
Abstract
The study presents the crack mouth opening and propagation of cracks in a composite material printed by material extrusion subjected to monotonic loading. The composite material is made out of a nylon matrix (with embedded short carbon fiber—called Onyx®) and reinforced with continuous Kevlar fibers. Three-point bending tests were performed on notched specimens built according to ASTM-E399. Tests were digitally recorded to extract crack opening displacement (COD) and crack length data through image treatment techniques (using ImageJ), and results were analyzed using linear elastic fracture mechanics parameters through the use of COD. Therefore, the crack mouth opening was established, and fracture toughness was found to be 46 MPa√m. Additionally, microscopy analysis identified fracture zones, crack initiation, transition, and final rupture. The observed failure mechanisms were matrix cracking, fiber pull-out, fiber breakage, and defects such as non-proper fiber-matrix bonding.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
From a literature review [1, 2], an experimental campaign was launched to characterize the toughness of polymer matrix composite (PMC) reinforced with continuous fiber and manufactured by material extrusion. Moreover, fracture resistance plays a vital role in a damage-tolerant design [3]. These types of composites are used mainly for tooling, vises, prototypes [4] and even end-use parts [5]. Therefore, there is a need to better understand the failure mechanisms and to develop models to predict the novel Additively Manufactured (AM) composites behavior to widen their applications [6].
On the other hand, the ASTM E-399 standard identifies the crack initiation load, PQ, by plotting a 5% secant (a line equal to 95% of the initial elastic loading slope) on the load–displacement curve obtained when testing a cracked sample. At the same time, the crack length needs to be recorded. Then, the apparent fracture toughness, KQ can be computed using a relationship like the one presented in Eq. (1), giving other validity requirements for geometry relationships and plasticity limitations are met.
where t is thickness, w is the residual ligament, and f(a/w) is a dimensionless relation for crack length and residual ligament. However, the relationships recommended by ASTM standards, such as Eq. (1), only apply to isotropic materials. Strictly speaking, composites do not fall into this category. Nevertheless, successful precedents in the literature used a fracture mechanics approach [3, 7,8,9] on composites.
PMC failure modes due to mechanical load can be external: matrix cracking (transverse or parallel to load) or internal: fiber rupture, matrix cracking, fiber-matrix debonding, fiber buckling, and delamination [8]. From them, matrix cracking affects the composite stiffness as the continua that holds the fiber no longer exists.
Due to the complexity of the composite’s failure mechanism, the lack of a framework based on mathematical or physical foundations to appropriately describe mode I fracture has led to addressing the problem through experimental approaches [10]. Although polymers are considered time-dependent materials [10, 11] and that composites are highly orthotropic, there is evidence that fracture mechanics can be successfully applied to polymer [12,13,14] and PMC [7, 15,16,17]. Harris and Morris [9] tested laminated composites under different geometries concluding that toughness was independent of geometry. Moreover, Papon and Haque [8] tested C (T) geometries on PLA matrix and short carbon fiber reinforcement, assuming the material as a continuum obtaining properties in bulk. Moreover, linear elastic fracture mechanics has been applied to PMC [3, 7,8,9, 18] and metal matrix composites [19]. In any case, composites were treated as a bulk material using a Linear Elastic Fracture Mechanics (LEFM) approach. Furthermore, optical methods have been applied to establish fracture mechanics parameters in pure and mixed-mode [7, 18, 20, 21]. Therefore, laboratory measurements can only be used in service parts when load histories at the crack tip are similar [10].
This work shows crack opening displacement (COD) measurements and crack propagation behavior in a notched PMC printed by material extrusion. The CODs were obtained through image treatment techniques. Onyx (nylon with embedded chopped carbon fiber) through a heated nozzle reinforced with continuous Kevlar fibers and bonded by thermal reaction, MEX-TRB/P/Onyx according to ISO52900:2021 [22], herein called MEX, and also known as fused deposition modeling.. The measured CODs are used to estimate the fracture toughness KIc, using a LEFM model. The importance of such characterization is that modeling can be simplified by treating the part as bulk material avoiding the heavy computational cost and expert training needed for more advanced modeling.
2 Literature review
2.1 Material extrusion
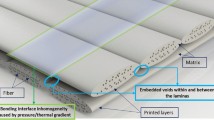
In 2015, Markforged [23] obtained a patent to manufacture MEX composites reinforced with continuous fibers. MEX is the most popular of AM technologies [24]. A schematic of the composites MEX printing process is shown in Fig. 1.

Adapted from Ref. [6]
Schematics of composites MEX printing.
MEX is a manufacturing technique in which the topology is reconstructed layer by layer from a G-code file previously converted to the STL language. For Markforged® composites, this process is done by software in the cloud called Eiger® [23].
Before printing a part, several process parameters must be selected in the Eiger® software [3]. These variables are fiber type (carbon, Kevlar, fiberglass, and high-temperature fiberglass), fiber volume fraction (Vf), fiber layout type (concentric and isotropic, as shown in Fig. 2, matrix infill pattern (rectangular, hexagonal, triangular, and gyroid as seen in Fig. 2, and solid infill), as well as matrix infill density, matrix deposition angle, and fiber deposition angle.

Options for matrix infill
Mechanical properties for matrix (Nylon and Onyx®) and continuous fibers, are shown in Table 1. It must be noted that Onyx® is a composite itself, a nylon matrix reinforced with chopped carbon fiber.
2.2 Fracture
For a fracture to exist, the material needs to be subjected to a mechanical load that favors the formation of a crack and its subsequent propagation, causing its partial or total disintegration [10].
Williams’ solution, based on a complex Airy stress function, describes the displacement field for an infinite cracked plate [10] as seen in Fig. 3, where the position of opposite-to-the-crack points A and B is described in polar coordinates (r, θ) with origin on the crack tip. It is expressed as an infinite series of n terms, as shown in Eq. (2) for displacements U, V, and W in three independent axes as follows:
where a1 = KI/√2π, b1 = KII/√2π, a2 = σox/4 the so-called T-stress, G is shear modulus, ν is Poisson ratio, KI, and KII are the stress intensity factors in opening mode I, and in-plane sliding mode II, respectively, and k is the Kolosov constant given by Eq. (3). One can see that if there is only one applied load (mode I or II), the other is always present.

Notation for the coordinate system and displacements around a cracked body
If one simplifies Williams´ series to only the first term, the SIF in mode I (V displacement), and applies it to points A and B, as seen in Fig. 3, Eq. (4) is given.
Finally, if one assumes the points A and B are sufficiently far and about equally distanced from the crack tip, θ can safely be considered as 180°, giving the simplified equation shown in Eq. (5) as follows:
So, KI depends on two points’ relative displacement, their position, and Young’s modulus, E. Therefore, one can use Eq. (4) to calculate SIF mode I by measuring the relative displacement of two opposite-to-crack points and their position from the crack tip. This is called the crack opening displacement (COD). Such approach has been used before [26].
On the other hand, if one augments the sample thickness, KI stabilizes at some point, to become KIc, fracture toughness, which is defined as the material’s capacity to absorb energy in the presence of defects, such as a crack. Therefore, toughness is of the utmost importance in failure-tolerant designs.
The competition between the micromechanisms present determines the transition from ductile to brittle fracture behavior in polymers during the fracture process as follows: shear yielding for ductile fracture and yielding by cavitation (crazing) in the case of brittle fracture, constituting the primary source of energy absorption in the material [10]. Brittle fracture mechanisms are favored by a drop in temperature, an increase in test speed and thickness, as well as by the presence of sharp notches and/or the application of annealing heat treatments.
2.3 Image processing
Fiji is an enhanced version of ImageJ for Microsoft Windows® that work with 8, 16, and 32bit images in many different formats. Fiji [27] was developed by the United States National Institutes of Health, runs in Java 1.8® or newer, has a public domain license and public source code. As an advantage, it can update implemented routines, a handy feature for repetitive tasks. Fiji has a comprehensive functionality in image treatment that allows one to get histograms, make contrasts, invert colors, make transformations, and even compare pixels to find the dimensions of objects that appear in photographs or visual material [28].
3 Material and methods
The tensile strength is higher for a printing direction parallel to the load than in a direction perpendicular to the load [29, 30].So, toughness was evaluated only in that direction. The fiber content, Vf, was set at 13.6% according to previous results [30, 31] Although the rule of mixtures predicts a constant increase in properties with fiber content, there is evidence [1] that the higher the Vf the poorer matrix-fiber adhesion, hence, properties may not be as expected. Finally, relative density was found to be between 1.14 and 1.19.
3.1 Samples
A total of five types of specimens of 10, 15, 20, 25, and 30 mm thickness were tested. All samples were 140 long and 30 mm high and they were built according to the ASTM E-399 using a modified SENT version, as seen in Fig. 4a. Because the top corners are beyond the K-dominated zone, they were left out of the sample. In Fig. 4b one can see the fiber distribution as configured in the Eiger® software. The fiber was placed perpendicular to the acting load to fully enhance properties. Figure 4a also shows the nomenclature used, where b is the measured crack opening, r is the measured crack length plus notch, COD is the actual crack opening displacement, and a is the crack length. Finally, Fig. 4c shows details of the V-shaped notch, and Fig. 4d shows an exemplary photograph of the actual crack tip radius measured on printed samples with an optical microscope to be between 52 and 59 µm.

SENT sample a dimensions and notation, b fiber distribution, c CAD notch details, d printed notch close up
3.2 Testing
Each sample was supported by two 10 mm diameter rollers separated by 120 mm (support span). The load, P, was applied at a speed of 1 mm/min by a 10 mm diameter roller., The load speed was sufficiently low to avoid polymer-matrix heating and to be considered as a static load [10].
The experimental setup is shown in Fig. 5. The force was measured by the MTS Bionix® load cell (4), and it was observed on the monitor (1). In order to record the force, COD, and crack length, a camera (2) was placed approximately 50 mm from the specimen (3). The camera (2) was a Xiaomi mi 10 T Pro phone with a resolution of 108 MP, 0.8 µm pixels sensor, and a 5 × optical lens with f/2.4 aperture and 123° field of view. During the test, the camera (1) recorded the experiment at 30 frames per second. Tests were done at ambient temperature (25 ℃) to avoid glass transition temperature, which for Nylon is about 50 ℃ [32]. Samples were immersed in liquid N2 and were broken to obtain brittle fracture and observed with a QUANTA Feg 650 SEM. Finally, samples were gold plated to enhance conductivity under the SEM.

Experimental setup
3.3 Image treatment
All images were input in Fiji as a *.TIFF file format. The separation for the two corner points was extracted from the software for each recorded image. Then, using a scale on each photograph, the pixel/mm conversion was done so the COD and r values were established. Finally, three evaluations were made for each measured photograph to minimize a subjective reading.
4 Results and discussion
A detailed photograph of tested samples is seen in Fig. 6, where one can see a combination of fiber breaking and matrix cracking. The crack path (CP) may kink from the preferred mode due to an applied mixed-mode load or to a stress concentration factor ahead of the crack tip [33] in isotropic materials. In the case of composites, CP deflection may be attributed to the fibers providing a stiffer and tougher region ahead of the crack tip, so the way to release the least amount of energy may be turning away from the fiber [10]. One can see in Fig. 6 that despite the presence of short fiber reinforcement in the matrix and the continuous Kevlar reinforcement, the CP macroscopically did not deviate from mode I. We can also observe that the continuous Kevlar reinforcement acted as a shock absorber, which hindered the crack opening.

Macroscopic appearance of tested samples
Figure 7 shows the measured force and displacement. The samples exhibited the same slope due to the approximately constant Vf, and symmetrically applied load, agreeing with results from the literature [7]. Papon and Haque [8] performed a similar analysis for composites with different Vf content, and Harris and Morris [9] did so for classical laminated composites. The force raises almost linearly until a maximum value, evidencing the brittle character of the composite. When the applied stress gradient at the crack tip surpasses its rupture strength, the ligament a strip ahead of the notch breaks, the slope tends to change towards a less brittle material, until the composite reaches the maximum load and finally the crack starts to propagate and the force to decrease [7]. As one can see, the sample loses rigidity, needing less force to produce a new increment in crack length.

Force vs. displacement for different thicknesses
4.1 Crack opening
The COD versus applied force over sample thickness for the five different thicknesses is seen in Fig. 8. The COD can be used as a measure of toughness as stated in ASTM E1820 or ISO 12135. At larger loads, the COD is lower, and as the crack grows, the COD is larger, requiring a lower force to continue opening the crack mouth. This means the samples lose stiffness as the crack grows.

COD vs. normalized force
As stated before, the numerical models provided by ASTM apply to isotropic materials. Therefore, they cannot be applied to these PMC samples. From the COD measurements depicted in Fig. 8, the KI was calculated using Eq. (4), yielding Fig. 9. One can see thinner specimens show an apparent higher toughness. This is explained in metals by slant fracture, where the high stress at the crack tip produces plasticity. This is one reason why standards allow side grooves. See Anderson [10] for extensive details about size effects. Moreover, the angle from the estimated crack tip and the COD ranged from 152° to 164°. Therefore, by using Eq. (5), full William´s model instead of Eq. (4) simplified COD method, the induced error between 0.65 and 2.6%.

KI vs. normalized force
Figure 10 shows the COD versus crack tip radial position. It is expected that the larger the crack, the more rigidity the sample loses; therefore, it is easier for the applied load to open the crack.

COD versus crack tip radius for different thicknesses
Figure 11 shows the SIF mode I versus crack tip radial position. The SIF was calculated with Eq. (4) and it is seen its behavior is analogous to the COD. Furthermore, if one plots KI versus 1/√r, there is a singularity at the crack tip as predicted by William´s model, Eq. (2).

KI vs. crack tip radius for different thicknesses
So, from Fig. 8 and from Fig. 9, the maximum values were extracted. Those are the values at which there is the onset of formation of new crack surface for a given thickness. One can see in Fig. 12 that both quantities (COD and KI) are proportional, meaning that the COD can be used to measure the AM composite toughness. Moreover, both COD and KI stabilize after 20 mm of sample thickness. Therefore, KIC is established at 46 MPa√m. As a comparison, [8] reported 2.84 MPa√m for carbon fiber and PLA matrix composite at a 10% Vf, and for traditionally glass fiber composites (GFRP), KIC ranges from 40 to 60 MPa√m [10]. Just for commonly used polymers for MEX, toughness was found to be between 0.65 and 1 MPa√m for Nylon depending on the printing orientation [14] and between 1.4 and 3.4 MPa√m for PLA at different printing ratios [13]. So, one can see this type of composite can offer the toughness of a GFRP with the advantage form-free fabrication offered by MEX. Furthermore, the obtained KIC is superior to the one of high strength Aluminum alloys which is in the range of 25 MPa√m and has a relative density of about 2.7 as opposed to the 1.1 to 1.19 relative density for the studied MEX composite.

KI and COD vs. sample thickness
4.2 Morphology of fractured surfaces
Figure 13 shows the distinct stages of the failed surface as follows: 0. General view of fractured sample, 1. Transition in the matrix from monotonic load to sudden load (induced after N2 cooling), 2. Transition in matrix/fiber from monotonic load to sudden load, 3. Initiation in the matrix/fiber of propagation by monotonic load, 4. Zoom view of the torn Kevlar fiber. Just as shown in [31] for the same material but under fatigue load, the crack starts at the matrix.

Lower magnification view of fractured surface
Crazing is the first stage of fracture in polymers [10]; there was a 3 mm area of just Onyx between the surface and the first fiber. Figure 14 shows exemplary results of the phenomena which occurred at the zone close to the notch. The long polymer chains unwind to form oriented bundles or fibrils that spread over the crazed region, which is macroscopically perceived as a whitened area. The applied tensile load breaks some of the fibrils, so those crazes then will become a crack. Finally, Lee et al. [12] argued that polymers, thus PMC, show high toughness because the high number of crazes at the crack tip.

Exemplary results of testing showing the scale used to measure COD and crack length
Figure 15 shows notch area detail after fracture. One can see the failure mechanisms of fiber pullout, fiber breakage, and matrix cracking. Each of these failure mechanisms absorb energy contributing to the overall toughness of the composite material. Fiber breakage, fiber slip, and fiber pullout are believed to account for most of the fracture toughness in composites to a greater degree than matrix debonding and cracking. We did not observe fiber slip. Furthermore, and most likely because of the nature of the applied load, we did not observe interlaminar debonding.

Detail of fractured notch
In [17, 28] fiber size was reported to be about 8 µm. Figure 16 shows how a Kevlar fiber is surrounded by a 15 by 25 µm elliptical void. In that case, there is no attachment matrix – fiber. This type of defect is different from inter-bead porosity [2, 8] and it subtracts bearing load capacity from the component as the matrix cannot transfer the load to the fiber resulting in a strength loss. Furthermore, we did not observe a difference between thin and thick samples, as implied before [2]. Finally, porosity was observed as reported [2, 34]. The size of porosity was identified as a circle of about 6.4 µm, as seen in Fig. 17.

Micrography showing no bonding between continuous fiber and matrix, a general view, b zoom showing dimensions

Micrography showing porosity
4.3 Discussion
Although we used LEFM to find fracture toughness, one must be careful before applying KIc. A crack can grow slowly below its fracture toughness due to the velocity of the applied load [10]. Or as a consequence of the impediment provided by the continuous Kevlar reinforcement, which acts as a shock absorber that prevents the release of the energy provided by the mechanical solicitation. The results provided here can be applied to a component when the load rate at the crack tip in a component are comparable. Furthermore, AM composites have the advantage and easiness to be built as cellular structures. The Elastic modulus for a cellular structure depends on the type of cellular structure, and the solid material´s Elastic modulus as discussed somewhere else [31]. Such variation can be seen in Fig. 18, where the normalized elastic modulus is plotted versus the variation of the thickness and length of the Square, Triangular and Hexagonal cellular structures [35]. The thicker the structure (larger t) the higher the normalized Elastic modulus is. Hence, if E changes, Kc also changes but the COD also changes, see Eq. (5). Therefore, the results obtained here cannot be freely transferred to a cellular structure.

Variation of normalized Elastic modulus versus thickness and characteristic dimension for Square (Sq), Triangular (Tri), and Hexagonal (Hex) cellular structures
Furthermore, for viscoelastic materials, the elastic modulus is time-dependent. Nylon is known for absorbing water, and it is UV sensitive, which may additionally affect mechanical behavior [1]. Finally, in Fig. 7, a drop in the force vs displacement load is seen before reaching a maximum. This may be attributed to the rupture of the matrix walls that surround the fibers, making the sample lose rigidity.
The use of LEFM-based approach measurement is valid. In the past, it has been applied to polymeric materials [7, 12], composite materials [8] and even in non-proportional loads [20, 21] based on COD measurement. Finally, the measured COD and radius were done at surface where the sample is less constrained, so displacements are higher giving lower KI [20, 26]. In that case, the crack front may curve, reaching a maximum usually at the center [10]. However, in this case, we did not see the curved crack front characteristic of thick samples. Moreover, the use of optical measurements with the help of low-cost cameras and further processed with image treatment open-source software, was proven to work, and it is an alternative to strain gages of clip gages.
It is seen how KIc for the PMC is superior to the one of only Nylon (Onyx is a Nylon matrix) or PLA as reported by the literature. Therefore, the established toughness must be the superposition of toughness of fiber, matrix, and fiber-matrix adhesion. As discussed in the literature and corroborated here through microscopy, the fiber–matrix adhesion may be responsible for the most significant contribution to the composite´s fracture toughness.
5 Conclusion
Monotonic crack propagation was analyzed in a polymer matrix composite material reinforced by continuous Kevlar fibers obtained by additive manufacturing. The test was based on the ASTM E-399 standard, whereas the analysis was based on a linear elastic fracture mechanics model using the relative displacements from two opposite-to-crack points obtained with digitally recorded images and processed with image treatment open software. It was shown how the COD and KI are proportional, validating the approach. The error of using the COD formulation in mode I was established between 0.65 and 2.6% when compared to William´s model.
Observed failure mechanisms were matrix breakage, fiber-matrix separation, and lack of matrix-fiber adhesion. In addition, porosity was observed and identified as a circle of about 6.4 µm, which has been reported extensively for this manufacturing technique.
The fracture toughness in mode I for the AM composite made out of nylon and short carbon fiber and reinforced with continuous Kevlar fibers with a 13.6% fiber content was established at 46 MPa√m. Comparing results with literature, the evaluated composite material matched GFRP toughness plus adding the advantage of the MEX technique.
Data Availability
Data is available upon request.
References
Díaz-Rodríguez JG, Pertúz-Comas AD, González-Estrada OA (2021) Mechanical properties for long fibre reinforced fused deposition manufactured composites. Compos B Eng 211:108657. https://doi.org/10.1016/j.compositesb.2021.108657
Handwerker M, Wellnitz J, Marzbani H (2021) Review of mechanical properties of and optimisation methods for continuous fibre-reinforced thermoplastic parts manufactured by fused deposition modelling. Prog Addit Manuf 6:663–677. https://doi.org/10.1007/s40964-021-00187-1
Brunner AJ (2022) Fracture mechanics testing of fiber-reinforced polymer composites: The effects of the “human factor” on repeatability and reproducibility of test data. Eng Fract Mech 264:108340. https://doi.org/10.1016/j.engfracmech.2022.108340
Becker M, Ospina-Henao P, Muñoz-Vasquez S, et al (2022) Pie Protesico
Azarov A, V., Antonov Fk, Golubev M V, et al (2019) Composite 3D printing for the small size unmanned aerial vehicle structure. Compos B Eng 169:157–163. https://doi.org/10.1016/j.compositesb.2019.03.073
León BJ, Díaz-Rodríguez JG, González-Estrada OA (2020) Daño en partes de manufactura aditiva reforzadas por fibras continuas. Revista UIS Ingenierías 19:161–175. https://doi.org/10.18273/revuin.v19n2-2020018
Maspoch ML, Franco-Urquiza E, Gámez-Pérez J et al (2010) Aplicación de la mecánica de la fractura post-cedencia a polímeros. Revista Latinoamericana de Metalurgia y Materiales 30:101–118
Papon EA, Haque A (2019) Fracture toughness of additively manufactured carbon fiber reinforced composites. Addit Manuf 26:41–52. https://doi.org/10.1016/j.addma.2018.12.010
Harris C, Morris D (1986) A Comparison of the Fracture Behavior of Thick Laminated Composites Utilizing Compact Tension, Three-Point Bend, and Center-Cracked Tension Specimens. In: Newman JC (ed) Fracture Mechanics: Seventeenth Volume. ASTM, West Conshohocken, PA, pp 124–135
Anderson TL (2017) Fracture Mechanics, 4th edn. CRC Press, Boca Raton, FL
Hernández JLM, D’almeida JRM (2017) Aging of polyamide 12 in oil at different temperatures and pressures. Polym Adv Technol 28:1778–1786. https://doi.org/10.1002/pat.4061
Lee LH, Mandell JF, Mcgarry FJ (1987) Fracture toughness and crack instability in tough polymers under plane strain conditions. Polym Eng Sci 27:1128–1136. https://doi.org/10.1002/pen.760271504
Kizhakkinan U, Rosen DW, Raghavan N (2022) Experimental investigation of fracture toughness of fused deposition modeling 3D-printed PLA parts. Mater Today Proc. https://doi.org/10.1016/j.matpr.2022.10.014
Stoia DI, Marsavina L, Linul E (2021) Mode I critical energy release rate of additively manufactured polyamide samples. Theor Appl Fract Mech 114:102968. https://doi.org/10.1016/j.tafmec.2021.102968
Cano-Vicent A, Tambuwala MM, Sks H et al (2021) Fused deposition modelling: current status, methodology, applications and future prospects. Addit Manuf 47:102378. https://doi.org/10.1016/j.addma.2021.102378
Wickramasinghe S, Do T, Tran P (2020) FDM-Based 3D printing of polymer and associated composite: a review on mechanical properties, defects and treatments. Polymers (Basel) 12:1–42. https://doi.org/10.3390/polym12071529
Ekoi EJ, Dickson AN, Dowling DP (2021) Investigating the fatigue and mechanical behaviour of 3D printed woven and nonwoven continuous carbon fibre reinforced polymer (CFRP) composites. Compos B Eng 212:108704. https://doi.org/10.1016/j.compositesb.2021.108704
Kaushik V, Ghosh A (2019) Experimental and numerical characterization of Mode I fracture in unidirectional CFRP laminated composite using XIGA-CZM approach. Eng Fract Mech 211:221–243. https://doi.org/10.1016/j.engfracmech.2019.01.038
Gietl H, Olbrich S, Riesch J et al (2020) Estimation of the fracture toughness of tungsten fibre-reinforced tungsten composites. Eng Fract Mech 232:107011. https://doi.org/10.1016/j.engfracmech.2020.107011
Vormwald M, Hos Y, Freire JLF et al (2018) Crack tip displacement fields measured by digital image correlation for evaluating variable mode-mixity during fatigue crack growth. Int J Fatigue. https://doi.org/10.1016/j.ijfatigue.2018.04.030
Díaz Rodríguez JG, Gonzales G, Ortiz Gonzalez JA, Freire J (2017) Analysis of Mixed-mode Stress Intensity Factors using Digital Image Correlation Displacement Fields. In: ABCM (ed) Proceedings of the 24th ABCM International Congress of Mechanical Engineering. ABCM, Curitiba
ISO (2021) ISO/ASTM 52900:2021. Additive manufacturing — General principles — Fundamentals and vocabulary
Thomas G, Antoni M, Gozdz S (2015) Three dimensional printer with composite filament fabrication
Parandoush P, Lin D (2017) A review on additive manufacturing of polymer-fiber composites. Compos Struct 182:36–53. https://doi.org/10.1016/j.compstruct.2017.08.088
REV 5.0 - 08/01/2021 (2021) Markforged composites mechanical properties. In: http://static.markforged.com/downloads/composites-data-sheet.pdf
Diaz JG, Marques LFN, Guzmán RE (2018) Mixed-mode stress intensity factors for tubes under pure torsion loading. Key Eng Mater 774:373–378. https://doi.org/10.4028/www.scientific.net/KEM.774.373
Rueden CT, Schindelin J, Hiner MC et al (2017) Image J2: ImageJ for the next generation of scientific image data. BMC Bioinform 18:671–675. https://doi.org/10.1186/s12859-017-1934-z
Díaz JG, León-Becerra J, Pertuz AD et al (2022) Evaluation through sem image processing of the volumetric fiber content in continuos fiber-reinforced additive manufacturing composites. Mater Res 25:20220049
Mohammadizadeh M, Imeri A, Fidan I, Elkelany M (2019) 3D printed fiber reinforced polymer composites - Structural analysis. Compos B Eng 175:107112. https://doi.org/10.1016/j.compositesb.2019.107112
González-Estrada OA, Pertuz Comas AD, Díaz Rodríguez JG (2020) Monotonic load datasets for additively manufactured thermoplastic reinforced composites. Data Brief 29:105295. https://doi.org/10.1016/j.dib.2020.105295
Pertuz-Comas AD, Díaz JG, Meneses-Duran OJ et al (2022) Flexural fatigue in a polymer matrix composite material reinforced with continuous kevlar fibers fabricated by additive manufacturing. Polymers (Basel) 14:3586. https://doi.org/10.3390/polym14173586
Mohammadizadeh M, Fidan I, Allen M, Imeri A (2018) Creep behavior analysis of additively manufactured fiber-reinforced components. Int J Adv Manuf Technol 99:1225–1234. https://doi.org/10.1007/s00170-018-2539-z
Díaz JG, De Freire JL, F, (2022) LEFM crack path models evaluation under proportional and non-proportional load in low carbon steels using digital image correlation data. Int J Fatigue 156:106687. https://doi.org/10.1016/j.ijfatigue.2021.106687
Rodriguez JF, Thomas JP, Renaud JE (2000) Characterization of the mesostructure of fused-deposition acrylonitrile-butadiene-styrene materials. Rapid Prototyp J 6:175–186. https://doi.org/10.1108/13552540010337056
Gibson LJ, Ashby MF (2014) Cellular Solids. Structure and properties, 2nd edn. Cambridge University Press, Cambridge
Acknowledgements
The authors acknowledge financial support from project VIE 2827, at Universidad Industrial de Santander. The help of Tecnoparque SENA—Bucaramanga for printing some of the samples and to the center for electron microscopy at UIS is greatly appreciated.
Funding
Open Access funding provided by Colombia Consortium.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Díaz-Rodríguez, J.G., Pertúz-Comas, A.D., González, C.J.A. et al. Monotonic crack propagation in a notched polymer matrix composite reinforced with continuous fiber and printed by material extrusion. Prog Addit Manuf 8, 733–744 (2023). https://doi.org/10.1007/s40964-023-00423-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40964-023-00423-w