
Abstract
Shape memory polymer composites (SMPCs) have gained attention for their shape memory effects and wide-ranging applications. Understanding the bending shape recovery characteristics of 3D printed SMPCs is crucial for optimizing their performance. This study focuses on investigating the influence of different fiber orientations of continuous carbon fiber (CCF) in thermally stimulated SMPC. By controlling printing parameters and fiber orientation during the 3D printing process, we fabricate tailor-made rectangular composite test specimens. These specimens are subjected to controlled bending above the glass transition temperature of the polymer, inducing temporary deformation. The subsequent shape recovery process is carefully captured through high-speed video. Precise measurements of the bending curvature over time are obtained using the row-by-row image processing technique and analyzed. The shape recovery rate, shape recovery ratio, and shape fixity ratio of the test specimens were evaluated as a function of three CCF layout arrangements as well as fiber infill density embedded in Shape Memory Polymer (SMP) test specimens. The results revealed that the addition of CCF in the polymer matrix has a significant impact on shape memory behavior. Vertically aligned CCF in the SMP matrix improves the shape recovery ratio (92.97% compared to 78.77% of the pure SMP sample), while horizontal alignment of CCF ensures maximum shape fixity ratio (91.78% compared to 66.22% of the pure SMP sample). The cross-aligned CCF sample provides good recovery as well as fixity values. Further, it was observed that the horizontal alignment of CCF yields the fastest recovery performance. The outcome confirms that optimizing the fiber orientation enhances shape memory performance. Also, 40% of fiber infill density had greater shape fixity and overall recovery performance when compared to 30% and 50%. These findings have implications for tailored and high-performance SMPCs in biomedical devices, aerospace components, and robotics. Understanding temporal curvature behavior enables optimizing the design of materials with precise control over shape recovery. This research contributes to the design and optimization of SMPCs for diverse applications.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
4D printing represents the evolution of 3D printing, enabling self-assembly, self-repair, and multi-functionality materials through controlled and predictable shape and property transformations [1]. The general-purpose and digital mechanisms of 3D printing have enabled tool-less production of prototypes [2], tooling [3, 4], and end-use parts [5, 6] with unprecedented geometric freedom. In recent years, 4D printing and shape memory polymer composites (SMPCs) have emerged as cutting-edge technologies with immense potential in various fields, such as biomedical, smart bionic devices, electronics, aerospace, etc. However, challenges still exist in advancing 4D printing, requiring interdisciplinary research and technological progress in areas, such as 3D printing, responsive multi-materials, and modeling tools [7].
Shape Memory Polymers (SMPs) are a type of polymer-based artificial material that can change its shape in response to an external stimulus, such as temperature, light, pH, moisture, chemicals, electricity, magnetic fields, etc. [8] They have the capacity for high strain recovery, processability, programmability, multi-stimuli sensitivity, systematic actuation, and low actuation energy. They are versatile materials that memorize original shapes and restore them after temporary deformation. However, amorphous SMPs have several drawbacks with regard to high-performance engineering applications. They have weaker heat conductivity and mechanical characteristics for high-performance applications [9]. Combining these polymers with reinforcing fibers and fillers enhances the mechanical properties and functionality of the shape memory polymers, making them more suitable for a wider range of high-performance applications. This class of materials that combines SMPs with carbon fibers, glass fibers, or nanoparticles is typically referred to as SMP composites (SMPCs). SMPCs improve the mechanical strength, stiffness, and toughness of the SMP matrix. This reinforcement allows the composites to withstand higher loads, exhibit improved dimensional stability, and resist deformation more effectively compared to pure SMPs. [10] In their work, Akhoundi, B. et al. [11] provide valuable insights into improving mechanical properties by optimizing continuous fiber volume content and deposition in the thermoplastic matrix using a fused deposition modeling (FDM) 3D printer, which has broader implications for enhancing the strength of 4D-printed SMPCs.
Many studies have investigated the influence of different fillers, such as fibers [12], nanoparticles [13], and additives [14], on the shape memory properties of SMPCs. They have explored the effects of filler content [15, 16], distribution [17], and orientation [18, 19] on shape recovery, mechanical properties, and multi-stimuli responsiveness. However, the specific investigation of the influence of different continuous carbon fiber (CCF) layout arrangements on the shape memory behavior of thermally stimulated SMPCs has been understudied.
In recent years, many studies [20,21,22] have provided insights into the fabrication techniques, characterization methods, and mechanical and interface performance evaluations of 3D printed CCF-reinforced shape memory polymer composites (CCFRSMPCs). However, there is a paucity of studies on 4D-printed bending recovery performance. Extant literature predominantly focuses on the effects of curvature performance of SMPC laminates made by the film stacking process [23, 24]. For example, Li F, et al., 2019 [11] evaluated the impact of different fiber mass fractions on bending recovery performance and thermo-mechanical properties of unidirectional continuous carbon fiber-reinforced epoxy laminates. Similarly, Zhao et al. [25] used the same methodology to assess the effects of different fiber stacking configurations of unidirectional carbon fiber and glass fiber in hybrid SMPCs.
Particularly in the domain of 4D printing, Ding et al. [26] investigated the curvature performance of an SMP–Elastomer bi-layer printed by a multi-material Polyjet 3D printer. They combine numerous printing and programming stages into a single printing step. The mismatch in the coefficient of thermal expansion (CTE) between the SMP and the elastomer causes the laminate to bend as the temperature rises, inducing shape memory effects. However, the material itself lacks good mechanical properties at elevated operating temperatures mainly due to the absence of reinforcement [26]. There is reason to believe that embedding reinforcement, i.e., CCF, in SMP matrices can have a significant impact on bending recovery performance.
Several articles have recently been published that utilize modified FDM 3D printer or commercial fiber co-extrusion-based FDM printer to manufacture continuous fiber-reinforced SMPCs. Zhou et al. [27] developed SMPC with Ni80Cr20 fiber in a high-temperature polymer matrix to demonstrate controllable shape memory deformation, including self-sensing capabilities. Akhoundi [28] also integrated the Ni80Cr20 fiber in the PLA matrix to reinforce it and stimulate it internally through joule heating. They also evaluated its shape memory characteristics. Zeng et al. 2020 [29] used continuous carbon fiber in a PLA matrix to investigate the impact of printing parameters on joule heating-induced shape recovery. They also quantified the impact of bending angle and temperature on 4D-printed CCFRSMPC resistance during shape programming and recovery and developed a phenomenological model to explain the resistance changes. Dong et al. [30] printed cellular structural samples containing Kevlar fibers in a PLA matrix and investigated the impact of printing and structural parameters on shape memory effects. They found that increasing fiber content in the samples negatively affects the shape memory performance. Fallah et al. [31] recently examined the viability of joule heating recovery while also analyzing the fiber volume percentage and optimal printing characteristics required for CCFRSMPCs in PLA. Although the impacts of printing parameters and fiber volume percentage in polymer have been thoroughly investigated in the literature, the layout arrangement of CCF in an SMP remains a major open area of research.
This paper investigates the impact of three CCF layout arrangements and also the fiber infill percentage on the shape memory behavior of externally thermal-stimulated polylactic acid- (PLA) based SMPC. The fabrication of SMPC test specimens was performed using a material extrusion (MEX) 3D printer, allowing precise control of printing parameters and fiber orientations. Thermally stimulated programming through bending deformation was induced in the specimens using a custom-made mold. The recovery process was measured temporally by uniformly heating the test specimens above the glass transition temperature of the matrix polymer. The methods section provides detailed descriptions of specimen preparation, a novel technique for measuring bending curvature, and the experimental setup. The shape memory properties of different specimens are thoroughly analyzed and discussed, shedding light on their performance characteristics. By providing a comprehensive understanding of the relationship between fiber layout and shape memory behavior, this research contributes to the advancement of SMPCs and enables the development of tailored composites for enhanced performance in various applications.
2 Materials and methods
2.1 Materials and equipment
The polymer matrix used in this study was the eSUN 4D printing filament (eSun, Shenzhen, China), specifically the e4D-1 variant, which is a thermally stimulated shape memory material that is a PLA-based modification [32]. Proprietary CCF filament (Anisoprint Sarl, Luxembourg) was employed as the reinforcement material. This CCF filament contains 1.5 K carbon fibers with an elastic modulus of 150 GPa and tensile strength of 2200 MPa. The filament has a diameter of 0.35 mm and a carbon fiber volume fraction of 60%. It is impregnated with a combination of specialized photopolymer and epoxy, which serves as the thermoset matrix for the tow of filament.
The SMPC specimens were prepared using the Anisoprint Composer A4 printer (Anisoprint Sarl, Luxembourg). It offers the flexibility of using 1.75 mm diameter commercially available polymer filament as matrix material, including the material e4D-1 used in this study.
2.2 Sample preparation
The test specimens were designed with one control and three different CCF layout arrangements using Solidworks (Dassault Systèmes SOLIDWORKS Corp., Waltham, USA). The computer-aided design models were exported as STL files for pre-processing, and eventually, STL files were converted to G-code format for 3D printing. Custom-made G-code was created using Aura software (Version 1.27.2, Anisoprint Sarl, Luxembourg) and MATLAB (R2022a, Mathworks, Natick, USA). Three strategies were employed to orient the CCF within the samples: vertical layout (fibers aligned lengthwise), horizontal layout (fibers aligned breadthwise), and cross layout (fibers aligned in both lengthwise and breadthwise), as shown in Fig. 1. Additionally, a control sample lacking CCF was also included for comparison. The CCF samples were designed with a 100% polymer infill and 40% fiber infill to ensure good distribution of the matrix while preserving the shape memory effects. For comparing the effects of fiber infill density on the shape memory, three cross-layout samples with 30%, 40%, and 50% infill densities were prepared. These infill densities are representative of the fiber fill density percentage in the Aura software (it is not the weight percentage or volume percentage; it is the percent of filled space inside the shell) for the ‘Rhombic grid’ infill pattern with first rib angle as 90° and second rib angle as 0°.

Exploded view of the layer structure design of the test specimen (cross-aligned CCF layout is shown as an example). Different CCF layout designs are depicted in top right
The printing process utilized a temperature of 210 °C and followed the default parameters outlined in Table 1 for the PLA-CCF material profiles. The key factors were chosen in accordance with the material data sheet recommendations [32], the ideal printing settings suggested by the printer manufacturers, and the literature that has investigated the effects of shape recovery performance of CCFSMPCs [29, 33]. There would be an increase in mechanical and shape memory properties if the extruder temperature were raised from 180 to 200 °C, but there is almost no change above 200 °C [29, 33]. Additionally, 205 °C was chosen as the extruder temperature to maintain oxidation degradation at a minimum. Higher printing speeds reduce shape recovery due to incorrect material deposition [33], and hence, a value of 50 mm s−1 was selected. Although a higher layer height improves shape recovery performance, the 0.17 mm layer height was constrained by the stock CCF filament diameter and sample design requirements. The test specimens were designed with overall dimensions of 80 mm × 20 mm × 3 mm, to ensure compatibility with subsequent analysis (Fig. 1). A total of five specimens were printed for each testing sample. The control sample was created by incorporating a build plate layer with a height of 0.2 mm (identical to CCF layout samples), followed by 14 subsequent pure polymer layers with a height of 0.17 mm each (100% infill). The CCF layout samples apart from the build plate layer consisted of 7 SMP–CCF–SMP layers of 0.34 mm of height and two pure polymer layers with 0.17 mm height at the top. The SMP–CCF–SMP layer configuration involves placing a CCF layer between two SMP layers, effectively filling the negative space occupied by the CCF layer, minimizing large air gaps.
2.3 Temporary deformation
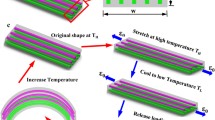
To induce bending deformation in the printed SMPC specimens, a thermal activation process was employed. The specimens were subjected to a temperature of 80 °C, which is above the glass transition temperature range (60–65 °C) of the SMP used as the matrix. This was achieved by immersing the specimens in water heated at desired temperature using sous vide apparatus for a duration of 10 s. The temperature was monitored using an electronic thermocouple. After heating, the specimens were immediately placed into a mold cavity (bending curvature, k = 1/60 mm−1) mounted on a mechanical screw device. The screws were tightened to deform or bend the specimen according to the desired curvature. The mold was specifically fabricated using the Acrylonitrile Butadiene Styrene (ABS) material which had a glass transition temperature of 105 °C to prevent any deformation in the mold. The specimens were then left in the tightened mold for 5 min to cool down and reach room temperature, effectively fixing the temporary shape. Subsequently, the specimens were removed from the mold and placed in a dry cabinet maintained at approximately 23 °C and 20% humidity for a period of 72 h.
2.4 Shape memory recovery
The experimental setup to capture recovery involved a clear water tank heated by sous vide apparatus at 80 °C, with temperature monitored using an external thermocouple. A high-speed camera was positioned to capture the recovery process. Once the water reached the desired temperature, a slide containing the specimen with the blue backdrop for contrast with calibration markers was carefully lowered into the tank, and a video recording was initiated to capture the bending recovery over time. Figure 2 shows the experimental setup. The captured video shows the bent specimen gradually presuming its remembered initial straight shape.

The experimental procedure and setup
2.5 Analysis
The recorded video at 24 fps was analyzed in MATLAB (R2022a, Mathworks, Natick, United States of America) using a custom-made algorithm based on the gradient-based object detection using row-by-row image processing technique. The frames were rotated, cropped, contrast-enhanced, and thresholded (to recognize the edge pixels) as a pre-processing phase by the algorithm. For each row of the pre-processed image, two edges are detected based on the change in contrast; the point of interest is the midpoint of these 2 edges. It is repeated for all the rows in the image. Then, a circle was fitted over the detected object (midpoint of both edges over all the rows of each image) to obtain the bending radius. The pixel distance information was then converted to millimeters using the calibration markers present in the video. For each frame, the bending curvature, which is the inverse of the bending radius, was calculated and plotted against time. The complete code and in-detailed explanation are provided in Appendix A. Figure 3 shows the comparison of the specimen after programming (shape fixity) and after recovery (shape recovery) of three different CCF layouts and the control layout used in this study. To assess the shape memory properties of the various samples in a quantitative manner, the bending curvature of each specimen was measured over time and plotted on a graph. From these measurements, the shape recovery ratio and shape fixity ratio were calculated. Shape recovery, which refers to the ability of the specimen to return to its original shape after being deformed, is quantified by the shape recovery ratio (R_r), calculated using Eq. 1 [34]

The comparison of rectangular specimens of each CCF and control layout after programming and after shape recovery
Here, k_nl represents the bending curvature measured under no-load conditions, while k_r corresponds to the bending curvature after shape recovery.
Shape fixity refers to the ability of the specimen to retain its programmed shape after unloading. It is assessed using the shape fixity ratio (R_f), calculated using Eq. 2 [34]
Equation 2 calculates the shape fixity ratio using the programmed bending curvature of mold (k_p).
3 Results
The performance evaluation of the samples involved the assessment of shape fixity ratio, shape recovery ratio, and recovery speed as key parameters. The influence of different CCF layout arrangements and fiber infill density on these shape memory characteristics was specifically analyzed. The 3D printed test specimens with different CCF arrangements are shown in Fig. 4. Figure 5 illustrates the comparison of the bending curvature change over the shape recovery process between the control specimen and the three fiber layouts.

Fabricated test specimen for different samples under investigation for shape memory performance is shown

Bending curvature over time for SMP specimen (yellow line) and carbon fiber-reinforced specimens
Figure 5 demonstrates notable differences in the shape memory performance between the candidate specimen with fibers and the candidate specimen for pure SMP selected for comparison. The shape fixity of the CCF specimen was significantly higher compared to the pure SMP specimen, indicating a superior ability of the CCF-reinforced composite to maintain the programmed shape. Additionally, the recovery rate of the CCF specimens was also higher than that of the pure SMP specimens, indicating a more efficient shape recovery. Although the recovery occurs at a similar time for both specimen types, the CCF specimens exhibit a faster speed of recovery, observed from the slope of the curve. This enhanced recovery speed implies a more substantial recovery effect in the CCF specimens, showcasing the advantageous influence of the carbon fiber reinforcement on the shape memory behavior of the composite material.
Figures 6 and 7 present the mean bending curvature over time for three distinct CCF layout patterns and CCF fiber infill density, respectively, in the shape memory polymer composites (SMPCs). Each data point (dashed line) represents the average bending curvature calculated from five individual specimen. The shaded region surrounding the mean curve represents the range of deviation, indicating the minimum and maximum values observed among the five samples. The solid blue line corresponds to the bending curvature of the mold employed during the bending deformation process. The control samples exhibited the poorest shape fixity (66.22%), whereas the horizontal fiber-aligned samples displayed the highest shape fixity ratio (91.78%) among all the layouts. Regarding the shape recovery ratio, both the cross (89.36%) and vertical fiber-aligned (85.96%) layouts demonstrated the highest recovery ratios. In contrast, the horizontal fiber-aligned layout exhibited the lowest recovery ratio (57.27%), suggesting a relatively weaker shape memory effect (Table 2). Furthermore, the analysis of the bending curvature curve reveals that all CCFSMPC samples exhibited higher recovery speeds compared to the control samples. Interestingly, the horizontal fiber-aligned samples stabilized faster than the other layouts. However, once they reach this state, they demonstrate a slight inversion in recovered shape with time. (Fig. 6). When the fiber infill density of 30%, 40%, and 50% are compared. The shape fixity ratio is highest for 40% fiber infill density (86.38%), while the shape recovery ratio remains the same for all the samples (Table 2).

Mean bending curvature over time for three different CCF layout patterns (vertical layout, horizontal layout, and cross layout) and control sample

Mean bending curvature over time for three different CCF infill percentage (30%, 40%, and 50%)
4 Discussion
The experimental procedure performed in this study provides a valuable approach for tuning SMPCs by selecting the appropriate fiber orientation considering the specific application requirements. The incorporation of CCFs not only enhances the overall strength of the composites [22], but also results in faster recovery and improved shape memory performance compared to pure polymer sample as demonstrated in this study. This can be attributed to the fact that CCF bundles inside the matrix provide structural rigidity and induces a spring-back effect from tension state during the bending shape recovery. Further, owing to good heat conductivity, CCF can evenly heat the material to the glass transition temperature quickly enabling faster recovery.
The observed variations in shape memory performance across different fiber layout patterns can be attributed to the effects of shape memory polymer matrix, inadequate interfacial bonding between the fibers and the polymer [35], and the buckling mechanics of fiber-reinforced SMPCs under finite flexure deformation [36]. The polymer matrix consists of long molecular chains that create net points where chain entanglement occurs. These lengthy chains exhibit flexibility and mobility at higher temperatures, while the net points act as fixed segments, stabilizing the chains. During programming, these chains deform the sample as they move around, and the strain energy gets stored at these fixed net points when the material cools under load. Upon heating the matrix above the glass transition temperature, this stored strain energy is released, facilitating shape recovery.
To gain deeper insights into the impact of fibers in the CCFRSMPCs, we can consider the fibers embedded in the matrix individually, both in the horizontal (lateral) and vertical (longitudinal) orientations. Horizontal fibers, as seen in the samples used in this study, segment the material laterally. During programming, they can act as locations where fractures form due to the insufficient bonding between the fibers and the PLA matrix. This is the proposed explanation for the higher shape fixity in the horizontally aligned samples. In this case, the shape memory polymer segments are solely responsible for recovery, and they do not recover the shape fully due to the presence of cracks at fracture sites. This explains why the control samples exhibit a higher recovery ratio than those with a horizontal fiber layout.
In the case of vertically aligned fibers within the SMPC, during bending at elevated temperatures, they can experience compression above the neutral plane and tension below it. The SMPC sample can be divided, thickness-wise, into regions of buckling compression, non-buckling compression, and non-buckling tension [36]. The tensile strength of carbon fibers significantly surpasses the shear strength of the matrix during the programming phase when the matrix is in a rubbery, soft state. Therefore, in the buckling compression region, micro-buckling of the fibers occurs in-plane, as the shear stiffness of the matrix under compression is insufficient to resist lateral deformation. Upon cooling under load (after programming), the shear stiffness of the matrix becomes strong enough to bear the lateral load, locking the structure, thus enhancing fixity compared to control samples. A considerable amount of strain energy is stored in this region, which, when combined with the limiting stored strain energy from compression strain in the non-buckling compression and the tension strain in the non-buckling tension region, contributes to the spring-back effect when the matrix is reheated beyond the glass transition temperature, resulting in excellent shape recovery performance of samples which have fibers in vertical direction.
Our experiments reveal that the spring-back effect, resulting from the micro-buckling phenomena of vertical fibers, plays a more dominant role in shape recovery. This is evidenced by the shape memory performance of cross-layout samples, which closely resembles that of the vertical layout. However, the cross layout exhibits a slightly lower recovery rate compared to the vertical layout, which can be attributed to the minor adverse impact on recovery caused by the introduction of cracks by the fibers in the horizontal direction.
To explain the observation from the density experiments, it seems that increasing the fiber content (40–50%) results in spring-back as the lower volume matrix fails in locking the fibers after removal of load following programming, hence resulting in poor fixity. Decreasing the fiber content (40–30%) decreases the segmentation of the polymer while also having the same number of fibers in the vertical direction thereby reducing fixity in the samples. Further, since all the samples (30%, 40%, and 50% fiber infill density) have adequate amount of vertical-oriented fiber-stored strain energy, they all have good shape recovery when heated.
Improved recovery ratios as evident from Fig. 6 in the vertical and the cross fiber-aligned CCFRSMPC are advantageous in various applications where quick and complete shape recovery is required, such as in shape-changing actuators, robotics, and aerospace components. The horizontal fiber-aligned CCFRSMPCs have good shape fixity characteristics, which is particularly valuable in applications that require programming a complex shape with narrow bends. Moreover, with a high shape fixity ratio, the CCFRSMPCs with good fixity values reach a stable recovered shape rapidly and effectively. The use of cross-infill CCF reduces the variation (also seen in Fig. 6) in shape memory characteristics, making the behavior more predictable and reliable. Extant literature mainly contains studies [8] that achieve tailoring of SMPCs through alteration in the material composition; however, in addition to the fiber infill density, the novelty of the present study includes tailoring of SMPCs by multiple fiber orientations and evaluating their impact using a novel methodology.
In this study, the unique methodology employs the use of high-speed video of the recovery process with calibration markers to characterize the shape memory properties. This allows for efficiently measuring the bending curvature over time as it does not require a complicated setup or the use of expensive tools. In addition, this method can be further developed to investigate the influence of various independent parameters that would affect the shape memory effect in an SMPC. For example, the independent parameters can include fiber density of different layouts, programming or stimuli temperature, and 3D printing parameters. Optimizing the 3D printing parameters can improve the interfacial bonding of the fiber with the SMP matrix. Additionally, future work is possible in exploring different combinations of matrix and fiber materials that can be used to further optimize the performance of SMPCs.
The approach had a limitation wherein few specimens, particularly those that had vertically aligned fibers, endured the development of an outward tilt-based notch as a result of the carbon fiber path bending in the plane. The interaction of this notch with the background of the slide led to a twisting of the specimen, which caused a slight variation in the reading of the bending curvature. To overcome this limitation, we increased the gap between the specimen and the background slide. Consequently, we identified and removed the vertical samples that exhibited twisting to improve the reliability of our results. Also, to determine whether PLA absorbed water during processing and testing, to validate the approach, we also conducted an additional experiment in which we took measures to prevent water absorption by wrapping the test specimen in a thin layer of plastic wrap. Although the recovery rate was slightly slower due to the potential restriction in heat transfer, the results demonstrated that fixity and recovery ratios were identical to the experimental results without the use of plastic wrap. This confirms that the observed fixity and recovery ratios were not significantly affected by hygroscopicity of PLA.
This study provides detailed insights into the temporal bending dynamics of shape recovery. To further predict the behavior of the shape memory, various mathematical models (e.g., sigmoid curves) could be fitted to this experimental data, and relationships between independent parameters and shape memory characteristics could be predicted. This would enable making the material more tunable and tailored for specific applications. This research work could also be expanded by incorporating thermal analysis techniques like differential scanning calorimetry (DSC) or thermogravimetric analysis (TGA) that can provide valuable insights into the thermal behavior and transitions of SMPCs. Analyzing the data from these techniques can help in understanding the relationship between thermal properties and shape memory performance.
Other applications for this research include investigating the impact of electrically heating CCFs or observing alternate reinforcing materials with joule heating capabilities. This can enable the measurement of shape memory effects under electrical stimulation, expanding the potential applications of SMPCs in the field of active materials and smart systems. For example, Akmal and Salmi [37] have already conducted electrical resistance measurements under flexural loads to investigate the self-sensing capability of test specimens embedded with continuous carbon fiber and continuous copper wire. Coupled with SMPCs, this can allow for creating smart parts that can act as actuators and sensors simultaneously with closed-feedback. The research holds significant implications for various applications, and could demonstrate the versatility of tuning carbon fiber-reinforced SMPCs in self-deployable mechanisms in aerospace and automobile industry like hinges [38], antennas [39], smart release mechanisms [40, 41] etc.
5 Conclusion
In conclusion, this study successfully investigated the shape memory performance of carbon fiber-reinforced shape memory polymer composites (SMPCs). The results demonstrated the significant impact of continuous carbon fiber (CCF) on the shape memory behavior of the polymer matrix. The incorporation of CCF not only improves the strength and shape memory performance of the composites, but also reduced the variation in shape memory behavior compared to pure polymer sample.
The analysis of the shape fixity ratio revealed that the CCF samples exhibited significantly higher shape fixity compared to the pure SMP sample. Furthermore, the CCF samples with fibers in vertical direction demonstrated higher shape recovery ratios, indicating their ability to recover the programmed shape efficiently.
The investigation of bending recovery of the different carbon fiber layout patterns using this novel method revealed interesting observations. The horizontal CCF layout exhibited the highest shape fixity ratio among all the samples, while the cross and vertical layouts displayed the highest shape recovery ratios. However, it was noted that the horizontal layout had a significantly lower recovery ratio compared to the other layouts. Additionally, the recovery speed analysis indicated that all CCF samples exhibited faster recovery compared to the control sample, suggesting the potential for a quicker shape restoration.
It was also observed that deviating from the optimal fiber content had adverse effects on both shape fixity and the overall shape memory performance. Specifically, the cross CCF layout with a 40% fiber infill density exhibited the highest shape fixity when compared to layouts with 30% and 50% fiber infill densities. However, the final recovered shape after programming remains similar irrespective of fiber infill density.
The findings of this research contribute to the understanding and optimization of SMPCs by providing insights into the effects of fiber orientation on shape memory performance. The developed algorithm for measuring the change in bending curvature over time could be a valuable tool in evaluating the dynamic behavior of composites. Future work can focus on further parameter optimization, mathematical modeling, and thermal analysis to enhance the performance and predictability of SMPCs. Overall, the knowledge gained from this study opens up new avenues for the design and application of shape memory polymer composites in various fields, including deployable structures, robotics, biomedical devices, and aerospace engineering.
data availability
The additional data that support the findings of this study are available from the corresponding author, SS Kumar, upon reasonable request.
References
Momeni F, Mehdi M, Hassani NS, Liu X, Ni J (2017) A review of 4D printing. Mater Des 122:42–79. https://doi.org/10.1016/j.matdes.2017.02.068
Campbell I, Diegel O, Kowen J, et al (2022) Wohlers report 2022 analysis. Trends. Forecasts. 3D printing and additive manufacturing state of the industry. Wohlers Associates
Akmal JS (2022) Switchover to additive manufacturing: Dynamic decision-making for accurate, personalized and smart end-use parts. Aalto University. In: Aaltodoc. https://aaltodoc.aalto.fi/handle/123456789/117897. Accessed 18 Jul 2023
Salmi M, Partanen J, Tuomi J, et al (2018) Digital spare parts. In: Aaltodoc. https://aaltodoc.aalto.fi/handle/123456789/30189. Accessed 18 Jul 2023
Akmal JS, Salmi M, Björkstrand R et al (2022) Switchover to industrial additive manufacturing: dynamic decision-making for problematic spare parts. Int J Oper Prod Manag 42:358–384. https://doi.org/10.1108/IJOPM-01-2022-0054
Kukko K, Akmal JS, Kangas A et al (2020) Additively manufactured parametric universal clip-system: an open source approach for aiding personal exposure measurement in the breathing zone. Appl Sci 10:6671. https://doi.org/10.3390/app10196671
Wang L, Zhang F, Du S, Leng J (2023) Advances in 4D printed shape memory composites and structures: actuation and application. Sci China Technol Sci 66:1271–1288. https://doi.org/10.1007/s11431-022-2255-0
Xie T (2011) Recent advances in polymer shape memory. Polym (Guildf) 52:4985–5000. https://doi.org/10.1016/j.polymer.2011.08.003
Lei M, Chen Z, Lu H, Yu K (2019) Recent progress in shape memory polymer composites: methods, properties, applications and prospects. Nanotechnol Rev 8:327–351. https://doi.org/10.1515/ntrev-2019-0031
Khalid MY, Arif ZU, Noroozi R et al (2022) 4D printing of shape memory polymer composites: a review on fabrication techniques, applications, and future perspectives. J Manuf Process 81:759–797. https://doi.org/10.1016/j.jmapro.2022.07.035
Akhoundi B, Behravesh AH, Bagheri Saed A (2019) Improving mechanical properties of continuous fiber-reinforced thermoplastic composites produced by FDM 3D printer. J Reinf Plast Compos 38:99–116. https://doi.org/10.1177/0731684418807300
Li F, Scarpa F, Lan X et al (2019) Bending shape recovery of unidirectional carbon fiber reinforced epoxy-based shape memory polymer composites. Compos Part A Appl Sci Manuf 116:169–179. https://doi.org/10.1016/j.compositesa.2018.10.037
Gunes IS, Cao F, Jana SC (2008) Evaluation of nanoparticulate fillers for development of shape memory polyurethane nanocomposites. Polym (Guildf) 49:2223–2234. https://doi.org/10.1016/j.polymer.2008.03.021
Huang M, Dong X, Gao Y et al (2014) Probing the structure evolution/orientation induced by interaction between polyurethane segments and SiO2 surface in shape memory process. Polym (Guildf) 55:4289–4298. https://doi.org/10.1016/j.polymer.2014.06.060
Kai Yu, Liu Y, Leng J (2011) Conductive shape memory polymer composite incorporated with hybrid fillers: electrical, mechanical, and shape memory properties. J Intell Mater Syst Struct 22:369–379. https://doi.org/10.1177/1045389X11401452
Wang Z, Liu J, Guo J et al (2017) The study of thermal, mechanical and shape memory properties of chopped carbon fiber-reinforced TPI shape memory polymer composites. Polym (Basel) 9:594. https://doi.org/10.3390/polym9110594
Huang J, Cao L, Yuan D, Chen Y (2019) Design of multi-stimuli-responsive shape memory biobased PLA/ENR/Fe3O4 TPVs with balanced stiffness-toughness based on selective distribution of Fe3O4. ACS Sustain Chem Eng 7:2304–2315. https://doi.org/10.1021/acssuschemeng.8b05025
Korotkov R, Vedernikov A, Gusev S et al (2021) Shape memory behavior of unidirectional pultruded laminate. Compos Part A Appl Sci Manuf 150:106609. https://doi.org/10.1016/j.compositesa.2021.106609
Ren L, Li B, Song Z et al (2019) Bioinspired fiber-regulated composite with tunable permanent shape and shape memory properties via 3d magnetic printing. Compos B Eng 164:458–466. https://doi.org/10.1016/j.compositesb.2019.01.061
Kasmi S, Ginoux G, Allaoui S, Alix S (2021) Investigation of 3D printing strategy on the mechanical performance of coextruded continuous carbon fiber reinforced PETG. J Appl Polym Sci. https://doi.org/10.1002/app.50955
Tian X, Liu T, Yang C et al (2016) Interface and performance of 3D printed continuous carbon fiber reinforced PLA composites. Compos Part A Appl Sci Manuf 88:198–205. https://doi.org/10.1016/j.compositesa.2016.05.032
Liu F, Ferraris E, Ivens J (2022) Mechanical investigation and microstructure performance of a two-matrix continuous carbon fibre composite fabricated by 3D printing. J Manuf Process 79:383–393. https://doi.org/10.1016/j.jmapro.2022.04.050
Zhang C-S, Ni Q-Q (2007) Bending behavior of shape memory polymer based laminates. Compos Struct 78:153–161. https://doi.org/10.1016/j.compstruct.2005.08.029
Cheng X, Chen Y, Dai S et al (2019) Bending shape memory behaviours of carbon fibre reinforced polyurethane-type shape memory polymer composites under relatively small deformation: Characterisation and computational simulation. J Mech Behav Biomed Mater 100:103372. https://doi.org/10.1016/j.jmbbm.2019.103372
Zhao H, Lan X, Liu Y et al (2022) Flexural and shape memory properties of unidirectional glass and carbon fibers reinforced hybrid shape memory polymer composites. Smart Mater Struct 31:115024. https://doi.org/10.1088/1361-665X/ac9565
Ding Z, Yuan C, Peng X et al (2017) Direct 4D printing via active composite materials. Sci Adv. https://doi.org/10.1126/sciadv.1602890
Zhou Y, Yang Y, Jian A et al (2022) Co-extrusion 4D printing of shape memory polymers with continuous metallic fibers for selective deformation. Compos Sci Technol 227:109603. https://doi.org/10.1016/j.compscitech.2022.109603
Akhoundi B (2023) An evaluation of the shape-memory behavior and mechanical properties of polylactic acid/Ni80Cr20 continuous wire composite produced by extrusion-based additive manufacturing and in-melt simultaneous impregnation method. J Reinf Plast Compos. https://doi.org/10.1177/07316844231197036
Zeng C, Liu L, Bian W et al (2020) 4D printed electro-induced continuous carbon fiber reinforced shape memory polymer composites with excellent bending resistance. Compos B Eng 194:108034. https://doi.org/10.1016/j.compositesb.2020.108034
Dong K, Ke H, Panahi-Sarmad M et al (2021) Mechanical properties and shape memory effect of 4D printed cellular structure composite with a novel continuous fiber-reinforced printing path. Mater Des 198:109303. https://doi.org/10.1016/j.matdes.2020.109303
Fallah A, Asif S, Gokcer G, Koc B (2023) 4D printing of continuous fiber-reinforced electroactive smart composites by coaxial additive manufacturing. Compos Struct 316:117034. https://doi.org/10.1016/j.compstruct.2023.117034
E4D-1-esun3d.com [Technical Data Sheet]. Available at: https://www.esun3d.com/uploads/eSUN_e4D-1-Filament_TDS_V4.0.pdf (Accessed: 13 October 2023)
Barletta M, Gisario A, Mehrpouya M (2021) 4D printing of shape memory polylactic acid (PLA) components: investigating the role of the operational parameters in fused deposition modelling (FDM). J Manuf Process 61:473–480. https://doi.org/10.1016/j.jmapro.2020.11.036
Xie T (2010) Tunable polymer multi-shape memory effect. Nature 464:267–270. https://doi.org/10.1038/nature08863
Li N, Li Y, Liu S (2016) Rapid prototyping of continuous carbon fiber reinforced polylactic acid composites by 3D printing. J Mater Process Technol 238:218–225. https://doi.org/10.1016/j.jmatprotec.2016.07.025
Lan X, Liu L, Liu Y et al (2014) Post microbuckling mechanics of fibre-reinforced shape-memory polymers undergoing flexure deformation. Mech Mater 72:46–60. https://doi.org/10.1016/j.mechmat.2013.05.012
Akmal Jan, Salmi Mika (2023) Additive manufacturing of self-sensing parts through material extrusion (Submitted)
Lan X, Liu Y, Lv H et al (2009) Fiber reinforced shape-memory polymer composite and its application in a deployable hinge. Smart Mater Struct 18:024002. https://doi.org/10.1088/0964-1726/18/2/024002
Santo L, Quadrini F, Bellisario D (2016) Shape memory composite antennas for space applications. IOP Conf Ser Mater Sci Eng 161:012066. https://doi.org/10.1088/1757-899X/161/1/012066
Wei H, Liu L, Zhang Z et al (2015) Design and analysis of smart release devices based on shape memory polymer composites. Compos Struct 133:642–651. https://doi.org/10.1016/j.compstruct.2015.07.107
Zhang D, Liu L, Lan X et al (2022) Synchronous deployed design concept triggered by carbon fibre reinforced shape memory polymer composites. Compos Struct 290:115513. https://doi.org/10.1016/j.compstruct.2022.115513
Acknowledgements
This work is supported by the JAES foundation.
Funding
Open Access funding provided by Aalto University. The funding has been received from Jane ja Aatos Erkon Säätiö.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Kumar, S.S., Akmal, J.S. & Salmi, M. 4D printing of shape memory polymer with continuous carbon fiber. Prog Addit Manuf (2023). https://doi.org/10.1007/s40964-023-00553-1
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40964-023-00553-1