
Abstract
Mechanical behaviour of 3D-printed composite parts is affected by the volume fraction, aspect ratio and type of fibre reinforcement. Although in the literature experimental approaches have been used to characterise the effects of the above factors on the mechanical properties of 3D printed parts, time and cost of the manufacturing process as well as the uncertainty associated with a large number of experimental techniques are the key issues. This study aims to address these challenges by developing a methodology based on a multi-scale Finite Element (FE) analysis of representative volume element (RVE) of 3D printed composite parts to predict the effective orthotropic properties. To account for the effects of fibre features, RVEs were modelled considering variables of volume fraction, aspect ratios and type of short fibres. To study the main and interaction effects of the above variables on the mechanical properties of 3D printed composite parts, a structured approach based on the Design of Experiments is used. The FE stress analysis of the RVE provides an understanding about the potential failure modes such as interfacial debonding between fibres and matrix, interlayer and intralayer delamination that may occur in load-bearing 3D printed composite parts. The FE computed mechanical properties are validated against experimental data through a series of mechanical testing of flexure, Iosipescu, and short beam shear which were conducted in conjunction with the Digital Image Correlation technique. As a result, certainty is obtained in using the proposed approach for a fast iterative design of 3D printed composite parts prior to industrial applications.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Fibre-reinforced composites made with polymer matrix materials are well-known materials for load-bearing applications due to their high specific stiffness/strength, and fatigue properties. Fibre-reinforced polymer composites, with long and continuous fibres, processed by the manufacturing methods can efficiently carry the main loads, but there are many applications for which the requirements are less severe and the expensive conventional manufacturing techniques such as injection moulding, compression moulding and extrusion processes cannot justify production of composite parts with long fibres. Hence, in these circumstances, short fibre reinforced composites (SFRC) are widely used [1, 2].
Recent advances in fibre-reinforced additive manufacturing (AM) technologies (e.g. selective laser sintering [3], stereolithography [4], fused filament fabrication [5, 6], multi-jet modelling [7], and laminated object manufacturing [8]), have made the production of lightweight composite parts with complex geometries popular in various industrial sectors such as automotive, aerospace, military, marine, biomedical and electronics. Among these lightweight composite parts, 3D printed short fibre reinforced parts with cellular lattice structures are of special interest because of the advantages in the flexibility of both AM and composite materials, as a result, parts with high stiffness properties can be produced by designing suitable microstructures. In the above AM techniques, short fibres such as glass or carbon which is of high stiffness properties are embedded into the matrix material (e.g., PLA, nylon, polycarbonate, vinyl ester and ABS) and the composite is then treated to achieve an acceptable bonding strength and ultimately improve the mechanical behaviour of the fibre-reinforced additively manufactured (3D printed) parts.
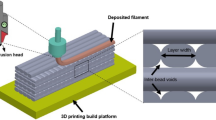
Figure 1 shows a schematic view of the fused filament fabrication (FFF) technique. In this method, 3D printers use layer-by-layer deposition of semi-molten materials to make complex shapes according to the computer-aided design [9,10,11,12]. In fact, the filament is fed through the head which is heated to a semi-molten state and applied to the build platform through a nozzle in layers. In the case of FFF-based composite materials, the use of short, long, and continuous fibres will result in different mechanical properties of the final 3D printed part. Although better mechanical properties can be obtained by using longer fibres [13, 14], the use of short fibres are extensively acceptable in most industries [15]. Less labour intensive, integrated manufacturing technology, lower cost, and flexibility are among the main advantages of using 3D printing to produce complex structure.

Schematic view of producing fibre reinforced additive manufacturing
Due to the printing orientation and the layer-by-layer fashion that FFF-based 3D printer machine use for manufacturing, 3D printed parts show anisotropic properties [2, 16,17,18], meaning that the properties of additively manufactured parts are different in different directions. In addition, apart from their individual constituent properties of reinforcing fibres and polymeric matrix, the mechanical properties of 3D printed composite parts depend on many other factors such as 3D printing process parameters, fibre volume fraction, fibre orientation, fibre location, fibre aspect ratio, types of fibre reinforcements and cross-sectional geometry of fibre. As a result, many investigators have recently tried to explore the effect of various 3D printing parameters as well as the effect of the above factors on the mechanical properties of short fibre-reinforced composite materials/parts made by additive manufacturing techniques.
Through experimental approaches, the mechanics of 3D printed composite parts with short carbon fibre reinforcements have been evaluated by conducting different mechanical testing techniques, and the results indicate that 3D printing process parameters have a significant impact on the mechanical properties [19]. In a different study, it has been shown that both macro and micro-mechanical properties such as tensile, flexural, compressive and micro-hardness properties of the 3D-printed polymer (polycarbonate) reinforced with short carbon fibre fabricated with fused filament fabrication process are significantly affected by the volume fraction of fibres and 3D printing speed [16]. In addition, a comparison between the tensile and impact properties of short glass fibre reinforced ABS (Acrylonitrile Butadiene Styrene) based polymer composites and pure ABS materials created via the method of FDM (fused deposition modelling), showed that the impact and tensile strength have been improved in glass fibre inclusion; while the surface roughness has been reduced [20]. A case study for tensile properties of different short-carbon-fibre-reinforced polymers, each with different extrusion widths, showed how relationship between fibre orientation distribution and extrusion width can cause variation in mechanical properties of fibre-reinforced polymer composites made by additive manufacturing methods [21]. A recent investigation on the effect of fibre length and bead dimensions on the mechanical properties of partially oriented short carbon fibre reinforced polycarbonate based composites shows that the stiffness of the composite materials increases with the increase in fibre percentage [22]. Similar studies have been conducted to predict the effect of fibre orientation and fibre locations on the effective orthotropic mechanical properties of short fibre composites with repetitiveness [23]. In a very comprehensive study, the effect of fibre type, fibre orientations, infill density, temperatures, as well as the effect of three different types of fibres (i.e., Carbon, Glass and Kevlar) on tensile, fatigue, and creep properties, and their corresponding failure mechanisms were investigated. It was found that main failure mechanisms for fibre reinforced composite components are fibre pull-out, fibre breakage, and delamination [24].
Although the experimental approaches have been used in the literature to investigate the effects of void, fibre volume fraction, fibre aspect ratio, types of fibre reinforcements and cross-sectional geometry of fibre on the mechanical properties of 3D printed composite parts [25,26,27,28,29], making the prediction of the properties of short fibre composites is more challenging compared to isotropic materials. To deal with these critical issues, a micromechanical approach based on homogenization technique [30] is used for investigating the multi-axial properties of 3D-printed composite materials/parts. It makes a positive contribution to predict the properties of composite parts based on the physical properties of individual phases, arrangements of fibres in matrix materials, as well as the geometry used to build the composite part.
Although the experimental techniques can be used to investigate the effects of fibre characteristics (i.e., volume fraction, aspect ratio, and type of fibres) on the mechanical properties of 3D printed composite parts, huge number of experimental repeats and, therefore, high costs are required to avoid uncertainty and materials variability. One way to avoid these experimental repeats and their associated cost and time is the use of numerical methods (i.e., computational modelling) to predict the effect of the above variables on the mechanical properties, although this method is also limited mainly due to the increased number of elements required for meshing of the complex geometry of 3D printed composite parts with cellular lattice structures, making this method computationally expensive. To address this, micromechanics-based analysis of a repeating unit cell has been developed [31,32,33,34], resulting in the derivation of analytical expressions as well as numerical methods for the structure–property relationships. FE-based homogenization techniques to predict the mechanical response of 3D printed composite structures have been investigated previously in the literature [35,36,37,38,39,40,41], and the results show that FE modelling of representative volume elements (RVE) is an option when it comes to the analysis of such parts with regular repeating unit cells. In the FE homogenization technique, the calculation of macro-scale mechanical properties of materials is based on the properties of thermoplastic materials used for 3D printing (i.e., filament) and geometrical microstructure of the unit cell. In this technique, the 3D printed part is considered as a continuum, and a small volume element of a periodic unit cell known as RVE, is considered for numerical homogenization. Experimental characterisation via a wide range of standard mechanical testing techniques has been carried out to obtain the orthotropic elastic constants of FFF printed samples and the results have been compared with FE simulation showing good agreement between model predictions and experimental data [2, 42]. In different works, a two-step homogenization approach was used for the analysis of 3D printed structures with more complex design, based on the estimation of homogenized stiffness properties of RVE and then using these properties for the subsequent mechanical simulation of global elastic response [43, 44].
Although, FE based homogenization methods are widely employed [2, 18, 45,46,47] to predict the mechanical properties of the FFF-made composites, limited studies have been found to predict the effective orthotropic properties of 3D-printed short fibre-reinforced composite parts using the multi-step homogenization method. In addition, capturing the combined effects of volume fraction, aspect ratio and type of fibre on the mechanical properties of 3D printed parts using methodologies developed in the present work is a previously unexplored research area. The main objective of the present study is to develop RVEs of short fibre composites and estimate their effective properties through micromechanical models. This is done using the homogenization method which is implemented in a FE code (micromechanics plug-in the FE software ANSYS) with periodic boundary conditions. Thus, the overall goal is to develop an approach to generate the microstructure of short fibre composite and predict its effective macroscopic behaviour. In the present study, different scenarios of RVEs have been generated to study the main and interactions effects of volume fraction, aspect ratio and type of fibres on the effective orthotropic properties through a structured approach based on the design of the experiment. The emphasis in this study is given to the generation of 3D RVEs rather than 2D RVEs for better interaction effect of surrounding fibres. For a case study, the FE computed mechanical properties were compared with the experimental results for validation. This is done by 3D printing of mechanical test specimens at different raster/build orientation and then using different mechanical testing techniques (e.g., Three-point bending, Iosipescu and Short Beam Shear) coupled with Digital Image Correlation (DIC) method to compare the FE and DIC computed strain fields. The combined methodology of FEA and DoE proposed in the present work, facilitates setting up the 3D printing process parameters for a given set of fibres and matrix materials, boundary conditions and constraints to manufacture FFF-based 3D printed composite parts and structures with optimised mechanical behaviour, eventually contributing to cut down the number of experimental repeats and manufacturing costs before industrial application.
2 Methodology
2.1 Design of experiment
The main objective of this study is to investigate the effects of volume fraction, aspect ratios (i.e., fibre length to diameter ratio) and type of fibre reinforcements on the mechanical properties of 3D printed composite parts, therefore, to set up the Design of Experiment, these factors were selected as the most important variables due to their significant effects on the mechanical properties of final 3D printed composite parts. The effective orthotropic properties of RVE of FFF-based 3D printed composite parts, i.e., three Young’s moduli (\({{\text{E}}}_{1}\), \({{\text{E}}}_{2}\), and \({{\text{E}}}_{3}\)) and three shear moduli (\({{\text{G}}}_{12}\), \({{\text{G}}}_{23}\), and \({{\text{G}}}_{13}\)) were chosen as the response. The variable parameters along with their levels are shown in Table 1. It must be noted that, apart from the above variable parameters, other factors such as tensor orientation of fibres can affect the orthotropic properties of 3D printed composites; however, for the purpose of consistency, this factor was constrained in this study. The full factorial Design of the Experiment, with three factors as the main variable parameters, each with three replicates and at three levels (as shown in Table 1), was used to investigate the effects of each of the factors on the elastic constants. This is to screen out the most important from the less important effects. With the full factorial design of experiments, a total number of 54 runs are represented in the design matrix (detailed in supplementary information).
2.2 Finite element micro-mechanical analysis of RVE
In this study, the FE analysis of micro-mechanical models of the RVE is used via homogenization technique [2, 48] to predict the effective orthotropic properties of cellular lattice structures with the layers of filaments laid up at 0°. Figure 2 shows a flow chart for a multi-step FE modelling method which is numerically applied to calculate the mechanical properties of RVE via computer-generated testing. The mechanical behaviour of the constituents, i.e. reinforcing fibres and matrix, and their arrangement in the 3D printed filaments determines the macro material behaviour of 3D printed parts, thus, the effective orthotropic properties of a component made of 3D printed filaments can be assessed by conducting a homogenisation procedure (i.e., starting from micro-scale and extending to macro-scale via meso-scale). To estimate the elastic properties of RVE, an FEA based two-step homogenisation is used as a micromechanics plugin in the FE software ANSYS. The RVE of 3D printed composite consists of filament region with a repeated pattern. The filament region is broken into fibre and matrix constituents at the micro-scale. Thus, the stiffness properties of filament can be predicted from the material properties of fibre and matrix using an appropriate unit cell shown in Fig. 2 where individual fibres are randomly distributed with a greater dominance in the longitudinal direction of the filament. The homogenisation of the stiffness properties of filament and the inclusion of its architecture, results in the effective properties of the RVE at the meso-scale level. Thus, initially FE analysis of the RVE at micro-scale level using the homogenisation method was conducted. The mechanical properties of composite constituents (i.e., glass fibre, carbon fibres and polyamide matrix) used in the FE modelling is listed in Table 2. To build the FE model of micro-scale RVE, short glass and carbon fibres with an average diameter of 5 microns and orientation tensor of fibres at \({a}_{{\text{zz}}}\)=0.7 \({a}_{{\text{xx}}}\)=\({a}_{{\text{yy}}}\)=0.15 were used. For each trial in the design matrix, micro-scale models of RVE based on the volume fraction, aspect ratio and fibre reinforcement, were developed. To generate meshing, four-node tetrahedral elements were used for the micro models of the RVEs. The micro-model of RVE shown in Fig. 2 is then loaded to six different state of uniaxial and shear strains [2] applied individually using the periodic boundary condition. This generates the effective orthotropic engineering constants of micro-scale model of RVE which are then used as the properties in the meso-scale RVE in Fig. 2. The meso-scale model of RVE is again loaded in accordance with the above boundary conditions, resulting in orthotropic engineering constants that is needed for the macroscale model. For the computational homogenisation analysis of RVEs, convergence of the simulation results is verified, and the mesh dependency is avoided by using smaller elements. It must be noted that in this study, to reproduce the bonding between filaments and layers due to compression by the nozzle, instead of using the circular cross-section of filaments, they are approximated as a rounded rectangular cross-section with a certain small amount of overlap between the adjacent filaments. The shape of individual filaments and the overlap region from the 3D printed sample observed under microscope can be clearly seen in Fig. 3. Using a calibrated light microscope, the height and width of the filaments are measured as 0.2 and 0.4 mm, respectively. These measurements were used to re-construct a more realistic geometry model of meso-scale RVE for FE analysis as shown in Fig. 2.

Schematic of multi-scale FE analysis executed to characterise the RVE properties of 3D printed composites

Light microscopic image of a cross section of raster layers of 3D printed specimen showing the geometric size of deposited filaments where w and h stands for the width and height of filament
3 Results and discussions
3.1 FE analysis of RVE
To calculate the effective orthotropic properties of RVE, FE stress analysis of both micro-scale and meso-scale RVE is conducted. Figures 4 and 5 show the stress distribution on the micro and meso-scales-models of RVE when loaded to six states of uniaxial and shear strains respectively. As it can be seen in Fig. 4, stress hot spots are localised around the reinforcing fibres in all load cases, indicating that the potential failure modes are interfacial de-bonding between fibres/matrix interface.

Stress fields of the micro-scale model of RVE of 3D printed composite part made with SCF/PA subjected to six states of uniaxial and shear strains. The deformed and un-deformed shapes of micro-scale RVE are shown in dashed and solid lines, respectively

Stress fields of the meso-scale model of RVE of 3D printed composite part made with SCF/PA subjected to six states of uniaxial and shear strains. The deformed and un-deformed shapes of meso-scale RVE are shown in dashed and solid lines, respectively
Stress fields on the meso-scale model of RVE in Fig. 5 also show that by applying transverse, in-plane shear and inter-laminar shear load cases (i.e.,\({\varepsilon }_{33}\), \({\gamma }_{13}\) and \({\gamma }_{23}\)), maximum localized stresses (i.e., stress hot spots) are induced at the intersection of the adjacent deposited filaments in the overlapping regions. This is obviously because there is less material across the section and due to the specific geometric feature of the RVE. Therefore, the weakest area in the microstructure is the intersection of the deposited filaments and it is susceptible to crack initiation and debonding between the deposited filaments (inter-layer delamination) during the mechanical loading. In addition, by applying through the thickness (out-of-plane) and interlaminar shear load cases (i.e., \({\varepsilon }_{22}\), \({\gamma }_{12}\) and \({\gamma }_{23}\)), the highest localized stresses are induced between intra-layer deposited filaments. Such loading can finally cause intra-layer delamination, leading to the failure of the 3D print parts. The FE-calculated effective orthotropic engineering constants of RVE at both micro-scale and mesoscale levels are shown in Table 3.
3.2 Validation of FE results
It has been proved in previous study [2] that by providing an accurate characterisation of the properties to be fed into the macro scale model, the use of the homogenization technique is a reliable tool to predict the elastic response of 3D printed parts, as a result, in the present study, the results of FEA based homogenization are compared with the experimental data via mechanical testing programs of flexure and shear tests. This is done to show that the FE-computed mechanical properties of cellular lattice structures with the layers of filaments laid up at 0° are in good agreement with engineering constants obtained through the flexural and shear tests. To simulate the flexural and (in-plane and inter-laminar) shear tests, a multi-scale FE homogenization framework is used (Fig. 6). Initially, a set of values for volume fraction and aspect ratio (15% and 10 respectively) were used to generate the micro-scale RVE (Fig. 6a). By conducting FE micromechanical analysis on this micro-scale model of RVE, FE computed effective orthotropic properties are calculated, and then the results were used as an input for the creation of a meso-scale model RVE (Fig. 6b). Finally, conducting FE analysis on this meso-scale model of RVE results in orthotropic engineering constants (shown in Table 3) that are needed for the macroscale model of flexural and shear test specimen (Fig. 6c). FE simulation of 3 PB, Iosipescu shear and short beam shear test, results in the strain fields which can then be compared with the experimental data.

Multi-scale FE based homogenization analysis executed to map the strain distribution of 3D printed specimens under 3 PB, Iosipescu and short beam shear tests. a micro-scale of RVE containing short glass fibres and polyamide matrix, b RVE at meso-scale level and c macro-scale model of test coupons
3.2.1 Sample preparation and flexural, Iosipescu and short beam shear testing
Mechanical test specimens (i.e., Three-point bending, Iosipescu shear and short beam shear) were produced using a FFF 3D printer (Ultimaker 3), and then mechanical testing in conjunction with DIC system was carried out to obtain the full field strain maps. SCF/PA composite filaments (2.85 mm/750 g) was used to obtain the 3D-printed specimens. The Ultimaker Cura 4.8 edition was used to generate the machine code for the FFF 3D printer from the 3D model files. The 3D printing process parameters used to produce the test specimens are provided in Table 4. The flexural, Iosipescu, and short beam shear (SBS) test specimens were 3D printed with different raster and build orientations using parallel deposited filaments. The summary of printing patterns and orientation for different types of test specimens is shown in Fig. 7. To generate the experimental data, 3D-printed test specimens were subjected to flexural (i.e. three-point bending), and shear (short beam shear and Iosipescu) loads in conjunction with the DIC system to map the strain fields.

Schematic representation of 3D printed flexural, Iosipescu and SBS short carbon fibre reinforced polyamide composite test specimens with the linear infill pattern printed at different raster angle and build orientation. 3D printed flexural test specimens with a raster angle of 0\(^\circ\), b build orientation of upright, c raster angle of 90\(^\circ\), d 3D printed Iosipescu shear test specimen with raster angle of 0\(^\circ\), e 3D printed SBS test specimen with raster angle of 90\(^\circ\) and f 3D printed Iosipescu shear test specimen with the build orientation of upright
3.2.2 Macro scale FE modelling of 3D printed test sample
The macro-scale FE model characterises the design of 3 PB, SBS and Iosipescu test specimens using micro-mechanical properties of RVE with the carbon fibre volume fraction of 15%/aspect ratio of 10 and the meso-mechanical properties of RVE with the layer height of 0.2 mm, layer width of 0.4 mm and overlapping region of 5%. The FE model incorporates the boundary conditions with the internal lay-up of the RVE. In the first stage of FE modelling of the mechanical test specimens, a design modelling tool is used to create a shell model of the test specimen. The model integrates the geometry of test specimens according to the standard methods detailed in [2]. The Surface function is used to generate a thin surface then it is transferred into the ANSYS Composite Processor (ACP) where effective engineering constants of the RVE are defined. The FE mesh sensitivity study, boundary conditions imposed on the FE model of test coupons and the contact type between support/loading rollers are all detailed in previous work [2]. Figure 8 shows that the FE and DIC calculated strain fields are in close agreement.

DIC versus FE calculated strain maps of 3D printed flexural, Iosipescu and SBS short carbon fibre reinforced polyamide composite test specimens with the linear infill pattern printed at different raster angle and build orientation. 3D printed flexural composite test specimens with a raster angle of 0\(^\circ\) at the load of 195 N, b build orientation of upright at the load of 26 N, c raster angle of 90\(^\circ\) at the load of 39 N, d 3D printed Iosipescu shear test specimen with raster angle of 0\(^\circ\) at the load of 855 N, e 3D printed SBS test specimen with raster angle of 90\(^\circ\) at the load of 155 N and f 3D printed Iosipescu shear test specimen with the build orientation of upright at the load of 850 N
3.3 Effect of volume fraction, aspect ratio and type of fibre reinforcement on the effective orthotropic properties of micro-scale model of RVE
The main objective of this study is to investigate the effects of fibre characteristics on the mechanical properties of 3D-printed composite parts. Among different features associated with the fibres which can affect the orthotropic properties of FFF-based 3D printed composite parts, volume fraction, aspect ratio and type of fibre reinforcements are considered in this study. Therefore, initially, the main and interaction effects of these variables on the components of elastic modulus of micro-scale model of RVE were evaluated.
Figure 9 shows the main effects of these variables on the elastic constituents of RVE in 3D-printed composite materials. As it can be seen from this Figure, the longitudinal elastic modulus is mainly affected by the volume fraction of fibres followed by the aspect ratio and types of fibre. In addition, it can be concluded that the volume fraction of fibres consistently increases all the components of elastic moduli of RVE in 3D-printed composite parts. Although attention must be paid to account for the effect of tensor orientation of fibres when comparing the mechanical properties, from both experimental and numerical approaches, similar findings in the literature in terms of the individual effects of volume fraction of short fibres, aspect ratio of fibres as well as the type glass or carbon fibres on the mechanical properties of composite parts manufactured either by advanced manufacturing technology of 3D printing or conventional methods have been reported [22, 23, 49,50,51,52,53], but the combined effect of above variables on the elastic properties of composite materials have not been investigated by these studies.

Main effects of volume fraction, aspect ratio and type of fibres on the effective orthotropic properties i.e., longitudinal elastic modulus (\({E}_{1}\)), through the thickness elastic modulus (\({E}_{2}\)), transverse elastic modulus (\({E}_{3}\)), inter-laminar shear modulus (\({G}_{12}\)), in-plane shear modulus (\({G}_{13}\)), and inter-laminar shear modulus (\({G}_{23}\)) of RVE
The Figure also shows that although the aspect ratio and types of fibre reinforcements affect the longitudinal modulus, their effects on other components of elastic modulus are insignificant. Analysis of interaction effects plots in Fig. 10 reveals that although the interaction effects between the variables are unlikely in almost all components of elastic moduli, the longitudinal elastic modulus of RVE is strongly affected by the interaction between volume fraction/aspect ratio, followed by the interaction between aspect ratio/fibre type and interaction between volume fraction/fibre type. Figure 10a shows that the aspect ratio significantly affects the longitudinal elastic modulus (\({E}_{1}\)) of RVE when the volume fraction of fibres increases from 5 to 20%. In addition, type of fibre reinforcement affects the longitudinal component of elastic modulus when the volume fraction and aspect ratio increase from 5 to 20% and 2–10 respectively.

Interaction effects of volume fraction, aspect ratio and type of fibres on the effective orthotropic properties i.e. longitudinal elastic modulus (\({E}_{1}\)), through the thickness elastic modulus (\({E}_{2}\)), transverse elastic modulus (\({E}_{3}\)), inter-laminar shear modulus (\({G}_{12}\)), in-plane shear modulus (\({G}_{13}\)), and inter-laminar shear modulus (\({G}_{23}\)) of RVE
From the main and interaction plots in Figs. 9 and 10, it can be also concluded that, although the out-of-plane elastic modulus (\({E}_{2}\)) and transverse elastic modulus (\({E}_{3}\)) of RVE are affected by the volume fraction of fibres, changing the fibre type from glass to carbon will result in lower stiffness properties. This is mainly due to the orthotropic properties of carbon fibres compared to the isotropic properties of glass fibre as in the through the thickness and transverse directions, the stiffness of carbon fibres is lower than the stiffness of glass fibres. As a result, the negative impact of carbon fibres on the out-of-plane modulus and transverse modulus of RVE in 3D-printed composite parts are expected. Analysis of the main effect of aspect ratio on \({E}_{2}\) and \({E}_{3}\) shows that, although, increasing the aspect ratio from 2 to 5 slightly improves \({E}_{2}\) and \({E}_{3}\), increasing the aspect ratio from 5 to 10 has a negative impact on \({{\text{E}}}_{2}\) or even no impact on \({E}_{3}\). This shows that there is a critical point for the value of aspect ratio to affect the out-of-plane and transverse properties of RVE in 3D printed composite parts.
Although the justifications behind the effect of fibre volume fraction and types of fibre on the mechanical properties of RVE in particular longitudinal elastic modulus come from the high stiffness properties of fibre reinforcement materials compared to the polymeric materials, the FE analysis of micro-scale RVE shed light on the effect of aspect ratio on the mechanical properties. As it can be seen from Fig. 4, stresses on the deformed RVE are localised in the fibre/matrix interface. As the aspect ratio increases, the fibre/matrix interface properties act as a resisting factor, therefore more forces are required to deform 3D printed materials, as a result, increasing the aspect ratio will result in higher values of elastic properties of RVE.
To screen out the most important from the less important effects, the standardised effects are plotted in Fig. 11.

Plots of the Standardized Effects. (response is the longitudinal elastic modulus), confidence level for all intervals is 95%)
Analysis of the effects of variables on the in-plane and inter-laminar shear moduli in Figs. 9 and 10 shows that, although, the inter-laminar shear modulus (\({G}_{12}\)) and in-plane shear modulus (\({G}_{13}\)) of RVE are affected by the volume fraction of fibres followed by the aspect ratio, changing the fibre type from glass to carbon has almost no effect on the stiffness properties. This indicates that interlaminar and in-plane shear properties of 3D printed composite parts are independent to the types of fibre. In addition, it is found that inter-laminar shear modulus of RVE (\({G}_{23}\)) is affected by the volume fraction of fibres followed by the type of fibre, however, the aspect ratio can only affect the inter-laminar shear modulus when increasing from 5 to 10.
Analysis of contour plots for stiffness properties of RVE when using carbon and glass fibres for 3D printed composite parts shown in Figs. 12 and 13 respectively, indicates that although increasing the aspect ratio and volume fraction of fibres improve the longitudinal elastic modulus (\({E}_{1}\)), in-plane shear modulus (\({G}_{13}\)) and out-of-plane shear modulus (\({G}_{12}\)), changing the aspect ratio has no effect on the transverse (\({E}_{3}\)) and out-of-plane elastic modulus (\({E}_{2}\)), even increasing the aspect ratio negatively affect the inter-laminar shear modulus (\({G}_{23}\)) of RVE of FFF-based 3D printed composite parts. The negative impact of aspect ratio on the inter-laminar shear modulus (\({G}_{23}\)) of RVE is due to the fact that increasing the aspect ratio will induce more localised stress at the fibre/matrix interface which can be seen from FE analysis of micro-scale model of RVE in Fig. 4.

Contour Plots of orthotropic engineering constants of micro-model of RVE for SCF/PA

Contour Plots of orthotropic engineering constants of micro-model of RVE for SGF/PA
The regression models detailed in supplementary information of the present paper were proposed by the analysis of DoE to predict the effective orthotropic properties of the FFF-based 3D printed composite parts based on the FE micro-mechanical analysis of RVE. The model was developed by fitting the data in a two-factor interaction model with both significant and insignificant parameters as well as interaction between variables. The positive and negative signs in the equations show the respective positive and antagonistic effects of the variables.
4 Conclusion
In the present investigation, a combined methodology of numerical homogenization and design of experiments was developed to investigate the effect of variables (i.e., volume fraction, aspect ratio and type of fibre reinforcement) on the stiffness properties of 3D printed composite parts with cellular lattice structure. Some key conclusions are as follows:
-
FE analysis is a useful tool to identify the localized stresses at the fibre/matrix interface in the micro-scale model of RVE and also to identify the localised stresses at the interfaces between the adjacent filaments/layers of meso-scale model of RVE. As a result, potential failure modes in load-bearing 3D printed composite parts can be predicted.
-
Studying the main and interaction effects of variables (i.e., volume fraction, aspect ratio and type of fibres) on the response (i.e., elastic moduli) of RVE show that, although, there are strong interaction effects between variables on the longitudinal elastic modulus (\({{\text{E}}}_{1}\)) of RVE in FFF-based 3D printed composite parts, e.g. aspect ratio significantly affects the magnitude of longitudinal modulus when the volume fraction increases and/or type of fibre affects the longitudinal modulus when the volume fraction and aspect ratio increase), all other components of elastic moduli are not affected strongly by the interaction effects. In addition, the out-of-plane elastic modulus (\({E}_{2}\)) and transverse elastic modulus (\({E}_{3}\)) of RVE are mainly affected by the volume fraction of fibres, however, changing the fibre type from glass to carbon will result in lower values for both \({E}_{2}\) and \({E}_{3}\). Analysis of the main effect of aspect ratio on \({E}_{2}\) and \({E}_{3}\) shows that, although, increasing the aspect ratio slightly improves \({E}_{2}\) and \({E}_{3}\), increasing the aspect ratio has a negative impact on \({{\text{E}}}_{2}\) or even no impact on \({E}_{3}\). Finally, analysis of the main effects of variables on the components of shear modulus indicate that, although, inter-laminar shear modulus (\({G}_{12}\)) and in-plane shear modulus (\({G}_{13}\)) of RVE are affected by the volume fraction of fibres followed by the aspect ratio, Inter-laminar shear modulus of RVE (\({G}_{23}\)) is affected by the volume fraction of fibres followed by the type of fibre.
-
To optimise the mechanical properties of FFF-based 3D printed composite parts, the maximum volume fraction is always suggested, however, changing the fibre type and/or the aspect ratio does not always lead to improved mechanical properties.
The combined numerical and design of experiments methodology developed in this study showed the ability to predict the elastic properties of 3D printed composite structures for different volume fraction, aspect ratio and type of fibre reinforcement. This results in a significant reduction in the number of mechanical tests which are essential to assess the mechanical behaviour of 3D printed composite parts; as a result, significant time and cost can be saved using combined FE and DoE approach developed in this study. The approach used in this work also enables designers to conduct faster iterative analysis and choose optimised combination of the factors (i.e., volume fraction and aspect ratio) based on regression models to produce high-quality FFF-based 3D printed composite parts before time-consuming computational modelling and expensive manufacturing process.
References
Harris B (1999) Engineering composite materials
Gonabadi H et al (2022) Investigation of the effect of raster angle, build orientation, and infill density on the elastic response of 3D printed parts using finite element microstructural modeling and homogenization techniques. Int J Adv Manuf Technol 118(7):1–26
Kruth JP et al (2005) Binding mechanisms in selective laser sintering and selective laser melting. Rapid Prototyp J 11(1):26–36
Melchels FP, Feijen J, Grijpma DW (2010) A review on stereolithography and its applications in biomedical engineering. Biomaterials 31(24):6121–6130
Ahn SH et al (2002) Anisotropic material properties of fused deposition modeling ABS. Rapid Prototyp J 8(4):248–257
Jiang J, Lou J, Hu G (2019) Effect of support on printed properties in fused deposition modelling processes. Virtual Phys Prototyp 14(4):308–315
Jiang J et al (2022) Machine learning integrated design for additive manufacturing. J Intell Manuf 33(4):1073–1086
Klosterman D et al (1998) Interfacial characteristics of composites fabricated by laminated object manufacturing. Compos A Appl Sci Manuf 29(9–10):1165–1174
Chadha A et al (2019) Effect of fused deposition modelling process parameters on mechanical properties of 3D printed parts. World J Eng 16(4):550–559
Tang C et al (2020) Effect of process parameters on mechanical properties of 3D printed PLA lattice structures. Compos Part C 3:100076
Kamaal M et al (2021) Effect of FDM process parameters on mechanical properties of 3D-printed carbon fibre–PLA composite. Prog Addit Manuf 6:63–69
Naveed N (2021) Investigate the effects of process parameters on material properties and microstructural changes of 3D-printed specimens using fused deposition modelling (FDM). Mater Technol 36(5):317–330
Mohammadizadeh M, Gupta A, Fidan I (2021) Mechanical benchmarking of additively manufactured continuous and short carbon fiber reinforced nylon. J Compos Mater 55(25):3629–3638
Fidan I et al (2019) The trends and challenges of fiber reinforced additive manufacturing. Int J Adv Manuf Technol 102:1801–1818
Mallick PK (2007) Fiber-reinforced composites: materials, manufacturing and design, CRC press, p 981
Gupta A et al (2020) Processing, mechanical characterization, and micrography of 3D-printed short carbon fiber reinforced polycarbonate polymer matrix composite material. Int J Adv Manuf Technol 107:3185–3205
Gupta A., Hasanov S. and Fidan I (2019) Processing and characterization of 3d-printed polymer matrix composites reinforced with discontinuous fibers. in 2019 International Solid Freeform Fabrication Symposium. University of Texas at Austin
Hasanov S et al (2020) Mechanical characterization of functionally graded materials produced by the fused filament fabrication process. J Manuf Process 58:923–935
Somireddy M, Singh C, Czekanski A (2020) Mechanical behaviour of 3D printed composite parts with short carbon fiber reinforcements. Eng Fail Anal 107:104232
MKH R et al (2022) Influence of short glass fibre reinforcement on mechanical properties of 3D Printed ABS-based polymer composites. Polymers 14(6):1182
Yan J et al (2022) Extrusion width critically affects fibre orientation in short fibre reinforced material extrusion additive manufacturing. Addit Manuf 49:102496
Gupta A et al (2021) Homogenized modeling approach for effective property prediction of 3D-printed short fibers reinforced polymer matrix composite material. Int J Adv Manuf Technol 118:4161–4178
Babu K, Mohite P, Upadhyay C (2018) Development of an RVE and its stiffness predictions based on mathematical homogenization theory for short fibre composites. Int J Solids Struct 130:80–104
Mohammadizadeh M et al (2019) 3D printed fiber reinforced polymer composites—Structural analysis. Compos B Eng 175:107112
Saeed K et al (2022) Characterization of continuous carbon fibre reinforced 3D printed polymer composites with varying fibre volume fractions. Compos Struct 282:115033
Yang D et al (2021) Fibre flow and void formation in 3D printing of short-fibre reinforced thermoplastic composites: an experimental benchmark exercise. Addit Manuf 37:101686
Blok LG et al (2018) An investigation into 3D printing of fibre reinforced thermoplastic composites. Addit Manuf 22:176–186
Pei S et al (2021) Process-structure-property analysis of short carbon fiber reinforced polymer composite via fused filament fabrication. J Manuf Process 64:544–556
Lv C et al (2022) Properties of 3D printing fiber-reinforced geopolymers based on interlayer bonding and anisotropy. Materials 15(22):8032
Nemat-Nasser, S. and M. Hori (2013) Micromechanics: overall properties of heterogeneous materials. Elsevier
Croccolo D, De Agostinis M, Olmi G (2013) Experimental characterization and analytical modelling of the mechanical behaviour of fused deposition processed parts made of ABS-M30. Comput Mater Sci 79:506–518
Huang B, Singamneni S (2015) Raster angle mechanics in fused deposition modelling. J Compos Mater 49(3):363–383
Cuan-Urquizo, E., S. Yang, and A. Bhaskar (2015) Mechanical characterisation of additively manufactured material having lattice microstructure. in IOP Conference Series: Materials Science and Engineering. IOP Publishing
Garg A, Bhattacharya A (2017) An insight to the failure of FDM parts under tensile loading: finite element analysis and experimental study. Int J Mech Sci 120:225–236
Gibson L, Ashby M (1999) Cellular solids: structure and properties. Cambridge Univ, Published online
Hedayati R et al (2017) Analytical relationships for the mechanical properties of additively manufactured porous biomaterials based on octahedral unit cells. Appl Math Model 46:408–422
Sun C-T, Vaidya RS (1996) Prediction of composite properties from a representative volume element. Compos Sci Technol 56(2):171–179
Tucker CL, Liang E (1999) Stiffness predictions for unidirectional short-fiber composites: review and evaluation. Compos Sci Technol 59(5):655–671
Guessasma S (2008) Young’s modulus of 2D cellular structures under periodic boundary conditions and subject to structural effects. Comput Mater Sci 44(2):552–565
Liu X, Shapiro V (2016) Homogenization of material properties in additively manufactured structures. Comput Aided Des 78:71–82
Park S-I et al (2014) Effective mechanical properties of lattice material fabricated by material extrusion additive manufacturing. Addit Manuf 1:12–23
Domingo-Espin M et al (2015) Mechanical property characterization and simulation of fused deposition modeling Polycarbonate parts. Mater Des 83:670–677
Somireddy M, Czekanski A, Singh CV (2018) Development of constitutive material model of 3D printed structure via FDM. Mater Today Commun 15:143–152
Somireddy M, Czekanski A (2017) Mechanical characterization of additively manufactured parts by FE modeling of mesostructure. J Manuf Mater Proc 1(2):18
Hasanov, S. (2021) Numerical modeling and experimental characterization of functionally graded materials manufactured by the fused filament fabrication process., Tennessee Technological University
Nasirov, A. (2019), Multiscale modeling of fused filament fabricated specimens., Tennessee Technological University
Hasanov S et al (2021) Hierarchical homogenization and experimental evaluation of functionally graded materials manufactured by the fused filament fabrication process. Compos Struct 275:114488
Gonabadi H et al (2022) Investigation of anisotropy effects in glass fibre reinforced polymer composites on tensile and shear properties using full field strain measurement and finite element multi-scale techniques. J Compos Mater 56(3):507–524
Hine PJ, Lusti HR, Gusev AA (2002) Numerical simulation of the effects of volume fraction, aspect ratio and fibre length distribution on the elastic and thermoelastic properties of short fibre composites. Compos Sci Technol 62(10–11):1445–1453
Kuchipudi, S.C. (2017) The effects of fiber orientation and volume fraction of fiber on mechanical properties of additively manufactured composite material
Bisoi A et al (2023) Experimental investigation of mechanical properties of additively manufactured fibre-reinforced composite structures for robotic applications. Appl Compos Mater 31:421–446
Kumar Mishra P (2023) Investigation into tensile behavior of 3D printed nylon-based low and high-volume fraction carbon fiber composite. Rapid Prototyp J 29:1679–1701
Garcia, J., et al (2023) Effect of Fiber Content on Anisotropic Behavior of 3D Printed Fiber Composites., SAE Technical Paper
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Ethical approval
The work described has not been published before.
Consent for publication
All authors approved the final manuscript for publication.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Gonabadi, H., Chen, Y. & Bull, S. Investigation of the effects of volume fraction, aspect ratio and type of fibres on the mechanical properties of short fibre reinforced 3D printed composite materials. Prog Addit Manuf (2024). https://doi.org/10.1007/s40964-024-00620-1
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40964-024-00620-1