
Abstract
In recent years, studies have proven that conformal cooling channels (CCC) in an additively manufactured mould result in a more efficient and effective injection moulding process. This can be achieved since CCCs are designed to follow the contour of the part being moulded so that the surface of the part is equidistant from the channel at all points. However, no studies were found which explored the combined effect of mould material thermal conductivity and varying cooling channel designs on the cooling performance of the mould from a sustainability point of view. Within this context, a study was carried out to explore the effect of the tool material’s thermal conductivity on the performance of various CCC designs in comparison with conventional, straight drilled cooling channels. The performance of the cooling channels was analysed from a sustainability point of view by comparing the channel performances in terms of energy consumption, financial implications, and the resulting quality of the part. The results of this study showed that the higher conductivity alloys were especially effective at reducing the cycle time and improving the energy performance of the process in the conventional cooling channel designs. These materials were also capable of reducing the overall cost of the process which was calculated in terms of material costs and electricity consumption. For the CCC designs, however, the high conductivity alloys were less effective in all aspects of this analysis, namely cooling time, energy efficiency, and overall costs. However, it is worth noting that based on the melt flow simulations, the alternative materials had little to no effect on the resulting quality of the part.
Similar content being viewed by others

1 Introduction
The polymer manufacturing industry has experienced considerable growth in recent years due to the continuous increase in demand for plastic products from different industrial sectors [1, 2]. In fact, between 2018 and 2021, the global plastics production increased by around 25 million tonnes [1]. Injection moulding is amongst the most widely used plastic manufacturing processes in industry today, mostly used for mass production of products. The injection moulding cycle comprises multiple phases; however, the cooling phase is responsible for up to 80% of the overall cycle time [2,3,4,5]. During the cooling phase, coolant is circulated through cooling channels which are designed and manufactured into the mould’s cavity plates and cores, thereby cooling the molten plastic inside the mould cavities. In conventional moulds, these cooling channels can only be machined as straight drilled bores due to machining limitations [1].
Given that injection moulding is used for mass production, and that the cooling phase is the lengthiest phase of the injection moulding cycle, a reduction in cooling time can result in higher productivity levels, energy savings and shorter lead times. The effect of these results is a reduction in the overall costs for the plastic component manufacturer. For this reason, a significant amount of research worldwide has been dedicated towards making the cooling phase of the injection moulding cycle more effective and efficient, thereby making the process more sustainable. Examples of the effect of a shorter cooling time can be found in [2, 6,7,8]. The drive behind this aim for a more sustainable injection moulding process stems from the ever-increasing pressure from society and governing bodies to curb the onset of climate change. Furthermore, there is now more awareness about how sustainability not only helps society and the environment but is also financially beneficial for the manufacturer.
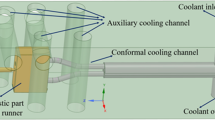
The effectiveness of the injection moulding cycle affects the quality of the part produced whilst the term efficiency is used to describe how long and energy-intensive the cycle is. The result of research on the cooling phase was the advent of what are known as conformal cooling channels (CCCs). As shown in Fig. 1, CCCs follow the geometries of the part being manufactured, ensuring that there is an equal distance between the cooling channel and the plastic part surface. CCCs significantly reduce the cycle time of the injection moulding process, whilst the quality of the part is improved due to more homogeneous cooling. Given the complex geometry of CCCs, the mould inserts containing the channels must be additively manufactured or 3D printed [5, 11,12,13].

Design comparison between conventional and conformal cooling channels
In the numerous studies conducted on the effect of CCCs on the injection moulding cooling phase, the results have been highly positive. Taking for example the work of [6], the use of CCCs with varying radii reduced the cycle time by 43%. In a separate study by Berger et al. [7], CCCs were designed to mimic the behaviour of human blood vessels, resulting in a cycle time reduction of 14%. The study conducted in [8] also supports these positive results as the introduction of CCCs to the production of plastic collimators yielded a cycle time reduction of 13%.
During the cooling phase, heat is transferred away from the molten plastic through two mechanisms, namely convection and conduction [9]. The coolant flowing through the cooling channels is mostly responsible for the convective side of heat transfer, whilst the mould material between the part and cooling channel caters for most of the heat transfer by conduction. Therefore, the cavity and core inserts play a very important role in the cooling of the part [9]. For many industrial applications, different types of steels are used as the material of choice for tooling. This is because whilst steel may not have the highest thermal conductivity, it provides significant resistance to wear and thermal fatigue [3, 9]. On the other hand, there are many readily available alloys which can provide a significantly higher thermal conductivity at the expense of the mould’s life expectancy, such as aluminium and copper alloys. In fact, studies have been conducted to investigate the effect of alternative materials on the quality and cycle time of the resulting injection moulding process [3, 10, 11]. In [3], various copper alloys were used for injection mould inserts, and compared to tool steel mould inserts. This resulted in a reduction in cooling time of up to 29%. Similarly, [10] and [11] assessed alternative materials. In the former study, the use of pure copper for a mould insert yielded a 29% reduction in cycle time whilst, in the latter study, the CCCs of the mould insert were lined with copper tubing such that a cooling time reduction of 35% was achieved.
The effect of a cycle time reduction on the energy efficiency of the injection moulding process had also been studied. In his paper, Kent [12] explores how the energy consumption of 114 injection moulding machines was affected by a reduction in cycle time. The result of this study is the equation shown in Eq. 1 and Fig. 2. This equation is related to the throughput of the machine in terms of parts per hour with the specific energy consumption (SEC) of the machine [12].

SEC vs throughput graph adopted from [12]
Similarly, the study by Cardeal, which is discussed in [13], also explores the same relationship as that of Kent in 35 different injection moulding machines. Given that the study in [12] covers a wider variety of injection moulding machines, Eq. 1 was used for the purpose of the study presented in this paper.
Whilst there have been studies which explore how varying insert materials affect the cooling time of injection moulding, no studies were found which also explored their effect on the injection moulding process from a sustainability point of view. Therefore, this simulation-based study aims to explore the combined effect of additively manufactured mould inserts with different CCC designs and mould materials with different thermal conductivities on the sustainability of injection moulding process. The results from the different materials and CCC designs of the injection moulds will be compared by taking into account the energy consumption, financial, and quality aspects.
2 Materials and methods
2.1 Materials
To test the effect of thermal conductivity on the cooling time, mould materials of varying thermal conductivities needed to be selected. In addition to the thermal properties, these materials were selected according to price and hardness. Since the mould inserts with complex CCCs must be additively manufactured, in this case using a laser powder bed fusion (L-PBF) system, the materials should also be available in powder form. The price of the material is also essential in determining the financial feasibility of using materials other than tool steels for the mould inserts. Since conventional and conformal CC designs are compared in this study, the price of the materials in both solid and powder form must be considered. The prices of these materials in their two forms are very different, with the prices in powder form typically being much higher. On the other hand, the hardness of the material is a property which greatly affects the life expectancy of the insert, as explained in Sect. 2.2.3.
As mentioned above, L-PBF was selected to manufacture the conformal cooling moulds since most studies show that parts of different materials produced through L-PBF achieved a relative density of around 99% [14]. Thus, it is assumed that this high density will also be achieved in the case of the mould inserts used in this study, and that their thermal properties will not be significantly affected [15]. Another reason for the selection of L-PBF as the manufacturing process was that the remaining non-sintered powder in the cooling channels does not require complex removal or cleaning processes. Therefore, the complexity of the designed conformal cooling channels will have little to no effect on the post-processing of the mould insert [14].
The moulding material considered in this study is HE125MO polypropylene (PP) as it is amongst the most used materials for injection moulding. This grade of PP offers good flow properties and high stiffness [16].
2.2 Tool steels
Common steels used for injection moulds are the H13 tool steel and 420 Stainless Steel (420SS), both of which were selected. The H13 tool steel is renowned for its high tensile strength and good resistance to thermal cracking, which are ideal material properties for injection moulds [17]. The 420 Stainless Steel (420SS) was selected due to its good corrosion resistance [18] and was used as the control material since it has the lowest thermal conductivity from all the materials selected. This material is also the cheapest in comparison to the other selected materials.
2.3 Aluminium alloys
Aluminium alloys are being considered as possible mould insert materials due to their significantly improved thermal conductivity over steels. This improvement in conductivity comes at the expense of the durability of the inserts. The aluminium alloy selected was the AlSi10Mg alloy, which is promoted for its excellent thermal conductivity, paired with a high dynamic toughness [17].
2.4 Copper alloys
Copper alloys provide an even higher thermal conductivity than aluminium alloys [17]. The copper alloy considered for this study, namely CuNi2SiCr, retains the desirable properties of copper, such as thermal conductivity and corrosion resistance, whilst also having improved mechanical properties, including but not limited to the strength and hardness of the material.
Table 1 lists the selected materials with their price and properties as well as the mould classifications based on the mould material used.
3 Methods
3.1 Mould design and case study part
To properly test the limitations of the cooling system, a case study part prone to inhomogeneous cooling according to [20] was designed. The resulting case study part, as shown in Fig. 3, consists of various features which are challenging to cool such as long and flat walls, thin vents at the front, and a deep core with an inner rectangular section, leaving less space for cooling channels, as well as a thick rib.

Annotated renders of front and rear of case study part
Based on the designed case study part, a mould was designed with inserts which include different CC designs as shown in Fig. 4. The overall dimensions of the inserts are 180 × 50 × 130 mm for the cavity insert and 180 × 58 × 130 mm for the core insert (these dimensions are the same for all CC designs). The designs involve both straight drilled channel designs, as well as conformal cooling channel designs. The simplest design, called Basic Cooling Channels (Basic CC) employs four straight drilled channels. The other conventional CC design is the Square CC design which follows a square-shaped pattern. The U-Shaped CCC is somewhat similar to the Basic CC design with two main differences: the main channels contour to the curves of the case study part and additional cooling channels are introduced to the core of the part. Finally, the most complex design is the Zigzag CCC which follows a 3D zigzag pattern.

Case study part mould inserts with different CC designs and the resulting mould inserts’ material volume
3.2 Simulation and comparison
Melt flow simulations were carried out using the Moldex3D software to analyse the effectiveness and efficiency of the designed cooling system, namely the cooling channels and the mould insert materials. For each different material, the thermal conductivity, density, and specific heat capacity was inputted into the software, as can be seen in Table 2. For the simulations, it is also assumed that the properties of the selected mould materials will not significantly change after the L-PBF process due to the relatively high material density of around 99% [14]. The simulations were used to determine the effects of the cooling phase changes on the quality of the part and the overall cycle time. The parameters used for the Moldex3D simulation are listed in Table 3.
3.3 Life expectancy of the mould inserts
The life expectancy of a mould manufactured using an alternative material to steel is an essential factor in determining the feasibility of these materials. However, the life expectancy of a mould cannot be calculated by any conventional formula. In fact, the life expectancy is usually determined through physical experimentation. In the case of this study, since physical experiments could not be carried out, the life expectancy of each alternative mould material was estimated using the mould classification standard set by the Society of Plastics Industry (SPI) [19]. This standard gives a rough estimate of the life expectancy of a mould according to the hardness of the mould material. The life expectancies of each material used in this study are listed in Table 1.
3.4 Results analysis
The resulting cooling times for each combination of cooling channel design and insert material were used for a preliminary energy analysis. In this analysis, the equation proposed by Kent [12] was used to find the SEC per part for each combination. To do this, however, the material throughput needs to be found. This was done by first calculating the theoretical cycle time of the control material for each CC design using Eq. 2. The factor of 0.65 in the equation was derived from the fact that the cooling time of the injection moulding process takes up an average of 65% of the entire cycle time [4]. The respective cycle times for all the other materials were found by deducting the reduction in cooling time they produce from the theoretical cycle time. To find the throughput in kg/hr, the number of cycles per hour was calculated using the cycle times found for each case and this was multiplied by the mass (mpart+runner) of the case study part and runner (found from CAD data), i.e. 22 g.
Furthermore, the SEC was used to analyse the cost reductions induced using alternative materials in terms of electricity tariffs and material insert costs to produce 1 million case study parts. To find the electricity costs for each material and CC design combination, the Maltese electricity tariffs were applied to the electricity consumption for 1 million case study parts. The tariff band for a large company in Malta is found in [21]. The mould insert material costs were based on the volume of material required for each insert and the properties of the materials as defined by the manufacturers. For the conventionally machined inserts, the volume of material required consists of a block of metal so that the metal can then be cut away through machining to form the required shape.
4 Results and discussion
4.1 Melt flow simulation results
Simulations were run for all combinations of mould insert material and cooling channel design, such that a series of 16 simulations were run. Figures 5 and 6 show examples of the simulation results. Figure 7 summarises the cooling times, maximum average temperatures, and part’s total displacement for each CC design and mould insert material combination. In the Moldex3D environment, total displacement refers to the resulting warpage of the part after it is ejected and allowed to cool to room temperature [21]. This total displacement accounts for displacement in all three directions of the Cartesian coordinates.

Simulation results for a cooling time for Basic CC with 420SS; b average temperature; and c total displacement for Basic CC with 420SS

Simulation results for a cooling time for Zigzag CCC with 420SS; b average temperature; and c total displacement for Zigzag CCC with 420SS

A graph of cooling time, maximum average temperature, and maximum total displacement vs. thermal conductivity
Figures 5 and 6 show that the thick rib feature took the longest to cool. This thick rib acted as a bottleneck for the cooling efficiency of each cooling system design. Taking Fig. 5a as an example, the thick rib required around 76 s to fully cool, whilst the outer walls of the part required a maximum of 27 s. Similarly, the average temperature of the part was highest in the thick rib, having a maximum average temperature of 155 °C in comparison to the average of 95 °C for the outer walls, which is due to the larger volume of plastic melt present in that area. In the case of the conventional cooling channel designs, the inner core walls behaved similarly to the thick rib, requiring almost 50 s more to cool completely, due to the lack of cooling channels designed in the core mould insert.
Compared to the control mould material (420SS), an increase in thermal conductivity of the mould insert material resulted in a decrease in cooling time for all cooling channel designs, as shown in Fig. 7. The maximum cooling time decrease of 47% was achieved by AlSi10Mg mould inserts. Furthermore, a pattern which can be drawn out is that from the thermal conductivity of aluminium alloy, the cooling time and maximum average temperature values converge, regardless of complexity of the cooling channel design. This means that any increase in thermal conductivity higher than that of aluminium has little to no effect on the cycle time or maximum average temperature of the part at ejection. Taking the Square CC for example, whilst the aluminium alloy resulted in a decrease of 43% in cooling time, the copper alloy reduced the cooling time by 45%, even though the thermal conductivity of the copper alloy is 54% higher than that of the aluminium one. This pattern also shows that thermal conductivity is not the only deciding factor on the material’s performance in injection moulding cooling. Together with a material’s density and specific heat, the thermal conductivity is one of the three properties which contributes to thermal diffusivity. As shown in Table 2, copper and aluminium have similar thermal diffusivities, leading to a similar cooling time reduction for these two materials.
The results of the simulations also show that the effectiveness of the increased thermal conductivity of the mould inserts decreases with increasing cooling channel design complexity. An example of this behaviour can be seen in the aluminium alloy, which reduced the cooling time by 47% in the Basic CC and only by 10% in the Zigzag CCC. A similar pattern can be seen in the plot for the maximum average temperature of the part at ejection. This pattern leads to the assumption that, in the simpler cooling channel designs, heat transfer is predominantly conductive in nature. In the conventional cooling channel designs, for example, there are no cooling channels that cool the core of the case study part, leaving more material mass for the insert materials. This means that the heat in areas which do not have nearby cooling channels must be extracted through heat conduction through the mould materials. In contrast, the more complex cooling channel designs have a significantly larger cooling channel surface close to the plastic part such that heat transfer by convection is the more dominant mechanism. For this reason, the use of high thermal conductive materials for the mould inserts yields less prominent results for the complex cooling channel designs.
In analysing the effects of these alternative materials on the sustainability of the injection moulding cycle, one cannot omit the effect the change in material has on the resultant part quality. The effect of the cooling system on the resulting quality of the part can be best investigated by examining the total displacement at the rounded sides of the part. These rounded sides were designed to provide a good comparison for the effectiveness of the cooling system design. Although the cooling time was significantly impacted by the change in insert material, there was no discernible change in the quality of the part produced, as shown in Fig. 7. In fact, between one material and another for the same cooling channel design, the maximum difference in warpage of the part was 0.046 mm between the control material 420SS and the AlSi10Mg inserts of the Simple CCC design. This is caused by the fact that each simulation run took place until the targeted ejection temperature of the moulding material (PP) was reached, which results in a significant difference in cooling time but not in the warpage value. Furthermore, no discernible pattern could be extracted from Fig. 7 for the resulting part quality. Considering this lack of pattern, the effect that each cooling system design has on the resultant part quality should be further studied through physical experimentation in a future study.
5 Environmental and costing analysis
As described in Sect. 2.2.4 Results, calculations were performed to find the SEC of the injection moulding process based on throughput, which varies directly according to cycle time. The results of the environmental and costing analysis are shown in Tables 4, 5, and Fig. 8.

Plots for SEC/part, productivity, and total cost for each combination of insert material and CC design
The results of this analysis show that as the thermal conductivity of the mould insert material increased, the productivity rate of the injection moulding process also increased. Similarly, the SEC per part decreased with an increasing thermal conductivity. This shows that an increase in thermal conductivity will create a faster and more energy efficient injection moulding process. This is especially true for the aluminium alloy which resulted in a maximum of 44% increase in productivity (from 0.68 to 0.97 kg/h) with a maximum of 15% decrease in SEC/part (from 128 to 109 Wh/part). As was also seen in Sect. 3.1 Melt flow simulation the copper alloy was less effective in reducing the cooling time of the injection moulding cycle. As a consequence, there were no significant improvements in the productivity of the injection moulding cycle or in the SEC/part when the copper alloy mould inserts were used.
In the preliminary financial analysis, the total costs of electricity consumption and mould inserts material costs were compared for each combination of material and CC design. For the conventional cooling channel designs, the higher conductivity materials incur a lower overall cost, saving a maximum of €1910. These cost savings directly correlate to the reduction in cooling time that the higher conductivity materials produce. This reduction in cooling time is large enough to offset the significantly increased material costs, especially when considering that for every one set of mould inserts made from steel, ten pairs of inserts must be manufactured for the aluminium and copper materials (as seen in Table 5). For the CCC designs, however, this is not applicable as all the alternative materials incur a higher material and electricity cost. The copper alloy produces a significant increase in costs of around €13,000 whilst the aluminium alloy requires around €2000 more than the control material. As discussed in Sect. 3.1 melt flow simulation, the higher conductivity materials were more effective in improving the sustainability of the injection moulding cycle when used for the conventional cooling channels.
It is also worth noting that this analysis did not take into consideration the costs of the machining and 3D printing processes due to limited data available. However, the reduction in cycle time leads to various advantages including shorter lead times, lower storage costs for work in progress (WIP), and higher customer satisfaction. Therefore, since limited factors could be considered in this quantitative analysis, the feasibility of the use of alternative materials for mould inserts should be investigated on a case-by-case basis.
6 Conclusion
The results of this study show that with increasing cooling channel complexity, the thermal conductivity of the mould material plays an ever-diminishing role. Taking the effect of the aluminium alloy as an example, this material resulted in a 47% decrease in cooling time for the Basic CC, but only a10% decrease for the Zigzag CCC. However, in situations where products are mass produced, even a slight decrease in cycle time may prove to be a significant advantage from a sustainability point of view. This is because a decrease in cycle time produces other indirect advantages such as shorter lead times, higher customer satisfaction, and lower storage costs for batches still being processed, etc. Nonetheless, any increases in mould material thermal conductivity beyond that of the aluminium alloy appear to yield very low return, with the copper alloy only resulting in a further 2% difference in cooling time compared to AlSi10Mg. The moulds with higher conductivity materials also create a more energy efficient injection moulding process, with the SEC/part for each mould material being decreased by a maximum of 15% for any one CC design. This energy efficiency bolsters the efforts to create a more sustainable injection moulding process.
In the costing analysis, a mixture of results was achieved. These results showed that amounts of up to around €1900 can be saved when manufacturing conventional cooling mould inserts out of high conductivity materials. However, this analysis considers the material costs and electricity tariffs. It is worth noting that these savings are achieved only by one injection moulding machine with the respective mould. For the CCC designs, the aluminium alloy just about breaks even with the costs of the control material. However, the shorter lead times that the alloy achieves (AlSiMg resulted in an average 13% decrease in cooling time) may still prove to be highly advantageous in a mass production environment.
The work produced in this study was set up to serve as a benchmark for a future study, in which novel CCC designs will be developed and compared to the designs created and simulated in this paper. This future study will move include both simulations and physical experiments, thus allowing for more in-depth analyses of various factors such as the maintenance of the mould inserts.
Data Availability
Data will be made available on request.
References
Plastics Europe (2022) ‘Plastics – the Facts 2022’. https://plasticseurope.org/wp-content/uploads/2022/10/PE-PLASTICS-THE-FACTS_V7-Tue_19-10-1.pdf. Accessed 8 Aug 2023
Feng S, Kamat AM, Pei Y (2021) Design and fabrication of conformal cooling channels in molds: review and progress updates. Int J Heat Mass Transf 171:121082. https://doi.org/10.1016/j.ijheatmasstransfer.2021.121082
Kelly AL, Mulvaney-Johnson L, Beechey R, Coates PD (2011) The effect of copper alloy mold tooling on the performance of the injection molding process. Polym Eng Sci 51:1837–1847. https://doi.org/10.1002/pen.21975
Kanbur BB, Suping S, Duan F (2020) Design and optimization of conformal cooling channels for injection molding: a review. Int J Adv Manuf Technol 106:3253–3271. https://doi.org/10.1007/s00170-019-04697-9
Jahan SA, El-Mounayri H (2016) Optimal conformal cooling channels in 3D printed dies for plastic injection molding. Procedia Manuf 5:888–900. https://doi.org/10.1016/j.promfg.2016.08.076
Kariminejad M, Kadivar M, McAfee M et al (2022) Comparison of conventional and conformal cooling channels in the production of a commercial injection-moulded component. KEM 926:1821–1831. https://doi.org/10.4028/p-q2k0v8
Berger GR, Zorn D, Friesenbichler W et al (2019) Efficient cooling of hot spots in injection molding. A biomimetic cooling channel versus a heat-conductive mold material and a heat conductive plastics. Polym Eng Sci 59:E180–E188. https://doi.org/10.1002/pen.25024
Mercado-Colmenero JM, Torres-Alba A, Catalan-Requena J, Martin-Doñate C (2021) A new conformal cooling system for plastic collimators based on the use of complex geometries and optimization of temperature profiles. Polymers 13:2744. https://doi.org/10.3390/polym13162744
Sánchez R, Martinez A, Mercado D et al (2021) Rapid heating injection moulding: an experimental surface temperature study. Polym Test 93:106928. https://doi.org/10.1016/j.polymertesting.2020.106928
Prashanth Reddy K, Panitapu B (2017) High thermal conductivity mould insert materials for cooling time reduction in thermoplastic injection moulds. Mater Today Proc 4:519–526. https://doi.org/10.1016/j.matpr.2017.01.052
Saifullah ABM, Masood SH, Sbarski I (2012) Thermal–structural analysis of bi-metallic conformal cooling for injection moulds. Int J Adv Manuf Technol 62:123–133. https://doi.org/10.1007/s00170-011-3805-5
Kent R (2008) Energy management in plastics processing—framework for measurement, assessment and prediction. Plast Rubber Compos 37:96–104. https://doi.org/10.1179/174328908X283285
Mianehrow H, Abbasian A (2017) Energy monitoring of plastic injection molding process running with hydraulic injection molding machines. J Clean Prod 148:804–810. https://doi.org/10.1016/j.jclepro.2017.02.053
Chowdhury S, Yadaiah N, Prakash C et al (2022) Laser powder bed fusion: a state-of-the-art review of the technology, materials, properties & defects, and numerical modelling. J Market Res 20:2109–2172. https://doi.org/10.1016/j.jmrt.2022.07.121
Fayazfar H, Salarian M, Rogalsky A et al (2018) A critical review of powder-based additive manufacturing of ferrous alloys: process parameters, microstructure and mechanical properties. Mater Des 144:98–128. https://doi.org/10.1016/j.matdes.2018.02.018
Ansys Granta EduPack | Software for materials education. https://www.ansys.com/products/materials/granta-edupack. Accessed 22 Aug 2023
Explore metals used in 3D printing. In: SLM Solutions. https://www.slm-solutions.com/products-and-solutions/powders/. Accessed 8 Aug 2023
Osprey® 420 martensitic stainless steel metal powder. In: Metal powder | Sandvik. https://www.metalpowder.sandvik/en/products/datasheets/martensitic-stainless-steel/osprey-420/. Accessed 8 Aug 2023
Admin C (2016) Codes & Standards. In: Plastics Industry Association. https://www.plasticsindustry.org/advocacy/codes-standards. Accessed 22 May 2023
Kazmer D (2016) Injection mold design engineering, 2nd edn. Hanser Gardner Publications, Munich
Total Displacement. https://support.moldex3d.com/2020/en/4-1-5-2_totaldisplacement.html. Accessed 9 Aug 2023
Funding
Open Access funding provided by the University of Malta. This research project titled Development and Performance Analysis of Sustainable Conformal Cooling Channels (CONFORM) was funded by the University of Malta through Transdisciplinary Research and Knowledge Exchange Complex (TRAKE) (2022) and supported by CoreTech System Co.,Ltd. by providing their melt flow simulation software Moldex3D.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Clark, R., Rochman, A., Refalo, P. et al. Towards sustainable injection moulding using 3D printed conformal cooling channels: a comparative simulation study. Prog Addit Manuf (2024). https://doi.org/10.1007/s40964-024-00609-w
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40964-024-00609-w