sample in the AB condition that failed in the middle of the CuCr1Zr. The image shows a dimple rupture characterized by equiaxed dimples indicating significant plastic deformation. The irregular macroscopic surface structure indicates a transgranular fracture. Occasionally, a few particles of unmolten powder can be observed as marked by the yellow arrows in Fig. 7b).

SEM images of the CuCr1Zr fracture surface in the AB condition, fracture in the CuCr1Zr length; SE, 15 kV; a 100×; b 500× with arrows indicating powder particles
SEM images of the fracture surfaces of samples that failed near the multi-material interface exhibit a less distinct dimple formation, significantly reduced plastic deformation and little distortion. Instead, the samples show numerous lack of fusion defects with unmolten powder particles distributed along the fracture surface. While single powder particles are found scattered around the fracture surface, most powder particles are found in pockets or agglomerates in lack of fusion defects as depicted in Fig. 8. These are observed in great variety regarding their size and shape. Pores with a smooth surface without powder particles were rarely observed.

SEM images of the CuCr1Zr-lined steel base fracture surface in the AB condition, fracture near the interface; SE, 15 kV; a 100×; b–c 200× with arrows marking lack of fusion defects enlarged in (b) and (c); d 500× detailed view with unmolten powder particles
For samples that failed near the interface, most fractures were observed within the CuCr1Zr as both fracture surfaces are lined with CuCr1Zr, as displayed in Fig. 5. In some cases, however, the samples partly tore at the multi-material interface exposing the steel base in the fracture surface. An example for this is the DA sample presented in Fig. 9. The fracture surfaces of these samples exhibit a higher amount of lack of fusion defects with unmolten powder particles compared to samples that failed in the CuCr1Zr near the interface. Furthermore, in rare cases, isolated melt tracks are distinguished on the fracture surface of the steel half of the sample, as shown in Fig. 10.

Tensile samples in the DA condition after failure at the interface; steel visible and marked by arrows in the fracture surface due to partial delamination

SEM images of the steel base fracture surface with signs of partial delamination in the DA condition and fracture near interface. Arrows mark exposed melt tracks; SE, 15 kV, 200x
3.3 Microstructure
Figure 11 shows optical microscopy images of the unetched cross section of a sample in the AB condition. Across the length of the cross section, the sample displays an approximately 100 µm high intermixing zone. Within this zone, steel and CuCr1Zr are swirled side by side. The cross section furthermore exposes a high defect density within the CuCr1Zr in close proximity to the multi-material interface. While most defects are observed within the copper at a distance of 250 µm from the material interface, voids are also observed directly at the material interface between the steel and the CuCr1Zr as presented in Fig. 11b). The results are similar for all samples and heat-treated conditions.

OM image of an unetched cross section, sample in AB condition; a overview, the white marked area was used for density evaluation; b detailed view of the intermixing zone
The results from the optical density measurements are visualized in Fig. 12, whereas all values are listed in Table 3 in the appendix. The average relative density in the multi-material interface of ρrel = 98.36% is significantly lower than the ρrel = 99.56% found in the CuCr1Zr material and even more so compared to the ρrel = 99.91% average relative density of steel. The density results from the interface also show a larger standard deviation of 0.78%, compared to 0.14% and 0.02% for CuCr1Zr and steel, respectively.

Relative density by OM of different material sections
The slightly lower density of CuCr1Zr is attributed to numerous small pores and occasional lack of fusion defects as presented in Fig. 13. The cross-sectional image furthermore reveals the presence of several swirls of a deviating color, indicating contamination by another material. These defects are found in the CuCr1Zr of all investigated samples, regardless of the applied heat treatment. In comparison, the steel section only displays a small number of tiny, homogeneously distributed pores.

OM image of the etched CuCr1Zr section, sample in the AB condition, showing pores and lack of fusion defects as well as swirls of different color marked by the white arrow
The aforementioned defects were found in the CuCr1Zr of all samples, regardless of the applied heat treatment and underwent further investigation by OM, SEM and EDX. Enlarged images of the defects are presented in Fig. 14. Using backscattered electrons, the swirls are practically invisible, suggesting the material composition is of similar atomic number as copper. EDX analysis of the larger agglomerate marked by the black arrow in Fig. 14 reveals high contents of Ni, Cr, Fe, Nb and Mo.

Images of a lack of fusion defect and a swirl defect observed in the etched CuCr1Zr section of a sample in the AB condition; a OM image; b SEM image, BSE, 15 kV, 700x
The images in Figs. 15 and 16 visualize the etched CuCr1Zr microstructure in different heat-treated conditions by OM and SEM, respectively. The AB and DA samples display a similar single-phase microstructure where the scan tracks and melt pool boundaries are partially visible. The DA sample shows some small precipitations with grain boundaries indicating the formation of very fine precipitations. The ST and SA conditions display a recrystallized microstructure where the scan tracks are no longer visible. Coarse precipitations are visible by OM, while the SEM images show a mix of fine and coarse precipitations, located both within the grains and along the grain boundaries. Visualization of the SA sample indicates a larger amount of more finely dispersed particles, compared to the ST condition.

OM images of the etched CuCr1Zr microstructure in different heat-treated conditions; a AB; b DA; c ST; d SA

SEM images of the etched CuCr1Zr microstructure in different heat-treated conditions; BSE, 15 kV, 5000x; a AB; b DA; c ST; d SA
4 Discussion
4.1 Introduction
In this study, multi-material samples are manufactured by L-PBF using three transition zones to achieve a thin intermixing zone with reduced defect density. The manufactured samples were exposed to different heat treatments and tested by tensile testing. All investigated samples failed within CuCr1Zr, confirming that steel is stronger than CuCr1Zr irrespective of the applied heat treatment. This is to be expected considering the vastly superior mechanical properties of steel, making CuCr1Zr the limiting factor.
4.2 Influence of transition zones on multi-material interface
Cross section investigations show that the introduction of three transition zones with varying energy density in the CuCr1Zr successfully reduces the height of the intermixing zone to approximately 100 µm. This is significantly thinner compared to that in earlier research by Uhlmann and Kashevko [13], where the material transition stretched over a distance of 750 µm with CuCr1Zr-filled hot cracks in the steel reaching lengths up to 200 µm. In this study, no hot cracking was observed, indicating that the reduction in energy density introduced into the steel base prevents overheating and subsequent cracking. A possible explanation for this observation is that the overheating of steel causes high stress within the material when the steel and copper alloys cool down together. Since the materials are joined, but copper has a significantly higher thermal expansion coefficient compared to steel, the steel will restrict the stronger contracting copper alloy during cooling, resulting in high internal stresses. Due to the high temperatures achieved, the yield strength of steel is further reduced, propagating cracking. By better regulating the introduced energy input, such effects can be avoided.
The results furthermore only very rarely display signs of delamination between the steel and the CuCr1Zr. This suggests that the multi-material interface is generally stronger than the additively manufactured CuCr1Zr. During tensile testing, however, more than half of all samples failed in the CuCr1Zr in close proximity to the multi-material interface. The cross-sectional microscopy images indicate that a high concentration of lack of fusion defects in the CuCr1Zr is responsible for the high failure rate in this region. The defects and the unmolten material in lack of fusion areas cause a reduction in the load-bearing cross section, thus weakening the material. Non-spherical defects furthermore cause a high stress concentration which, in combination with the strong clustering of defects along a line parallel to the multi-material interface and thus perpendicular to the applied load, eases and accelerates crack propagation. This creates a predetermined breaking point, along which many samples failed irrespective of the applied heat treatment. The observation of numerous, partially larger, areas with unmolten powder particles during fractography align with this hypothesis, which is discussed in further detail in Sect. 4.3.
Based on the distance between the lack of fusion defects and the multi-material interface, the large defects appear to originate from insufficient melting in CuCr1Zr TZ 1, as can be seen in Fig. 2a) and Fig. 11. As the z-axis was not manipulated after the manufacturing of the steel bases, it is possible that the first CuCr1Zr layer was significantly thicker due to the thermal shrinkage of the steel as previously shown by Binder et al. [27], which is especially relevant for high structures. For future investigations, it is advised to consider adjusting the height of the first CuCr1Zr layer accordingly.
It is however also possible that sufficient preheating and the triple initial exposure was sufficient for the first CuCr1Zr layer, but that the low staggered energy input of TZ 1 was insufficient to achieve full melting in the subsequent layers. Despite preheating and initial exposure, scanning the energy balance in TZ 1 appears to be very delicate, with a too low energy input resulting in lack of fusion defects and a too high energy input causing hot cracking. Further investigation and optimization of the L-PBF parameters and the subdivision of transition zones is advised.
4.2.1 Influence of defects on mechanical properties
The results show that the failure location has little impact on the YS and UTS with samples achieving similar YS and UTS regardless of the high defect density observed near the multi-material interface. This indicates that the defect-rich zone in proximity to the interface is not necessarily significantly more detrimental to the material strength, in comparison to the remaining CuCr1Zr material. The achieved elongation values on the other hand vary greatly. Despite the high spread and low number of samples tested for each condition, it appears as if failures in close proximity of the interface correlate with a reduced ductility and a lower elongation to fracture. Gong et al. [28] have shown that a porosity of less than 1% with small pores generally does not influence the YS and UTS. Voisin et al. [29] demonstrated similar results regarding the YS and the UTS, while observing that the presence of pores can have a substantial influence on the achieved elongation values. It is therefore noteworthy that the larger and more irregularly shaped lack of fusion defects that are clustered within the CuCr1Zr along the multi-material interface do not show a more severe impact compared to the smaller lack of fusion defects observed in the CuCr1Zr material section. One exception however appears to be the DA sample No. 3, which failed in close proximity to the interface prior to yielding. The sample displays extensive lack of fusion defects and a very high number of unmolten powder particles all over the fracture surface, leading to a severe weakening of the load-bearing cross section and thereby ultimately causing the early sample failure around the expected yield strength. This also explains the underperformance of multi-material samples, compared to monolithic CuCr1Zr samples, where no such severe lack of fusion defects were observed.
It is furthermore unknown how detrimental the swirls of contamination are and whether their presence affects strength negatively or if they may have strengthening effects as foreign particles. No signs of contaminations were observed at the fracture surfaces of samples that failed well within the CuCr1Zr length. Contaminations were also not visible in the steel; however, this is most likely because of a similar chemical composition as the steel. Due to the limited sample set it is however also possible, that the influence of the lack of fusion defects at the interface is lost in the large sample spread and the present measurement uncertainty.
Although the L-PBF machine was cleaned extensively for the switch from steel to copper, the numerous contaminations found in cross section investigations emphasize the importance of avoiding and minimizing material cross-contamination. Both the L-PBF machine and the previously manufactured base samples must be cleaned extensively. Due to the Ni content of the investigated contamination, it is unlikely that the contamination originates from the steel samples or the L-PBF base process. For future investigations, comprehensive cleaning is advised to ensure optimal build quality. Periodic investigation of the feedstock may be required to ensure powder quality. Ideally future L-PBF machines aimed at multi-material manufacturing should include technical design solutions that help avoid feedstock contamination.
Lastly, ensuring low defect rates within the entire CuCr1Zr volume may incentivize further optimization of the L-PBF processing parameters for the bulk CuCr1Zr. This is however likely to come at the cost of a reduced buildup rate.
4.3 Influence of applied heat treatment on mechanical properties and microstructure
The results show that direct aging was successful in increasing the materials YS and UTS. With the high strength comes a reduced ductility and a lower elongation to fracture compared to the as-built material. SEM images of the as-built microstructure in Fig. 16a) show no precipitations. This is most likely due to the very high cooling rates that are achieved during LBPF manufacturing, quenching the material into a supersaturated solid solution. While the directly aged microstructure displays some small precipitations, it appears to hold finer precipitations compared to the AB state. It is believed that the increased strength comes from a large number of very fine nm-sized Cr-precipitations that are formed during aging [14]. These particles would impede dislocation motion, explaining the observed increase in strength and reduction in ductility. It was not possible to visualize such fine precipitations with the available SEM. Due to the expected dimensions of only a few nanometers, investigation by high-resolution SEM, transmission electron microscopy or X-ray diffractometry would be required.
Solution treatment greatly reduces the YS in the ST and SA samples, while the UTS is only influenced marginally. SEM images of the microstructure reveal clearly visible precipitations in both the ST and SA samples. Chromium and different Cu–Zr precipitations are expected in the SA condition due to the aging process in accordance both with phase diagrams by Bochvar [30] and with experimental results by Wallis and Buchmayr [14]. This is however not the case for the ST condition, where a homogenous α microstructure would have been expected [8]. The Cr precipitations are explained by a poor solubility of Cr in Cu, according to the tertiary phase diagrams [30]. Another possible explanation for the precipitations in the ST state are the too low cooling rates from insufficient quenching. Ideally, during solution annealing, the alloy elements are fully dissolved at high temperature and then rapidly cooled, pinning and immobilizing the alloy elements in a homogeneously distributed microstructure. However, if cooling rates are too low, the alloy elements instead have time to create larger, thermodynamically more stable precipitations. These preferably form along energetically favorable regions, such as grain boundaries. Such a deficient quenching could be a result of using heat treatment foil, whereby the foil and enclosed air insulate the samples during quenching, thus lowering the cooling rates. This is however unlikely, as different studies have displayed similar results with and without the usage of heat treatment foil [13, 14].
Regardless of the heat treatment foil and in accordance with the Orowan mechanism, the large precipitations in the ST and SA condition offer a lower strengthening effect compared to the supersaturated microstructure observed in the AB and DA conditions that do not undergo solution annealing. Subsequent aging of the SA state only has a very limited impact on the microstructure, since large quantities of alloying elements are already tied up in the observed precipitations and therefore unable to engage in further phase transformation. This would also explain the relatively small changes in mechanical properties between the ST and SA samples, especially considering the range of deviation. Research by Wallis and Buchmayr [14] proposes that only coarse chromium precipitations are formed during ST, whereas the remaining material is left in a slightly Cr-depleted yet still supersaturated state with enough Cr and Zr for further precipitation during subsequent aging. Due to the limited visualization capabilities of the used measurement equipment and the high deviations observed in the mechanical properties of multi-material samples, this could not be verified. For further investigation, imaging by high-resolution SEM and phase identification by X-ray diffractometry is suggested, using mono-material CuCr1Zr samples. Furthermore, investigation of the thermal and electrical conductivity should be considered. As further precipitation in the SA state disturbs the crystal lattice, an increase in phonon and electron scattering is to be expected, reducing the overall conductivity. Simultaneously, precipitations cause a depletion of Cr and Zr solutes in the Cu matrix, resulting in less dissolved atoms disturbing the atom lattice, reducing scattering effects.
5 Conclusions
In the current work, multi-material tensile samples of CuCr1Zr and steel 1.2344 were successfully manufactured by L-PBF. Three transition zones were implemented in the CuCr1Zr to adjust the energy input at the multi-material interface. Following manufacturing, the samples were exposed to different heat treatments and investigated by tensile testing, fractography and cross-sectional examinations. All multi-material samples failed within the CuCr1Zr. Based on the obtained results and the given discussion, the following conclusions are drawn:
-
1.
Manufacturing of multi-material samples with transition zones is a successful strategy to reduce the height of the intermixing zone and eliminate hot cracking. This is achieved by reducing the energy input at the material interface and thus avoiding overheating or severe remelting of the steel base.
-
2.
Fractography and cross section investigations reveal many lack of fusion defects in the CuCr1Zr TZ 1 within a distance of 250 µm to the multi-material interface. Tensile samples failing in this region tend to be less ductile, achieving lower elongations to fracture. Defect reduction in the TZ 1 is expected to result in improved mechanical properties and a lower deviation between samples. Based on this, further optimization of the L-PBF parameters for CuCr1Zr and the subdivision of transition zones is recommended.
-
3.
The achieved YS and UTS are not substantially correlated to the failure location and do not show a strong influence from the lack of fusion defects observed in close proximity of the multi-material interface. When compared to monolithic CuCr1Zr samples, the multi-material samples do underperform, which is explained by the observed lack of fusion defects.
-
4.
Some cases of contamination were observed during cross section investigations, empathizing the importance of proper machine and sample cleaning between multi-material processing and in general L-PBF manufacturing.
-
5.
Direct aging increases the YS and the UTS while reducing ductility and elongation to failure.
-
6.
The ST samples indicate inadequate quenching, resulting in the formation of large and coarse precipitations. These significantly lower the YS, but improve the ductility and elongation to fracture of the samples.
Abbreviations
- AM:
-
Additive manufacturing
- L-PBF:
-
Laser powder bed fusion
- TZ:
-
Transition zones
- EDM:
-
Electrical discharge machining
- DA:
-
Direct aging
- ST:
-
Solution treatment
- SA:
-
Solution treatment with subsequent aging
- AB:
-
As-built
- OM:
-
Optical microscopy
- SEM:
-
Scanning electron microscopy
- EDX:
-
Energy-dispersive X-ray spectroscopy
- SE:
-
Secondary electrons
- BSE:
-
Backscattered electrons
- YS:
-
Yield strength
- UTS:
-
Ultimate tensile strength
References
Wei C, Sun Z, Huang Y, Li L (2018) Embedding anti-counterfeiting features in metallic components via multiple material additive manufacturing. Addit Manufact 24:1–12. https://doi.org/10.1016/j.addma.2018.09.003
Anstätt C, Seidel C (2016) Multi-material processing next step in laser-based powder bed fusion. Laser Tech J 4:28–31. https://doi.org/10.1002/latj.201600027
Di W, Deng GW, Yang YQ, Chen J, Wu WH, Wang HI, Tan CI (2021) Interface microstructure and mechanical properties of selective laser melted multilayer functionally graded materials. J Cent South Univ 28:1155–1169. https://doi.org/10.1007/s11771-021-4687-9
Chen J, Yang Y, Song C, Zhang M, Wu S, Di W (2019) Interfacial microstructure and mechanical properties of 316L /CuSn10 multi-material bimetallic structure fabricated by selective laser melting. Mater Sci Eng A 752:75–85. https://doi.org/10.1016/j.msea.2019.02.097
Chen K, Wang C, Hong Q, Wen S, Zhou Y, Yan C, Shi Y (2020) Selective laser melting 316L/CuSn10 multi-materials: processing optimization, interfacial characterization and mechanical property. J Mater Process Technol 283:116701. https://doi.org/10.1016/j.jmatprotec.2020.116701
Anstätt C, Seidel C, Reinhart G (2017) Fabrication of 3D multi-material parts using laser-based powder bed fusion. Solid Freeform Fabr Symp 2017:1548–1556
Schneck M, Horn M, Schmitt M, Seidel C, Schlick G, Reinhart G (2021) Review on additive hybrid- and multi-material-manufacturing of metals by powder bed fusion: state of technology and development potential. Prog Addit Manuf 6:881–894. https://doi.org/10.1007/s40964-021-00205-2
Deutsches Kupferinstitut (2005) CuCr1Zr. https://www.kupferinstitut.de/fileadmin/user_upload/kupferinstitut.de/de/Documents/Shop/Verlag/Downloads/Werkstoffe/Datenblaetter/Niedriglegierte/CuCr1Zr.pdf. Accessed 30 August 2021
Deutsches Kupferinstitut (2012) Niedriglegierte Kupferwerkstoffe. https://www.kupferinstitut.de/fileadmin/user_upload/kupferinstitut.de/de/Documents/Shop/Verlag/Downloads/Werkstoffe/i008.pdf. Accessed 30 August 2021
Tenwick MJ, Davies HA (1988) Enhanced strength in high conductivity copper alloys. Mater Sci Eng 98:543–546. https://doi.org/10.1016/0025-5416(88)90226-1
Fuxiang H, Jusheng M, Honglong N, Zhiting G, Chao L, Shumei G, Xuetao Y, Tao W, Hong L, Huafen L (2003) Analysis of phases in a Cu–Cr–Zr alloy. Scr Mater 48:97–102. https://doi.org/10.1016/S1359-6462(02)00353-6
Liu Q, Zhang X, Ge Y, Wang J, Cui JZ (2006) Effect of processing and heat treatment on behavior of Cu-Cr-Zr alloys to railway contact wire. Metall Mater Trans A 37A:3233–3238. https://doi.org/10.1007/BF02586158
Uhlmann E, Kashevko V (2017) Untersuchungen zur Herstellung hybrider Werkstoffverbünde mittels Laserstrahlschmelzen am Beispiel der Kupferlegierung CuCr1Zr (2.1293) und Stahl (1.2344). Proc of the 14th Rapid.Tech Conference Erfurt 345–358. https://doi.org/10.3139/9783446454606.025
Wallis C, Buchmayr B (2019) Effect of heat treatments on microstructure and properties of CuCrZr produced by laser-powder bed fusion. Mater Sci Eng A 744:215–223. https://doi.org/10.1016/J.MSEA.2018.12.017
Uhlmann E, Tekkaya AE, Kashevko V, Gies S, Reimann R, John P (2016) Qualification of CuCr1Zr for the SLM Process. In: Int Conference on High Speed Form. https://doi.org/10.17877/DE290R-16984
Kalinin GM, Ivanov AD, Obushev AN, Rodchenkov BS, Rodin ME, Strebkov YS (2007) Ageing effect on the properties of CuCrZr alloy used for the ITER HHF components. J Nucl Mater 367–370:920–924. https://doi.org/10.1016/j.jnucmat.2007.03.256
HSM Stahl- und Metallhandel GmbH (2021) Werkstoffdatenblatt 1.2344/X40CrMoV5-1. https://www.hsm-stahl.de/fileadmin/user_upload/datenblatt/HSM_Datenblatt_1.2344.pdf. Accessed 30 August 2021
Dörrenberg Edelstahl GmbH (2021) Data sheet 1.2344 (H13). http://www.doerrenberg.com.sg/fileadmin/template/doerrenberg/stahl/DatenblaetterEng/1.2344_en.pdf. Accessed 30 August 2021
Becker D (2014) Selektives Laserschmelzen von Kupfer und Kupferlegierungen. Dissertation, Rheinisch-Westfählische Technische Hochschule Aachen
Uhlmann E, Kashevko V (2018) Extended qualification of CuCr1Zr for the LBM Process. World congr on powder metallurgy part 11 Addit Manufact (3D Printing) 1673–1682
Akrostal Sp. z o.o. (2021) 1.2344 / X40CRMOV5-1. https://akrostal.pl/de/stale/1-2344-x40crmov5-1/?print=pdf. Accessed 30. August 2021
Anstätt C (2020) Multimaterialverarbeitung mittels Laserstrahlschmelzen am Beispiel von metallischen Verbindungen mit der Kupferlegierung CW106C. Dissertation, Technische Universität München
Schneck M, Horn M, Schindler M, Seidel C (2022) Capability of multi-material laser-based powder bed fusion—development and analysis of a prototype large bore engine component. Metals 12:44. https://doi.org/10.3390/met12010044
Horn M, Langer L, Schafnitzel M, Dietrich S, Schlick G, Seidel C, Reinhart G (2020) Influence of metal powder cross-contaminations on part quality in Laser Powder Bed Fusion: copper alloy particles in maraging steel feedstock. Procedia CIRP 94:167–172. https://doi.org/10.1016/j.procir.2020.09.032
Deutsches Institut für Normung e. V. (2016) DIN 50125 (12.2016) Prüfung metallischer Werkstoffe–Zugproben. Beuth, Berlin
Deutsches Institut für Normung e. V. (2020) DIN EN ISO 6892–1 (06.2020) Metallische Werkstoffe–Zugversuch. Beuth, Berlin
Binder M, Leong C, Anstätt C, Schlick G, Seidel C, Reinhart G (2020) Effects of process interruptions on the microstructure and tensile properties of AlSi10Mg parts manufactured by Laser-Based Powder Bed Fusion. Procedia CIRP 94:182–187. https://doi.org/10.1016/j.procir.2020.09.035
Gong H, Rafi K, Gu H, Ram JGD, Starr T, Stucker B (2015) Influence of defects on mechanical properties of Ti–6Al–4V components produced by selective laser melting and electron beam melting. Mater Des 86:545–554. https://doi.org/10.1016/j.matdes.2015.07.147
Voisin T, Calta NP, Khairallah SA, Forien JB, Balogh L, Cunningham RW, Rollett AD, Wang YM (2018) Defects-dictated tensile properties of selective laser melted Ti-6Al-4V. Mater Des 158:113–126. https://doi.org/10.1016/j.matdes.2018.08.004
Bochvar N (2007) Cr-Cu-Zr (Chromium-Copper-Zirconium). In: Effenberg G, Ilyenko S (eds) Non-Ferrous Metal Ternary Systems Part 2. Springer, Berlin Heidelberg, pp 228–242. https://doi.org/10.1007/978-3-540-47000-7_19
Acknowledgements
This paper is based on the results acquired from project no. 259797904, which was kindly supported by the Deutsche Forschungsgemeinschaft (DFG), Bonn, Germany. The source of funding was not involved in the design or execution of the study.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Contributions
Eckart Uhlmann: funding acquisition, writing—review and editing. Yassin Saber: conceptualization, methodology, investigation, writing—original draft.
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Uhlmann, E., Saber, Y. Mechanical properties of steel–copper multi-material samples built by laser powder bed fusion using a graded energy input. Prog Addit Manuf (2024). https://doi.org/10.1007/s40964-024-00636-7
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40964-024-00636-7